- Общее описание универсального токарно-винторезного станка
- Назначение и классификация токарно-винторезных станков
- Технические характеристики станков
- Основные конструктивные элементы
- Станина
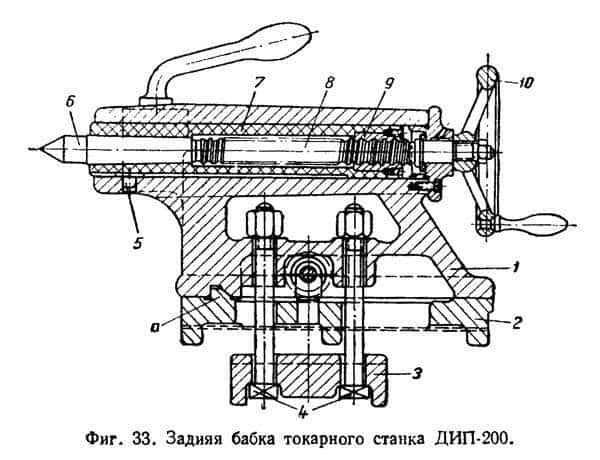
- Передняя и задняя бабка
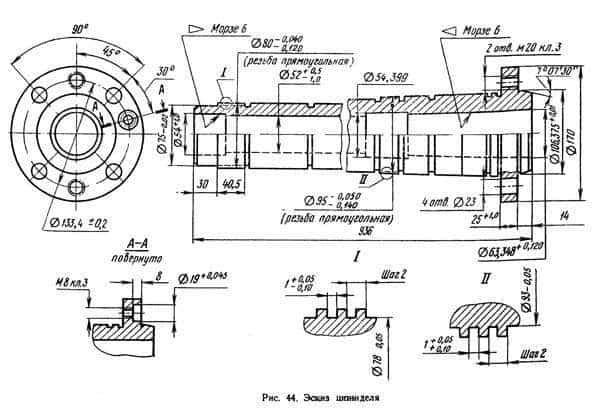
- Шпиндель
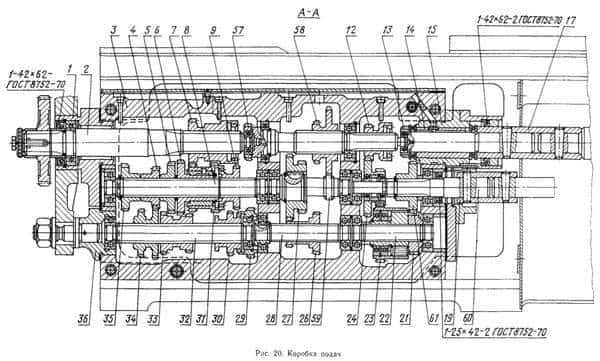
- Коробка подач
- Строение суппорта
- Типовой блок управления
- Электрическая часть токарного станка
- Какие могут проводиться операции: основные технологии обработки деталей
- Распространённые модели станков
- Заключение
- Токарно-винторезные станки
- Конструктивная компоновка и основные узлы токарно-винторезных станков
- Основные параметры токарно-винторезных станков
- Типаж токарно-винторезных станков
- Привод главного движения токарно-винторезных станков
- Назначение, конструкция и характеристики токарно-винторезных станков
- Назначение и конструкция токарно-винторезного станка
- Классификация токарно-винторезного оборудования
- Перечень технических характеристик
- Токарно винторезный станок
- Общее описание токарно-винторезного станка
- 1. Назначение и устройство токарно-винторезного станка 1м63
- 2. Устройство и работа основных узлов станка
- Основные типы токарных станков
- Станки по металлу: группы и характеристики станков
- Размерные ряды станков
Компоновка токарно-винторезных станков остаётся практически одинаковой, вне зависимости от модели. Такие приспособления активно применяются в школьных мастерских, когда надо научить основам обработки того или иного материала. Главное – заранее рассмотреть конструктивные особенности, которыми обладает тот или иной механизм.
Общее описание универсального токарно-винторезного станка
Для любого из промышленных предприятий металлообрабатывающие станки – один из ключевых узлов для производственного процесса. Через токарные станки проходят до 50% деталей из дерева и металла, реализуемые на рынке. В обработке заготовок кроется главное назначение оборудования. Одна единица подобной техники имеет цену от 30 тысяч до 9 миллионов рублей.

Стоимость приборов формируется на основе нескольких показателей:
- Функциональные возможности.
- Технические характеристики.
- Габариты.
Что касается функциональных возможностей, то их у современных моделей достаточно много, ни одна не нарешает принцип работы:
- Создание дюймовой резьбы.
- Модульная резьба.
- Метрическая резьба.
- Выточка конусов.
- Отделка токарного типа для цветных и чёрных металлов.
Назначение станков позволяет выделять специализированные и универсальные модели, на последних выполняют такие операции:
- Развёртывание отверстий.
- Обрезка.
- Шлифование.
- Обработка торцов, конусов и цилиндров внутри, снаружи.
Шпиндель на универсальных моделях расположен горизонтально, либо вертикально.
У специализированных станков задачи стоят более конкретные, связанные с обработкой тех или иных деталей:
- Муфты.
- Трубы.
- Прокатные валки.
- Валы с гладкими поверхностями, в форме ступеней.

Назначение и классификация токарно-винторезных станков
Цветные, чёрные металлы – основы деталей, обрабатываемых станками. Нарезание резьбы, точение конусов – дополнительная сфера применения приборов. Функциональность станка расширяется, если приобретать его в комплекте с дополнительными устройствами. Благодаря этому владельцу будет доступно фрезерование, радиальное сверление, шлифовка и так далее.
В частных мастерских такое оборудование встречается редко, причина – серьёзные вес и габариты. За исключением обработки деталей транспортных средств на станциях СТО. Описание сфер применения выглядит не таким уж длинным:
- Производство мелких серий продукции.
