- Какой электрод в зависимости от толщины металла выбрать?
- Формула для расчета силы тока
- Сварка тонкого металла электродом
- Когда нужно варить тонкий металл
- Сложности при сварке тонкого металла
- Как варить тонкий металл электродом
- Какие электроды подходят для сварки тонкого металла? Подробный обзор
- Какими электродами лучше варить тонкий металл
- Марки электродов для инверторной сварки
- Технология сваривания тонких поверхностей электродом
- Преимущества и недостатки тонких электродов
- Как оформить сварной шов
- Проблемы в процессе сварки: как их избежать
- Прокаливание электродов для тонкого металла
- В заключение
- Сварка инвертором тонкого металла — какие нужны электроды для сварки тонкого металла
- Пошаговое руководство по свариванию инвертором тонкого металла
- Шаг первый
- Шаг второй
- Шаг третий
- Об источниках тока
- Как вести контроль над дуговым зазором?
- Особенности формирования сварочного шва
- Сварка тонколистового металла плавящимся электродом
- О способах сваривания в стык
- Как выбрать полярность при работе инвертором?
- Приемы
- Практические советы для начинающих сварщиков

Какой электрод в зависимости от толщины металла выбрать
Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Имея более 350 000 кв. Футов производственных и складских помещений для удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
https://grandlesmarket.ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
Какой электрод в зависимости от толщины металла выбрать?
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.

Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.
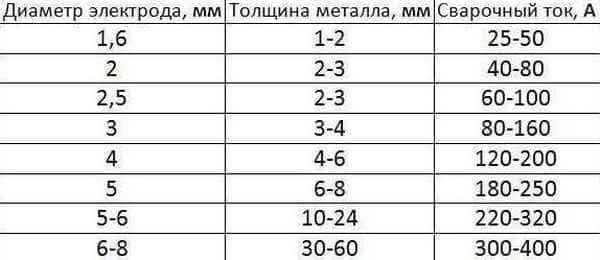
Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.

Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.

То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Сварка тонкого металла электродом
Сварка тонкого металла электродом: ошибки, советы, правила
Варить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.

Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.

Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.

Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.

Кроме того, используйте сварку на обратной полярности, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм.
Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей.
Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А).
Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм).
Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
 электроды для тонкого металла
электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов.
В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой.
Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
 электроды для разных видов металлов
электроды для разных видов металлов
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании.
При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное.
Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
 сварка тонкого металла электродом
сварка тонкого металла электродом
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно.
 сварка инвертором
сварка инвертором - встык с использованием теплоотводящих подкладок. Их роль играют пластины меди, которые благодаря своей высокой теплопроводности не допускают перегрева свариваемых металлов.
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
- Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть.
 прожог в сварном шве
прожог в сварном шве - Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
- Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается. Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
- Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс.
Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении.
Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы.
Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки.
При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Сварка инвертором тонкого металла — какие нужны электроды для сварки тонкого металла
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды.
Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
Классификация приборов для измерения температуры
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите.
Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
- Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
- Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
- Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм.
Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
- Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
- Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
- От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
- Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
- ВАЖНО ЗНАТЬ: Диффузионная сварка металлов
- На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Чем варят нержавейку: выбирайте способ по возможностям
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся.
Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры.
Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока.
В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
Как вести контроль над дуговым зазором?
- Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
- Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
- Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
- Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
- Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
- Видео:
- Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
- Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
- Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
- Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
- Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
- При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
- Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
- При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
- ВАЖНО ЗНАТЬ: Технология аргонно-дуговой сварки
- Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
- Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
- Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
- Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
- Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
- Видео:
- При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
- При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
- Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
- При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
- Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
- Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
- Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
- Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
- Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
СВАРОЧНЫЙ ИНВЕРТОР БАРМАЛЕЙ
- Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
- Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
- В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
- За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
- ВАЖНО ЗНАТЬ: Техника полуавтоматической сварки в среде углекислого газа
- Видео:
- Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов.
Точечные прихваты позволят исключить возможный риск коробления металла.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
- Но при этом нужно знать, куда какой заряд подсоединить.
- Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
- Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
- Видео:
- Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
- В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.





