- Степени предварительной подготовки поверхности
- Подготовка поверхностей вручную либо при помощи электроинструментов. Под подготовкой понимаются скобление, зачистка проволочными щетками и механическими щётками, шлифовка (обозначается буквами «St»)
- Подготовка поверхности способом пескоструйной обработки (обозначается буквами «Sa»)
- Эквиваленты соответствия британским, германским и американским стандартам
- ГОСТ 9.402-80 (Россия) «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием»
- Инструменты для контроля степени очистки
- ТАКЖЕ ПРЕДЛАГАЕМ В АРЕНДУ ОБОРУДОВАНИЕ ДЛЯ ПЕСКОСТРУЙНЫХ И ОКРАСОЧНЫХ РАБОТ:
- Оценка качества подготовки поверхности под окраску по ISO 8501
- Гост р исо 8501-1-2014 подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. визуальная оценка чистоты поверхности. часть 1. степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий от 08 июля 2014
- ISO 8501-1 — Википедия
- История
- Основные принципы
- Степени окисления поверхности [4]
- Степени подготовки поверхности
- Примеры
- Примечания
- Ссылки
Определяя степень удаления коррозии, а также очистки поверхностей из стали перед покраской, необходимо учитывать следующие стандарты:
- отечественный ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием»;
- международные ISO 8501-01-1988 (или ISO 8501-1:2007 в редакции 2007 года, которая является последней) и ISO 8504-1992.
Указанный выше ISO 8501-01:2007 — это международный стандарт, который выдается организацией ISO и описывает 4 уровня (в стандарте обозначенные как «степень ржавости») прокатной окалины и коррозии, которые образуются на поверхностях непокрытых стальных конструкций и стали на складе. Также этот стандарт описывает степени визуальной чистоты (или «степени подготовки») поверхностей: имеются в виду подготовка непокрытой стальной поверхности и стальной поверхности с полностью удаленным покрытием.
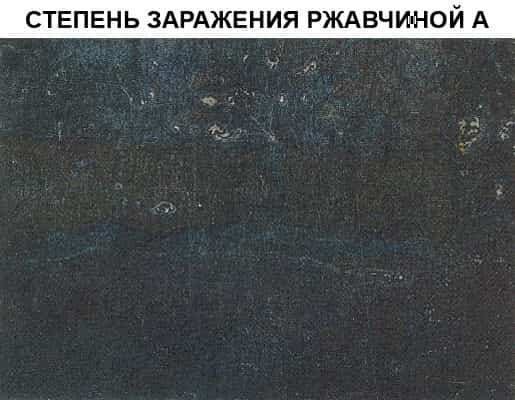
- ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
- A. стальная поверхность в значительной степени покрыта окалиной, но в не затронута ржавчиной (или затронута незначительно);
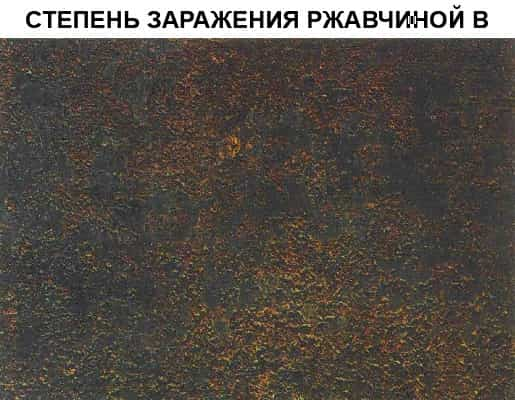
- B. стальная поверхность, которая стала ржаветь и с которой начала осыпаться окалина;
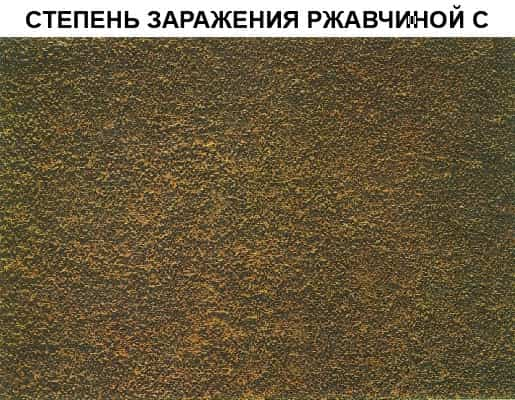
- C. стальная поверхность, с которой осыпается окалина и откуда она может быть удалена с легким видимым питтингом;