- Единичный выпуск товаров.
Приобретение станков не исключается и при условии массового производства.
Следующие характеристики легли в основу классификации, разделения на несколько видов:
- Диаметр для деталей, максимум ограничений.
- Наибольшая длина.
- Общая масса оборудования.
Расстояние от одного центра у станка до другого влияет на длину деталей, которые допускают к обработке. От 100 до 4000 мм – предполагаемый диаметр. Вес позволяет разделить станки на тяжёлые, модели до 4 тонн, и до 15 тонн.
Модели настольного крепления в большинстве ситуаций – лёгкие, универсального назначения. Оптимальный вариант для бытовых условий, предприятий небольшого масштаба.
Технические характеристики станков
Применение токарно-винторезным станкам давно нашли не только в промышленности, но и в бытовых условиях. Существуют различные модификации у этого оборудования, отличия – в рабочей части:
- Когда обрабатываемые поверхности могут иметь максимум диаметра в пределах 8,5 см – 0,5 м.
- Для работы с заготовками, длина которых составит 12,5 см – 2,4 метра.
- Стационарные тяжёлые.
- Напольные.
Шпиндель, вращающийся вместе с заготовкой, относится к основным узлам для таких установок. Режущий инструмент движется по отношению к заготовке, вдоль или поперёк.
Шпиндель отличается определённой мощностью, влияющей на производительность устройства. Чем выше этот параметр – тем с большей результативностью снимается стружка с поверхности.
Благодаря этому потом можно обрабатывать детали с большей массивностью.
Изготовление показывает разную точность, что способствует разделению станков на:
- Особо точные.
- Особо высокоточные.
- Высокоточные.
- Нормальной точности.
- Повышенной точности.
Агрегат обладает техническими характеристиками, по которым легко понять, готов ли аппарат к эксплуатации. Такие параметры становятся важными в случае с токарным оборудованием:
- Для шпинделя – обороты, совершаемые в минуту.
- Максимум длины у деталей во время обработки.
- Расстояние от одного центра оборудования до другого.
- Какой диаметр максимальный для заготовок в обработке?

Основные конструктивные элементы
Универсальное назначение предполагает использование таких узлов:
- Коробку подач.
- Суппорт.
- Шпиндель.
- Спереди и сзади есть так называемые бабки.
- Станину.
Стоит рассмотреть более детально все узлы, составляющие агрегат.
Станина
В число базовых компонентов включают станину, выступающей основой для движения суппорта, задней бабки. Станина – опорная часть для обеих бабок. У самой станины есть определённые детали, включающие две балки из стали. Соединение между деталями обеспечивается поперечными рёбрами жёсткости. У каждой из балок – соединение к двум направляющим.
- С каждой из сторон направляющие относятся к призматической группе.
- Направляющая плоской формы внутри находится с левой стороны.
У станины есть левая и правая сторона, на первой фиксируют переднюю бабку. Справа находится задняя разновидность детали. Регулировка проще при движениях вдоль станины. Точность обработки деталей обеспечивают, если направляющие сохраняют параллельное положение друг по отношению к другу.
Передняя и задняя бабка
Фиксировать заготовку в обработке, передавать на неё вращение, чьим источником выступает электрический двигатель – основное назначение у передней бабки. Одна часть конструкции принимает вращение от другой благодаря шпинделю, находящемуся внутри корпусной части бабки. Рукоятки регулировки скорости монтируют на корпусе снаружи.
Шпиндельные частоты вращения регулируются без проблем.
Деталь справа опирается на бабку сзади. Можно использовать различные вспомогательные инструменты для установки в станок:
- Развёртки.
- Метчики.
- Свёрла, и так далее.
Центры у бабок могут вращаться, либо быть обычными.
При скоростном нарезании у современных станков предпочтение отдают вращающимся центрам. В случае с тяжёлой работой предпочтительнее стандартный вариант.
На станине монтируют специальную опорную плиту. Это место крепления корпусов бабок, вне зависимости от того, какая группа инструментов используется.
У конструкции есть передний конец, где монтируют посадочное гнездо – здесь устанавливают центр, инструмент для работы. Проведение регулировки предполагает использование оси и поперёк корпуса бабки.
Благодаря этому время обработки даже пологих корпусов становится минимальным.
Шпиндель
В любом токарно-винторезном станке шпиндели относятся к главным деталям. Такое название получила разновидность полого сварного вала. Коническое отверстие располагается на торце этой части конструкции. Такая полость у шпинделя понадобится, чтобы установить пруток, который помогает потом выбивать центр из посадочного места при необходимости.
Монтаж на подшипниках скольжения характерен для станков стандартных моделей. Но подшипники качения отличаются повышенной жёсткостью, поэтому их чаще устанавливают в оборудование, для которого важна скорость.
Устройство способно нормально функционировать, только если во время вращения шпинделя нет люфта. Иначе колебания передаются самой детали, из-за чего точность обработки снижается. Сохранит ли узел выносливость в ходе эксплуатации – зависит от качества исполнения подшипников, надёжности узлов.
Коробка подач
У коробки подач несколько основных узлов:
- Две гитары.
- Трензель.
- Ходовой вал.
- Ходовой винт.
Гитара нужна для получения хода с необходимой частотой, трензель – регулирует направление подачи. Есть специальный фартук, внутри которого расположены специальные механизмы.
При их движении рабочий инструмент начинает последовательно перемещаться. Энергию при вращении передаёт ходовой вал. Некоторые модели станков снабжаются упрощёнными реверсными механизмами, а не стандартными коробками подач.
При таких обстоятельствах корректировке подвергают направление, куда движется ходовой вал.
Строение суппорта
Предназначение суппорта – корректировка положения у резцедержателей, отвечающих за фиксацию рабочего инструмента. Работают в трёх плоскостях – поперёк и вдоль, с определённым углом наклона.
