- Основные критерии, устанавливающие свариваемость
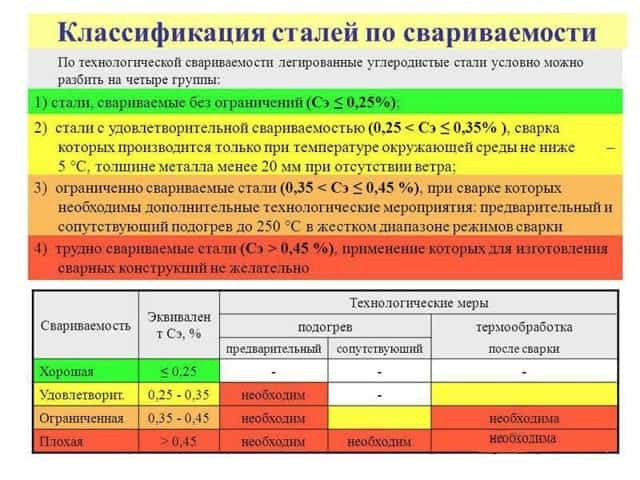
- Классификация сталей по свариваемости
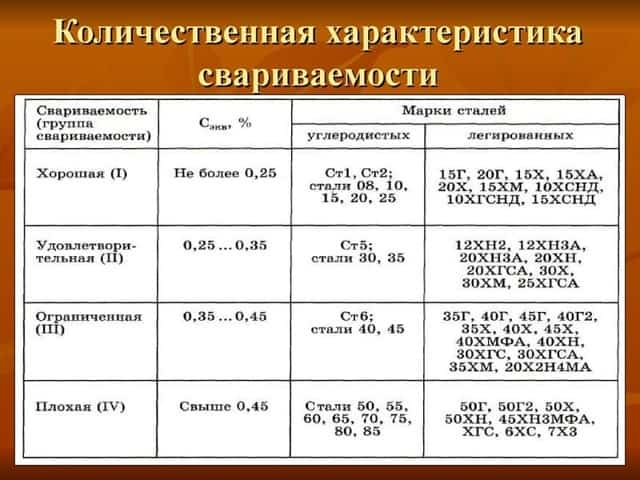
- Группы свариваемости
- Как влияют на свариваемость легирующие примеси
- Влияние содержания углерода на свариваемость стали
- Свариваемость низкоуглеродистых сталей
- Свариваемость закаленной стали
- Физико-химические процессы, возникающие при сварке
- Плавление металла
- Кристаллизация металла
- Свойства металлов
- Химические свойства металлов и сплавов
- Характеристика свойств металлов и сплавов
- Механические свойства металлов и сплавов
- Физические свойства металлов и сплавов
- Технологические свойства металлов и сплавов
- Эксплуатационные свойства металлов и сплавов
- Глава 16 Технология производства сварки цветных металлов и их сплавов
- Сварка меди и ее сплавов
- Сварка алюминия и его сплавов
- Сварка титана и его сплавов
- Свариваемость сталей — что на неё влияет?
- Технология сварки цветных металлов
- Группы свариваемости
- Алюминиевые сплавы
- Как влияют на свариваемость легирующие примеси?
- Особенности сварки цветных металлов
- Способы дуговой сварки:
- Медь и ее сплавы
- Обработка титана
- Работы с магнием
- Сварка разнородных цветных металлов
- Виды сваривания металла
- Никелевые сплавы
- Виды дуговой сварки:
- Как правильно варить дуговой сваркой
- Подготовительные работы
- Очистка
- Подготовка кромок
- Сборка
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто.
Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно.
Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Свариваемость сталей
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его.
Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается.
Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

Закаленная сталь
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Физико-химические процессы, возникающие при сварке
Существует три состояния вещества, отличающиеся между собой силами взаимодействия атомов и молекул: твердое, жидкое и газообразное. Переход вещества из одного состояния в другое сопровождается большими затратами энергии, прикладываемой извне.
