Зенкерование напоминает сверление, только выполняется в подготовленные технологические отверстия. При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
В процессе сверления инструмент может отклониться от оси, особенно когда большая глубина. Зенкерование выполняется инструментом, обладающим высокой жесткостью, так как число режущих кромок большое, что обеспечивает точность и заданное направление. При низких глубинах резки обеспечивается еще большая точность.
Для сравнения можно привести пример: при рассверливании получаемая шероховатость – Rz 20мкм и 11-12 – это квалитеты, при обработке зенкером – шероховатость Ra 20мкм, 9-11 квалитеты. Сверло по металлу 85, изготовленное в соответствии с ГОСТ, используется в металлообработке при необходимости выполнения кольцевого сквозного отверстия.
Имеются инструменты, имеющие комбинированное исполнение, к ним относится сверло-зенкер. Применяется с особо ответственных техпроцессах при обработке металлов резанием.
Развертывание проводится после операций сверления и зенкерования отверстий, относимое к более точной механической обработке. Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Зачастую происходит путаница между зенковкой и зенкером. Зенковка нужна для снятия фасок с отверстий, либо необходимости получения фасок конической конфигурации под заклепки, винты или болты. Эта операция называется зенкованием. Зенковки – это многолезвийный инструмент, выполняемый по нормам ГОСТ. Подразделение осуществляется по нескольким видам:
Коническая, имеющая угол 60 градусов, 90 и 120. Используется для обеспечения фасок под крепежи или метизы.
Цилиндрическая, имеющая хвостовик и износоустойчивое покрытие. Применяется в техпроцессах при обработке опорных заготовок.
Отверстия под потайные головки крепежных элементов можно производить цековкой. Это инструмент для резки металла для получения цилиндрических отверстий, под фаски болтов, заклепок, а также для опорных поверхностей.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
целостные;
насадочные;
хвостовые;
соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Это интересно: Классификация и особенности вытяжных алюминиевых заклепок — поясняем по пунктам
Приложение (рекомендуемое). исполнительные размеры зенкеров
ПРИЛОЖЕНИЕ Рекомендуемое
мм
Зенкер N 1
Зенкер N 2
наиб.
наим.
наиб.
наим.
3,0
2,875
2,850
3,050
3,025
3,5
3,375
3,350
3,050
3,525
4,0
3,875
3,850
4,050
4,025
4,5
4,375
4,350
4,550
4,525
5,0
4,875
4,850
5,050
5,025
6,0
5,875
5,850
6,050
6,025
7,0
6,815
6,780
7,060
7,030
8,0
7,815
7,780
8,060
8,030
9,0
8,815
8,780
9,060
9,030
10,0
9,815
9,780
10,060
10,030
11,0
10,790
10,755
11,070
11,035
12,0
11,790
11,755
12,070
12,035
13,0
12,790
12,755
13,070
13,035
14,0
13,790
13,755
14,070
14,035
15,0
14,790
14,755
15,070
15,035
16,0
15,790
15,755
16,070
16,035
17,0
16,790
16,755
17,070
17,035
18,0
17,790
17,755
18,070
18,035
19,0
18,755
18,710
19,085
19,040
20,0
19,755
19,710
20,085
20,040
21,0
20,755
20,710
21,085
21,040
22,0
21,755
21,710
22,085
22,040
23,0
22,755
22,710
23,085
23,040
24,0
23,755
23,710
24,085
24,040
25,0
24,755
24,710
25,085
25,040
26,0
25,755
25,710
26,085
26,040
27,0
26,755
26,710
27,085
27,040
28,0
27,755
27,710
28,085
28,040
30,0
29,755
29,710
30,085
30,040
32,0
31,710
31,660
32,100
32,050
34,0
33,710
33,660
34,100
34,050
35,0
34,710
34,660
35,100
35,050
36,0
35,710
35,660
36,100
36,050
37,0
36,710
36,660
37,100
37,050
38,0
37,710
37,660
38,100
38,050
40,0
39,710
39,660
40,100
40,050
42,0
41,710
41,660
42,100
42,050
44,0
43,710
43,660
44,100
44,050
45,0
44,710
44,660
45,100
45,050
46,0
45,710
45,660
46,100
46,050
47,0
46,710
46,660
47,100
47,050
48,0
47,710
47,660
48,100
48,050
50,0
49,710
49,660
50,100
50,050
52,0
51,650
51,590
52,120
52,060
55,0
54,650
54,590
55,120
55,060
56,0
55,650
55,590
56,120
56,060
58,0
57,650
57,590
58,120
58,060
60,0
59,650
59,590
60,120
60,060
62,0
61,650
61,590
62,120
62,060
63,0
62,650
62,590
63,120
63,060
65,0
64,650
64,590
65,120
65,060
67,0
66,650
66,590
67,120
67,060
70,0
69,650
69,590
70,120
70,060
72,0
71,650
71,590
72,120
72,060
75,0
74,650
74,590
75,120
75,060
80,0
79,650
79,590
80,120
80,060
Текст документа сверен по: официальное издание Зенкеры для обработки деталей из легких сплавов. ГОСТ 21579-76 — ГОСТ 21586-76: Сб. ГОСТов. — М.: Издательство стандартов, 1990
Назначение инструмента и разновидности
Зенкер по металлу – это высокоточный многогранный инструмент с заострением на конце. Применяется в технологических процессах при необходимости обеспечения точности в отверстиях, имеющих форму круга. Смысл заключается в увеличении качественной характеристики поверхности.
