- Как создаётся ювелирное изделие: от эскиза до конечного продукта – Leta
- 1. Мудборд коллекции и создание эскиза
- 2. 3D-моделирование и мастер-модель
- 3. Изготовление пресс-формы
- 4. Восковки, «восковые ёлки» и гипсовая формомасса
- 5. Литье
- 6. Галтовка и монтировка
- 7. Пробирование изделий
- 8. Гальваническое покрытие и родирование
- 9. Закрепка камней
- Металлы, сплавы и покрытия, которые используются при производстве бижутерии
- Металлы в бижутерных сплавах
- ОЛОВО
- Защитные покрытия
- Гальванические ванны
- Как отличить именно гальваническое покрытие от других видов?
- Серебро
- Как очистить посеребренную фурнитуру бижутерии
- Чтобы посеребренные компоненты вновь заблестели, есть несколько способов:
- Как открыть бизнес по изготовлению бижутерии
- Из чего делают бижутерию?
- Технологии изготовления бижутерии
- Литье
- Штамповка
- Волочение
- Полировка
- Целесообразность бизнеса по производству бижутерии
- Из чего делают бижутерию? Обзор бижутерных сплавов
И вновь спасибо что вдохновляете на новый пост. Обещал состряпать демонстрацию процесса обращения восковой модели ювелирного изделия в металл. Не претендую на авторство метода. сам вычитал его на форуме много лет назад. Что-то привнес свое, что-то делаю настолько топорно что у других ювелиров идет кровь из глаз. Но я обещаю развиваться чтоб делать все правильно =)

Это рабочее место восковщика. Здесь рождается восковая модель (восковка) в натуральном масштабе и объеме. Материал — специальный твердый ювелирный воск.
Он бывает нескольких видов — от особо твердых как пластик и дерево до пластичных и упругих как резина.
Я пользуюсь универсальным вариантом, чуть подкрашивая его чтоб на темном материале было лучше видно детали и фактуры, чтобы создавать собственные авторские задумки.

А можно этот воск расплавить в ванночке и впрыснуть в резиновый слепок со своей прошлой модели и получить точную копию. Так одно изделие можно тиражировать в литье.

Но что делать с этим воском, чтобы он стал ювелирным изделием? Сам по себе воск для ношения конечно неприменим. Но с его помощью можно создать литейную форму, в которой родится изделие.
Для этого модель или несколько моделей монтируются в литниковую систему (в промышленном литье ювелирки врастают целые «ёлки» по 80-100 моделей, но я за объемами не гонюсь и лью в маленькие формы по 20-30гр металла за раз, это как правило 1-3 модели)
Восковка ставится на металлические штырьки на литейный конус (или полусферу если удобнее) 0 это будущие литники. по которым металл пойдет в форму. Литники соединяются между собой воском чтобы были так сказать сообщающиеся сосуды.

Далее в дело вступает другой ювелирный материал, про который никто не говорит — огнеупорный гипс (по нашему формомасса) — покупная смесь прочного гипса и кварцевой муки.
Обычно в производстве восковую елку наурывают подходящей по размеру железной трубой — опокой, заливают этим гипсом и вакуумируют, чтобы из смеси вышли все пузыри, масса уплотнилась и максимально качественно покрыла все поверхности восковок.
У меня вакуума пока еще нет, поэтому я прост развожу гипс и кисточкой наношу его на модели. следя чтобы нигде не было пузырей. Получаются такие модерновые скульптуры =)

Затем уже их накрываю трубой и заливаю гипсом целиком.

Раз уж разводить грязь, я предпочитаю за один раз формовать 5-8 опок.
Гипс ведет себя не как штукатурка или краска, он не засыхает а застывает, становясь твердым как камень буквально за полчаса, в нем проходит химическая реакция.
Потому уже через полчаса-час можно перевернуть форму, извлечь из нее восковой литейный конус и выкрутить железные штырьки — вот и образовались литейные каналы в будущую форму.
А литейный конус нужен был, чтобы вокруг дырочек образовалась воронка, я затем расскажу зачем она нужна.

