- 5 Сварог РЗ 62-3F 1C005-0012
- 4 КЕДР Р3П-05 1390036
- 3 ДОНМЕТ РК Вогник 182
- 2 REDIUS Р2А-01М
- 1 Krass Р3П-300
- 5 Kovea KT-2911 Long Canon
- 4 Следопыт GTP-R03
- 3 Kovea KT-2008
- 2 Campingaz Chalugaz profil
- 1 СЛЕДОПЫТ-GTP-S05
- Виды газовых резаков и как пользоваться резаком пропан+кислород
- Принцип действия и виды
- Конструкция
- Размеры и вес
- Портативные газовые резаки
- На что обратить внимание при выборе газового резака
- Как пользоваться кислородно-пропановым резаком
- Виды газовых резаков и принцип действия
- Газовые резаки
- Резаки ацетиленовые инжекторные
- Резаки пропановые инжекторные
- Резаки комбинированные инжекторные
- Что такое газовый резак
- Работа газовым резаком
- Качество резки зависит
- Буквенное обозначение горючего газа при маркировке резака
- Где купить
- Доставка
| Место | Наименование | Характеристика в рейтинге |
| Лучшие газовые резаки по металлу |
| Лучшие ручные резаки по металлу |
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться.
Конструкция резака подбирается индивидуально, в зависимости от поставленных задач.
Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать.
Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.
Такие инструменты тоже представлены в нашем рейтинге.
5 Сварог РЗ 62-3F 1C005-0012

Если мастеру приходится работать в условиях, когда доступна только одна рука, обычный газовый резак не подойдет, так как для него требуется использовать две руки, в частности для откручивания вентиля продува. С данным инструментом таких проблем не будет, так как продув у него организован в виде рычага, расположенного на рукоятке. Очень удобно и практично, к тому же, сила нажима напрямую влияет на интенсивность кислородного пуска.
К преимуществам производитель относит полностью лютневую конструкцию, без пластиковых или текстолитовых вставок. В описании на это делается особый упор, так как латунь прочнее и долговечнее пластика.
Вот только пришлось пожертвовать весом конструкции, и здесь он составляет более 900 грамм, что при длине в 400 миллиметров довольно много. Особенно вес скажется на тех, кто использует данный резак по прямому назначению, то есть работает с ним одной рукой.
В течение нескольких часов удерживать такой инструмент будет определенно сложно.
4 КЕДР Р3П-05 1390036
Резка металла не всегда происходит в удобном для мастера положении. Зачастую приходится забираться в очень трудные места, и без такого инструмента не обойтись. Главная особенность здесь – удлиненная конструкция. Длина всего резака 520 миллиметров, а вес 900 грамм. Не самое легкое изделие, и возникает вопрос к расположению вентилей. А точнее к одному вентилю, отвечающему за подачу горючего газа. Он располагается в начале резака, и сложно сказать, насколько удобно такое размещение.
Но основное преимущество – это универсальность. Несмотря на наличие кислородного продува, используемого на пропановых и плазменных резаках, этот инструмент также может работать с бензином и ацетиленом.
Для смены рабочего газа достаточно заменить сопло, каждое из которых оснащено специальной защитной сеткой, предотвращающей обратный удар. И при учете такой универсальности к преимуществам добавляется цена.
Не лучшая даже в нашем рейтинге, но вполне приемлемая даже для российского бренда.
3 ДОНМЕТ РК Вогник 182
Плазменный резак бывает нескольких типов, и для создания мощной струи не обязательно использовать плазмотрон. Также плазменный резак может работать на бензине, а точнее на его парах, и перед нами именно такой инструмент, предназначенный для резки черных металлов толщиной до 200 миллиметров.
Не лучший показатель, да и ширина реза оставляет желать лучшего. Сопло довольно толстое, что нормально для бензиновых моделей, а накладки вентилей изготовлены из пластика. Этот факт можно назвать недостатком, особенно учитывая стоимость инструмента.
Прибор довольно дорогой и используется в современной промышленности не так часто. Что же касается конкурентных преимуществ данной модели, то тут можно выделить полностью разборную конструкцию.
То есть здесь откручиваются не только сопла, а разбирается вся система и в случае необходимости любой модуль можно поменять, что при учете не лучшего ценника является очень актуальным аспектом.
2 REDIUS Р2А-01М
Трудность, с которой сталкивается мастер при резке металла – тяжесть инструмента. Горелка или газовый резак часто достигают в весе килограмма, и взаимодействовать с ними становится очень сложно. Именно на этот фактор делает упор данный производитель, указывая в описании предельно легкий вес изделия – всего 700 грамм. При этом длина почти полметра, то есть это полноценный резак со стандартными параметрами, а не его уменьшенная версия.
Отдельного внимания заслуживают сопла, имеющие защиту от обратного удара, что делает конструкцию самой безопасной.
А рукоятка из термического пластика позволяет не переживать за сохранность при работе и не опасаться случайных контактов с нагретой поверхностью. Также необходимо упомянуть привлекательную стоимость.
Да, цена не лучшая на рынке и в нашем рейтинге, но вполне приемлемая для устройств подобного класса. Напомним, что это профессиональная модель, рассчитанная на самые высокие нагрузки.
1 Krass Р3П-300
Газовый резак имеет промышленное назначение, и вряд ли он стоит в каждом гараже. Плазменный инструмент также нельзя назвать доступным ввиду его стоимости, и если у вас возникла необходимость разрезать небольшую металлическую деталь, можно воспользоваться небольшим, баллонным резаком. Принцип его работы отличается, так как нет активатора в лице подаваемого под давлением кислорода. Это уменьшает глубину производимого реза, но для бытовых работ его как правило вполне достаточно.
5 Kovea KT-2911 Long Canon