Этот производственный процесс именуется зенкерованием. Он идентичен обработке сверлением, так как применяемый инструмент с заданными параметрами вращается вокруг своей оси и продвигается в глубину заготовки, все это происходит одновременно.
Зенкер был изначально предназначен для металлообработки, применяемой в машиностроении для получения точности после штамповки, отливки, сверления или долбления. И на сегодняшний день зенкер используют в техпроцессах машиностроительной сферы.
► Его применяют в:
Промежуточных операциях.
Чистовых обработках.
► Технологический инструмент подразделяется на :
для развертывания с обеспечением припуска или обработки разверткой – №1;
4 или 5 допуском (11 квалитетом) – № 2.
При расточке отверстия его диаметр увеличивается, и чистота обработки повышается.
► Технические характеристики процесса:
Очистка обрабатываемой поверхности или сглаживание неровностей.
Калибровка отверстий под крепежные элементы.
Обработка торцов поверхностей.
Придания профиля или расширение на глубину, к примеру, под болтовые головки.
► Различают инструмент также по способам крепежа в станочном оборудовании:
С конусом Морзе хвостовой или с метрическим конусом (так именуются конструктивные элементы крепления в технологическую оснастку).
С конструктивным элементом-насадкой.
► По конструкторскому исполнению зенкера, согласно требований ТУ или ГОСТ подразделяются на:
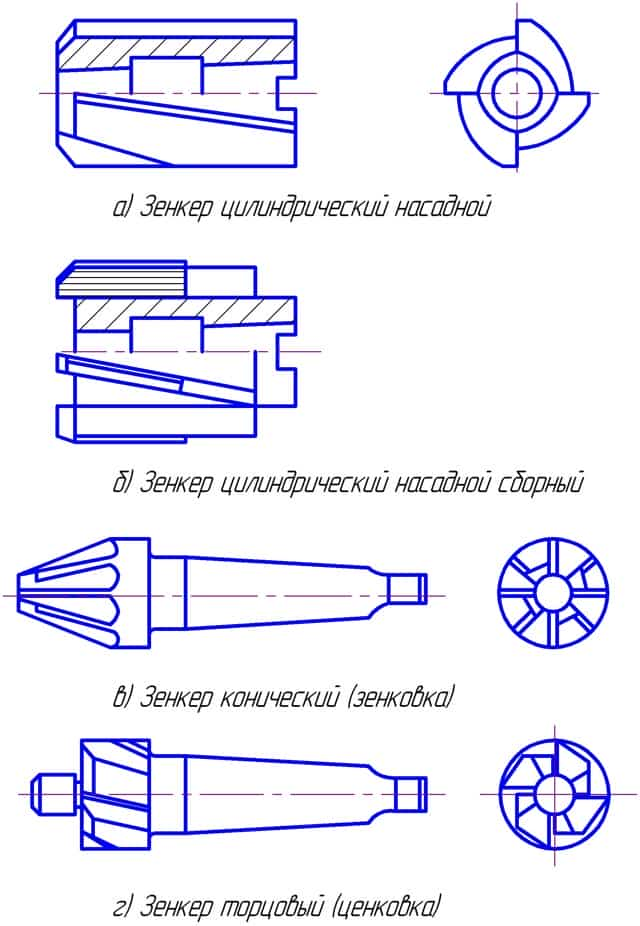
Цилиндрические. Изготовлены из износоустойчивых металлов, производятся диаметром от 10 до 20 мм.