Для твердого и жидкого состояния характерны небольшие расстояния между молекулами, между которыми действуют силы взаимного притяжения. По мере перехода вещества в жидкое, а затем в газообразное состояние эти расстояния увеличиваются, а силы их взаимодействия снижаются.
Этот процесс наглядно представлен во время сварки, когда металл плавится, частично переходит в газообразное состояние, а затем возникают обратные процессы, именуемые кристаллизацией.
Процесс плавления металла в зоне сварочного шва приводит к возникновению сложных физико-химических процессов и к образованию характерного соединения, отличающегося по своей структуре от основного металла.
Под физическими понимают процессы, которые не меняют строения элементарных частиц и не приводят к изменению химических свойств основного металла. К таким процессам относятся:
- прохождение электрического тока и тепловые колебания кристаллической решетки;
- переход основного и электродного вещества из твердого состояния в жидкое (плавление), перемешивание их между собой, кристаллизация металла в зоне сварочной ванны;
- напряжения и деформации, возникающие в кристаллической решетке сварочного шва и прилегающей к нему зоны основного металла.
Химические процессы меняют свойства основного металла, в результате чего получаются новые соединения, имеющие отличные свойства. К основным химическим процессам относятся:
- химические реакции, возникающие в газовой и жидкой фазах и на их границах;
- образование оксидов, шлаков и других соединений, отличающихся своими химическими свойствами от основного металла.
Влияние физико-химических процессов, происходящих в сварочном шве на прочность соединения настолько велико, что следует рассмотреть этот вопрос более подробно.
Плавление металла
Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, вызванной сварочной дугой, пламенем горелки или одним из других способов, о которых мы расскажем ниже. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения.
Но чаще сварочная ванна получается смешиванием основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т.д. Сливаясь и перемешиваясь между собой, основной и присадочный металл образуют общую сварочную ванну, границами которой служат оплавленные участки основного металла.
Расплавленный в зоне подачи концентрированной энергии металл кристаллизуется, образуя сварочный шов.
Сварочный электрод плавится за счет тепла, сконцентрированного на его конце в приэлектродной области дуги. Количество тепла, выделяемого в этой области, напрямую зависит от силы тока и электрического сопротивления промежутка, образовавшегося между электродом и основным металлом.
И чем больше вылет электрода, тем больше его сопротивление, и тем больше выделяется тепла. Нагреваясь до температуры 2300 — 2500°С, конец электрода плавится, а образовавшиеся при этом капли металла переносятся через дуговое пространство и попадают в сварочную ванну.
Этому процессу способствуют электростатические и электродинамические силы, поверхностное натяжение, тяжесть металлической капли, давление газового потока, реактивное давление паров металла и т.д.
Все эти силы, взаимодействуя между собой, формируют характер капельного переноса, который может быть крупнокапельным, мелкокапельным и струйным (рис.1).
| Рис. 1. Расплав и перенос электродного материала: А — метод короткого замыкания; Б — капельный метод; В — cтруйный метод |
Крупнокапельный перенос металла характерен для ручной дуговой сварки, мелкокапельный — для сварки под флюсом или в среде углекислого газа, а струйный — для сварки в среде аргона.
Силы поверхностного натяжения формируют каплю на конце электрода и направлены внутрь нее. В отрыве и переносе капли участвуют электродинамические силы и давление газовых потоков.
И чем больше сила тока, тем больше эти силы и тем меньшими по размеру будут капли расплавленного металла. При этом происходит электрический взрыв перемычки, образованной между отделяющимся каплей и торцом электрода.
Этот взрыв сопровождается выбросом части металла за пределы сварочной ванны (так называемым разбрызгиванием, когда сварочный процесс сопровождается фонтаном искр).
Основной металл плавится под воздействием сконцентрированного в активном пятне тепла, возникающего под воздействием дуги или газопламенной обработки.
Электромагнитные силы, вызывающие осевое давление плазменного потока на сварочную ванну, будут пропорциональны квадрату тока, создающего электрическую дугу.