У суппортов по сравнению с другими деталями большие габариты. В него входит нижняя плита, выступающая местом монтажа салазок, кареток. Вверху ставят части, идущие поперёк.
Это место монтажа поворотной части суппорта.
Чем дольше станки эксплуатируются –тем меньше точность, с которой регулируют суппорт. Боковые направляющие со временем страдают от зазоров. Но можно провести простой ремонт, чтобы избавиться от этой проблемы. Он заключается в подтягивании специальной клиновой планки.
На станке устанавливают резцедержатели. Выбор конкретной их разновидности определяется классом самого прибора. Одноместные конструкции – оптимальный выбор, когда вес небольшой. Речь идёт о корпусах-цилиндрах, имеющих полость внутри, стягиваемых специальными винтами. Крупногабаритное оборудование лучше дополнять четырёхгранными винтами. Тогда фиксация резцов максимально прочная.
Типовой блок управления
Рычаги, рукоятки и тому подобные элементы на корпусе применяются для задания основных характеристик. Отдельно устанавливается количество оборотов. Некоторые параметры задаются исключительно установкой определённых сменных колёс. Другие рукояти управляют суппортом.
Электрическая часть токарного станка
В этой части современные устройства допускают установку нескольких двигателей. Коробки скоростей отличаются тихой работой, во время которой нет толчков. Для производства современных деталей используют материалы с максимальной устойчивостью. Общая электрическая схема отличается высокой сложностью, потому лучше изучать её на основе прикладываемой инструкции.
Особенно стоит отметить коробку скоростей. Актуально использование трёхвальной схемы, допускающей до 12 переключений. Присутствуют цельные промежуточной и приводной валы, с шестернями. Специальные ручки, вынесенные на управляющую панель, осуществляют переключение передач и контроль. При запуске двигателя коробка смазывается автоматически, как показывает схема.
Все цепи внутри устройства могут функционировать с напряжением до 380 В. Но при домашнем варианте эксплуатации рекомендуется останавливаться на стандартных 220.
Обычный вариант – два трёхфазных двигателя на станке. У одного из них мощность – 4 кВт. На его основе работает главный привод. Второй нужен для подачи охлаждающей жидкости. 36 вольтовая лампа имеет свой источник питания в виде специального устройства. Это приспособление освещает рабочее место.
Какие могут проводиться операции: основные технологии обработки деталей
Станки применяют при обработке поверхностей с формой цилиндра, это главная задача. Проходной резец – основной инструмент, позволяющий добиться результатов. 7-12-миллиметровый припуск по длине деталей обязателен при проведении обработки. Это необходимый запас размера, тогда во время обработки не возникает дополнительных проблем. Управление их тоже не доставляет.
Несколько видов инструментов подходят для подрезания торцов у размещаемых внутри деталей:
- Подрезные.
- Прямые проходные.
- Упорные.
Резцы упорного типа обтачивают, подрезают углы на деталях при сохранении небольших габаритов.
Прорезание на деталях канавок небольших размеров – ещё одно назначение станка. Тогда берут специальные канавочные инструменты. Важно, чтобы шпиндель вращался на небольших скоростях.
Изделия в готовом виде отрезают с аналогичными принципами. 2-2,5 миллиметровый диаметр у перемычки в месте отреза означает окончание процесса. Работа закончена, финальный этап – отрезание её от остальной части заготовки.
Распространённые модели станков
Режим функционирования токарно-винторезных станков определяется двумя главными особенностями, характерными для любых моделей.
- Высота центров. Так называют расстояние между контуром станины вверху и шпиндельной вращательной осью. Показатель определяет, какого диаметра детали помещаются внутри оборудования.
- Между центрами расстояние отличается у разных моделей, от этого зависит допустимая длина.
16К40 – одна из моделей, получивших наиболее широкое распространение. Гарантирован класс Н во время обработки. На станке выполняют основные операции, включая сверление и точение, растачивание, резьбу.
16к40 – средний класс оборудования.
Оборудование, созданное в 80-ых годах прошлого века, чаще всего встречается у владельцев производственных объектов. Это касается моделей 163, 16В20, 1И611П, б16Д25, и так далее.
Заключение
Токарно-винторезные станки облегчают обработку деталей, обладающих разными габаритами и формами. Дополнительное оборудование расширяет список операций, выполняемых инструментами. Современные электрические двигатели и моторы делают работу быстрой и безопасной, бесшумной даже при большом количестве станков, установленных на территории предприятия или цеха.
Загрузка…
Источник: https://xn—-ntbhhmr6g.xn--p1ai/utilizatsiya/oborudovanie/osobennosti-tokarno-vintoreznyih-stankov-ih-osnovnyie-uzlyi
Токарно-винторезные станки
| Главная » Статьи » Профессионально о металлообработке » Токарные станки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
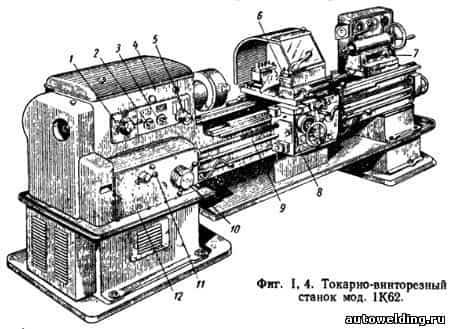
Токарно-винторезные станки (фиг. I, 4) являются наиболее универсальными станками токарной группы. Они служат для обработки разнообразных деталей, ограниченных поверхностями вращения, для нарезания резьб и используются главным образом в условиях единичного (индивидуального) и мелкосерийного производства и на ремонтных работах.
