- Сварка металла инвертором
- Работа с инвертором
- Время работы инвертора
- Инструкция по сварке
- Как варить толстый металл инвертором
- Как заварить глушитель инвертором
- Прямая и обратная полярность при сваривании металла инвертором
- Качественная сварка толстого металла
- Как подготовить кромку: особенности
- Сварка толстостенного металла
- Метод сварки «горкой»
- Метод сварки «каскадом»: нюансы
- Использование сварки «блоками»
- Дуговая сварка соединений
- Преимущества и недостатки дуговой сварки
- Правильная сварка угловых стыков
- Как варить сваркой электродами для начинающих
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Что нужно для работы
- Сварочные аппараты
- Приспособления для сварки
- Сварочные электроды
- Средства защиты сварщика
- Настраиваем правильно аппарат и выбираем электрод
- Как подключать электрод
- Подключаем кабеля к инвертору
- Начало сварки: зажигаем дугу
- Движения электрода
- Основные ошибки
- Сварка толстого металла электродом: технология, оборудование, соединение труб большой толщины
- Электрошлаковая сварка
- Преимущества и недостатки ЭШС
- Оборудование
- Электродуговая сварка
- Классификация ЭДГС
- Оборудование
- Сварные швы
- Особенности сварки труб с толстыми стенками

И так мы выбрали сварочный инвертор. Но наличие сварочного аппарата еще не залог успеха. Необходимо научиться обращаться с этим устройством. Вот о том, как происходит сварка металла инвертором, мы и поговорим в этой статье.
Сварка металла инвертором
Сварка металла при помощи инверторного сварочного аппарата — несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей. Особенно часто приходится работать инвертором владельцам автомобилей, самостоятельно производящим их ремонт.
Работа с инвертором

Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Время работы инвертора
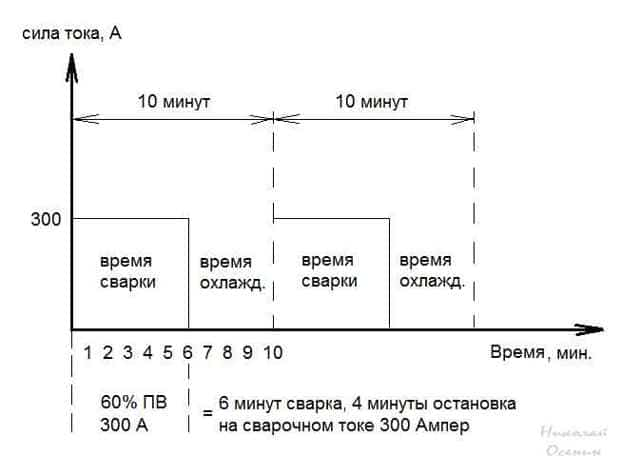
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Инструкция по сварке
Алгоритм безопасного производства работ сварочным инвертором, достаточно прост:
- Зажим заземления «-» крепится на одну из свариваемых поверхностей. В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
- Розжиг дуги, осуществляется кратковременным соприкосновением электрода со свариваемым металлом. Электрод подносят к свариваемой металлической поверхности, слегка задевая её по касательной. При высоком токе может произойти залипание электрода, при этом электрод как бы приклеивается к металлу. Для отсоединения электрод необходимо быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Касание повторяется, пока не появляется устойчивая дуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
- При наличии постоянной дуги происходит образование сварной ванны — лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает поступательные движения между свариваемыми деталями, обеспечивая максимально прочное соединение.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
Если научиться контролировать длину дуги, появится возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки.
Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла.
Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла.
Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет).
Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Как варить толстый металл инвертором
Как заварить глушитель инвертором
Многие автовладельцы задаются вопросом: как качественно залатать глушитель с помощью инвертора? При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка. Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
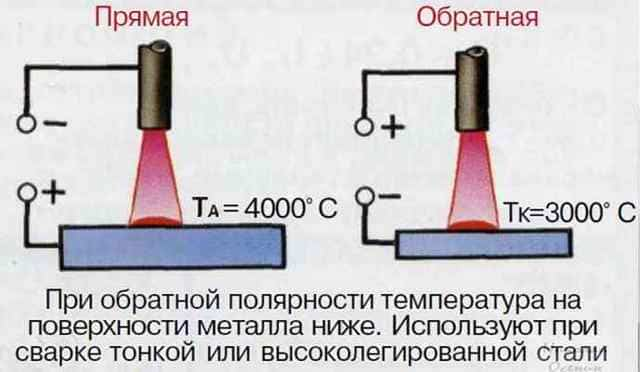
Прямая и обратная полярность при сваривании металла инвертором
В зависимости от того, какой шов требуется получить применяют прямую или обратную полярность подключения электрода. При прямой полярности электрод подключается к минусу источника питания, а при обратной к плюсу.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается.
И так мы рассмотрели тему как происходит сварка металла инвертором. Надеюсь, что она поможет вам научиться обращаться с инвертором. В следующей статье я расскажу о неисправностях сварочных аппаратов.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Качественная сварка толстого металла
Сварка толстого металла основана на методе многослойного шва, при котором элементы должны накладываться на кромки стыков с применением особых технологических процессов. Существует несколько приемов для осуществления сварки металла с толстыми стенками, где предусматривается технологическая подготовка кромок и некоторые тонкости при соединении изделий со стенкой от 20 мм и выше.
 В месте соединения двух деталей необходимо оставить зазор там, где будет проходить электрод.
В месте соединения двух деталей необходимо оставить зазор там, где будет проходить электрод.
Как подготовить кромку: особенности
Перед началом сварки заготовок, какое бы сечение ни имел бы материал, кромки необходимо подготовить, тщательно подходя к этому вопросу:
- первую кромку нужно сточить под U — образную форму;
- под ступенчатый профиль стачивается другая кромка.
Предварительная подготовка перед сваркой толстого металла необходима, так как без нее соединение невозможно.
В верхней части стыкуемых деталей, в месте введения электрода, необходим зазор в 1-1.5 см и больше, а внутри плоскости его не должно быть.
Сварка толстостенного металла
При сварке металла с толстыми стенками существует несколько технологий:
- последовательное наложение шва горкой;
- наложение в виде каскада;
- последовательная или параллельная накладка блоками.
Метод сварки «горкой»
Схема сварки тонкого металла с толстым.
Первоначальный шов накладывается на зазор между деталями, используя для работы электрод сечением 5 мм. Накладываемый элемент должен составлять 1/3 толщины металла, который подвергается обработке.
После снятия окалин и брызг на первостепенный элемент накладывают второй. Размер общей высоты обоих швов будет равен 2/3 толщины.
Следуя первым двум принципам, создавая «горку», накладывается и третий слой. В этом случае толщина наваренного компонента такая же, как и сечение металла.
Накладывая четвертый элемент, выравнивается пространство, которое образовалось между кромкой и горкой.
Метод сварки «каскадом»: нюансы
Применяя этот метод, наложенный шов будет иметь несколько другой вид:
Варианты сварных соединений.
- перед тем как начать основной стык, накладывают корневой шов длиной около 20 см;
- следующий стык, имеющий длину в 40 см, как бы наползает на первый, при этом 20 см будут являться корневыми для третьего шва, а остальные 20 будут наползать на первый;
- 20 см третьего шва также будут корневыми, 20 лягут на корневой шов второго, и оставшиеся 20 будут располагаться сверху первого и второго шва;
- третий закрывается четвертым, который имеет такую же длину в 60 см и переходит на корневой участок второго шва.
Если при каскадной сварке использовать полуавтомат, то качество получается намного лучше, чем при ручном методе.
Использование сварки «блоками»
Если нет возможности использовать сварочный аппарат с полуавтоматом, то метод каскадной сварки легко изменить на блочный метод накладки швов.
При использовании блочного варианта сварка металла выглядит так:
- сварка металла начинается с корневого шва;
- поверх корневого шва наваривается следующий, который является промежуточным. Длина его составляет расстояние меньше, чем у первого шва.
- сверху промежуточного шва укладывается последующий, который выходит на поверхность толстого металла, длина его практически равна длине корневого шва.
Дуговая сварка соединений
Схема дуговой сварки.