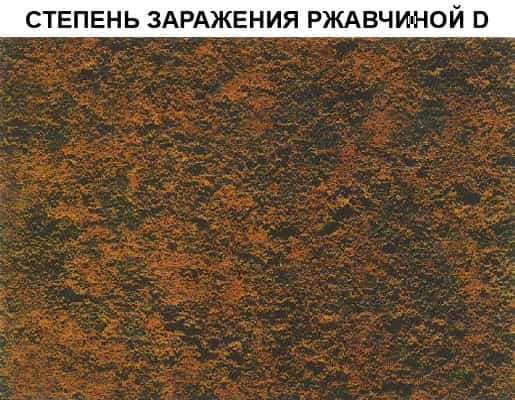
D. стальная поверхность, с которой отвалилась окалина, но с легким питтингом, который виден невооруженным глазом.
(все картинки увеличиваются)
 |
 |
 |
 |
Степени предварительной подготовки поверхности
Стандартом ISO определены 7 степеней подготовки поверхности. В спецификациях можно найти следующие нормативы:
Подготовка поверхностей вручную либо при помощи электроинструментов. Под подготовкой понимаются скобление, зачистка проволочными щетками и механическими щётками, шлифовка (обозначается буквами «St»)
I. ISO-St Обработка вручную и электроинструментами Обработка вручную и электроинструментами. Перед очисткой поверхностей вручную или посредством электроинструментов толстые слои ржавчины следует удалить методом обрубки. Видимые загрязнения (масло, жир, грязь) также удаляются. После очистки должна быть очищена от отслаивающейся краски, пыли.
II. ISO-St 2 Тщательная очистка вручную и электроинструментами Тщательная очистка вручную и электроинструментами. При визуальном осмотре подложка должна быть чистой от видимых следов масла, жира, грязи, краски, плохо прилегающей окалины, ржавчины и посторонних веществ.
III. ISO-St 3 Очень тщательная очистка вручную и электроинструментами Очень тщательная очистка вручную и электроинструментами. По сути то же самое, что и St 2, но подложка должна быть очищена намного более тщательно — до металлического блеска.
Подготовка поверхности способом пескоструйной обработки (обозначается буквами «Sa»)
ISO-Sa Пескоструйная очистка Перед тем, как приступить к пескоструйной очистке, толстые слои ржавчины должны удаляются методом обрубки. Видимые масляные и жировые загрязнения, грязь также удаляются. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
IV. ISO-Sa 1 Лёгкая пескоструйная очистка Осмотр невооруженным глазом должен показать, что поверхность чиста от видимых масляных, жировых пятен и грязи, а также от окалины с плохим прилеганием, ржавчины, краски и прочих посторонних веществ.
V. ISO-Sa 2 Тщательная пескоструйная очистка. Степень очистки составляет не менее 76% поверхности. Визуально поверхность выглядит чистой от масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски и других посторонних веществ. Остаточные загрязнения имеют плотное прилегание.
VI. ISO-Sa 2,5 Очень тщательная пескоструйная очистка. Степень очистки — 96% чистой поверхности. Проверка невооруженным взглядом показывает, что поверхность зачищена от видимых масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски, иных посторонних веществ. Остаточные следы заражения могут присутствовать только в форме едва заметных полос и пятен.
VII. ISO-Sa 3 Пескоструйная очистка до визуально чистой стали. Степень очистки составляет 99% чистой поверхности При исследовании невооруженным взглядом поверхность выглядит зачищенной от пятен жира, масла, грязи, от большей части окалины и ржавчины, краски и прочих посторонних веществ. Поверхность изделия должна иметь однородный металлический блеск.
|
|
 |
|
|
 |
 |
Примечание: фотографии даны лишь как иллюстрации. Они не демонстрируют полную степень подготовки, которая также включает операции по зачистке, что не видно по фотографиям (бесцветные загрязнения).
Эквиваленты соответствия британским, германским и американским стандартам
| ISO 8501-01 | ||
| SIS 05 59 00 | BS 4232 | SSPC-Vis 1 |
| DIN 55928 Часть 4 | ||
| Sa 3 | 1-ый сорт | Белый металл SP 5 |
| Sa 2.5 | 2-ой сорт | Почти белый SP 10 |
| Sa 2 | 3-ий сорт | Коммерческий SP 6 |
ГОСТ 9.402-80 (Россия) «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием»
Аналогом международного стандарта ISO в России является ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием», который определяет четыре степени очистки поверхности черных металлов от окалины и продуктов коррозии:
- 1 степень (03) — аналог Sa 3 При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживается.
