- Кованые элементы превосходного дизайна в Bogdanoff.market!
- Продажа кованых элементов в Bogdanoff.market
- Материалы для клинка
- Обработка металлов методом ковки: назначение и технологии
- Разновидности ковки
- Горячая
- Ручная
- Холодная
- Оборудование и инструменты
- Осадка
- Высадка
- Протяжка (вытяжка)
- Раскатка и протяжка с обкаткой
- Прошивка
- Рубка
- Гибка
- Закручивание
- Основы процесса ковки металла
- Понятие ковки металла
- Виды кузнечной обработки
- Оборудование и инструменты
- Материалы и технология ковки
- Кузнечные приемы
- Особенности кузнечной обработки стали
- Кованая заготовка: Основы ковки металла
- Технология ковки заготовок и материалы
- Кузнечная обработка стали
- Кованые элементы
- Чем отличаются кованые элементы, созданные методом горячей и холодной ковки
Завиток 1083Z Артикул: 1083Z
Размер: 350*202 мм.
Вес: 0,32 кг.
Завиток 1088.2Z Артикул: 1088.2Z
Размер: 124*70 мм.
Вес: 0,1 кг.
Завиток 1089.2Z Артикул: 1089.2Z
Размер:210*100 мм.
Вес: 0,1 кг.
Вензель 1001C Артикул: 1001C
Размер: 112*85 мм.
Вес 0,1 кг.
Вензель 1002C Артикул: 1002C
Размер: 150*120 мм.
Вес 0,2 кг.
Вензель 1003.1С Артикул: 1003.1C
Размер:140х70 мм.
Вес 0,1 кг.
Вензель 1007.1С Артикул: 1007.1С
Размер:355х70 мм.
Вес 0,14 кг.
Вензель 1008.1С Артикул: 1008.1С
Размер: 335х70 мм.
Вес 0,14 кг.
Вензель 1009.2С Артикул: 1009.2С
Размер:110х67 мм.
Вес 0,1 кг.
Вензель 1010.2С Артикул: 1010.2С
Размер 135х91 мм.
Вес 0,1 кг.
Вензель 1011.2С Артикул: 1011.2С
Размер:155х123 мм.
Вес 0,2 кг.
Волюта 1050S Артикул: 1050S
Размер:140×60 мм
Вес: 0,1 кг.
Волюта 1051S Артикул: 1051S
Размер:220х95 мм.
Вес: 0,1 кг.
Волюта 1052S Артикул: 1052S
280х108х55 мм.
Вес: 0,2 кг.
Волюта 1054S Артикул: 1054S
Размер:335х110х110 мм.
Вес: 0,2 кг.
Волюта 1055S Артикул: 1055S
Размер:480х120х120 мм.
Вес: 0,3 кг.
Волюта 1056S Артикул: 1056S
Размер: 460х190 мм.
Вес: 0,3 кг.
Волюта 1057S Артикул: 1057S
Размер:615х235х120 мм.
Вес: 0,4 кг.
Волюта 1058S Артикул: 1058S
Размер:685х135 мм.
Вес:0,4 кг.
Волюта 1061.2S Артикул: 1061.2S
Размер:220х95х55 мм.
Вес: 0,1 кг.
Волюта 1062.2S Артикул: 1062.2S
Размер:280х112х55 мм.
Вес: 0,2 кг.
Волюта 1063.2S Артикул: 1063.2S
Размер:335х110х110 мм.
Вес: 0,2 кг.
Волюта 1064.2S Артикул: 1064.2S
Размер:360х120х60 мм.
Вес: 0,2 кг.
Волюта 1065.2S Артикул: 1065.2S
Размер:400х118 мм.
Вес: 0,2 кг.
Завиток 1592Z Артикул: 1592Z
Размер: 125х72 мм.
Вес: 0,12 кг.
Завиток 1594Z Артикул: 1594Z
Размер: 195х75 мм.