Поэтому, меняя силу тока электрической дуги, меняют размеры сварочной ванны в зависимости от толщины свариваемых деталей. Зависимость размеров сварочной ванны от величины напряжения можно выразить уравнениями:
где В — ширина сварочной ванны, L — длина сварочной ванны, Н — глубина сварочной ванны, vсв — скорость сварки, S — толщина свариваемого металла, К — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и т.д.
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла «Рм», давления сварочной дуги «Р » и сил поверхностного натяжения «Рн», представлен на рис.2.
| Рис.2 Силы действующие в сварочной ванне и формирование шва: А — нижнее положение; Б — вертикальное; В — горизонтальное; Г — потолочное; Vcb — направление сварки; 1 — порез; 2 — наплыв |
Распределение этих сил во многом зависит от расположения сварочного шва в пространстве. При нижнем расположений шва и при сквозном проплавлении жидкий металл удерживается в ванне силами поверхностного натяжения «Р », которые уравновешивают силу тяжести «Р» и давление, оказываемое на ванну источником теплоты «Рд» (рис.
2,а), то есть Р = Р + Р . Если это равновесие сил нарушается (Рн < Рд + Рм), то может произойти разрыв поверхностного слоя и металл вытечет из ванны, образуя прожог.
В реальных условиях, когда сварочная ванна перемещается вдоль шва, могут возникать дополнительные силы гидродинамического характера, перемещающие расплавленный металл в хвостовую часть ванны. Для того чтобы уравновесить все эти силы, удерживающие жидкий металл в объеме ванны, следует принимать дополнительные меры.
Для этого применяют сварку на подкладках и другие удерживающие приспособления. Особенно важно значение таких мер при вертикальном и потолочном расположении шва (рис.2,б,г).
Формирование вертикального шва может происходить по двум направлениям — снизу вверх и сверху вниз.
Когда шов формируют снизу вверх, то есть сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения, а при сварке сверху вниз к этим силам добавляется давление дуги. Горизонтальный шов на вертикальной плоскости имеет свои особенности.
В данном случае при неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию, что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.
Кристаллизация металла
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией.
Под действием сварочной дуги основной и дополнительный металлы, расплавленные в головной части ванны, перемещаются в ее хвостовую часть, где при снижении температуры подвергаются кристаллизации.
Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов.
Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны.
Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура.
По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается.
Расплавленные фазы основного и электродного металла перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварочного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
Свойства металлов
Свойства металлов делятся на механические, физические, химические и технологические.
К механическим свойствам относятся прочность, пластичность, ударная вязкость и твердость.
Пластичность — это способность металла изменять форму под действием нагрузки и сохранять ее после снятия нагрузки. Для определения пластичности образцы подвергают растяжению или испытанию на загиб. Степень пластичности характеризуется относительным удлинением или углом загиба. Чем выше относительное удлинение или угол загиба, тем выше пластичность.
- Прочность — способность металла выдерживать определенную нагрузку при испытании на разрыв до разрушения.
- Пластичность и прочность определяются путем испытания специально подготовленных образцов на разрывной машине.
- При испытании образцов на растяжение можно определить предел пропорциональности и предел текучести.
Под ударной вязкостью следует понимать способность металла противостоять динамическим нагрузкам. Ударная вязкость определяется при испытании образцов на ударный изгиб (см. ниже). Это один из основных показателей наплавленного металла и сварного соединения.
Пределом пропорциональности называется наибольшее напряжение, при котором образец удлиняется пропорционально прилагаемому усилию. При дальнейшем испытании наступает такой момент, при котором нагрузка не увеличивается, а образец продолжает удлиняться. Отношение такой нагрузки к поперечному сечению образца определяет предел текучести. Диаграмма растяжения приведена на рис. 11.