- 2 степень (02) — аналог Sa 2 1/2 При осмотре невооруженным глазом не обнаруживается окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои
- 3 степень (01) — Аналог Sa 2 Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10 % площади пластины 25х25 мм
- 4 степень (01) — Аналог Sa 1 С поверхности удалены ржавчина и отслаивающаяся окалина
- В скобках приведены обозначения степени очистки от окислов по СТ СЭВ 5732-86.
Инструменты для контроля степени очистки
- Для определения степени очистки изделия от загрязнения согласно ГОСТ 9.402-2004 используют
- Руководство по визуальной оценке стальных поверхностей после абразивоструйной очистки
- Применяется при оценке поверхности стальной поверхности, подготовленной под окраску такими методами, как абразивоструйная очистка, очистка ручными и механическими инструментами.
- Руководство может служить инструментом для визуальной оценки степени ржавости и степени подготовки и включает в себя 24 типичных фотографических примера степеней ржавости исходной поверхности.
- В данном руководстве представлены четыре уровня («степени ржавости») прокатной окалины и ржавчины, которые обычно имеются на поверхности стальных конструкций без покрытий и стальных изделиях на складе.
- Также описаны степени визуальной чистоты(«степени подготовки») после подготовки стальной поверхности без покрытия и стальной поверхности после полного удаления прежних покрытий.
- Эти уровни приведены в соответствии с основными международными стандартами:ISO 8501-1:2007; SIS 05 59 00-1989; SSPC-Vis 1-89; DIN 55928.
- Подробное описание>>>
- Шаблон чистоты ГОСТ 9.402-2004
- Это пластина из прозрачного пластика, размером 25×25 мм, на который нанесены взаимно перпендикулярные линии, которые образуют квадратики размером 2,5×2,5 мм.
Пластину передвигают по поверхности изделия. Степень очистки от окалины и ржавчины определяют отношением числа квадратиков, занятых окалиной и ржавчиной, к общему числу квадратиков, выраженных в процентах.
- Подробное описание>>>
- Набор для определения запыленности поверхности Elcometer 142
- Предназначен для обнаружения пыли на поверхностях, прошедших струйную очистку и позволяет оценить качество и размер частиц пыли, которая может привести к снижению степени адгезии покрытия и преждевременному разрушению покрытия, а также не соответствию внешнего вида кроющего покрытия стандартам.
- При использовании вместе с прокатным роликом для адгезивной ленты Elcometer 145, набор может применяться в соответствии с рекомендациями стандарта BS EN ISO 8502-3, либо в качестве испытания по принципу годен/не годен или для постоянной регистрации наличия пыли.
- Подробное описание>>>
ТАКЖЕ ПРЕДЛАГАЕМ В АРЕНДУ ОБОРУДОВАНИЕ ДЛЯ ПЕСКОСТРУЙНЫХ И ОКРАСОЧНЫХ РАБОТ:
Дизельные компрессоры от 2500 руб./ смена.
Окрасочное оборудование от 1500 руб./ смена.
Пескоструйные аппараты от 2000 руб./ смена.
Купершлак для пескоструйных работ3500 руб./ тонна.
Аренда сварочного дизель-генератора от 4500 руб./сутки.
а также полный комплект подключения (сопла, фитинги, воздушные рукава различного диаметра).
Оценка качества подготовки поверхности под окраску по ISO 8501
- Оценка исходной поверхности без покрытия по стандарту ИСО 8501-1
- Установлены следующие четыре степени коррозии:
А − поверхность стали, покрытая в большой степени прочно прилегающей прокатной окалиной, но практически без ржавчины;
В − поверхность стали, начавшая ржаветь, и с которой начинает отставать прокатная окалина;
С − поверхность стали, с которой прокатная окалина исчезла в результате ржавления или с которой она может быть удалена, и на которой наблюдается равномерная коррозия на значительной площади при обычном рассмотрении; - D − поверхность стали, с которой прокатная окалина исчезла в результате ржавления, и на которой наблюдается общая и язвенная коррозия при обычном рассмотрении.

- Фото взято из открытых источников сети интернет.