Далее происходит то, из-за чего этот метод назвали «литье по выплавляемой модели». Опоки помещаются в печь и медленно разогреваются, из них вытекает весь воск, модели покидают форму, оставляя после себя полость в гипсе, абсолютно точно повторяющую все её детали. Когда туда зальется металл, он повторит форму модели. Иногда на отливках можно найти собственные отпечатки пальцев.
Опоки прогревают в печи, пока из них не выпарит весь воск и вода, которую мы добавляли в гипс при замешивании. В идеале формы нужно прокалить настолько, чтобы они засветились (730гр). Обычная духовка с этим не справится, нужна специальная муфельная печь или немного смекалки чем её заменить в домашних условиях) И вот тогда наступает самое интересное — литьё!

Обычная туристическая горелка на покупной баллончике способна плавить серебро, латунь и даже золото. Температура внутри чаши достигает 1100гр. И вот тут наступает самое любопытное.
Дело в том, что расплавленный металл (особенно когда его немного, меньше 100гр) ведет себя как ртутный шарик и не хочет никуда заливаться. Те дырочки на дне литейной формы настолько маленькие, что металл их игнорирует. Его можно плавить и размешивать, но он не прольется.
Чтобы он пошел в форму и максимально качественно заполнил все тонкие канальцы, существуют три метода:
1. Создать давление сверху. Для этого есть дедовский способ, когда в опоке с металлом прикладывают КАРТОФЕЛИНУ, и пар от нее загоняет металл внутрь.
2. Высосать воздух из опоки чтобы атмосферное давление само затолкнуло его внутрь. Для этого в опоке подключают вакуумный насос.
3. И самый шикарный и безумный метод, который мне нравится и который я использую — форму с металлом нужно РАСКРУТИТЬ на цепи! Тогда центробежная сила сама загонит его внутрь.
Это запись с моего МК прошлым летом на фестивале «Краски жизни» на Алтае, тут этот процесс и продемонстрирован.
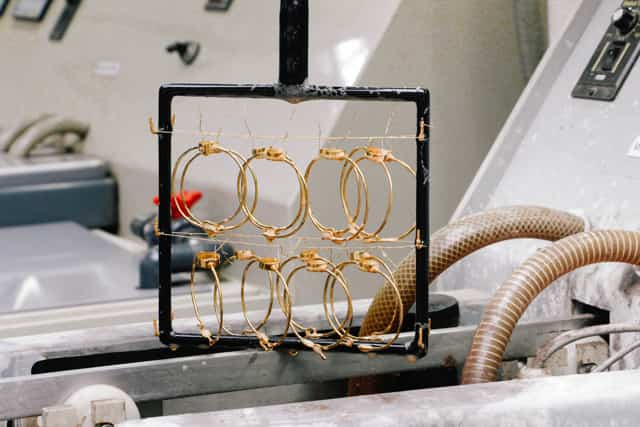
Шесть форм, залитые серебром. Черные потёки — это флюс, особый порошок который добавляется в металл при плавлении. Он покрывает металл пленкой и защищает его от окисления, очищает металл чтобы в форму не пошел шлак. Когда эта штука остывает она становится похожа на стекло.

Когда металл остынет форму можно окунуть в ведро с водой. но мне не нравится этот метод, остается много грязи которую нельзя никуда сливать, чтобы не забить трубы. Я разбиваю формы молотком. Дада, эта гипсовая форма одноразовая, и в случае неудачи восковую модель тоже не вернуть, поэтому работу нужно будет начинать заново. Поэтому ювелиры очень терпеливые)