Рис. 11. Диаграмма растяжения стали
I — малоуглеродистая сталь; II — сталь повышенной прочности; 0—1 — зона упругих деформаций; 2—3 — зона пластического состояния; 3—4 — зона самоупрочнения; 3 — предел текучести; 4 — предел сопротивления; 5 — точка разрыва образца
Напряжение, при котором наступает разрыв образца, называется пределом прочности или временным сопротивлением материала.
Твердость — это способность материала сопротивляться проникновению в него других твердых тел. Твердость определяется по глубине вдавливания стального шарика или алмазной пирамиды в испытываемый материал.
- К технологическим свойствам металла относятся ковкость, жидкотекучесть, обрабатываемость резанием и свариваемость.
- Ковкость — это способность металла принимать новую форму под действием внешних сил.
- Жидкотекучесть — способность металла заполнять литейные формы.
- Обрабатываемость резанием — свойство металла поддаваться механической обработке режущим инструментом.
- Свариваемость — это комплексная технологическая характеристика, отражающая реакцию металла на тепловые и металлургические воздействия процесса сварки и определяющая относительную пригодность стали для получения сварного соединения с заданными свойствами при использовании технологически отработанных на данное время способов сварки и сварочных материалов.
- Главными показателями свариваемости являются возможность и условия получения эксплуатационно надежных сварных соединений (избежание холодных и горячих трещин, получение заданных механических свойств или определенного химического состава металла шва, физических свойств сварного соединения).
Для оценки свариваемости металла берут, например, две пластины и сваривают их на нескольких режимах. Затем изготовляют образцы и определяют ударную вязкость, критическую температуру хрупкости, зернистость, твердость наплавленного и околошовного металла.
Чем меньше ограничивающих условий нужно выполнять для получения сварных соединений заданных свойств, тем выше группа свариваемости.
По характеристике свариваемости стали условно подразделяют на 4 группы.
Например, четвертая группа свариваемости означает, что сталь сваривается плохо, швы склонны к образованию трещин и при сварке необходим подогрев, обязательна последующая термообработка. Обычно стали четвертой группы (45Х, 50Х, Г13, 35ХГ2 и др.) для изготовления сварных строительных конструкций не применяют.
Стали третьей группы (40, 50, 35Х, ЗОХМА, Х25НВ и др.) относятся к ограниченно свариваемым. Для получения высококачественного сварного соединения необходима предварительная и последующая термообработка, иногда требуются проковка шва, подогрев.
Стали второй группы (30, 35, Стб, 15ХСНД и др.) удовлетворительно свариваются. Однако для получения высококачественных сварных соединений необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, нормальные температурные условия, в некоторых случаях — подогрев, термообработка.
Стали первой группы свариваются хорошо без применения особых приемов. Это стали Ст3, Ст3кп, 0,8, 10ХСНД, 09Г2, Х18Н10Т и др.
Химические свойства металлов и сплавов
ВикиЧтение
Сварка Банников Евгений Анатольевич
- Химические свойства металлов и сплавов
- К химическим свойствам относится способность к химическому взаимодействию с агрессивными средами.
- Данный текст является ознакомительным фрагментом.