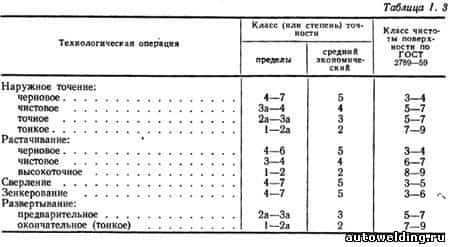
Обработка на токарно-винторезных станках обеспечивает точность и чистоту обработанной поверхности, указанные в табл. I, 3.
Конструктивная компоновка и основные узлы токарно-винторезных станков
Токарно-винторезные станки имеют практически однотипную компоновку, примером которой может служить станок мод. 1К62 (фиг. I, 4).
Основными узлами станка являются: передняя или шпиндельная бабка 4, в которой может быть размещена коробка скоростей; коробка подач 12; суппорт 6 с фартуком 8; задняя бабка 7 и станина 9, к которой крепятся передняя бабка и коробка подач. По направляющим станины перемещаются суппорт и задняя бабка.
Кроме этих основных узлов, станок мод. 1К62 имеет системы смазки и охлаждения и электрооборудование.
Основные параметры токарно-винторезных станков
Основным параметром токарно-винторезного станка является наибольший диаметр D (фиг. I, 5) обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке.
Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм.
Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1 (фиг. I, 5). Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
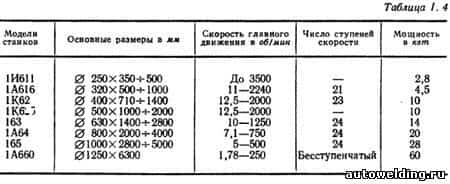
В табл. I, 4 приведены основные данные для серийно выпускаемых токарно-винторезных станков нормальной точности.
Кроме станков нормальной точности, в типаже предусмотрены станки повышенной (класса П), высокой (В) и особо высокой (А) точности оригинальных конструкций, а также — выполненные на базе станков нормальной точности. Малые станки, до D = 250 мм, выпускаются классов точности П, В и А.
На базе универсальных станков выпускаются разнообразные автоматизированные станки: с копировальными суппортами, работающие по замкнутому автоматическому циклу при обработке деталей типа ступенчатых валиков, с загрузочными устройствами, с системой программного управления. Отдельные модели могут быть встроены в автоматические линии и имеют автоматическое переключение скоростей в процессе работы.
Привод главного движения токарно-винторезных станков
- Установленный на станке электродвигатель вместе с совокупностью передач от электродвигателя к шпинделю станка называется приводом главного движения. В зависимости от назначения станка и его размера конструкции привода могут быть различны, но в любом случае они должны
- а) передавать необходимые для процесса резания мощность и крутящий момент;б) допускать включение, выключение и реверсирование вращения шпинделя;
- в) обеспечивать высокую точность и плавность вращения шпинделя на всех режимах работы.
- При ступенчатом изменении чисел оборотов шпинделя привод токарно-винторезного станка может быть выполнен в виде:
- а) многоскоростного асинхронного электродвигателя;б) сочетания одно- или многоскоростного асинхронного электродвигателя со ступенчатой механической коробкой скоростей или — редко — ступенчатыми шкивами.
- Для бесступенчатого регулирования скорости вращения шпинделя используют
- а) электродвигатель постоянного тока с регулируемым числом оборотов;б) механический вариатор;
- в) сочетание регулируемого электродвигателя постоянного тока или механического вариатора со ступенчатой механической коробкой скоростей или механического вариатора с многоскоростным асинхронным электродвигателем переменного тока.
Источник: https://www.autowelding.ru/publ/1/tokarnye_stanki/tokarno_vintoreznye_stanki/15-1-0-82
Назначение, конструкция и характеристики токарно-винторезных станков
Токарные работы являются одними из самых востребованных типов металлообработки. Для их выполнения можно использовать несколько видов оборудования. Но наиболее популярными являются универсальные токарно-винторезные станки.
Назначение и конструкция токарно-винторезного станка
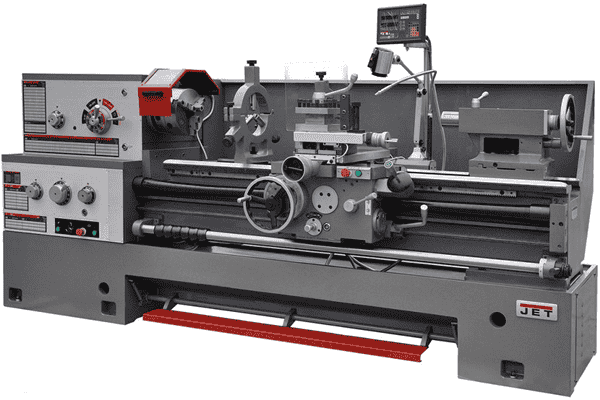
 Токарно-винторезный станок с классической компоновкой
Токарно-винторезный станок с классической компоновкой
Данный тип оборудования предназначен для обработки металлических тел вращения путем воздействия режущего инструмента на их поверхность. Благодаря своей конструкции токарно-винторезный агрегат может делать обработку заготовок различной формы. Особенностью является возможность формирования дюймовых, питчевых или метрических резьб.
Область применения этого оборудования – комплектация производственных линий и специализированных мастерских. В некоторых случаях станки можно использовать в учебных процессах для получения первичных навыков токарной работы. Работа на них требует детального изучения конструкции и принципа функционирования оборудования.
Прежде всего следует ознакомиться с основными конструктивными элементами, которыми обладает винторезный станок:
- станина. Является опорной конструкцией оборудования и предназначена для монтажа остальных конструктивных элементов. Для обеспечения максимальной устойчивости она изготавливается из чугунного сплава;
- передняя и задняя бабки. Предназначены для фиксации заготовки и передаче ей крутящего момента;
- коробка скоростей. Может быть интегрирована в конструкцию передней бабки или располагаться отдельно. С ее помощью происходит изменение скорости вращения стальной детали;
- фартук. Необходим для преобразования вращательного движения в поступательное;
- суппорт. Переназначен для фиксации и изменения положения режущего инструмента.