- Оценка дефектов поверхности по стандарту ИСО 8501−3
Осмотру и оценке подлежат сварные швы, острые кромки, зазоры, углы, утолщения и т.п., имеющие место на окрашиваемой конструкции. Устанавливаются следующие три степени устранения дефектов при
подготовке поверхности в зависимости от требуемого качества покрытия:
Р 1. Легкая подготовка: без подготовки или только минимальная подготовка, необходимая перед нанесением лакокрасочного материала;
Р 2. Тщательная подготовка: большая часть дефектов устранена;
Р 3. Очень тщательная подготовка: поверхность свободна от существенных дефектов.
Оценка степени обезжиривания:
Наличие жировых и масляных загрязнений на исходной поверхности оценивается обычно визуально в луче фонаря, направленном по касательной к поверхности. Существуют различные методы контроля степени обезжиривания, например, по ГОСТ 9.402 (метод смачиваемости, капельный метод, метод протирки чистой салфеткой).
- Оценка степени очистки поверхности нового металла по стандарту ИСО 8501-1
- Способ подготовки поверхности обозначается следующим образом:
Sa — абразивоструйная (дробеметная) очистка;
St — очистка ручным или механизированным инструментом. - Степени абразивоструйной очистки характеризуются следующим образом:
Sa1 — Легкая очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки, грязи, а также от слабо пристающих окалины, ржавчины, краски и посторонних частиц.
Sa2 — Тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от большей части прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся загрязнения должны приставать прочно.
Sa 2 ½ — Очень тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос.
Sa3 — Очистка до визуальной чистой стали. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Она должна иметь однородную металлическую окраску.
Степени очистки ручным и механизированным инструментом характеризуются следующим образом:
St2 — Тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки, грязи, а также от плохо пристающих прокатной окалины, ржавчины, краски и посторонних частиц.
St3 — Очень тщательная очистка. Как St 2, но поверхность должна обрабатываться более тщательно для получения металлической окраски.
- Фото взято из открытых источников сети интернет.
- Оценка очистки поверхности при локальном удалении старых покрытий по стандарту ИСО 8501-2
- Способ подготовки поверхности обозначается следующим образом:
Sa — абразивоструйная очистка;
St — очистка ручным или механизированным инструментом;
Мa — очистка шлифованием (наждачной бумагой или щетками). - Степени абразивоструйной подготовки характеризуются следующим образом:
Sa 2 — Тщательная локальная очистка. Прочно пристающие прежние лакокрасочные покрытия должны оставаться неповрежденными.
При осмотре без увеличения на поверхности не должны быть видны масло, смазка, грязь, слабо пристающая краска; допускается небольшое количество прокатной окалины ржавчины и посторонних частиц на очищенных от покрытия участках. Любые оставшиеся загрязнения должны приставать прочно.
Sa 2 ½ — Очень тщательная локальная очистка. Прочно пристающие прежние лакокрасочные покрытия должны оставаться неповрежденными.
При осмотре без увеличения на поверхности не должны быть видны масло, смазка, грязь, слабо пристающая краска прокатная окалина, ржавчина и посторонние частицы.
Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос.
Sa 3 — Локальная очистка до визуально чистой стали. Прочно пристающие прежние лакокрасочные покрытия должны оставаться не поврежденными.
При осмотре без увеличения на поверхности не должны быть видны масло, смазки, грязь, слабо пристающая краска, прокатная окалина, ржавчина и посторонние частицы.
На очищенных от покрытия участках поверхность должна иметь однородную металлическую окраску.
Примечания:
1. Степень подготовки Sa 1 отсутствует, так как такая поверхность будет непригодной для окрашивания.
2. Прочно держащимся лакокрасочным покрытием считается покрытие, которое не удаляется с поверхности незаостренным металлическим шпателем или струей воды под давлением 20 МПа.
Степени подготовки ручным и механизированным инструментом характеризуется следующим образом:
St 2 — Тщательная локальная очистка. Прочно пристающие лакокрасочные покрытия должны оставаться неповрежденными. При осмотре без увеличения на поверхности не должны быть видны масло, смазка, грязь, слабо пристающая краска, прокатная окалина, ржавчина и посторонние частицы. Поверхность должна иметь однородную металлическую окраску.
St 3 — Очень тщательная локальная очистка. Как для P St 2, но поверхность, подлежащая очистке, должна обрабатываться более тщательно для получения металлической окраски.