Химические свойства почвы
В значительной степени химические свойства грунта зависят от тех процессов, которые протекают на границе его жидкой и твердой фаз. Вследствие влияния закона действующих масс в нем формируются разные соединения, которые затем переходят в
Характеристика свойств металлов и сплавов
Характеристика свойств металлов и сплавов
В настоящее время известно 65 металлов. Но чистые металлы применяют редко, в основном в технике применяются сплавы. Например, сплав железа с углеродом насчитывает более 12 000 железных сплавов, главным образом сталей.Все металлы и
Механические свойства металлов и сплавов
Механические свойства металлов и сплавов
Основные механические свойства:• прочность;• пластичность;• твердость;• ударная вязкость.Приложение внешней нагрузки вызывает в твердом теле напряжение и деформацию.Напряжение – это нагрузка (сила), отнесенная к площади
Физические свойства металлов и сплавов
Физические свойства металлов и сплавов
К физическим свойствам металлов и сплавов относятся:• температура плавления;• плотность;• температурный коэффициент;• электросопротивление;• теплопроводность.Физические свойства металлов и сплавов обусловлены их составом
Технологические свойства металлов и сплавов
Технологические свойства металлов и сплавов
Технологические свойства – это способность материала подвергаться различным методам горячей и холодной обработки.У металлов и сплавов такими свойствами являются:• литейные свойства определяются жидкотекучестью, усадкой
Эксплуатационные свойства металлов и сплавов
Эксплуатационные свойства металлов и сплавов
Эксплуатационные, или служебные, свойства металлов и сплавов определяются условиями работы машин или конструкций, изготовленных из этих материалов.В зависимости от условий работы выделяют:• коррозионную стойкость –
Глава 16 Технология производства сварки цветных металлов и их сплавов
Глава 16
Технология производства сварки цветных металлов и их сплавов Особенности сварки цветных металлов
Цветные металлы и сплавы по своим физико-химическим свойствам резко отличаются от сталей, что необходимо учитывать при выборе вида сварки и технологии. По
Сварка меди и ее сплавов
Сварка меди и ее сплавов
Медь относится к тяжелым цветным металлам. Ее плотность составляет 8,9 г/см3, что выше, чем у железа. Благодаря высокой электропроводности, теплопроводности и коррозионной стойкости медь заняла прочное место в электропромышленности, приборной
Сварка алюминия и его сплавов
Сварка алюминия и его сплавов
Алюминий – очень легкий металл, имеющий плотность 2,7 г/см3. Отличаясь малой массой, сравнительно высокой прочностью, хорошей обрабатываемостью, алюминиевые сплавы широко применяются во всех отраслях народного хозяйства. Высокая
Сварка титана и его сплавов
Сварка титана и его сплавов
Титановые сплавы являются сравнительно новыми конструкционными материалами. Они обладают рядом ценных свойств, обусловливающих их широкое применение в авиационной промышленности, ракетостроении, судостроении, химическом машиностроении и
Свариваемость сталей — что на неё влияет?
Главным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Основным параметром для информации является химический состав материала.
Технология сварки цветных металлов
Подготовительный этап заключается в удалении жирных пятен, очищении деталей от грязи. Окислы зачищают до блеска, свариваемые поверхности протравливают перед работой. На толстых деталях формируют кромки.
Сварку цветных металлов и их сплавов проводят в нижнем положении, некоторые расплавы по текучести напоминают ртуть. Выбор электродов, режима работы зависит от химического состава сплава.
При выборе сварочного аппарата необходимо правильно оценивать свариваемость сплава, учитывать температуру плавления, толщину заготовки.
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.
Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг.
Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение.
Показатель отпуска будет зависеть от желаемых характеристик материала.
Алюминиевые сплавы
Дюрали, силумин, авмель и другие сплавы на основе алюминия сильно различаются по свариваемости. Электродугой алюминий сваривают плавящимися и неплавящимися электродами, используют оборудование, генерирующее постоянный ток. Контакты подключают в обратной полярности. Рекомендуется предварительный прогрев заготовок:
- толщиной до 8 мм – до 200°С;
- свыше 8 мм – до 400°С.
Сваривают алюминий на токах до 200 А при толщине листа до 4 мм без предварительной разделки кромок.
У заготовок свыше 4 мм края стачивают под углом, варят на токах, в 35-40 раз больше толщины заготовки (до 160 А).
Газовую среду используют высококлассную, чтобы облако не смещалось с рабочей зоны в процессе образования и застывания шва. Расстояние между прихватками делают с учетом толщины заготовки:
| Толщина заготовки, мм | Интервал между прихватками, мм |
| 1,5 | до 30 |
| 3 | до 50 |
| 5 | 5 — 80 |
| 10 | 10 — 120 |
| 20 | 25 — 200 |
Тугоплавкий или угольный электрод, разжигающий электродугу, держат под прямым углом к присадке, чтобы исключить непровары корня шва.
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
- Фосфор, сера – вредоносные примеси. Содержание данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.
- Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. Содержание углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
- Медь. Содержание меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
- Марганец. Содержание марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
- Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
- Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
- Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
- Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
- Ванадий. Содержание этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
- Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Особенности сварки цветных металлов
В процессе фазового перехода легкие компоненты улетучиваются, выгорают, это пагубно сказывается на состоянии шва. Он растрескивается. Тугоплавкие окислы – еще одна проблема. Иногда необходимо увеличить рабочий ток, чтобы пробить оксид.
При сварке цветных металлов и сплавов нередко расплав становится слишком текучим, необходимо изолировать ванну расплава. Для некоторых сплавов необходимо ограничить не только контакт с кислородом, но и другими компонентами воздуха.
Азот в качестве защитной атмосферы для некоторых сплавов не годится.
Способы дуговой сварки:
- полуавтоматическая. При полуавтоматической дуговой сварке механизирована подача сварочной проволоки в зону сваривания. Остальные операции (поддержание нужного размера дуги, придание шву требуемой формы, перемещение электрода по линии сварного шва и прекращение работ) выполняются человеком;
- автоматическая. Это слово говорит само за себя. Задача человека – тщательно подготовить детали к сварке, включить и выключить оборудование;
- ручная. Сущность ручной дуговой сварки заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Медь и ее сплавы
Медные сплавы, латуни, бронзы сваривают несколькими способами:
- электродуговой сваркой в атмосфере азота;
- ручной, полуавтоматической, автоматической аргоновой;
- электронно-лучевой, создающей высокую температуру в ограниченной зоне.
При сварке цветных металлов толщиной до 2 мм нужен постоянный ток обратной полярности. В качестве присадки используют наплавочную проволоку с большим содержанием раскислителей. Толщину подбирают под размер свариваемых заготовок. Минимальный диаметр присадки – 1,5 мм, максимальный – 8 мм. Сварку меди и цветных сплавов с высоким ее содержанием, проводят:
- ручным электродуговым методом током прямой полярности, варят металл короткой дугой, длиной от 35 до 40 мм, чтобы сократить разбрызгивание металла (рекомендуется избегать поперечных движений электродом);
- в атмосфере аргона током обратной полярности; если сплав плавится до 400°С, бронзовая проволока укладывается в стык с большой скоростью, чтобы не перегревались заготовки.
В качестве флюса используют буру или смесь буры с борной кислотой, поваренной солью, метилборатом.
Обработка титана
Титан в расплавленном состоянии бурно реагирует с тремя компонентами воздуха: кислородом, водородом, азотом. Необходимо снизить их содержание в защитной атмосфере до минимума. Газ должен быть качественным, если нужен надежный шов.
Он должен остывать в защитной атмосфере, чтобы не образовывались трещины. Для сварки титана в промышленных объемах используются герметичные камеры.
При ручной сварке необходимо экранировать рабочую зону, чтобы облако инертного газа не смещалось со шва, аргон или гелий, смеси должны быть первого или высшего сорта. Защитный газ за счет высокой плотности вытеснит воздух. Используется сварочное оборудование, генерирующее постоянный ток.
Сварка цветного металла проводится током прямой полярности. Основная термическая нагрузка концентрируется на поверхности заготовки, корень шва углубляется, дуга поддерживается стабильно, металл меньше разбрызгивается.
Работы с магнием
У магниевых деталей проваривают полностью всю кромку. Для работы с заготовками толще 10 мм, необходимо мощное сварочное оборудование, работающее от трехфазной сети мощностью 380 В, генерирующее переменный высокочастотный ток. В периоды обратной полярности дуга пробивает оксидную пленку, она расплавляется. При работе рекомендуется использовать подкладки с низкой теплопроводностью.