Дополнительно могут использоваться вспомогательные устройства. Чаще всего применяются опорные стойки для обработки массивных деталей.
Кроме этих параметров важным является конструкция токарной головки. Она предназначена для точной фиксации заготовки на передней бабки. Токарно-винторезный агрегат должен обладать высоким качеством обработки, что напрямую зависит от точности позиционирования заготовки относительно рабочего инструмента.
Классификация токарно-винторезного оборудования
 Токарно-винторезная установка с блоком ЧПУ
Токарно-винторезная установка с блоком ЧПУ
В зависимости от поставленных задач токарно-винторезные станки можно разделить на три основные группы – легкие, средние и тяжелые. Первые предназначены для обработки небольших деталей и приборов. Вторые – для выполнения токарных работ общего назначения. Они являются наиболее распространенным типом оборудования. Токарный станок тяжелого типа необходим для изменения конфигурации поверхностей заготовок, чей диаметр превышает 1250 мм.
Кроме этих параметров следует учитывать комплектацию оборудования и перечень выполняемых операций. Они напрямую скажутся на производительности и универсальности оборудования. В зависимости от специфики конструкции можно выделить следующие типы токарно-винторезных станков:
- по типу исполнения – настольные или напольные;
- управление – автоматическое, полуавтоматическое или ручное. Для максимальной производительности необходимо использовать винторезный станок с ЧПУ;
- профессиональные или учебные. Последние можно применять для обработки заготовок в домашних условиях. Некоторые модели рассчитаны для подключения к бытовой электросети 220 В.
Для настройки шага резьб в конструкции станка есть устройство, получившее название «гитара». Оно монтируется на фартуке оборудования и предназначено для более точного позиционирования резца на поверхности заготовки.
Перечень технических характеристик
 Ученый токарно-винторезный комплекс
Ученый токарно-винторезный комплекс
Эксплуатационные и технические параметры, которыми должен обладать токарно-винторезный комплекс, зависят от специфики его конструкции и комплектации. Поэтому сначала необходимо определить оптимальные характеристики и затем согласно им, выполнять выбор оптимальной модели.
Прежде всего следует изучить общие технические характеристики. К ним относятся максимально допустимые размеры обрабатываемой детали – длина, диаметр и масса. Затем учитывается расстояние от оси шпинделя до поверхности станины. С помощью универсальных станков можно обрабатывать детали как в центрах, так и в патроне.
Последующий анализ лучше всего сделать по блокам станка.
Шпиндель:
- максимальный диаметр прутка, устанавливаемый в сквозное отверстие;
- частота вращения шпиндельной головки в прямом и обратном направлении;
- число скоростей — прямых и обратных;
- максимальный крутящий момент.
Суппорт и параметры подач:
- величина продольного и поперечного смещения;
- число продольных и поперечных подач;
- характеристики нарезаемой резьбы — шаг, количество и пределы.
Кроме этих факторов необходимо учитывать номинальную мощность силовой установки. Это необходимо для корректного подключения оборудования к электросети. Также для повышения качества обработки в конструкции станка может быть предусмотрен механизм подачи СОЖ.
Для примера можно ознакомиться с описанием профессионального токарно-винторезного станка:
Источник: http://StanokGid.ru/metall/tokarno-vintoreznye-stanki.html
Токарно винторезный станок
Общее описание токарно-винторезного станка
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием).
С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы. 
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов. Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков.
Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно- винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей эффективностью. Но элементом, получаемым производителями после работы, обычно довольны. Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси. На токарном станке данного типа принцип работы достаточно простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И поэтому процесс обработки становится быстрым, легким, ну и качественным. Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает тенденциям сегодняшней разработки рабочих мест. Показатели токарно-винторезных станков CNC намного выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые приобретают такие станки, решают свои проблемы с производительностью на все сто процентов. Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность обработки деталей.
Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще всего тела вращения.
Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание, развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру, вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного производства.
Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и устройствами, которые дадут возможность расшириться до серийного производства.
В массовом производстве используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
Ссылка на promplace.ru обязательна
Источник: https://promplace.ru/articles/tokarno-vintoreznij-stanok-21
1. Назначение и устройство токарно-винторезного станка 1м63
Данный
токарно-винторезный станок нормальной
точности 1м63 (н) предназначен для
выполнения различных токарных работ,
таких как обтачивание цилиндрических
поверхностей, подрезание торцов,
протачивание канавок, отрезание
обработанной детали, растачивание
внутренних цилиндрических поверхностей,
сверление, зенкерование, развертывание,
обработка конических поверхностей, а
также для нарезания метрической, дюймовой
и питчевой резьб. Высокая мощность
привода и жесткость станка, широкий
диапазон частоты вращения шпинделя и
подач позволяют полностью использовать
возможность прогрессивных инструментов
при обработке различных матералов.
Техническая
характеристика 1М63
| Наибольший диаметр детали устанавливаемой над станиной, мм | 630 | |
| Расстояние между центрами, мм | 1400 | |
| Диаметр отверстия шпинделя, мм | 70 | |
| Число значений частот вращения шпинделя | 22 | |
| Частота вращения шпинделя, мин-1 | 10÷1250 | |
| Подачи на один оборот шпинделя, мм | продольныепоперечные | 0.064÷1.0250.0256÷0.378 |
| Шаг нарезаемой резьбы: |
|
|
| Мощность электродвигателя, кВ | 13 |
2. Устройство и работа основных узлов станка
-
Рисунок
1 (Токарно-винторезный станок мод. 1М63) -
Станок
состоит из следующих основных узлов
(рис. 1): -
Станины
1, коробки подач 2, гитары сменных колес
3, передней бабки 4 со шпинделем 6,
электрошкафа 5, фартука 7 и суппорта 9,
подвижного 8 и неподвижного 10 люнетов,
задней бабки 11, электродвигателя для
ускоренного перемещения суппорта 13,
механизма поддержки ходового винта и
вала 14.