Далеко не каждый резак способен развить температуру свыше 1500 градусов. Плазменный инструмент с такой задачей справится без труда, но есть и ручные модели, которым такая высота не только подвластная, но и не является пределом. В данной модели максимум – 2500 градусов, и это лучший результат, который нам удалось найти.
Учитывая такой уровень нагрева, производитель позаботился о безопасности мастера, и сделал рукоятку длинной, а сопло максимально удалил от баллона. Кстати, при необходимости этот резак можно подключать и к обычным бытовым баллонам, при помощи переходника, который уже идет в комплекте.
Есть и цанговое соединение, но учитывая расход топлива в 300 миллилитров в час, использование портативных емкостей можно считать нерациональным, да еще и дорогостоящим.
Такой резак без труда прогреет и расплавит металлическую деталь толщиной до 15 миллиметров, а задачи прогрева или накаливания деталей для него и вовсе не являются трудностями.
4 Следопыт GTP-R03

По габаритам газовые резаки можно условно поделить на три категории. Данная модель относится к наиболее маленьким устройствам, предназначенным для самых мелких работ. Он не подсоединяется к баллонам, а самостоятельно заправляется топливом, в данном случае пропаном. При увеличении мощности на максимум, в точке газовой струи можно достичь температуры до 1600 градусов, что позволяет плавить даже сталь, но на самом деле, с такой задачей инструмент не справится, так как для прогрева заготовки ему просто не хватит топлива в небольшой емкости.
Основное назначение инструмента – прогрев деталей, нуждающихся в обработке высокими температурами. Например, при откручивании окисленных гаек и прочих резьбовых соединений.
При работе на максимальном уровне, одной заправки горелки хватит всего на 15 минут работы. В промышленном масштабе это очень мало, но в бытовых целях может оказаться вполне достаточно.
Например, заготовку из тонкого листового металла, данные резак обработает без проблем.
3 Kovea KT-2008
Портативный газовый резак способен не только нагревать металлические детали, но и полностью их расплавлять. С такой задачей справляется далеко не каждый инструмент, и один из них перед нами. Максимально достигаемая температура здесь 1950 градусов, что позволяет очень быстро прогреть, а после этого и расплавлять металлическую заготовку. При такой мощности производителю пришлось пожертвовать экономичностью, и съедает инструмент более 200 грамм за час работы. Впрочем, сам производитель рекомендует использовать только высокие баллоны собственного производства. Вмещающие до 750 грамм топлива, и хватит такой емкости примерно на три часа.
Также следует учитывать ширину сопла. Это не плазменный резак, и произвести с его помощью тонкий, аккуратный разрез не получится.
В случае с тонкими деталями не получится избежать деформации, даже при минимальном режиме работы горелки.
Проще говоря, ее назначение – резка деталей, не предназначенных для дальнейшего использования, или для прогрева различных деталей, нуждающихся в воздействии высоких температур, близких в точке плавления.
2 Campingaz Chalugaz profil
Портативные газовые резаки не всегда удобны в работе. Они компонуются с баллоном, и подобраться в неудобные места с ними довольно сложно. На помощь придет данный инструмент, работающий от обычного бытового баллона с пропаном. К нему он подсоединяется при помощи гибкого шланга длиной 1,3 метра, что не сковывает мастера в работе и позволяет не переносить постоянно за собой баллон.
Несмотря на отсутствие принудительной подачи кислорода, резак развивает температуру до 1 800 градусов, что выше точки плавления стали, а расход топлива при такой нагрузке составляет всего 300 грамм в час.
Не самый скромный показатель, но при учете наличия таких высокотемпературных режимов вполне адекватный. Также к преимуществам отнесем наличие пьезевого поджига и отсутствие необходимости разогревать инструмент перед работой.
После включения он уже готов к применению, необходимо только запустить инструмент на максимальном уровне, после чего убавить подачу топлива до необходимого значения.
1 СЛЕДОПЫТ-GTP-S05