Также сварка толстых металлических изделий может производиться дуговым методом. Возникновение дуги происходит от прикасания электрода к свариваемому месту. Здесь нужны опыт и практика, так как если промедлить с отрывом электрода от металла, то его конец «примерзнет», из-за того, что он под воздействием сильной подачи тока имеет способность расплавляться.
Во время возникновения дуги мастеру необходимо постоянно держать нужную длину дуги, также нельзя допустить обрыва дуги, и по мере плавки электрода его нужно опускать.
Бывает так, что сварка внезапно прекращается и дуга обрывается. Ее нужно зажечь снова, но уже впереди места, где произошел обрыв на неоплавленном металле, а потом только переносят на шов и заново плавят место обрыва дуги, так как там образовался кратер. Тем самым можно добиться непрерывистого сварного шва.
Чтобы заполнить шов расплавленным металлом, электрод нужно двигать вдоль шва, а чтобы обеспечить полученный шов необходимой шириной, и для плавки кромок изделия электрод двигается поперек.
Если нужно наплавить стык в виде валика, движения совершают вдоль, не отклоняясь от шва. При наплавке валика ширина стыка будет на 2 мм шире самого электрода. Во время работы электрод двигают вдоль шва, соблюдая равномерность и определенное напряжение тока.
Схема движения электродов.
В последнее время широко стали применять ручную скоростную сварку с применением метода опирания. Принцип этого метода в том, что толстообмазанный электрод плавится быстрее, чем обмазка, и это приводит к образованию козырька из обмазки.
После образования козырька электрод упирают на свариваемое место и без колебаний ведут его по всему шву, что в результате дает прекрасный шов. Таким способом совершается более глубокая проварка, в отличие от обыкновенного наложения шва, что дает более высокую производительность.
Преимущества и недостатки дуговой сварки
Плюсы ручной дуговой сварки, которая производится электродом при температуре до 60000°С и концентрированном нагреве, в отличие от газовой и водородной сварки, в том, что у нее большая скорость, маленькая температурная зона, небольшая деформация.
К недостаткам относят:
- невозможна регулировка глубины проплавки металла, нет возможности контролировать скорость расплавки электрода, что приводит к ухудшению качества стыка при сварке тонких металлов;
- затрачивается много времени на обучение квалифицированных сварщиков (около 2-х лет);
- образование шлаков с тыльной стороны стыка при использовании односторонней сварки.
Правильная сварка угловых стыков
При проведении сварочных работ бывает, что свариваемые изделия из толстого металла расположены под углом. Когда сваривают изделия, расположенные под углом, расплавленный металл стекает.
Чтобы такого не происходило, сварку в нижнем расположении рекомендовано совершать в «лодочку», а свариваемый материал располагают в таком положении, чтобы шлаки не стекали перед дугой, но нужно учесть то, что не всегда представляется доступной установка детали в нужном расположении.
Если нижнюю плоскость при угловой сварке располагать горизонтально, то может произойти непровар вершины угла или кромки.
Если начать сварку с вертикального расположенного листа, то не проварится нижний лист. Из-за того, что расплав стечет вниз, поверхность нижнего листа будет как следует не прогрета.
По этим причинам сварка этих стыков начинается с зажигания дуги на плоскости расположенной снизу.
Угол расположения электрода должен иметь по отношению к плоскости листа 45°, нужно немного наклонять его при сварке к одной и другой стороне переменно.
Соединение углов не в «лодочку» производят однослойным швом до 8 мм, а при толщине стыка большей величины накладывают от двух слоев и больше.
https://moyakovka.ru/youtu.be/J0I7Ne45Gn0
При выполнении углового шва, состоящего из многих слоев, сперва накладывают валик, сечением около 4 мм, который обеспечит глубокий провар корня. Учитывая поперечное сечение шва, нужно определиться с числом проходов. Эта величина составляется по отдельности для каждого слоя и равна 30-40 мм квадратных.
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться.
Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности.
При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает.
Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара.