Иногда после успешного литья получается целая гора отливок. Даже золото на этой стадии выглядит так же скучно и уныло.
Но отливка — лишь заготовка изделия, и ее следуют тщательно обработать, чтобы поверхности заблестели, кольца точно встали в размер пальцев заказчика. камни закрепились на своих местах, добавились эмали и художественное чернение.
Вот так буквально на коленке и получается вся эта красота)
Как создаётся ювелирное изделие: от эскиза до конечного продукта – Leta
Рассматривая украшения в витринах ювелирных магазинов, задумывались ли вы о том, какой путь проделывает каждое изделие, прежде чем оказаться в продаже? Сегодня мы рассказываем о работе тех, кто создаёт ювелирные изделия – поделимся «кухней» процесса и по очереди опишем все этапы, связанные с производством: от эскиза на бумаге до непосредственной реализации.
1. Мудборд коллекции и создание эскиза
Работа над ювелирной коллекцией начинается с выбора актуальной темы и источника вдохновения. Перед созданием эскизов дизайнер, как правило, составляет мудборд — визуальное представление настроения коллекции. В мудборд обычно входят графические изображения и фотографии, необходимые для отражения настроения и тематики будущей коллекции.
Далее — создание эскиза. На бумаге идея художника приобретает реальные контуры. Дизайнер разрабатывает сразу несколько версий одного украшения, которые могут отличаться элементами дизайна, вставками, вариантами застёжек и другими деталями. Из всех представленных версий изделия выбирается одна — лучшая с точки зрения эстетики и функциональности.
 |
 |
2. 3D-моделирование и мастер-модель
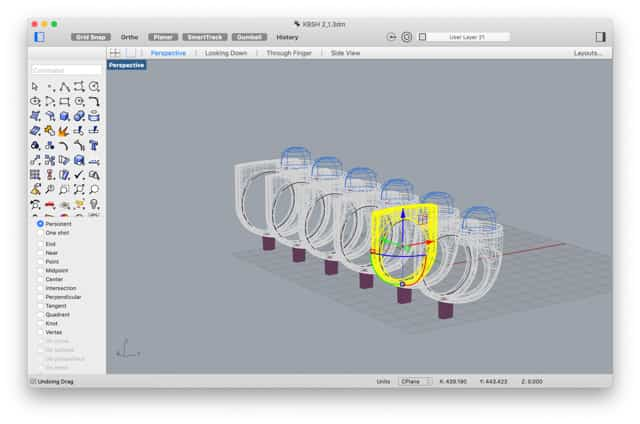
По предложенному художником эскизу в графическом редакторе (самый распространённый инструмент в ювелирной среде – Rhinoceros) строится трёхмерная модель изделия. Благодаря работе 3D-модельера, двухмерные наброски художника приобретают объем и форму.
Такой специалист по 3D-моделированию обладает компетенциями не только компьютерного проектировщика, но и дизайнера и технолога, а это значит, что он учитывает детали и технологические особенности будущих изделий.
Иногда 3D-дизайнер работает непосредственно в паре с технологом с производства, что позволяет предварительно оценить все характеристики будущего изделия и внести поправки в дизайн, прежде чем украшение обретет свою конечную форму. 3D-модель должна быть спроектирована таким образом, чтобы ювелирному производству было удобно с ней работать.
Если 3D-модель выполнена технически верно, в дальнейшем процессе производства сложностей с самим изделием уже не возникнет. В то же время неправильно выполненная 3D-модель может оказаться абсолютно непригодной в условиях производства, или же реализованный по такой модели заказ может повысить себестоимость изделия в несколько раз.
Созданную в графическом редакторе модель печатают на 3D-принтере специальным полимером или воском. Эту мягкую на ощупь модель заливают жидким гипсом и помещают в печь.
При высокой температуре гипс застывает, образовывая полость в виде формы модели, а воск или полимер вытекает через оставленное отверстие. Далее в эту полость заливают жидкий металл (как правило, латунь), где он со временем остывает. Так получается мастер-модель изделия.
Готовое металлическое изделие дорабатывается вручную до эталона для всех будущих изделий. Важно заметить, что, например, для каждого размера кольца или для каждого отдельного элемента украшения создается своя мастер-модель.
Если уже после получения мастер-модели у неё обнаруживаются значительные недостатки при проектировании, на этом этапе процесс возвращается к доработке 3D-модели.

3. Изготовление пресс-формы
Следующий этап — это создание пресс-формы, которая позволяет максимально ускорить и упростить процесс производства, поставив его на поток. Сырьём для пресс-форм являются резиновые смеси, поэтому в профессиональной среде пресс-формы называют просто «резинками».
Уже готовую мастер-модель заключают в эту пластичную массу, затем помещают в вулканизационный пресс и прогревают 5 минут, после чего в течение 40 минут вулканизируют при высоком давлении и температуре около 140-150°С. В это время напоминающая пластилин масса затвердевает до состояния резины.
После этого резчики особыми инструментами аккуратно разрезают пресс-форму и вынимают мастер-модель, оставившую в резине объёмный отпечаток. Теперь изделие может выпускаться в любых объёмах. Все изделия, изготовленные с помощью такой резинки, будут выглядеть одинаково.
Простые изделия, без сложных составных частей, можно изготовить с помощью одной резинки, в то время как изделия более сложного дизайна, как правило, требуют использование нескольких резиновых пресс-форм (для каждой детали изделия создается своя резинка).
Стоит отметить, что резинки не вечны, однако имея мастер-модель, всегда можно изготовить новую пресс-форму. Изготовление пресс-формы завершает этапы подготовки к производству.