Зенкер конический цельный. Изготовление производится из быстрорежущих и легированных металлических материалов, покрытие износоустойчиво. Размеры в диаметре от 10 до 40 мм.
Инструмент цельный насадной, диаметр в диапазоне от 32 до 80 мм.
Зенкер конусный исходя из стандартных требований производится типов 1 или 2, и насадной. На таком инструменте имеются пластины из твердых сплавов.
Соединенные сваркой.
Оснащенные пластинами из твердых сплавов.
Зенкер можно сделать самостоятельно, если имеются необходимые заготовки, и применять такой инструмент в случаях, если не требуется особой точности при обработке.
Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия).
Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления.
Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин
В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
Гост 14953-80 с. 13
мм
Таблица 4
Размеры в мм Таблица 5
* Размер на малом диаметре.
Размеры в мм Таблица 6
ГОСТ 14953-80 С. 15
Размеры в ммПродолжение табл. 6
* Размер на малом диаметре.(Измененная редакция, Изм. № 1).2. Для зенковок типов 1—4 задний угол на периферии режущей части в плоскости, параллельной оси зенковки, равен 14—11°.ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).ИНФОРМАЦИОННЫЕ ДАННЫЕ1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР2. УТВЕРЖДЕН И ВВЕДЕН в ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 № 6138
3. Стандарт полностью соответствует СТ СЭВ 698—77 и СТ СЭВ 699—77
4. ВЗАМЕН ГОСТ 14953-69, МН 725-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ИЗДАНИЕ (август 2003 г.) с Изменениями № 1, 2, утвержденными в декабре 1986 г., марте 1989 г. (НУС 3-87, 6-89)Редактор Л. В. Коретникова Технический редактор О.Н. Власова Корректор М.С. Кабашова Компьютерная верстка С.В. Рябовой
Как выбрать зенковку по винт с потайной головкой
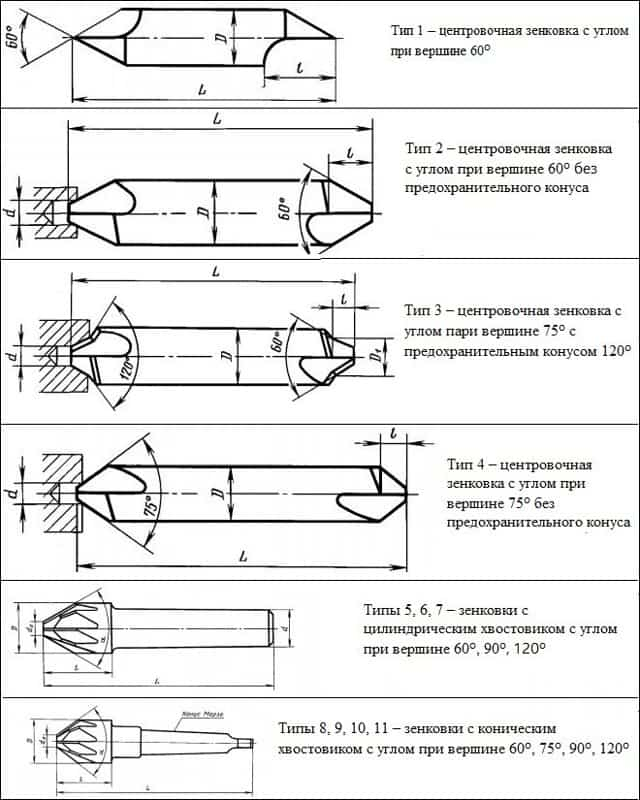
Зенковка коническая – инструмент для образования конусообразного углубления на входной части отверстия под крепежный элемент. Зенкерование отверстий позволяет скрыть потайные головки винтов, болтов, шурупов или заклепок заподлицо с поверхностью. Данная операция выполняется на низких оборотах металлообрабатывающего станка или ручной дрели.
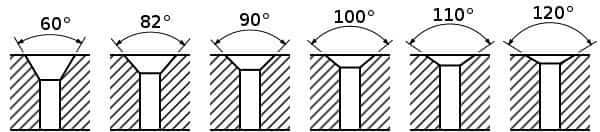
Изготовление зенковок регламентируется ГОСТ 14953-80 и зарубежными стандартами DIN 334, DIN 335 и др. Основная характеристика инструмента – диаметр и угол конуса при вершине. По отечественному стандарту инструмент выпускается с углом 60°, 90°, 120° и наружным диаметром от 5 до 80 мм. Угол конуса режущей части зенкера соответствует определенному профилю головки метиза.