При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
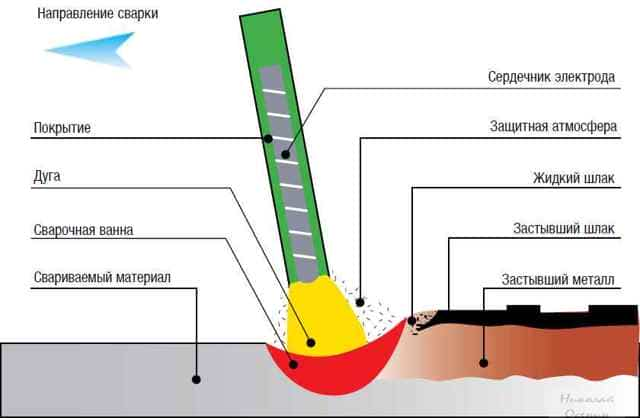
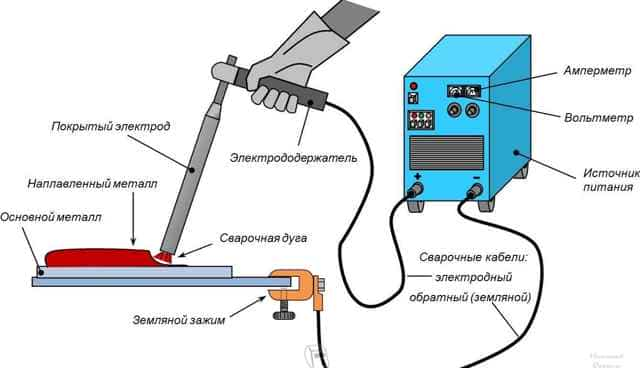
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода.
Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва.
Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты

Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки

Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды

Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика

Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой.
Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом.
Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
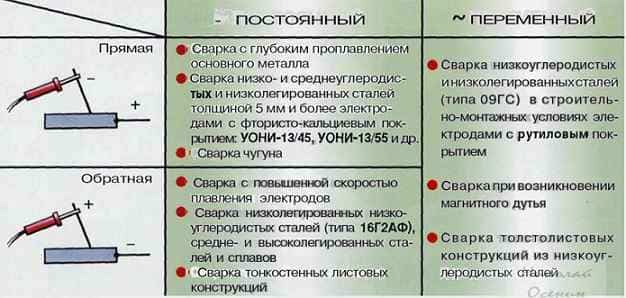
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
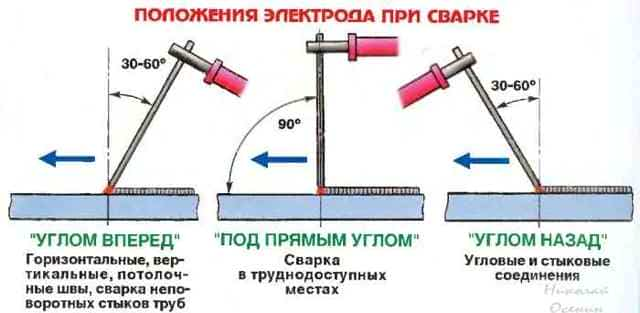
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º.
Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже.
Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку.
Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла).
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы.
При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле.
Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Сварка толстого металла электродом: технология, оборудование, соединение труб большой толщины
Для сварки толстого металла в основном используются два метода – электрошлаковый и электродуговой. Оба этих метода позволяют получить качественный шов и не требуют дорогостоящих дополнительных материалов.
Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) позволяет сваривать металлические детали толщиной до 60 см. Принцип ЭШС состоит в том, что в зазор между торцами двух свариваемых металлических деталей помещают шлаковую массу.
Эта масса расплавляется электрической дугой, создаваемой между электродом и металлическими деталями.
После расплавления шлака дуга гаснет, а через шлаковую массу протекает ток, который при правильно подобранных параметрах сварки равномерно нагревает сварочную ванну до высоких температур.
В шлаковую массу добавляется присадочный материал, который плавится вместе со шлаком и краями соединяемых деталей. Поскольку расплавленный металл тяжелее шлака, то он опускается вниз зазора и там застывает. Расплавленная масса же поднимается вверх. В результате этого процесса происходит сварка вертикального зазора.
Для того чтобы расплав не вытекал за пределы зазора, сбоку с двух сторон ставятся специальные пластины – ползуны. Они охлаждаются водой и постепенно перемещаются вверх.