4. Восковки, «восковые ёлки» и гипсовая формомасса
На этом этапе производства ювелирные изделия приобретают вполне реальную, хоть и восковую форму, которая потом становится своеобразным трафаретом для литья из металла. Работа по изготовлению восковых моделей начинается с технического задания, в котором указывается количество необходимых изделий и размерный ряд.
С помощью специального оборудования (инжектора) расплавленный воск впрыскивается в пресс-форму. Для того чтобы воск быстрее застывал, пресс-формы обязательно должны быть холодными. Поэтому по мере нагревания резинок восковщик кладёт их в морозильную камеру для охлаждения.
Готовые восковки вместе с нарядом сдаются на проверку в отдел качества. Прошедшие контроль качества восковки присоединяются к восковому стержню. В результате получается восковое дерево — заготовка для отливки в металле, по форме напоминающая ёлку.
На восковых ёлках изделия сгруппированы по металлам: одна ёлка — изделия из серебра, вторая — из золота и т.д. Далее всю эту восковую конструкцию заливают гипсом, после чего отправляют в печь для создания литейной формы. При высокой температуре воск вытекает, а остатки его выгорают, образуя полую гипсовою форму внутри.
Именно эту форму будут использовать для литья. Основная задача этого этапа — получить одну максимально вместительную по количеству изделий гипсовую форму для литья.

5. Литье
В зависимости от необходимого металла, литейщик на ювелирном производстве готовит сплав для заливки, смешивая чистый металл (в случае с нашими украшениями — это серебро) с лигатурой — смесью металлов (как правило это медь, никель, цинк, но могут быть и другие).
Компоненты расплавляются вместе, тщательно перемешиваются для достижения равномерности содержания и выливаются в подготовленную заранее гипсовую форму. Смесь остывает, гипсовую форму раскалывают, остатки гипса размывают струёй воды и достают уже готовую ёлку в металле. Литые восковые ёлки разбираются на элементы, изделия отсоединяются и поступают на обработку.
Оставшийся стержень с литниками (металлическими стержнями, к которым были прикреплены изделия) идёт на переплавку.

6. Галтовка и монтировка
Следующий шаг — галтовка. Суть этого метода обработки заключается в полировке изделий путём перемешивания в специальном барабане с абразивом, где находятся керамические частицы в виде иголок, шариков, пирамидок. После галтовки поверхность украшений становится более гладкой и плотной.

Основная часть изделий дорабатывается вручную. Монтировка, доработка и подгонка деталей — кропотливое занятие, требующее внимательности. От качества монтировки в ювелирном производстве зависит прочность будущего ювелирного украшения. После этого изделия вручную полируются до блеска.
7. Пробирование изделий
После галтовки и монтировки все ювелирные изделия отправляются в пробирную инспекцию. В пробирной инспекции изделия проходят анализ на соответствие пробы ГОСТу.
Если заявленная проба подтверждается, на изделиях ставится специальное пробирное клеймо и именник производства. Согласно закону, проба в обязательном порядке ставится на все изделия из драгоценных металлов.
Единственное исключение сделано для серебра: если вес серебряного изделия меньше трёх грамм, то проба ставится по желанию.