Винты и шурупы с потайными головками 90° наиболее распространены в нашей стране, тогда как, например, в Америке чаще встречаются дюймовый крепеж с конусом головки 82° (резьба UNC, UNF).
Винты с британской резьбой BSF, BSW могут иметь 100º. Угол 75° распространен среди заклепок под молоток, а 100º и 120° – среди вытяжных заклепок.
В аэрокосмической промышленности потайные крепежные детали обычно имеют угол 100°.
Как выбрать размер зенковки?
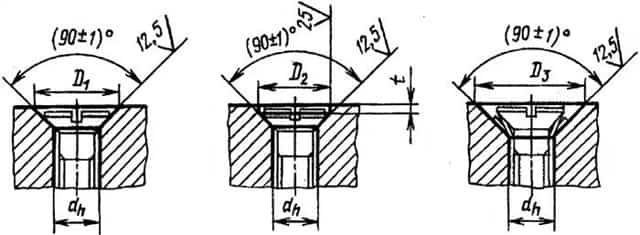
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки.
Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки.
Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
Диаметр резьбы d, мм
Стандартные размеры головки
Диаметр зенковки, мм
Предельные отклонения, мм
Диаметр, мм
Высота, мм
D1 (по H13)
D2 (по H12)
D3 (по H14)
2.0
3.8
1.2
4.3
4.6
4.3
—
2.5
4.7
1.5
5.6
5.7
5
—
3
5.6
1.65
6.3
6.6
6
7
3.5
6.5
1.93
7.3
7.6
7
—
4
7.4
2.2
8.3
8.6
8
9
5
9.2
2.5
10.4
10.4
10
11.5
6
11
3
12.4
12.4
11.5
14.5
8
14.5
4
16.5
16.4
15
18.5
10
18
5
20.5
20.4
19
22
12
21.5
6
24.0
24.4
23
26
14
25
7
28.0
28.4
26
—
16
28.5
8
31.0
32.4
30
—
18
32.5
9
35.0
36.4
34
—
20
36
10
39.0
40.4
37
—
Конические зенковки бывают двух основных видов:
с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса.
Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами.
Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.
с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание: Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Размеры зенкеров — Размеры Инфо
Параметры зенкеров:
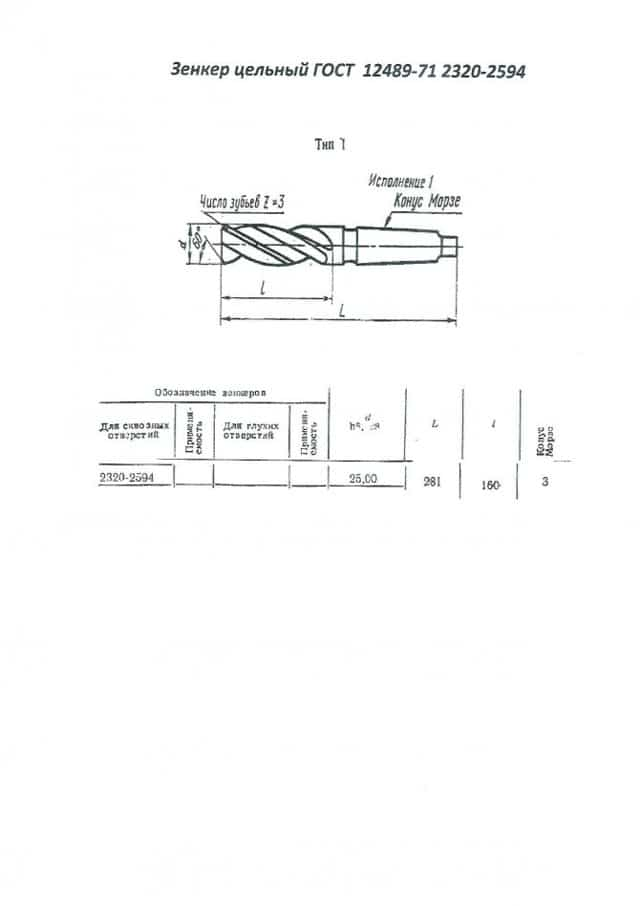
Основные размеры цельных зенкеров, предназначенных для обработки отверстий в деталях из чугуна и стали, в соответствии с положениями ГОСТ 12489-71 (Зенкеры цельные. Конструкция и размеры):
диаметр номинальный зенкера (d);
длина рабочей части зенкера (l);
длина зенкера (L).