Сварка магния и цветных металлов на его основе производится под атмосферной защитой гелия или аргона, он предохраняет расплав от насыщения азотом, шов не пузырится, на нем не образуется окалина. Подачу газа в рабочую зону начинают до розжига дуги, прекращают через 20 секунд после затухания, когда верхняя часть шва схватится.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Виды сваривания металла
- Сварка плавлением (электрическая дуговая сварка, электрошлаковая, электроконтактная, электронно-лучевая). При таком виде сварки расплавленные кромки деталей образуют общую сварочную ванну или, другими словами, общий объем расплава, из которого и образуется сварной шов. Источником нагрева места сварки металлов может быть электрическая дуга, плазма, горелка и т.д.
- Сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Соединение металлов в этом случае происходит за счет уменьшения расстояния между атомами металлов до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространена электро дуговая сварка металлов. На ее долю приходится 65% всех сварочных работ.
Расплавление материалов при этом способе происходит под воздействием сварочной дуги. Она образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Никелевые сплавы
Цветные сплавы на основе никеля отличаются высокой вязкостью, пластичностью. Детали из никеля плавятся при 700–1000°С, процесс сопровождается насыщением сплавов газами, шов становится пористым, непрочным.
Хотя никель устойчив к коррозии. При аргонодуговой сварке подбирают электроды с ниобием, кремнием, алюминием. В расплаве также желательно присутствие марганца, магния.
Свариваемость металла повышается, образуется прочное соединение.
Для работы с никелевыми сплавами нужны сварочные аппараты, выдающие постоянный рабочий ток.
Сварка никелевых цветных заготовок производится на токе обратной полярности, чтобы защитный газ ионизировался, электродуга становится стабильнее. При обратной полярности заготовка нагревается меньше, чем электрод.
Это особенно актуально для заготовок небольшой толщины. Регулируя потенциал тока, можно уменьшить температуру заготовки.
Виды дуговой сварки:
- сварка плавящимся электродом. Этот метод изобретен Славяновым: кромки изделия и присадка одновременно расплавляются под действием сварочной дуги. Образующийся при этом расплав (сварочная ванна) заполняет зазор между деталями, а после кристаллизации образует сварной шов. Для защиты расплава от окисления на присадку наносится покрытие, которое под действием высокой температуры превращается в шлак. Этот слой покрывает жидкий металл. Кроме защиты от кислорода, шлак выполняет еще одну функцию: в него переходят вредные примеси, содержащиеся в сварочной ванне;
- сварка неплавящимся электродом. Автор этого изобретения – Бернадос Н. Н. Чаще всего такой метод применяется при сварке меди, алюминия, наплавке твердых сплавов и сварке тонколистовой стали.Схема сварки неплавящемся электродом
Как правильно варить дуговой сваркой
Подготовительные работы
- правка деталей, предназначенных для сварки. Править металл можно как вручную, на правильных плитах, так и на различных листоправильных вальцах. Сильно деформированный металл иногда требует правки в горячем состоянии.
- разметка. Лист размечают согласно чертежу (или эскизу) с помощью измерительных инструментов и шаблонов. Размечая деталь, следует иметь в виду, что в процессе сваривния детали укорачиваются. Поэтому надо на каждый поперечный стык оставлять припуск в 1 мм, а на каждый погонный метр продольного шва – 0,1-0,2 мм;
- резка;
Очистка
Этой операции подвергаются основной материал и присадочный. На них не должно быть окалины, ржавчины, масел и других загрязнений: даже незначительное количество загрязнений приведет к дефектам сварного шва, снижению его прочности, а следовательно и надежности готового изделия. Особенно тщательно следует очистить кромки и прилегающих к ним зон шириной 25-30 мм;
Подготовка кромок
Форма кромок зависит от толщины листа. Они должны быть притуплены одинаковым радиусом, а зазор между ними должен быть одинаковым по всей длине будущего сварного шва;
Сборка
На эту операцию приходится до 30% общей трудоемкости. Для удобства используются различные шаблоны и инструменты, и сварочные приспособления. Сборку надо производить в той последовательности, чтобы предыдущая операция не мешала выполнению последующей.
( 2 оценки, среднее 4.5 из 5 )