Подготовка шлифованием характеризуется одной степенью:
Ма — Прочно пристающие прежние лакокрасочные покрытия должны оставаться неповрежденными. При осмотре без увеличения на поверхности не должны быть видны масло, смазка, грязь, слабо пристающая краска, прокатная окалина, ржавчина и посторонние частицы. Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос.
Контроль подготовленной поверхности после гидроочистки по стандарту ИСО 8501-4
Стандартом ИСО 8501-4 установлены следующие три степени очистки:
Wa1 – Легкая водоструйная очистка. При рассмотрении без увеличения на поверхности не должно быть следов масла, жира, отслаивающейся ржавчины и инородных тел. Возможны редкие рассеянные, прочно держащиеся остатки различных загрязнений.
Wa2 – Тщательная водоструйная очистка. При рассмотрении без увеличения на поверхности не должно быть следов масла, жира и большей части ржавчины, предыдущих покрытий и инородных тел.
Wa3 – Очень тщательная водоструйная очистка. При рассмотрении без увеличения на поверхности не должно быть следов масла, жира, грязи, предыдущих покрытий и инородных тел. Допускается лишь некоторое изменение цвета поверхности в местах питтингов, но только в виде бледных пятен.
Стандартом ИСО 8501-4 установлены также три степени вторичной ржавчины после гидроочистки:
FRA – Легкая вторичная ржавчина. На поверхности видно некоторое количество желтой (коричневой) ржавчины, через которую просматривается стальная поверхность. Ржавчина может распространяться как по всей поверхности, так и в виде отдельных пятен. При легком протирании на ветоши не остается следов ржавчины.
FRВ – Средняя вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и непрочно закреплен на ней. Ржавчина равномерно распределена на поверхности или находится в виде отдельных пятен. При протирании на ветоши остаются легкие следы.
FRС – Обильная вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и прочно закреплен. Ржавчина может быть равномерно распределена на поверхности или находится в виде пятен. При протирании на ветоши остаются значительные следы.


Гост р исо 8501-1-2014 подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. визуальная оценка чистоты поверхности. часть 1. степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий от 08 июля 2014
ГОСТ Р ИСО 8501-1-2014
ОКС 23.040.10
- ОКП 09 0000
- Дата введения 2014-10-01
- 1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны» и Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ФГУП «СТАНДАРТИНФОРМ»
- 2 ВНЕСЕН Техническим комитетом стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
- 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2014 г. N 697-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8501-1:2007* «Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1.
Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий» (ISO 8501-1:2007 «Preparation of steel substrates before application of paints and related products — Visual assessment of surface cleanliness — Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings»)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Сентябрь 2016 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона «О стандартизации в Российской Федерации».
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты».
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя «Национальные стандарты».
Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
- Характеристики защитных красочных покрытий и подобных покрытий, нанесенных на сталь, во многом зависят от состояния поверхности стали перед окрашиванием. Основными факторами, влияющими на эти характеристики, являются:
- a) наличие коррозии и прокатной окалины;
- b) наличие загрязнений на поверхности, включая соли, пыль, масла и смазки;
- c) профиль поверхности.
Настоящий стандарт распространяется на четыре уровня (обозначенные как «степень окисления») прокатной окалины и коррозии, которые обычно имеются на поверхностях непокрытых стальных конструкций и стальных заготовок, а также определенные степени чистоты, оцениваемые визуально (обозначенные как «степень подготовки») после подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления всех прежних покрытий. Эти уровни чистоты связаны с общими методами очистки поверхности, используемыми перед окрашиванием.
Настоящий стандарт предназначен для визуальной оценки степеней коррозии и степеней подготовки и включает комментарии к 28 фотографиям по стандарту [1].
На четырнадцати фотографических примерах представлены стальные поверхности, которые подвергались пескоструйной очистке с использованием кварцевого песка в качестве абразива. Применение других абразивов может изменить внешний вид поверхности. Изменения цвета, вызванные различными абразивами, описаны в приложении А.
- В целях соблюдения авторских прав SIS AB при использовании настоящего стандарта необходимо применять фотографии непосредственно по стандарту [1]*.
- ________________
- * Оригиналы фотографий по ISO 8501-1 рекомендуется приобретать в ФГУП «Стандартинформ»
Настоящий стандарт устанавливает четыре степени окисления и подготовки стальной поверхности (разделы 2 и 3). В настоящем стандарте представлены описания всех степеней окисления и подготовки стальной поверхности, являющиеся типичными примерами.