Схема электрошлаковой сварки
Существует три метода осуществления ЭШС:
- В расплав непрерывно подается присадочный электрод, который расположен в горизонтальной плоскости.
- Используются пластинчатые электроды, которые заменяют собой ползуны. Благодаря перекрытию зазора, создается эффективный расплав, что позволяет соединить зазоры деталей без добавления присадки.
- Объединение первых двух методов. При этом используются пластинчатый и плавящийся электроды.
Преимущества и недостатки ЭШС
Основные достоинства ЭШС:
- защита шва от воздействия атмосферы жидким шлаком;
- малая чувствительность процесса к изменению величины тока и даже его кратковременному прерыванию;
- сварка толстого металла за один проход;
- возможность сваривать необработанные торцы деталей;
- малый расход электроэнергии и дешевизна шлаков;
- высокий КПД.
Недостатки ЭШС:
- возможна сварка только вертикальных швов или швов под острым углом к вертикали;
- при прерывании процесса возникают дефекты, которые нельзя исправить;
- шов имеет крупнозернистую структуру, что ограничивает применение изделия при низких температурах (шов становится ломким);
- для организации ЭШС необходимо иметь довольно большое количество приспособлений.
Оборудование
Для выполнения операций ЭШС используются автоматы или полуавтоматы. Второй тип оборудования используется редко, так как вручную перемещать тяжелое оборудование по вертикали для человека довольно трудно.
Автоматы для ЭШС обычно включают:
- автоматически двигающийся сварочный аппарат с медными ползунами;
- источник питания;
- устройства подачи флюса и проволоки;
- систему управления.
В зависимости от конструкции автоматы для ЭШС могут быть подвесные или самоходные (рельсового или безрельсового типа).
Электродуговая сварка
Электродуговая сварка (ЭДГС) представляет собой вид неразъемного соединения деталей, получаемого путем плавления металла электрической дугой, возникающей при подаче на электрод и металл напряжения от источника тока. При воздействии на соединяемые детали такой дуги образуется сварочная ванна из расплавленного металла, после остывания и застывания которой формируется шов, соединяющий детали.
При сварке изделий большой толщины (более 20 мм) с помощью ЭДГС невозможно проварить всю толщину изделия. Поэтому в этом случае используется многослойное наложение швов. Перед тем как начать сварку толстого металла, требуется подготовить его торцы. Чаще всего кромки торцов стачиваются под некоторым углом. Между деталями оставляют зазор.
При выполнении первого корневого (соединительного) шва используется тонкий электрод толщиной в 1-3 мм. Его использование позволяет зафиксировать детали и избежать прожога.
Последующее заполнение сварочного шва осуществляется электродом большего диаметра. При этом слой должен прокладываться по неостывшему предыдущему слою. Толщина слоя для достаточного прогрева не должна быть больше 4-5 мм.
Классификация ЭДГС
ЭДГС бывает следующих типов:
- ручная;
- полуавтоматическая;
- автоматическая.
При ручной ЭДГС сварщик вручную перемещает электрод, в результате чего образуется сварной шов. При полуавтоматической сварке присадочная проволока подается автоматически, а электрод передвигается вручную. При автоматической сварке и проволока, и электрод передвигаются автоматически.
Оборудование
Наиболее распространенным является ручная ЭДГС. При выполнении такого рода сварки используются:
- сварочный аппарат;
- ручной инструмент сварщика;
- приспособления для облегчения сварки.
Сварочный аппарат является, в первую очередь, источником питания для электрической дуги.
В качестве источников питания при ЭДГС используются сварочные трансформаторы, выпрямители (инверторы) или генераторы.