8. Гальваническое покрытие и родирование
В дальнейшем, те изделия, в дизайне которых предусмотрена позолота, покрываются тонким слоем золота (в наших серебряных изделиях мы используем цвет 750-ой пробы) с помощью электрического тока и гальванической ванны.
Серебряные изделия без позолоты проходят родирование по той же технологии.
Происходит это посредством электрохимической реакции, при которой на металле изделий, погружённых в ванну со специальным раствором, осаждаются частицы наносимого металла.
Родий — один из самых редких металлов платиновой группы. Благодаря высокой прочности, стойкости к температурному воздействию, а также к влиянию кислот и других агрессивных сред, родий используют в качестве защитного покрытия украшений из серебра и белого золота.
Кроме того, родий гипоаллергенен и не вызывает раздражений и покраснений. Наши серебряные изделия проходят обязательный процесс гальванического родирования, которое защищает металл от естественного потемнения и царапин и придаёт красивый блеск.
Стоит отметить, что гальваническое золочение и родирование никак не влияют на пробу изделия, именно поэтому этот этап следует за пробированием.
9. Закрепка камней
Финальный этап производства — это закрепка камней, которые предварительно отбираются для каждого ювелирного изделия. Существует два вида закрепки — использование клея или закрепка самим металлом.
Независимо от выбранного вида, на данном этапе особенно важна аккуратность и точность выполнения работы: закрепщик должен установить камни в пазы, прикрепив их так, чтобы они не могли выпасть при ношении. Органическое происхождение янтаря, мягкость материала, а также наличие включений и пузырьков воздуха делают процесс работы с камнем крайне трудоемким.
Закрепщик, работающий с янтарём, должен обладать исключительными знаниями о физических свойствах камня, чтобы избежать возникновения сколов и трещин.
Создание цельной и самодостаточной ювелирной коллекции — сложный и многоступенчатый процесс, в котором все стадии тесно связаны между собой.
Особенно важным считается 3D-моделирование — именно от этого этапа напрямую зависит, насколько простой и быстрой будет непосредственная реализации заказа на производстве.
В среднем подготовительные этапы производства занимают около месяца, и столько же непосредственная реализация заказа на мануфактуре.
Среди всех ювелирных изделий наиболее дорогостоящим считается производство серёжек. По сути, в розничную цену должна закладываться стоимость производства сразу двух изделий, поэтому расчет адекватной затратам рыночной стоимости — непростой вопрос.
Одним из самых сложных также считается создание колец, и не только с точки зрения производства (на каждый размер нужна отдельная мастер-модель и, соответственно, отдельные резинки), но и из-за расчета дальнейшей реализации продукции — при заказе нужно обязательно учитывать спрос на тот или иной размер колец.
Стоит отметить, что описанный выше процесс относится только к созданию монолитных ювелирных изделий (колец, браслетов, кулонов, серёжек). Такие элементы украшения как цепочки, застёжки и другие виды фурнитуры закупаются на ювелирных производствах отдельно, как правило, у других компаний, которые специализируются на плетении цепочек и создании соединительных элементов к ним.
Конечно, описанная выше модель производства не единственная, однако именно она считается наиболее пригодной при промышленных масштабах.
Металлы, сплавы и покрытия, которые используются при производстве бижутерии
Для изготовления бижутерии используются сплавы таких цветных металлов: олово, латунь, медь, никель, некоторые виды технических сталей. От того, какой металл преобладает, зависит цвет изделия.
Металлы в бижутерных сплавах

ОЛОВО
Если много олова в сплаве, то на выходе получаются матовые оттенки серого. Такие сплавы легкие, но не прочные и ломкие. Подобное качество демонстрируют изделия китайского происхождения.

Когда в сплаве превалирует медь, то цвет получается более коричневым, металл же получается с эффектом старины. Большое наличие меди характерно для чешских украшений.
Покупая бижутерию, не стоит забывать, что для медных соединений окисление на воздухе – естественный процесс. Изделия из меди с годами темнеют, поэтому их нужно регулярно чистить.
Способы чистки медных изделий заключается в натирании поверхности мягкой тканью до полировки. Никогда не используйте растворы с чистящими средствами.

Аналогично используется латунь, которая, по сути, является сплавом на основе меди. Изделия из латуни имеют желтовато-зеленые оттенки с примесью серого. Цвет чем-то похож на бронзу, но может отличаться из-за наличия других компонентов. Латунь нашла применение при изготовлении элементов декора в стиле «антик» у чешских производителей.

Алюминий также облюбовали производители украшений из Чехии. По цвету он близок к стали, такой же глянцевый и блестящий. Сталь добавленная в сплавы повышает прочность. Используют при производстве модных украшений.

Никель – металл практически черного цвета. Легко окисляется. При содержании в больших пропорциях в сплаве может вызывать аллергию. По этой причине многие женщины отказываются носить бижутерию китайского производства.