Единицы измерения параметров зенкеров – миллиметры (мм).
Дополнительно:
Наиболее распространённые типоразмеры цельных зенкеров (формат обозначения габаритных размеров – диаметр/ длина):
7.8х156 (мм);
10х168 (мм);
12х182 (мм);
15х212 (мм);
20х238 (мм);
25х281 (мм);
30х296 (мм);
35х339 (мм).
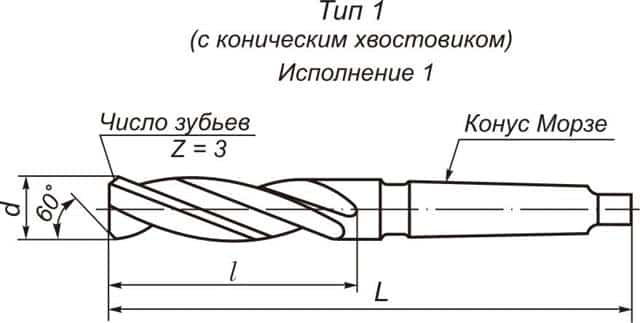
По конструкции зенкеры подразделяются на следующие группы: образцы с коническим хвостовиком, насадные, образцы с цилиндрическим хвостовиком.
Для моделей с коническими хвостовиками размеры конусов Морзе должны соответствовать положениям ГОСТ 25557.
Важно: нормы производства зенкеров должны удовлетворять техническим условиям ГОСТ 1677.
Пример условного обозначения зенкера с коническим хвостовиком диаметром 14 (мм) и полем допуска номинального диаметра h8 для сквозных отверстий: Зенкер 2320-2565 h8 ГОСТ 12489-71.
Общий вид Общие характеристики зенкеровd Диаметр номинальный зенкера в (мм)L l Длина рабочей части зенкера в (мм)
(Зенкеры)
от 7.8 (мм) до 50 (мм)
от 156 (мм) до 369 (мм)
от 75 (мм) до 220 (мм)
d (мм) Диаметр номинальный зенкера в (мм)L (мм) l (мм) Длина рабочей части зенкера в (мм)
7.8
156
75
10
168
87
12
182
101
15
212
114
20
238
140
25
281
160
30
296
175
35
339
190
40
349
200
45
359
210
50
369
220
Бренды d (мм) Диаметр номинальный зенкера в (мм)L (мм) l (мм) Длина рабочей части зенкера в (мм)
Sigma
от 7.8 до 50
от 156 до 369
от 75 до 220
Stanley
от 7.8 до 50
от 156 до 369
от 75 до 220
Matrix
от 7.8 до 50
от 156 до 369
от 75 до 220
Toptul
от 7.8 до 50
от 156 до 369
от 75 до 220
Yato
от 7.8 до 50
от 156 до 369
от 75 до 220
Intertool
от 7.8 до 50
от 156 до 369
от 75 до 220
Topex
от 7.8 до 50
от 156 до 369
от 75 до 220
MTX
от 7.8 до 50
от 156 до 369
от 75 до 220
Grad
от 7.8 до 50
от 156 до 369
от 75 до 220
Jobi
от 7.8 до 50
от 156 до 369
от 75 до 220
Гост 14953-80 зенковки конические. технические условия — домашний уют — журнал
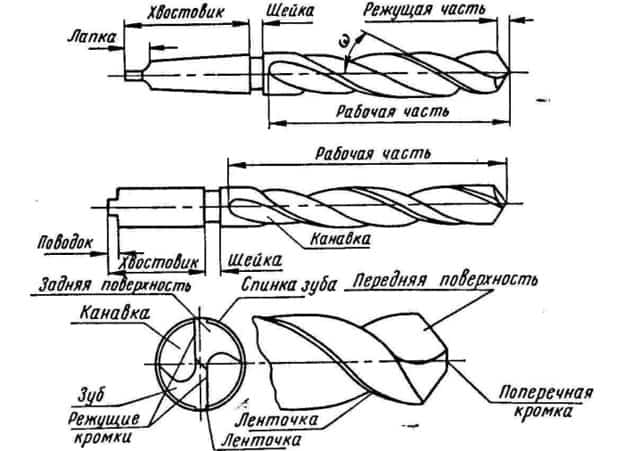
Зенкер по металлу
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
Конические зенковки бывают двух основных видов:
с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса.
Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами.
Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ).
Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления.
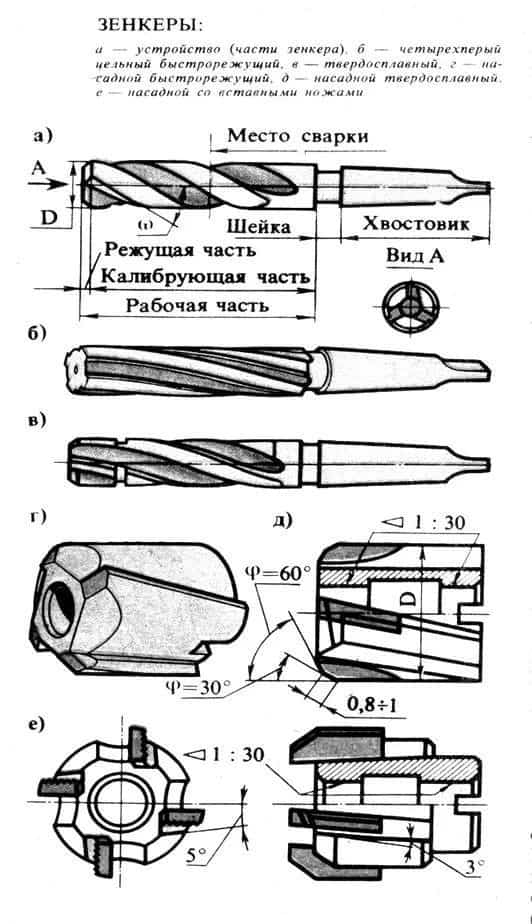
В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
Как заточить маникюрные ножницы в домашних условиях
Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.
Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
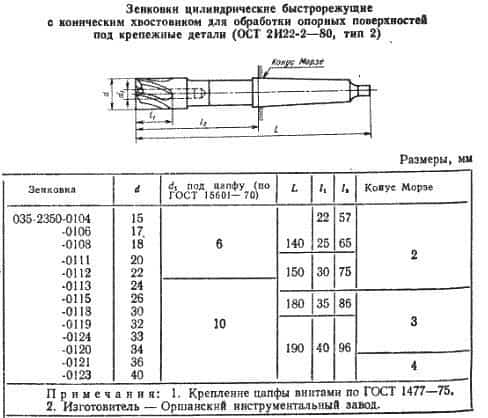
Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Классификация зенкеров
Инструменты для зенкерования в зависимости от особенностей своей конструкции могут быть:
хвостовыми;
насадными;
сборными;
цельными.
Рабочая часть такого инструмента, как было сказано выше, напоминает сверло, но при этом отличается большим количеством режущих кромок. Зенкер может быть изготовлен из легированных быстрорежущих и инструментальных, а также или твердых сплавов. Режущие кромки зенкеров, изготовленных из инструментальных сталей, затачиваются под углом 45–60°, а выполненных из твердых сплавов – под углом 60–75°.
Зенкерами, рабочая часть которых заточена под конус, обрабатывают неглубокие отверстия соответствующей конфигурации. Отличительной особенностью инструментов данного типа является наличие на их плоской передней поверхности прямых зубьев. Количество режущих зубьев на рабочей поверхности инструментов данной категории варьируется от 6 до 12.
ГОСТ 14953-80 Группа Г23
Taper countersinks. Specifications
МКС 25.100.30 ОКП 39243
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
Гост 12489-71 зенкеры цельные. конструкция и размеры
После проведения операции сверления очень часто появляется необходимость повысить качество обработки полученного отверстия. В зависимости от того, какое было сделано отверстие – сквозное или просверлена только часть детали применяется так называемое зенкерование или зенкование.
Перевод с немецкого языка этих названий «проходить», «углублять» достаточно точно отражает проделываемую операцию. Зенкерование применяется для механической обработки подготовленных отверстий.
Во время этой операции специальными инструментами зенкером или зенковкой производится дополнительное растачивание отверстий с целью повышения качества получаемой поверхности.
Зенкер по металлу
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
Что такое зенкер и для чего он нужен
Зенкер – это вид металлорежущего инструмента, который предназначен для увеличения диаметра и цилиндрических отверстий, улучшения качества и точности обработки. Процесс, выполняемый при помощи зенкера, называется зенкерованием и представляет собой получистовую обработку путем резания.
Технические характеристики зенкеров строго регламентируются ГОСТ 12489-71, согласно которому инструмент подходит для промежуточной или финишной обработки.