Настоящий стандарт применим к поверхностям горячекатаной стали, подготовленным к окрашиванию такими методами, как абразивная струйная очистка, очистка ручными механическими инструментами и газопламенная очистка.
Эти методы предусмотрены в основном для горячекатаной стали, но можно применять также методы абразивной струйной очистки для холоднокатаной стали достаточной толщины, чтобы сопротивляться деформации при воздействии абразивного материала или механического инструмента для очистки.
Настоящий стандарт применим также к стальным поверхностям с остатками прежнего лакокрасочного материала и других посторонних веществ, помимо остаточной прокатной окалины.
Примечание — На степени подготовки ранее окрашенных стальных поверхностей после локального удаления покрытий распространяется стандарт [2].
В настоящем стандарте чистоту поверхности определяют по ее внешнему виду. Во многих случаях этого достаточно для поставленных целей.
Если же покрытие подвергают жестким условиям эксплуатации, например погружению в воду и постоянным условиям конденсации, необходимо учитывать результаты испытания на растворимые соли и другие невидимые загрязнения на визуально чистой поверхности с использованием физических и химических методов по стандартам [3]. Показатели шероховатости поверхности также необходимо учитывать в соответствии со стандартом [4].
- Исходное состояние стальной поверхности характеризуется четырьмя состояниями, обозначенными соответственно A, B, C, D. Степени окисления определяются описаниями и типовыми фотографиями (раздел 5):
- A — поверхность стали в большой степени покрыта прочно прилегающей прокатной окалиной, но почти не имеет продуктов коррозии (или продукты коррозии отсутствуют);
- B — поверхность стали, на которой имеется коррозия в начальной стадии, начинает отставать прокатная окалина;
- C — поверхность стали, на которой отсутствует прокатная окалина или ее можно легко удалить, но имеется видимая без увеличительных приборов незначительная точечная коррозия (питтинг);
- D — поверхность стали, на которой прокатная окалина была удалена, наблюдается общий питтинг, видимый без увеличительных приборов.
- Типы коррозии и методы оценки коррозионных поражений материалов установлены в разделе 5 настоящего стандарта.
- 3.1 Общие положения
Описание степени подготовки поверхности с указанием метода подготовки и степени очистки представлено в 3.2-3.4. Степень подготовки определяется характеристикой поверхности после очистки и типичными фотографиями (раздел 5).
Степень подготовки поверхности обозначается соответствующими буквами Sa, St или FI, указывающими на используемый метод очистки. Следующее за буквами цифры (при наличии) указывают на степень очистки от прокатной окалины, продуктов коррозии и прежних покрытий.
Обозначение фотографий включает в себя обозначение первоначальной степени окисления до очистки и обозначение степени подготовки поверхности, например: B Sa 2 1/2.
Примечания
1 Термин «посторонние частицы», используемый в 3.2, 3.3 и 3.4, может означать водорастворимые соли и остаточные продукты сварки. Эти загрязнения не могут быть полностью удалены с поверхности сухой абразивной струйной очисткой, ручным механическим инструментом или пламенной очисткой, для этого необходимо использовать влажную струйную очистку.
2 Прокатная окалина, продукты коррозии или ранее нанесенное покрытие считаются легко отделимыми, если они могут быть удалены тупым шпателем.
3.2 Абразивная струйная очистка Sa
Подготовку поверхности абразивной струйной очисткой обозначают буквами Sa. Характеристики степеней абразивной струйной очистки приведены в таблице 1.
Таблица 1 — Степени абразивной струйной очистки
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1) (фотографии B Sa 1; C Sa 1; D Sa 1 по стандарту [1]). |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины (3.1, примечание 2) (фотографии B Sa 2; C Sa 2; D Sa 2 по стандарту [1]). |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос (фотографии A Sa 2 1/2, B Sa 2 1/2, C Sa 2 1/2 и D Sa 2 1/2 по стандарту [1]). |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет (фотографии A Sa 3, B Sa 3, C Sa 3 и D Sa 3 по стандарту [1]). |
Перед абразивной струйной очисткой необходимо удалить толстые, легко отделимые слои продуктов коррозии. Масло, смазка и грязь также должны быть удалены. После абразивной струйной очистки поверхность должна быть чистой от посторонних частиц и грязи.