Заметим, что основой украшений чешских фирм стал ювелирный сплав томпак (90% меди и около 10% цинка). Ему свойственна высокая степень устойчивости к процессам коррозии, а также повышенная пластичность. В нем нет никеля, опасного для организма. Обычно в серьгах делают пусеты из титана, который относится к медицинским материалам не вызывающим аллергии.
Вся продукция, выпускаемая в Чехии, проходит проверку в соответствии с чешскими государственными стандартами.
Защитные покрытия
Гальванические ванны

В производстве бижутерии практикуют гальванические ванны. Такое покрытие наносят в специальных электролитических ваннах с растворами солей золота, при этом пропускается ток. В результате такого электрохимического процесса один металл осаждается на другом.
Такие виды покрытия обладают повышенной износостойкостью, в отличии от фольгирования, напыления, покраска. Данное преимущество достигается благодаря межатомному соединению. Более прочными могут быть лишь сплавы двух металлов.
Гальваническое покрытие более стойкое, оно способно придать украшению прочность. Для таких покрытий медь наиболее удачный компонент, так как металл не опасен для организма. По химико-физическим свойствам это оптимальный вариант при нанесении покрытий их благородных металлов. Гальваническое покрытие отличается еще двумя важными преимуществами – эстетичностью и экономичностью.

Процент содержания золота очень мал (менее 20 микрон), что не приводит к удорожанию. То есть покупатель берет, чуть ли не ювелирное изделие по цене бижутерии.
Исчезнуть гальванический слой может лишь вместе с металлом. Это значит, что при механическом повреждении появится медный слой. Царапины и сколы тоже не желательны.
Как отличить именно гальваническое покрытие от других видов?
Саму границу между медным и золотым слоем различить практически невозможно. Даже если нарочно поцарапать изделие, к примеру, плоскогубцами, то невооруженным взглядом вы не увидите этой грани, так как металлы взаимопроникают друг в друга. Чего не скажешь про напыление или фольгированние.
Виды покрытий
- с содержанием родия, палладия, осмия (в дорогих коллекциях чешских и итальянских, и коллекции Jenavi);
- с содержанием рутения (корейские и итальянские коллекции);
- с содержанием никеля (в основном китайская бижутерия);
- с содержанием меди, бронзы и латуни (Италия и Чехия).
Только дорогим коллекциям Jenavi и бижутерии чешского и итальянского происхождения свойственно наличие гальванического слоя золота или серебра от 0,1 до 0,3 мкм. Такие вещи не темнеют при повседневной носке и не вступают в реакцию с другими элементами из воздуха.
Серебро

Препятствовать почернению невозможно. Следует лишь постоянно ухаживать за изделием из серебра и следовать советам по его хранению. Например, нельзя чтобы серебряные вещи лежали рядом с яйцом. От такого соседства серебро почернеет.
Как очистить посеребренную фурнитуру бижутерии
Чтобы почистить посеребренные компоненты не используйте абразивные вещества. Тереть с усилием можно разве что серебро 925 пробы. А вот посеребренная фурнитура требует более бережного отношения. При механическом воздействии слой посеребрения может истереться и оголиться сплав-основа.
Чтобы посеребренные компоненты вновь заблестели, есть несколько способов:
- Почерневшую посеребренную фурнитуру следует натереть тканью, предназначенной для полировки ювелирных изделий. Можно использовать фланель или сукно.
- Для очистки патины на фурнитуре под античное серебро можно применить слабый мыльный раствор с последующим натиранием досуха мягкой х/б тканью.
- Не стоит замачивать с помощью раствора все элементы или изделие сразу.
Попробуйте сначала на небольшом участке с малозаметной стороны, а вдруг средство не подходит.
Следите за ювелирными изделиями, старайтесь содержать их в порядке!
Как открыть бизнес по изготовлению бижутерии
Качественная авторская бижутерия привлекает женщин с развитым художественным вкусом. Можно делать такую бижутерию или наладить небольшое производство с разнообразным ассортиментом. Российский рынок сейчас наводнен китайскими и турецкими украшениями, попробуйте составить им конкуренцию.