Применение защитных сред и обмазок при термической обработке
Зенкера предназначены для:
приведение формы и геометрических параметров обрабатываемого отверстия в соответствие с заданными показателями;
повышение показателя точности выполненного отверстия вплоть до восьмого квалитета;
снижение степени шероховатости в цилиндрических отверстиях; таким образом можно достичь показателя Ra 1,25.
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.
Классификация зенкеров
По функциональности зенкера могут использоваться для:
последующего развертывания с припуском;
получения отверстия с высокой точностью – с квалитетом Н11 (допуск 4–5 класса точности).
Основными видами зенкеров считаются:
хвостовые зенкеры с метрическим конусом либо конусом Морзе;
насадные зенкеры.
По типу конструкции выделяют зенкеры:
цельные – по внешнему виду схожи с обычным сверлом и имеют схожую конструкцию, при этом оснащены большим количеством режущих кромок и спиральных бороздок;
сборные;
сварные;
с пластинами из твердого сплава.
Для производства металлорежущего инструмента используют быстрорежущие стали, в некоторых случая применяются твердосплавные пластины.
Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия).
Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления.
Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
Особенности работы с инструментом
Если предполагается обработка небольшого отверстия, то зенкерование можно выполнять на сверлильном оборудовании; при обработке отверстий с большим диаметром и глухих отверстий процесс следует производить на стационарном оборудовании, которое устанавливается на специальный фундамент.
Зенкеры не применяются для ручной обработки, поскольку такой процесс предполагает достижение максимальной точности и гладкости поверхности. Основными видами оборудования, на которые устанавливается зенкер, являются:
сверлильные станки;
токарные станки;
расточные станки;
фрезерные станки;
агрегатные станки.
Технические требования
1.1. Материал и твердость основных частей зенкеров должны соответствовать указанным в табл. 1.
Технология шип-паз при соединение древесины
По согласованию с потребителем допускается изготовление зенкеров из легированной стали марки 9ХС по ГОСТ 5950.
Твердость зенкеров из стали марки 9ХС должна быть HRC3 62…65.
Допускается изготовление зенкеров и ножей к ним из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенкеров, не ниже стойкости зенкеров, изготовленных из быстрорежущей стали по ГОСТ 19265.
(Измененная редакция, Изм. № 1, 2).
1.2. Зенкеры хвостовые должны изготовляться сварными.
В месте сварки не допускаются раковины, непровар, поджог и пережог металла, кольцевые трещины и свищи.
Издание официальное Перепечатка воспрещена
★
Издательство стандартов, 1975 ИПК Издательство стандартов, 2000 Переиздание с Изменениями
Допускаются другие методы соединения рабочей части зенкера с хвостовиком, обеспечивающие качество соединения не ниже сварного.
(Измененная редакция, Изм. № 1).
1.3. Твердость рабочей части зенкеров должна соответствовать указанной в табл. 1 на длине винтовой канавки, уменьшенной на длину не более 1 х/2 диаметра зенкера от сварного шва, но не менее 1 2 3/3 длины винтовой канавки.
Твердость лапок хвостовиков зенкеров с коническим хвостовиком должна быть HRC, 32…47.
(Измененная редакция, Изм. № 1, 2).
1.4. Параметры шероховатости поверхностей зенкеров по ГОСТ 2789 не должны быть более указанных в табл. 2.
Примечание. Твердость рабочей части хвостовых зенкеров, насадных и ножей сборных зенкеров из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3, указанной в таблице 1.
ГОСТ 1677-75 С. 3
1.14. Зенкеры должны иметь на рабочей части только равномерную обратную конусность (уменьшение диаметра по направлению к хвостовику).
Обратная конусность на 100 мм длины должна соответствовать указанной в табл. 4.
Таблица 2
* Для шлифованных канавок.** Для фрезерованных канавок.
Таблица 4*мм
1.15. Допуск радиального биения ленточек по всей длине рабочей части зенкера относительно оси зенкера или оси посадочного отверстия, а также биение главных режущих кромок при проверке в центрах не должно превышать величин, указанных в табл. 5.Таблица 5
Номинальный диаметр зенкера, мм
Допуск биения, мм
направляющих ленточек
режущих кромок
До 18
0,032
0,040
Св. 18 до 30
0,040
0,050
Св. 30
0,050
0,063
(Измененная редакция, Изм. № 1, 3).
1.16. Допуски конусов Морзе — по АТ8 по ГОСТ 2848.