Вес 0,15 кг.
Завиток 1595Z Артикул: 1595Z
Размер: 165*105 мм.
Вес: 0,19 кг.
Завиток 1590Z Артикул: 1590Z
Размер: 210*129 мм.
Вес 0,23 кг.
Завиток 1593Z Артикул: 1593Z
Размер: 240*170 мм.
Вес: 0,39 кг.
Завиток 1591Z Артикул: 1591Z
Размер: 535*305 мм.
Вес: 0,70 кг.
Завиток 15101Z Артикул: 15101Z
Размер: 125*70 мм.
Вес 0,11 кг.
Завиток 1599Z Артикул: 1599Z
Размер: 210*110 мм.
Вес 0,204 кг.
Вензель 1501С Артикул: 1501С
Размер:110х70 мм.
Вес:0,14 мм.
Вензель 1502С Артикул: 1502С
Размер:130х65 мм.
Вес:0,16 кг.
Вензель 1503С Артикул: 1503С
Размер:140х96 мм.
Вес:0,21 кг.
Вензель 1504С Артикул: 1504С
Размер:149х102 мм.
Вес:0,2 кг.
Вензель 1505С Артикул: 1505С
Размер:160х108 мм.
Вес:0,24 кг.
Вензель 1506С Артикул: 1506С
Размер:240х155 мм.
Вес:0,40 кг.
Вензель 1507С Артикул: 1507С
Размер:440х130 мм.
Вес:0,36 кг.
Вензель 1509С Артикул: 1509С
Размер:395х290 мм.
Вес:0,85 кг.
Вензель 1510С Артикул: 1510С
Размер:405х290 мм.
Вес:0,61 кг.
Вензель 1513.1С Артикул: 1513.1С
Размер:149х69 мм.
Вес:0,16 кг.
Вензель 1514.1С Артикул: 1514.1С
Размер:160х75 мм.
Вес:0,18 кг.
Вензель 1516.2С Артикул: 1516.2С
Размер:110х70 мм.
Вес:0,15 кг.
Вензель 1518.2С Артикул: 1518.2С
Размер:140х96 мм.
Вес:0,23 кг.
Вензель 1519.2С Артикул: 1519.2С
Размер:149х102 мм.
Вес:0,23 кг.
Вензель 1520.2С Артикул: 1520.2С
Размер:160х125 мм.
Вес:0,28 кг.
Кованые элементы – это декоративные металлические конструкции или детали, выполняющие одновременно несколько функций. Во-первых, они являются частью дизайна, архитектурного замысла, считаются эстетической составляющей проекта.
Многочисленные вензеля и балясины украшают собой беседки, ограждения, заборы. Они преображают экстерьер дома, наполняя придомовую территорию роскошью и уникальностью.
Во-вторых, завитки и волюта – это элементы цельной конструкции, без которых невозможно представить ее прочность и надежность.
Кованые элементы превосходного дизайна в Bogdanoff.market!
Любая металлическая композиция, будь то ажурные заборы или дизайнерская садовая мебель, создается кузнецом по предварительному чертежу или эскизу. В нем обязательно отображается каждый завиток, орнамент, балясина или кольца.
Какие-то мастера способны самостоятельно сварить нужную деталь, другие – предпочитают работать с подготовленными элементами. Если вы уже точно знаете, какой будет экстерьер у вашего дома, поспешите заказать кованые изделия в Bogdanoff.market.
Они смогут стать частью готовой красивой и уникальной конструкции.
Мастера ковки в нашей компании работают исключительно с высококачественным сырьем. В творческом процессе они используют традиционные методики.
Помогают им добиться высоких эксплуатационных свойств готовых изделий современные технологии и инструменты.
Именно поэтому мы можем вас заверить: купить кованые изделия в нашем магазине вы сможете с гарантией их качества, надежности и эстетических характеристик.