Станина.
Станина является базовой сборочной
единицей, на которой монтируются
остальные сборочные единицы.
Станина
цельнолитая с тумбами, имеет две
призматические направляющих для каретки
и две для задней бабки, из которых одна
плоская.
Внутри
станины имеются наклонные люки (окна)
для отвода стружки и охлаждающей
жидкости.
В
правой тумбе помещается бак с эмульсией
и электронасос. На левой тумбе сзади
крепится электродвигатель главного
привода.
Передняя
бабка. Передняя
бабка (рис2) установлена на левой головной
части станины.
Все зубчатые колеса
кинематической цепи смонтированы на
валах и шпинделе, изготовлены из хромистой
стали, закалены и прошлифованы. Валы
установлены на подшипниках качения.
Шпиндель со сквозным отверстием и
внутренними конусами имеет две опоры.
Передняя опора – двухрядный подшипник
с короткими цилиндрическими роликами.
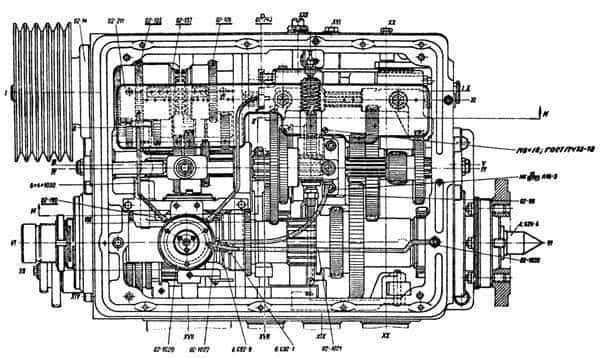
Рисунок
2(развертка коробки скоростей)
Задняя
опора – радиально-упорный подшипник,
работающий в паре с упорным шарикоподшипником.
Изменение частоты вращения шпинделя
достигается перемещением блоков шестерен
по шлицевым валам при помощи двух
рукояток, выведенных на переднюю стенку.
Прямое и обратное вращение шпинделя
осуществляется фрикционной механической
муфтой, а торможение – электромагнитной
муфтой.
Задняя
бабка.
Задняя бабка перемещается по направляющим
станины на четырех радиальных
шарикоподшипниках, установленных в
мостике. На направляющих станины бабка
закрепляется при помощи двух планок
четырьмя болтами. Поперечное смещение
корпуса бабки относительно мостика
производится с помощью двух винтов и
гайки, установленной в мостике. Перемещение
пиноли производится маховичком.
Суппорт.
Суппорт (рис3) крестовой конструкции
имеет продольное перемещение по
призматическим направляющим станины
и поперечное по направляющим каретки.
Перемещение можно осуществлять вручную
и механическим приводом. Имеется механизм
для быстрого перемещения суппорта.
Поворотная часть суппорта имеет
направляющие для перемещения верхней
части суппорта с резцовой головкой.
Фартук.
Фартук
(рис4) закрытого типа со съемной передней
стенкой (крышкой). Движение суппорту
передается через фартук от ходового
винта или ходового вала.
Механизм фартука
снабжен четырьмя электромагнитными
муфтами, что позволило сосредоточить
управление на одной рукоятке, причем
направления включения рукоятки совпадают
с направлением движения подачи. В эту
же рукоятку встроена кнопка быстрого
хода суппорта.
Благодаря наличию в
фартуке обгонной муфты включение
быстрого хода возможно при включенной
подаче.
Коробка
подач.
Коробка подач (рис5) имеет две продольные
расточки, в которых на подшипниках
качения смонтированы валы. Зубчатые
колеса изготовлены из хромистой стали
и закалены.
Коррегированные зубчатые
колеса дают возможность нарезания двух
типов резьб, метрической и дюймовой,
без перестановки сменных зубчатых
колес.
При перестановке сменных зубчатых
колес имеется возможность нарезания
еще двух типов резьб – модульной и
питчевой.
Сменные
зубчатые колеса.
Расположенные на стенке корпуса передней
бабки сменные зубчатые колеса позволяют
осуществлять подачу и нарезание
метрической, дюймовой, модульной и
питчевой резьб в соответствии с
паспортными данными.
Люнеты.
Для
обработки нежестких деталей диаметром
от 20 до 150 мм
станок оснащен подвижным и неподвижным
люнетами. Люнеты снабжены сменными
роликами и сухарями, устанавливаемыми
в зависимости от условия работы.
Охлаждение.
От электронасоса, установленного в
правой тумбе станины, охлаждающая
жидкость через трубопровод и шланг
подается к инструменту, а затем стекает
в два корыта, установленные спереди и
сзади станка, откуда возвращается в бак
электронасоса. Очистку корыт и бака
необходимо производить не реже одного
раза в месяц.
Рисунок
3 (суппорт)
Рисунок
4(фартук)
-
Рисунок
5(коробка подач) -
Особенности
конструкции -
Жесткость,
виброустойчивость и температурная
стабильность технологической системы
позволяют получать необходимую точность
обработки. -
Двух
призменные направляющие станины в
сочетании с высокой надежностью других
узлов обеспечивают длительный срок
эксплуатации станка с сохранением
первоначальной точности. -
Частота
обратного вращения шпинделя в 1,3 раза
выше чем прямого, что сокращает время
обработки резьб. -
Точение
длинных конусов производится одновременным
выполнением продольной подачи суппорта
и подачи резцовых салазок при
соответствующем их повороте. -
Точение
коротких конусов производится механической
подачей резцовых салазок, развёрнутых
на нужный угол. -
Коробка
подач обладает высокой жесткостью
кинематической цепи, все силовые зубчатые
колеса кинематической цепи изготовлены
из легированной стали, закалены и
отшлифованы. -
Ограждения
зоны резания и патрона, электрические
и механические блокировки гарантируют
безопасную работу на станке.