Бижутерия как бизнес
Изготовление бижутерии, по мнению экспертов в области маркетинга, относится к сегменту домашнего предпринимательства. Аргументируется эта точка зрения тем, что при больших объемах производимых изделий приходится налаживать контакты со многими реализаторами. Продавцы украшений предпочитают расширять ассортимент, а не закупать большие партии одинаковых изделий.
Действительно, небольшой магазинчик бижутерии выставляет не меньше 500 наименований товара, преимущественно в ценовом диапазоне от 500 до 1 000 руб. При этом украшения должны быть модными, а рентабельность продажи приближаться к 200%. Чтобы войти в рынок бижутерии, производитель должен предлагать современные, качественные и дешевые товары.
Специалисты выделяют три ценовых сегмента в торговле бижутерией:
- До 15$ за единицу – нижний сегмент.
- 45-65$ за единицу – средний сегмент.
- Свыше 70$ – ювелирная бижутерия.
Активным спросом пользуется недорогая бижутерия из нижнего сегмента, чуть меньше востребованы украшения в среднем сегменте.
На российском рынке преобладает импортная продукция – 60-80% от общего числа. В основном, это дешевые и не очень качественные товары из Китая, Турции, Индии и Афганистана. Бижутерия среднего сегмента поступает по большей части из Китая, хотя на ярлыках обычно указано другое происхождение.
Продаются такие изделия в торговых центрах, магазинах и в интернете. В магазинах встречаются польские, французские, итальянские и немецкие изделия. Ювелирную бижутерию производят компании, относящиеся к известным брендам одежды и парфюмерии, и купить ее можно в фирменных магазинах.
Спрос на бижутерию постоянно увеличивается, но женщины все более требовательны к качеству.
Из чего делают бижутерию?
Материалы могут быть самыми разными: металл, стекло, дерево, пластик, поделочные камни, текстиль, керамика. В нашей стране охотно покупают украшения из бусин, чешского хрусталя, пластика и металлической фурнитуры. Популярность пластика объясняется дешевизной, яркостью и многовариантностью этого материала. Из чешского хрусталя делают бусины разной степени прозрачности и цветов.
Основой колье и браслетов становится ювелирный тросик, состоящий из переплетенных проволок в пластиковой оболочке. Также используется леска, металлическая проволока, льняные вощеные шнуры разных цветов.
Бижутерию среднего ценового сегмента делают из стеклянных бусин фабричного производства. Ювелирная бижутерия требует более оригинальных решений.
Изготовители разрабатывают, например, витые бусины лэмпворк или миллефиори, материалом для которых становится венецианское стекло. Часто элементы бижутерии совершенно уникальны, так как производятся вручную.
Этими дорогими материалами объясняется высокая стоимость такой бижутерии.
Технологии изготовления бижутерии
Бижутерия может быть достаточно дорогой, даже если изготовлена она из недорогих материалов. Иногда цена бижутерии приближается к цене украшений из драгоценных металлов. Объясняется цена тем, что в дизайнерских разработках участвуют именитые стилисты, дизайнеры, художники, технологи.
Литье
При литье изделию придают форму, заливая жидкий материал в матрицу. Мастер-модель (форму для литья) изготавливают из металла с температурой плавления больше 300 градусов. При литье нужно учитывать, что изделие будет полироваться и опиливаться, значит, модель должна быть немного больше предполагаемого изделия.
Далее создают резиновую пресс-форму, которую заливают воском, чтобы получить модель будущего изделия. После изготовления нескольких восковых моделей их прикрепляют электропаяльником к восковому литнику.
Таким образом получают восковую елочку. Эту конструкцию помещают в опоку, заливают гипсом и нагревают, чтобы выплавить воск. В опоку вливают металл.
В конце процесса отливки очищают вручную или ультразвуком и разбирают.
Для придания листу или изделию нужной толщины применяют прокатку (вальцевание). Так можно раскатать лист толщиной 1 мм или проволоку.
После перечисленных операций металл становится хрупким, поэтому его нужно подвергнуть отжигу, сначала нагревая, а потом охлаждая. Полуфабрикат помещают в муфельную печь и оставляют до полного остывания.
Отжиг рекомендуется проводить после изменения диаметра полуфабриката.
Штамповка
После отжига металл проходит штамповку. Под штампом заготовка приобретает необходимый рисунок. Изображение появляется на штамп-форме. Для сложных рисунков штамповку выполняют в несколько этапов, не забывая об отжиге.
Волочение
Процесс изготовления круглой проволоки определенного диаметра, обычно, 0,1 мм. Фильеры для избегания перегрева и разрывов смазывают смесью на основе масла. В отверстия фильер помещают проволоку с равномерным натяжением. Изделие отправляют на отжиг.