Продажа кованых элементов в Bogdanoff.market
Bogdanoff.market – это интернет-магазин кованых изделий, где можно подобрать элементы для будущих конструкций различного предназначения:
Иными словами, у нас можно заказать кованные элементы для калитки и ворот и преобразить тем самым дом, приусадебный участок, парк, сквер или общественную зону.
Материалы для клинка
В интернет-магазине «Лесопилка Юркова» вы можете купить металлические заготовки для изготовления клинка под нож с доставкой по России и миру. В нашем каталоге вы найдете бланки под клинок различных типоразмеров и марок стали, что поможет вам подобрать материал для ножей нужной вам конфигурации и вида.
Мы сотрудничаем с отечественными кузнечными мастерскими, поэтому все клинки и поковки из нашего ассортимента произведены в России. Заготовки предназначены для создания хозяйственно-бытовых и коллекционных ножей.
Для занятия ножеделием важно понимать анатомию клинка и назначение его частей. Вся стальная составляющая ножа называется полосой и представляет из себя цельную металлическую пластину, форма которой может сильно разниться.
Полоса частично скрывается рукоятью, а видимая ее часть является непосредственно клинком. Элемент стальной пластины той или иной формы, на который фиксируется рукоятка, называется хвостовиком.
Лезвием или рабочей частью называют ту область клика, которая заострена и используется для резания.

- Кроме перечисленных обязательных составляющих клинковой полосы, существует множество дополнительных, которые могут присутствовать на ножах в зависимости от их конфигурации, предназначения и решения мастера-кузнеца.
- Самое очевидное различие в бланках клинков заключается в форме хвостовика, от которой зависит способ их крепления к рукояти. Прочность нескладных ножей во многом зависит от надежной фиксации рукоятки, которая обеспечивается двумя методами:
- Всадной монтаж. Клинки для всадного монтажа имеют суженный хвостовик, который должен входить в рукоять не менее, чем на половину ее длины. Материал ручки как бы насаживается на стержень хвостовика. Считается, что такой способ крепления сложнее в изготовлении, особенно для начинающего мастера.
 Если хвостовик проходит по всей длине рукояти, монтаж называется сквозным. В таком случае кончик хвостовика оборудуется резьбой или винтом, и клинок дополнительно фиксируется в рукояти с помощью крепежной гайки на пятке.
Если хвостовик проходит по всей длине рукояти, монтаж называется сквозным. В таком случае кончик хвостовика оборудуется резьбой или винтом, и клинок дополнительно фиксируется в рукояти с помощью крепежной гайки на пятке. 
- Накладной или клепанный монтаж. Хвостовик клинка является его продолжением – широкой полосой с уже заданным очертанием формы рукояти. В этом случае создание ножа состоит в креплении плашек с обеих сторон хвостовика и подгонки их под эргономику. такие клинки называются цельнометаллическими или фуллтанг.

Способ крепления клинка к рукоятке определяет некоторые качества будущего ножа. Например, цельнометаллические ножи тяжелее, но более прочные. Кроме того, у них на рукояти остается неприкрытая полоска стали, которая в холодную погоду может морозить руку. Клинок для изготовления ножа подбирают с учетом метода его монтажа и того, как это сказывается на характеристиках изделия.
В нашем каталоге представлены как практически готовые клинки с черновой заточкой, так и стальные поковки.
Это грубые заготовки, из которых мастер самостоятельно вытачивает клинок, придавая ему нужную форму и размеры.
Такой способ изготовления ножа требует определенных навыков работы с металлом и соответствующего оборудования, однако предоставляет большую вариативность в авторском ножеделии.

Прежде, чем купить клинок для изготовления ножа своими руками, обратите внимание на материал заготовок, а именно марку стали. Существует множество различных отечественных и зарубежных стальных сплавов, каждый из которых имеет свои преимущества и недостатки.