Источник: https://studfile.net/preview/5990519/
Основные типы токарных станков
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы — для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает к какой технологической группе относится станок: 1 — токарные станки, 2 — сверлильные и расточные станки; 3 — шлифовальные станки и т. д.
две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модификацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка.
Различают станки нормальной точности — класс Н (в большинстве случаев не указывается) ; повышенной точности — класс П; высокой точности (прецизионные) — класс В; особо высокой точности — класс А и особо точные (мастер-станки) — класс С. Например, в обозначении токарно-винторезного станка модели 16К.
20П цифра 1 обозначает группу токарных станков, цифра 6 — тип станка (токарно-винторезный), цифра 20 — высоту центров в см, буква К — модернизацию станка, буква П — станок повышенной точности.
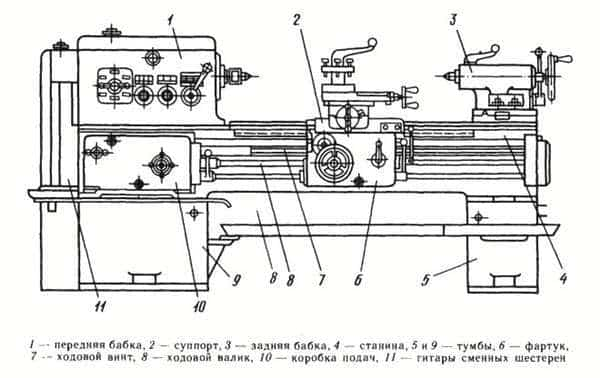
Техническими параметрами, по которым классифицируют токарно-винторезные станки (смотри рисунок), являются наибольший диаметр D обрабатываемой детали или высота центров над станиной (равная 0,5D), наибольшая длина L обрабатываемой детали и масса станка.
Устройство токарно-винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен
Ряд наибольших диаметров обрабатываемой детали имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центра ми станка. При одном и том же D изготавливают станки для обработки коротких и длинных деталей.
По массе токарные станки делят на легкие — до 500 кг (D = 100-200 мм), средние — до 4 т (D = 250-500 мм), крупные — до 15 т (D = 630-1250 мм), тяжелые — 400 т (D = 1600-4000 мм).
Легкие токарные станки применяют в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах. Эти станки выпускаются с механической подачей и без нее.
На средних токарных станках выполняют 70—80 % общего объема токарных работ. Станки этой группы предназначены для выполнения чистовой и получистовой обработки, нарезания резьб.
Станки имеют высокую жесткость, достаточную мощность и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с применением современных прогрессивных инструментов из твердых и сверхтвердых материалов.
Предусмотрено также оснащение станков различными приспособлениями для расширения их технологических возможностей, облегчающих труд рабочего и повышающих качество обработки. Станки имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки предназначены в основном для тяжелого и энергетического машиностроения и других отраслей. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных типов деталей (валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.).
Источник: https://studbooks.net/1889075/tovarovedenie/osnovnye_tipy_tokarnyh_stankov
Станки по металлу: группы и характеристики станков
Металлорежущий станок — это технологическая машина, предназначенная для обработки материалов резанием с целью получения деталей заданной формы и размеров (с требуемыми точностью и качеством обработанной поверхности). На станках обрабатывают заготовки не только из металла, но и из других материалов, поэтому термин «металлорежущий станок» является условным.
Станки классифицируют по различным признакам, основные из которых приведены ниже.
По виду выполняемых работ металлорежущие станки (в соответствии с классификацией ЭНИМСа) распределены по девяти группам, каждая из которых подразделяется на девять типов, объединенных общими технологическими признаками и конструктивными особенностями.
Моделям станков, выпускаемых серийно, присваивают цифровое или цифробуквенное обозначение. Как правило, обозначение состоит из трех-четырех цифр и одной-двух букв.
Первая цифра — это номер группы, к которой относится станок, вторая — номер типа станка, третья и четвертая характеризуют один из главных параметров станка или обрабатываемой на нем детали (например, высоту центров, диаметр прутка, размеры стола и т.п.).
Буква после первой или второй цифры указывает, что станок модернизирован, буква, стоящая после цифр, обозначает модификацию (видоизменение) базовой модели станка.
Например, модель 7А36 означает: 7 — строгально-протяжная группа, 3 — поперечно-строгальный, 6 — максимальная длина обрабатываемой детали 600 мм, буква А указывает на модернизацию станка базовой модели 736.
Если буква стоит в конце обозначения модели, то она указывает на класс точности станка, например 16К20П — это станок повышенного класса точности; нормальный класс точности в наименовании модели не указывается.
В моделях станков с ЧПУ последние два знака — буква Ф с цифрой (1 — станок с цифровой индикацией и предварительным набором координат; 2-е позиционной системой управления; 3 — с контурной системой управления; 4 — с комбинированной системой управления для позиционной и контурной обработки). Например, зубофрезерный полуавтомат с комбинированной системой ЧПУ — модель 53А20Ф4, вертикально-фрезерный станок с крестовым столом и устройством цифровой индикации — модель 6560Ф1.
В конце обозначения модели станков с цикловыми системами управления ставят букву Ц, а с оперативной системой управления — букву Т. Например: токарный многорезцово-копировальный полуавтомат с цикловым программным управлением — модель 1713Ц; токарный станок с оперативной системой управления — модель 16К20Т1.