Примечание — Методы подготовки поверхности абразивной струйной очисткой, включая обработку до и после очистки, приведены в стандарте [5].
3.3 Очистка ручным механическим инструментом St
Подготовку поверхности путем очистки ручным механическим инструментом, например шабером, щеткой, путем механической очистки щеткой и шлифования, обозначают St. Ручные механические степени очистки приведены в таблице 2.
Перед очисткой ручным механическим инструментом необходимо удалить все толстые слои продуктов коррозии. Видимые масло, смазка и грязь также должны быть удалены.
После очистки ручным механическим инструментом поверхность должна быть очищена от рыхлой окалины.
Таблица 2 — Степени ручной механической очистки
| St 2 | Тщательная ручная механическая очистка | При осмотре без увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1) (фотографии B St 2, C St 2 и D St 2 по стандарту [1]). |
| St 3 | Очень тщательная ручная механическая очистка | Аналогично St 2, но поверхность должна обрабатываться намного более тщательно для придания металлического блеска (фотографии B St 3, С St 3 и D St 3 по стандарту [1]). |
- Примечания
- 1 Методы подготовки поверхностей путем очистки ручным механическим инструментом — по стандарту [6].
- 2 Степень подготовки St 1 не рассматривается, так как она не соответствует поверхности, пригодной для окрашивания.
- 3.4 Газопламенная очистка FI
Подготовку поверхности газопламенной очисткой обозначают буквами FI. Описание степеней газопламенной очистки приведено в таблице 3.
- Перед газопламенной очисткой необходимо удалить толстые слои продуктов коррозии.
- После газопламенной очистки поверхность должна быть очищена проволочной щеткой.
- Таблица 3 — Газопламенная очистка
| FI | Газопламенная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц (3.1, примечание 1). Любые присутствующие остатки должны проявляться только как обесцвечивание поверхности (оттенки различных цветов) (фотографии A F1, B F1, C F1 и D F1 по стандарту [1]). |
Примечание — Газопламенная очистка включает окончательную обработку с помощью механических щеток для удаления продуктов процесса очистки; очистка щетками вручную не позволяет достичь удовлетворительного состояния поверхности, подлежащей окрашиванию.
Визуальная оценка проводится при хорошем рассеянном дневном свете или эквивалентном искусственном освещении. Необходимо осмотреть поверхность стали и сравнить ее с каждой из фотографий (раздел 5) без увеличения, положив соответствующую фотографию близко к оцениваемой поверхности стали, в той же плоскости.
Для оценки степени окисления необходимо записать оценку в соответствии с наихудшей из видимых степеней. Для оценки подготовки поверхности необходимо записать оценку, соответствующую степени, наиболее похожей поверхности стали.
- Примечания
- 1 Помимо используемого метода очистки, например сухая абразивная струйная очистка с использованием определенного типа абразива, на результаты визуальной оценки могут влиять следующие факторы:
- a) исходное состояние поверхности стали, отличающееся от любой из стандартных степеней окисления A, B, C, D;
- b) цвет самой стали;
- c) участки с различной шероховатостью в результате различных коррозионных повреждений или неровного удаления лакокрасочного материала;
ISO 8501-1 — Википедия
ISO 8501-1 — международный стандарт, выданный организацией ISO, который описывает четыре уровня (обозначенные как «степень ржавости») прокатной окалины и ржавчины, которые обычно имеются на поверхностях непокрытых стальных конструкций и стали на складе.
Также описывает определённые степени визуальной чистоты (обозначенные как «степени подготовки») после подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления всех прежних покрытий.
Эти уровни визуальной чистоты связаны с общими методами очистки поверхности, используемыми перед окраской.
Полное наименование: ISO 8501-1. Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности Часть 1. Степени ржавости и степени подготовки непокрытой стальной основы и стальной основы после полного удаления прежних покрытий. [1]
Настоящая часть ИСО 8501 предназначена как средство для визуальной оценки степеней ржавости и степеней подготовки. Она включает 28 представительных фотографических примеров.
История
Первая редакция стандарта ISO 8501 была опубликована в 1988. В 1994 году стандарт был дополнен. А в 2007 заменен современной, второй редакцией [2], опубликованной 1 июня 2007 года.
Двадцать четыре фотографии взяты из Шведского стандарта SIS 05 59 00-1967. Иллюстрированные нормы подготовки стальной поверхности перед антикоррозионной окраской, который заменен настоящей частью ИСО 8501 (см. приложение А).