Отдельного внимания требуют цепочки и различные переплетения, для производства которых нужен цепевязальный цех с необходимым оборудованием. Скорость работы станка – до 500 звеньев в минуту. При изготовлении получается цепь с незапаянными звеньями, которую нужно промыть, обезжирить и запаять в специальной печи. Для завершения концов цепочки необходима машинка, образующая припой.
Полировка
Последний этап на пути от полуфабриката к готовому изделию. Это отделочная операция, требующая определенного подхода в каждом случае. Так, кольца полируют, матируют и покрывают специальными составами.
Целесообразность бизнеса по производству бижутерии
Почти все европейские компании, специализирующиеся на производстве бижутерии, размещают производство в Китае. Это вполне объяснимо – дешевая рабочая сила позволяет выпускать не слишком дорогую продукцию. Можно было бы порекомендовать такое решение и нашим предпринимателям, если бы обязательным условием такого производства не был постоянный контроль за качеством.
В России данная ниша бизнеса практически не заполнена, так как на рынке присутствует всего 10% бижутерии отечественного производства.
Занимаются изготовлением украшений преимущественно полукустарные производства, чье качество мало отличается от китайского, а цена получается более высокой.
Для открытия полноценного производства нужны финансовые вложения на уровне нескольких десятков миллионов рублей, что врядли позволит достичь рентабельности.
Наиболее реальный вариант развития данного бизнеса – открытие предприятия в Китае, но при условии, что вы сможете разработать интересные модели, которые будут качественно лучше представленных на рынке.
© Старецкая Елена, BBF.RU
Из чего делают бижутерию? Обзор бижутерных сплавов
Подбирая себе новое колечко или серьги, вы наверняка обращаете внимание на металл, из которого они сделаны.
Ведь помимо золота и серебра существует и масса других материалов, которые будут смотреться стильно и необычно, подчёркивая ваш вкус и индивидуальность.
Самые популярные металлы и их сплавы, используемые при создании современных украшений, мы тезисно рассмотрим в этой статье. Итак.
Титановый сплав. Смотрится и стоит дорого, очень прочный и лёгкий, может быть практически любого оттенка (но его естественный тон − серебристо-белый), гипоаллергенный.
Сталь. Обычно в оттенках серебра, серая, хромированная, очень прочная по сравнению с большинством других материалов. С добавлением никеля она приобретает тёмный оттенок (и кстати, именно в таком сочетании может вызвать аллергическую реакцию). Нержавеющая сталь обладает высокой биосовместимостью и почти никогда не вызывает воспалений.
Мельхиор. Это сплав на основе меди и никеля, серебристого оттенка, довольно прочный (прочнее серебра), слабо подвержен коррозии и легко поддаётся обработке (что не только влияет на цену, но и делает этот материал крайне удобным для создания сложных украшений).
Нейзильбер. Сплав на основе меди, никеля и цинка. По цвету может быть как серебристым (внешне почти не отличимыми от мельхиора), так и зеленоватым или синим. Прочный, дешевле мельхиора.
Бронза. Прочный, износостойкий материал. По цвету может варьироваться от красного до белого тонов в зависимости от металлов, входящих в её состав: оловянная бронза (с оловом, часто свинцом, цинком и фосфором) и безоловянная. Украшения из бронзы выглядят благородно, напоминая состаренные, антикварные изделия.
Медь. Украшения могут быть сделаны целиком из меди, её сплавов (с алюминием, цинком или оловом), либо методом медного патинирования. Со временем медь темнеет, поэтому её периодически нужно чистить.
Латунь. Сплав меди и цинка, оттенок которого напрямую зависит от процентного содержания последнего компонента: чем больше в составе цинка, тем латунь светлее. Латунные украшения довольно неприхотливы в уходе и долговечны, но со временем могут слегка поменять цвет.
Томпак. Сплав на основе меди и цинка, внешне похож на золото и латунь, антикоррозийный, хорошо сочетающийся с эмалями и другим металлическим напылениям.
Некоторые сплавы могут быть покрашены сверху или иметь тонкое напыление золота или серебра. Гальваническое напыление, например, делает изделие прочнее, оно даёт очень качественный и красивый результат и стоит, конечно, дорого.
Бывают родиевые (помимо прочности, добавляют украшению красивый блеск и сияние), осмиевые, палладиевые покрытия. И подешевле: никелевые, рутениевые, медные, бронзовые и латунные.
Но чаще всего аллергические реакции возникают на украшения с высоким содержанием никеля.
Конечно, есть ещё масса других материалов и сплавов, уникальных по своим характеристикам. Но о них мы расскажем в наших следующих статьях.
Подписывайтесь на наш канал, следите за новинками, задавайте вопросы! ?