Наличие в станке инструментального магазина отображается в обозначении модели буквой М; например, сверлильный станок с позиционной системой программного управления повышенной точности с инструментальным магазином — модель 2350ПМФ2.
По степени универсальности станки подразделяют на универсальные, специализированные и специальные.
Универсальные станки предназначены для обработки деталей широкой номенклатуры в индивидуальном и мелкосерийном производствах. Для этих станков характерен широкий диапазон регулирования скоростей и подач. К универсальным станкам относятся токарные, токарно-винторезные, токарно-револьверные, сверлильные, фрезерные, строгальные и др. (как с ручным управлением, так и с ЧПУ).
Специализированные станки используют для обработки деталей одного наименования, но разных размеров. К ним относятся станки для обработки труб, муфт, коленчатых валов, а также зубо- и резьбообрабатывающие, токарно-затыловочные и др. Для специализированных станков характерна быстрая переналадка сменных устройств и приспособлений; они применяются в серийном и крупносерийном производствах.
Специальные станки служат для обработки детали одного наименования и размера; их применяют в крупносерийном и массовом производствах.
В обозначение специализированных и специальных станков перед номером модели вводят индекс завода-изготовителя из одной или двух букв. Так, Егорьевский станкостроительный завод имеет индекс ЕЗ, Московское станкостроительное ОАО «Красный пролетарий» — МК, например специализированный токарный станок для обработки дисков памяти ЭВМ — модель МК 65-11.
По степени точности обработки станки делят на пять классов:
- Н — нормальной точности; к этому классу относится большинство универсальных станков;
- П — повышенной точности; станки данного класса изготовляют на базе станков нормальной точности, но требования к точности обработки ответственных деталей станка, качеству сборки и регулирования значительно выше;
- В — высокой точности, достигаемой благодаря использованию специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулирования станка в целом;
- А — особо высокой точности; для этих станков предъявляются еще более жесткие требования, чем для станков класса В;
- С — особо точные, или мастер-станки, на них изготовляют детали для станков классов точности В и А.
Станки классов точности В, А и С называют прецизионными (от фр. precision — точность). Эти станки желательно эксплуатировать в термоконстантных цехах, температура и влажность в которых регулируется автоматически.
В зависимости от массы станки подразделяют на легкие — массой до 1 т, средние — до 10-ти тяжелые — свыше 10 т. В свою очередь тяжелые станки делят на крупные (до 30 т), собственно тяжелые (до 100 т) и уникальные (свыше 100 т).
По степени автоматизации различают станки с ручным управлением, полуавтоматы и автоматы. В станках с ручным управлением пуск и останов станка, переключение скоростей и подач, подвод и отвод инструментов, загрузку станка заготовками и разгрузку обработанных деталей и другие вспомогательные операции выполняет рабочий.
Полуавтомат — станок, работающий по автоматическому циклу, для повторения которого требуется вмешательство рабочего.
Так, рабочий вручную устанавливает на станок заготовку и снимает обработанную деталь, после чего включает станок для повторения цикла.
(Под циклом понимают промежуток времени от начала до конца периодически повторяющейся операции независимо от числа одновременно обрабатываемых заготовок.)
В автомате все рабочие и вспомогательные движения, необходимые для выполнения цикла технологической операции, осуществляются без участия рабочего, который лишь наблюдает за тем, как функционирует станок, контролирует качество обработки и при необходимости подналаживает станок, т.е. регулирует его для восстановления достигнутых при первоначальной наладке точности взаимного расположения инструмента и заготовки, а также качества обрабатываемой детали.
По расположению шпинделя станки делят на горизонтальные, вертикальные и наклонные.
По степени концентрации операций станки подразделяют на одно- и многопозиционные. Концентрация операции — это возможность одновременной обработки на станке различных поверхностей заготовки многими инструментами.
На однопозиционных многоинструментальных станках несколько режущих инструментов одновременно обрабатывают различные поверхности одной заготовки, на многопозиционных одновременно обрабатывают от двух и более заготовок.
Особую группу составляют комбинированные станки, например токарно-шлифовальные, строгально-фрезерные, строгаль-но-шлифовальные.
Размерные ряды станков
Для большинства станков стандартами установлены основные (главные) параметры, характеризующие размеры обрабатываемых деталей или размеры самого станка. Совокупность численных значений этих параметров (от наименьшего до наибольшего) образует размерный ряд станков одного типа, т.е. подобных по конструкции, кинематической схеме и внешнему виду.
Конструкция станков размерного ряда состоит в основном из унифицированных узлов, одинаковых или подобных, что облегчает конструирование, изготовление и эксплуатацию станков, а также способствует удешевлению их производства.
Размерные ряды станков строят по принципу геометрической прогрессии, в которой главный параметр станка является членом ряда. В таблице представлены размерные ряды металлорежущих станков основных технологических групп.
Размерные ряды металлорежущих станков основных технологических групп
| Технологическая группа металлорежущих станков | Главный параметр | Пределы изменения главного Параметра станка, мм | Знаменатель размерного ряда |
| Токарно-винторезные, токарные патронно-центровые и патронные станки | Наибольший диаметр изделия над станиной | 125…5000 | |
| Токарно-карусельные станки | Наибольший диаметр изделия | 1250… 20 000 | |
| Токарные многошпиндельные прутковые горизонтальные автоматы | Диаметр прутка | 12… 160 | |
| Вертикально-сверлильные станки | Наибольший условный диаметр отверстия при сверлении | 3…12 | 2 |
| Координатно-расточные, сверлильно- фрезерно-расточныевертикальные станки | Ширина стола | 250… 2000 | V2 |
| Сверлильно-фрезерно-расточные станки | Ширина стола | 200… 2000 | V2 |
| Круглошлифовальные станки | Наибольший диаметр устанавливаемого изделия | 100… 800 |
Источник: https://TochMeh.ru/info/sttypes.php