Остальные четыре фотографии взяты из Немецкого стандарта DIN 55 928, часть 4, Дополнение 1 (август 1978 г.
), Защита стальных конструкций от коррозии органическими и металлическими покрытиями; подготовка и контроль поверхностей; фотографические стандарты.
Стандарт SIS 05 59 00 был разработан первоначально Шведским институтом коррозии в сотрудничестве с Американским обществом по испытанию материалов (ASTM) и Советом по антикоррозионной окраске стальных сооружений (SSPC), США.
Имеется ряд национальных стандартов, основанных на Шведском стандарте SIS 05 59 00, например, DIN 55 928, часть 4 (1978), TGL 18730/02 (1977), DS 2019 (1967), AS 1627, часть 9-1974, ASTM D 2200-67 (1980) и SSPC-Vis 1-82 Т.
Кроме того, существуют другие стандарты с таким же оформлением, например JSRA SPSS-1975, но которые находят менее широкое применение и поэтому не приняты во внимание[3].
Основные принципы
Степени окисления поверхности [4]
Описываются четыре степени окисления поверхности, обозначаемые соответственно А, В, С и D. Степени окисления определяются описаниями и типичными фотографическими примерами (см. главу 6).
| Поверхность стали, покрытая в большой степени прочно прилегающей прокатной окалиной, но почти не имеющая ржавчину. |
| Поверхность стали, начавшая ржаветь и с которой начинает отставать прокатная окалина. |
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавления или с которой она может быть удалена, но на которой наблюдается некоторый питтинг при нормальном обозрении. |
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавления и на которой наблюдается общий питтинг при нормальном обозрении. |
Степени подготовки поверхности
Описывается ряд степеней подготовки с указанием метода подготовки поверхности и степени очистки. Степени подготовки определяются описаниями вида поверхности после очистки и типичными фотографическими примерами.
Подготовка поверхности пескоструйной очисткой обозначается буквами «Sa».
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от слабопристающих окалины, ржавчины, краски и посторонних частиц. |
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от большей части прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся загрязнения должны приставать прочно. |
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос. |
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Она должна иметь однородную металлическую окраску. |
Подготовка поверхности путём очистки ручным и механическим инструментом, например, шабрение, очистка щеткой, механическая очистка щеткой и шлифование, обозначается буквами «St».
Подготовка поверхности пламенной очисткой обозначается буквами «FI».
Примеры
- Степень очистки по Sa 2 — 76 % чистой поверхности;
- Степень очистки по Sa 2 1/2 — 96 % чистой поверхности;
- Степень очистки по Sa 3 — 99 % чистой поверхности[5].
Примечания
- ↑ [ ISO 8501-1. Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1.
Степени ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий]
- ↑ ISO 8501-1:2007 на сайте ISO Архивная копия от 6 июня 2011 на Wayback Machine (англ.)
- ↑ Руководство по визуальной оценке чистоты поверхности при абразивоструйной очистке. — ООО «ИД «Оригами», 2009. — 56 с.
- ↑ ГОСТ Р ИСО 8501-1-2014 Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий (неопр.). ФГУП «СТАНДАРТИНФОРМ».
Дата обращения: 17 декабря 2015. Архивировано 22 декабря 2015 года.
- ↑ Антикоррозионная защита / Козлов Д.Ю.. — Екатеринбург: ООО «ИД «Оригами», 2013. — С. 343. — 440 с. — 1000 экз. — ISBN 978-5-904137-05-2.
Ссылки
- ISO 8501-2, Подготовка стальной основы перед нанесением красок и подобных покрытий — Визуальная оценка чистоты поверхности — Часть 2: Степени подготовки ранее покрытой стальной основы после локального удаления прежних покрытий.
- ISO 8502, Подготовка стальной основы перед нанесением красок и подобных покрытий — Испытания для оценки чистоты поверхности
- ISO 8503, Подготовка стальной основы перед нанесением красок и подобных покрытий — Характеристики шероховатости поверхности стальной основы, очищенной пескоструйным способом.
- ISO 8504, Подготовка стальной основы перед нанесением красок и подобных покрытий — Методы подготовки поверхностей
Источник — https://ru.wikipedia.org/w/index.php?title=ISO_8501-1&oldid=122218147