(Измененная редакция, Изм. № 1).
1.17. Предельные отклонения посадочного отверстия и шпоночного паза для насадных зенкеров — по ГОСТ 9472.
1.18. Комплект изготовленных сборных зенкеров должен состоять из зенкера в собранном виде и набора запасных ножей.
1.19. Средний и установленный периоды стойкости зенкеров из стали марки Р6М5 должны быть не менее указанных в табл. 5а при условиях испытаний, приведенных в разд. 3.
Таблица 5а
1.20. Критерий затупления зенкеров — допустимый износ по задней поверхности, значение которого не должно быть более указанного в табл. 56.
Таблица 56мм
1.19, 1.20. (Введены дополнительно, Изм. № 3).
Как правильно подбирать зенкер
При выборе инструмента необходимо ориентироваться на справочные материалы или руководство требованиями ГОСТ 12489-71. Основные условия при выборе зенкера таковы:
Для обработки деталей из конструктивной стали, где диаметр отверстия не превышает 40 мм, предназначается зенкер из быстрорежущей стали с 3-4 зубьями и диаметром, равным 10-40 мм.
Для обработки отверстий с деталях, выполненных из труднообрабатываемых или закаленных сталей, необходимо взять приспособление с пластинами из твердого сплава с диаметром 14-50 мм и количеством зубьев 3-4 штуки.
Если нужно обработать отверстие с диаметром до 80мм, выполненное в изделии из конструктивной стали, предпочтение стоит отдать зенкеру из быстрорежущей стали с диаметром 32-80 мм.
Перовой зенкер будет оптимальным решением в случае, когда предстоит работа с изделиями из чугуна и цветных металлов.
Для обработки глухих отверстий с диаметром 15-25 мм используется специальный зенкер, в конструкции которого предусмотрен канал для подачи в область резания смазочно-охлаждающего вещества.
Назначение
Основным назначением зенковок является выполнение отверстий различной величины и формы, в том числе для размещения крепежа.
Помимо этого, такой инструмент позволяет корректировать отверстия, которые были приготовлены заранее, а также обрабатывать опорные поверхности вокруг отверстий, благодаря зубьям на торцах и направляющим цапфам. Подобные элементы могут быть сменными или изготавливаемыми вместе с зенковкой.
В соответствии с действующим ГОСТ 14953-80, которым регламентируются промышленные условия для зенковки, типовые размеры инструмента, а также с учетом механических характеристик подвергаемого обработке материала режим осуществления работ.
Рекомендации по улучшению качества зенкерования
Чтобы процесс зенкерования был выполнен качественно и быстро, рекомендуется соблюдать некоторые рекомендации:
обработку отверстия следует проводить в той же установке изделия, при которой само высверливание и производилось – изменяется лишь тип инструмента;
при проведении зенкерования необработанных отверстий корпусных изделий следует внимательно следить за качеством фиксации на рабочей поверхности станка;
величина припуска при работе с зенкером определяется по специальной таблице;
режимы сверления отверстия и зенкерования должны совпадать;
при работе с зенкером рекомендуется использовать смазочные материалы;
обязательно соблюдение правил техники безопасности, которые также актуальны и для процесса сверления.
Введение
Работа с металлом это сложный процесс, который требует повышенной точности, особенно это касается отверстий. Не каждое сверло может дать требуемый результат, поэтому используют зенкер по металлу. Это немецкое приспособление создано для повышения качества отверстий, проделанных в металлических конструкциях.
Есть ряд разновидностей, принципов использования, которые нужно уметь различать, чтобы получить обещанный результат. Обычно такой инструмент используется на производстве, в работе с серьезным оборудованием, но при должных знаниях такое приспособление можно использовать в быту.
Сравнение со смежными операциями
на исправление погрешностей сверления
При прохождении отверстий (особенно глубоких), из-за плохой жесткости сверло может отклониться от центра. В то же время за счёт большего числа режущих кромок, зенкера по металлу обладают более высокой жесткостью. В качестве примера можно провести сравнение этих двух операций:
Зенкерование: квалитеты отверстия — 9-11, шероховатость — Ra 2,5 мкм.
Также зенкерование следует сравнить с зенковкой (развертыванием). Она может проводиться только после сверления и зенкерования. Предназначение зенковки заключается в ещё более точной обработки поверхности. Благодаря этому улучшаются квалитеты отверстия (до 6-9), а поверхность становится более чистой (Ra 1,25-0,25 мкм).