Твердая сталь будет дольше держать заточку, но менее устойчива к силовой нагрузке. Более мягкие марки быстрее тупятся, зато и подправить их легче – даже в условиях похода и отсутствия специального оборудования.
Дамасские клинки выглядят очень эффектно, однако уязвимы к коррозии, если материал не обогащен специальными сплавами. Выбирая марку стали для своего ножа, исходите из того, в каких условиях он будет использоваться, какой уход ему будет предоставлен и какая нагрузка его ожидает.
Кухонный, охотничий и коллекционный ножи уместно делать с клинками разных стальных сплавов.

Если у вас возникли сложности при выборе заготовки клинка для ножа, обращайтесь к нашим менеджерам удобным вам способом связи.
Обработка металлов методом ковки: назначение и технологии
Под собирательным термином «ковка» подразумевают совокупность процессов горячей пластической обработки, при которых формоизменение металла происходит непрофилированным инструментом, а материал получает возможность свободного течения во всех направлениях, кроме того, в котором прикладывается деформирующее усилие.
Исходным металлом для ковки являются слитки, болванки или прутковые профили. Ковка литых заготовок и болванок распространена в крупном металлоёмком машиностроении, а мелкие ковочные мастерские предпочитают ковать металл в форме прутков.
Последовательность переходов ковки заключается в следующем.
Исходный металл, который поступает на участок из литейного цеха или со склада проходит очистку от прокатной окалины или ржавчины, после чего режется/рубится на мерные заготовки, передаётся на кузнечный участок, где и деформируется специализированным оборудованием – в основном, ковочными прессами или молотами. Затем заготовка проходит очистку и, при необходимости, термическую обработку. После этого полуфабрикат может быть отправлен на штамповочный или станочный участок, где с ним будут выполняться завершающие (отделочные) операции.
Таким образом, ковка редко когда является переходом, в результате которого получается изделие конечной формы и размеров.
Разделка слитков является первичной операцией ковки, которая проводится на пилах или – реже – на ковочных молотах с применением кузнечных топоров – инструмента, имеющего острую кромку. Ещё реже, при обработке особо крупноразмерных заготовок, используют ломку на холодноломах.
Для резки прутков используются пресс-ножницы.
Резка на ножницах является наиболее дешёвой, производительной и распространённой операцией, которая обеспечивает повышенную точность и производительность разделки.
В условиях мелкосерийного и единичного производства стараются выбирать пруток с размерами, максимально приближёнными к размерам поковки, поэтому иногда обходятся без разделочного оборудования.

В технологии машинной ковки различают подготовительные и завершающие операции. К первым, кроме рубки, относят осадку, гибку, скручивание, оттяжку, выкручивание и другие операции, которые выполняются с использованием плоских бойков.
На завершающих переходах ковка металла заключается в применении подкладного формоизменяющего инструмента, при помощи которого выполняются переходы пережима и протяжки.
После этих переходов заготовка приобретает примерную форму поковки по длине и размерам поперечного сечения.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла.
Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод».
Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 12000С до 8000С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки.
Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 1000С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 300С превышают верхнюю границу ковки.
При превышении температуры неопытными нагревальщиками могут произойти два неприятных явления – перегрев и пережог металла. В первом случае структура нагретого металла становится крупнозернистой, что повышает опасность растрескивания заготовки, особенно при интенсивном формоизменении.
Перегрев устраняется медленным охлаждением исходной заготовки и её повторным нагревом до необходимых температур. Если же ещё больше перегреть заготовку, наступает пережог металла, сопровождающийся необратимыми изменениями в его микроструктуре.
В частности, происходит расплав неметаллических включений (например, серы), и исправить такой брак уже невозможно.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки.
Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой.
Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…7000С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п.
Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка.
Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием.
Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу.
Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Значительно реже используют специализированное кузнечное оборудование, например, выкрутные или горизонтально-ковочные машины.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка

Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
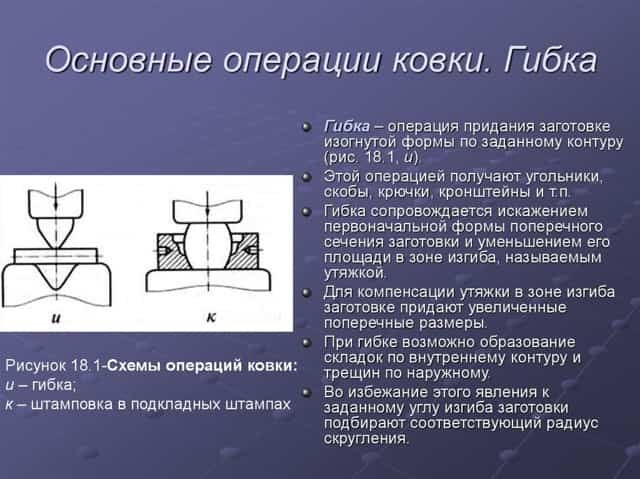
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Закручивание
Используется при ковке небольших художественных элементов, которые часто используются в конструкциях ворот, навесов, спиралей и других кузнечной продукции. Заключается в относительном повороте некоторых частей поковки друг относительно друга при одновременном удлинении проката.
Основы процесса ковки металла
Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
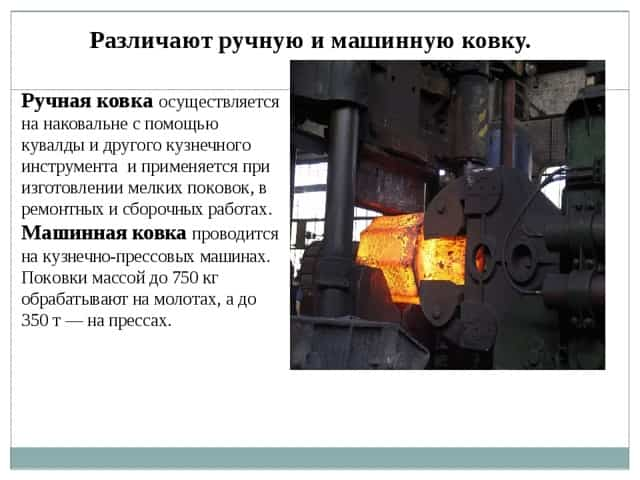
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.

ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress →
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Материалы и технология ковки
Самые первые изделия, изготовленные человеком путем ковки, были из меди. Это связано с двумя основными причинами. Во-первых, это был самый распространенный вид материала, который попадался в самородном (практически чистом) виде.
Во-вторых, медь — самый ковкий металл, нижняя граница температуры, при которой ее можно ковать, равна 100°С, что вполне было доступно первобытным мастерам. Позже начали ковать бронзу и железо.
А с появлением стали были отработаны приемы и технологии ее обработки.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Особенности кузнечной обработки стали
При изготовлении кованых изделий чаще всего использую сталь, как наиболее прочный материал, который без особых проблем можно обработать таким способом. Но при этом соблюдаются некоторые технологические особенности материала.
- Стальная заготовка должна нагреваться равномерно со всех сторон.
- Обязательно при ковке стали нужно соблюдать температурные рамки, которые зависят от твердости материала. Легированные инструментальные марки металла нельзя перегревать свыше 1000 градусов, мягкие — более 1300. Недостаточный нагрев также не способствует нормальной кузнечной обработке: во-первых, это затрудняет ковку стали, а во-вторых, в структуре изделия могут образовываться трещины и разрывы.
- Обязательно перед нагревом заготовки до температуры ковки металл предварительно нужно разогреть до показателя в 300 градусов.
До изобретения сварочных аппаратов кузнечным способом проводили и соединение металлических частей. Это делалось за счет сильного разогрева крепящихся концов заготовки и их последующего сдавливания ударами молота. Кузнечные сварные соединения использовались практически для любого доступного металла: меди, бронзы, серебра и железа.