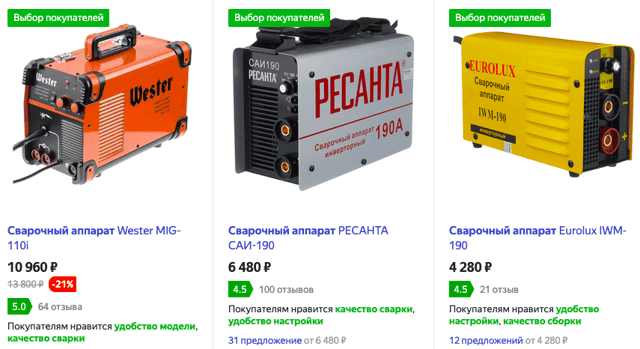 Примерная стоимость инверторных источников тока на Яндекс.маркет
Примерная стоимость инверторных источников тока на Яндекс.маркет
Сварочный трансформатор предназначен для понижения напряжения сети в более низкое напряжение горения дуги и обеспечения необходимого тока. Сварочные выпрямители состоят из понижающего трансформатора и полупроводникового выпрямителя. Они питают дугу постоянным током. Генераторы обеспечивают питание электродуги путем преобразования механической энергии в электрическую.
Кроме источника питания, в состав сварочного аппарата входят электрод, держатель для электрода и провода, подключающие источник питания к сварочной ванне. Электрод обычно представляет собой присадочный материал с обмазкой, предназначенной для защиты сварочной ванны от воздействия внешней атмосферы. Держатели для электрода бывает винтового или зажимного типа.
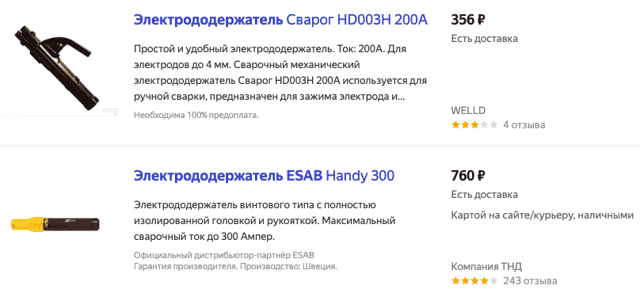 Примерная стоимость электрододержателей на Яндекс.маркет
Примерная стоимость электрододержателей на Яндекс.маркет
В качестве приспособлений сварщик должен использовать защитную маску, которая фильтрует УФ- и ИК-излучения дуги, респиратор и специальную одежду. Кроме того, в качестве ручного инструмента сварщику положено иметь молоток, зубило, металлическую щетку.
Сварные швы
При сваривании толстостенных деталей могут возникнуть поры или трещины. Для их предотвращения при сварке применяют методы:
- «горка»;
- блочный;
- каскадный.
В первом случае вначале на участке стыка в 200-300 мм формируют слой №1. После очистки его от окалины на него наваривают слой №2, который в 2 раза длиннее первого. Далее отступают на 200-300 мм от начала слоя №2 и наваривают слой №3. Таким образом заполняют весь сварочный шов швами с двух сторон от слоя №1.
При сварке металла толщиной от 20 мм используется каскадный метод. По сути, этот метод является разновидностью метода «горка». В этом случае весь шов делится на отрезки в 20 см. Сначала проваривается самый нижний участок в 20 см.
Затем поверх первого слоя кладется второй слой длиной 40 см. Поверх второго слоя кладется третий слой длиной 60 см. Таким образом укладывают слои до заполнения шва над участком №1. После этого от участка №1 варят короткие швы в обе стороны.
Благодаря этому, зона сварки будет все время нагрета, и там не образуются трещины.
При блочном методе шов сначала варят по отдельным участкам (блокам), а промежутки между ними заваривают до окончания завершения сварки всего шва.
Особенности сварки труб с толстыми стенками
Трубы с толстыми стенками используются в различных областях народного хозяйства и промышленности. Например, в трубопроводе «Турецкий поток» используются трубы с толщиной стенок в 39 мм, а в трубопроводах высокого давления могут использоваться трубы с толщиной стенок до 52 мм.
Если толщина стенок труб превышает 20 мм, то сварка таких труб может осуществляться с использованием слоев с увеличенной толщиной. Такой метод позволяет увеличить прочность соединения на 10-15%. При этом сварка таких труб должна осуществляться одновременно 2 сварочными аппаратами – один из них наносит обычный слой, а второй – толстый слой.
Как показал опыт, уже имеются результаты по сварке стыков с увеличенной толщиной слоя, при которых стыки в 45 мм были сварены за 3 прохода при толщине одного слоя в 15 мм. При этом стык имел два типа скоса кромок, один из которых Y-образный, а другой – двухступенчатый.