 Ковка в промышленных условиях
Ковка в промышленных условиях
Несмотря на развитие современных технологий, ковка металла остается одним из основных технологических приемов получения различных изделий. Кузнечным способом изготавливают различную продукцию.
Усовершенствование такой обработки привело к массовому производству путем штампования по стандартной форме.
Значительно упростило изготовление кованых изделий появление машин, способных обрабатывать большие по весу и габаритам заготовки.
Пример работы в промышленных условиях можно посмотреть в предоставленном видео:
Несмотря на упадок и появление машинной штамповки, кузнечное дело не теряет своей популярности. Особенно пользуются спросом изделия художественной ковки.
А что Вы думаете по поводу материала этой статьи? Если у Вас есть опыт кузнечных работ и изготовления вещей путем ковки поделитесь им в блоке обсуждения к этой статье.
Кованая заготовка: Основы ковки металла
На данный момент есть три наиболее распространенных типа ковки:
- машинная;
- свободная;
- штамповка.
Под машинной ковкой подразумевается современный метод обработки, использующийся в тяжелой и массовой промышленности. При использовании метода применяются механизированные котлы, прессы или ковочные машины. Кроме того, вес конечных поковок и кованых заготовок в некоторых случаях может доходить до десятков тонн.
Если говорить о свободной ковке, то в данном случае заготовке не ограничиваются формами. Кованая заготовка закрепляется к наковальне с одной стороны. Ручная ковка в такой ситуации относится к этому же методу. Изделиям придается форма с помощью кувалды или молотка. Методика используется для изготовления отдельной продукции или для улучшения ее качества.
Штамповочный метод используется для массового производства. При изготовлении продукции металл ограничивается штампами и получает необходимую форму за счет деформации.
Технология ковки заготовок и материалы
Изначально кузнецы ковали металл из меди. На это есть вполне обычные причины. Медь была наиболее распространенным материалом. Его можно было найти почти в чистом виде. Также у нее достаточно низкая температура, при которой начинается ковка.
Через некоторое время кузнецы освоили такие материалы, как железо и бронза. С их появлением начали создаваться новые методы ковки.
Кузнечная обработка стали
В производстве кованых изделий более всего распространено использование стали, так как она является прочнейшим материалом, который всегда поддается обработке с помощью данного метода. При обработке требуется соблюдать следующие условия:
Заготовку (поковку) необходимо нагревать равномерно и со всех сторон.
Нельзя выходить за рамки определенной температуры, от которой зависит твердость материала. К примеру, легированные инструментальные марки запрещено нагревать до 1000 градусов, а мягкие до 1300 градусов и выше. Если нагреть недостаточно, то нормально обработать материал не выйдет. Кроме того, в таком случае могут появиться трещины.
Перед тем, как нагреть материал до температуры ковки, его следует разогреть примерно до 300 градусов.
До того, как изобрели специальное сварочное оборудование, с помощью кузнечных методов соединяли и разные металлические части. Действия производились благодаря разогреву и сдавливанию концов заготовки. Подобные соединения использовались почти для всех доступных металлов, включая железо, медь и. д.
Сегодня технологии ушли далеко вперед, однако ковка остается одной из главных методик получения разных изделий. Усовершенствование методов и появление соответствующего оборудования позволило перейти к массовому производству и обработке крупногабаритных изделий.
Завод ООО «Уральские ферросплавы» (Челябинская область, Миасс) — уже много лет занимается производством кузнечных слитков и поковок из жаропрочных сплавов и низколегированных сталей. По требованию заказчика, изделия могут быть различных раскроев, в том числе с резкой.
Кованые элементы
Товары 1 — 15 из 1135 Начало | Пред. | 1 2 3 4 5 | След. | Конец | Все
Кованые элементы каждый год все больше набирают популярность. Почему многие дизайнеры любят использовать элементы ковки в декоре? Ответ прост – потому что и горячая, и холодная ковка, это:
- заводское качество
- красота;
- функциональность;
- долговечность;
- доступность.
Можно перечислить еще ряд причин задуматься о декоративной ковке в оформлении частного дома или здания. Например, это может стать для Вас отличным хобби.
Теперь с использованием кованых элементов Вы можете собрать украшение по принципу конструктора, и для этого не нужно обладать специальным художественным образованием.
При создании эскизов изделий вы можете руководствоваться собственным воображением и предпочтениями.
Создание из кованых элементов эксклюзивных конструкций – занятие творческое, а результат – завораживающий. Компания «Студия Ковки» постоянно пополняет свой ассортимент простыми и сложными коваными украшениями чтобы Вы могли создавать все более изысканные работы.
Вы можете без проблем приобрести понравившиеся элементы на нашем сайте. В данный момент мы можем предложить более 25 категорий кованых украшений и художественного проката, всего более 900 позиций:
- пики;
- цветы;
- наконечники;
- вензеля;
- балясины;
- листья;
- поручни;
- цифры;
- элементы для ворот;
- и т. д.
Дополнительно мы предлагаем отличного качества кузнечные краски, патины и грунты от немецкого производителя WS-plast.
Чем отличаются кованые элементы, созданные методом горячей и холодной ковки
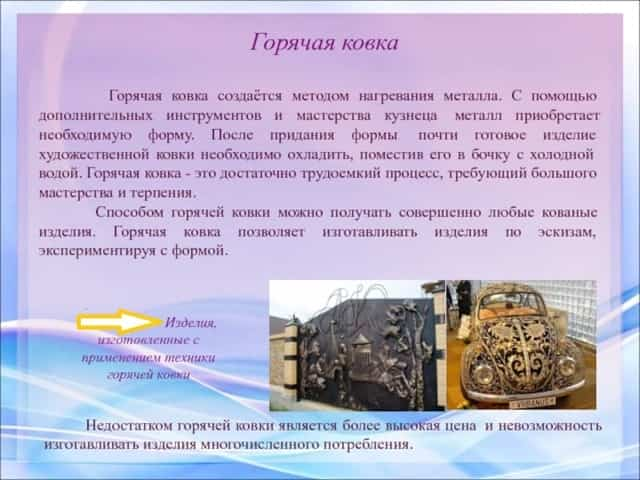
В процессе горячей ковки металл нагревают до температуры, при которой он становится податливым. Затем ему придают нужную форму одним из существующих методов. Кованые детали из нагретого металла получаются более прочными, но внушительные энергозатраты отражаются на стоимости продукции.
Ковка холодного металла обходится дешевле. Металлическому прутку придают форму на специальном станке.
Изготовленные таким образом изделия широко применяются:
- в качестве декоративных украшений (подставки под цветы, каминные решетки);
- для создания предметов домашнего обихода (стульев, столов);
- в качестве защитных решеток на окна частного дома или магазина;
- для создания деталей фасада (козырьки или перила);
- как деталь забора (калитки, ворота).
Заказать кованые элементы Вы можете любым удобным Вам способом: через корзину заказа, сервис быстрого заказа позвонив нам, написав по форме обратной связи или на электронную почту. Стоимость кованых изделий зависит от суммы заказа, скидка на который может достигать 10%. Мы также предоставляем бесплатную доставку по Москве до представительства транспортной компании.
Популярные вопросы
- Какие способы оплаты заказа вы принимаете?
- Мы работаем за наличный, безналичный расчет, принимаем платежи через пластиковые карты VISA и MasterCard.
- Получить более подробную информацию о методах оплаты вы можете разделе методы оплаты.
Склад и офис ООО «Студия ковки» находятся на одной территории?
Склад и офис компании «Студия Ковки» находятся на одной территории
Посмотрите все часто задаваемые вопросы или задайте свой вопрос.