Российский бренд Следопыт известен всем любителям туризма и активного отдыха, но помимо туристических приспособлений есть в его арсенале и резаки, один из которых по праву удостаивается звания лучшего, и причин тому несколько. Во-первых, экономичность. При максимальном открытии клапана, прибор расходует всего 55 миллилитров топлива за час работы. Это лучший результат, и только за это инструмент можно поставить на первое место рейтинга. Во-вторых, возможность работы при экстремально высоких температурах. Нагрев струи – 1600 градусов, что выше температуры плавления стали.
Несмотря на работу при таком нагреве, инструмент имеет высокий класс безопасности, и можно не опасаться за перегрев рукоятки. Мощность горелки 1,2 киловатта, что сопоставимо с полноценными резаками, работающими от двух газовых баллонов.
Секрет такой мощности кроется в смеси, то есть в баллоне находится не просто пропан, а горючая жидкость с высоким октановым числом.
А вот из недостатков выделяется отсутствие возможности вращения сопла, что компенсируется удобной ручкой и наличием пьезового поджига.
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла.
И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом).
То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
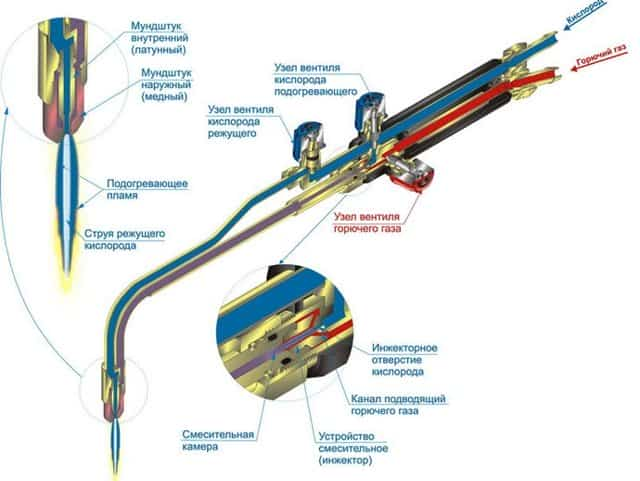
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор.
Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.

Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
- Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
- Видео:
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента.
Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе.
Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
- Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
- Видео:
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака

Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
Общие положения:
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Видео:
Виды газовых резаков и принцип действия
Современные газовые резаки – оборудование, которое предназначается для быстрой и качественной резки всех типов стали, в том числе – углеродистых и низколегированных. Такие устройства широко применяются во всех производственных сферах.
Раскройка металла происходит за счет его расплавления под воздействием направленной струи кислорода на линию предполагаемого среза. После плавки эта же струя выдувает окислы, образовавшиеся в зоне среза.
Применение газовых резаков эффективно в следующих случаях:
- При необходимости разделки металлоконструкций перед последующей переплавкой во время сортировочного процесса.
- Для исправления дефектов, образовавшихся во время выполнения сварочных работ.
- Для ликвидации последствий аварий.
- В литейном производстве для исправления внешних дефектов на готовых слитках.
- В металлургии для раскроя металлических листов и проката перед монтажом конструкций из металла.
- При необходимости разделочных работ перед сваркой.
- При проведении демонтажа стальных конструкций.
Газовый резак состоит из следующих частей:
- Ствола.
- Наконечника.
- Рукоятки, оборудованной ниппелями для присоединения рукавов с газом и кислородом.
- Корпуса с вентилями, предназначенными для регулировки подачи газа и кислорода.
- Инжектора.
- Смесительной камеры.
- Трубки, предназначенной для подачи кислорода и горючей смеси.
- Соединительной гайки, которая служит для крепления ствола к корпусу устройства.
В процессе работы устройства газ по шлангам направляется в корпус изделия через ниппели. Горючий газ при этом должен идти в однопоточном режиме по направлению к западному вентилю, а кислород – расходиться на два потока, один из которых направляется на подогревающий вентиль, а второй – на вентиль режущего кислорода, расположенный за пределами рукояти.
Когда вентиль подогревающего кислорода открыт – газ, находящийся под давлением, направляется в основное инжекторное отверстие. К нему же, через ряд периферийных отверстий, подводится разряженный горючий газ.
После того как газы смешиваются, они направляются к мундштукам по нижней трубке наконечника.
ВАЖНО! при работе с газовым оборудованием категорически запрещено:
- продувать кислородом рукав для пропана;
- менять рукава между собой.
К головке наконечника подводится кислород и подогревающий газ, который выводится из кольцевого зазора. После появления пламени струя направляется на место предполагаемого среза, после чего струя газа сжигает металл и удаляет побочный продукт в виде окиси.
Чтобы произвести раскройку, головка устройства с режущей струей проводится на определенном расстоянии от заготовки, после чего на обработанном участке остается узкая прорезь, ограниченная боковой и лобовой плоскостями.
Предельная температура пламени, вырабатываемого газовыми резаками, работающими на пропане, составляет 2800 градусов. Для устройств, работающих на ацетиленовом топливе, этот показатель составляет 3100 градусов.
Режущее газовое оборудование традиционно квалифицируется по различным признакам, но к основным причисляют тип используемого горючего материала и характеристики смешения газа с кислородом. Также резаки могут быть разделены по назначению (на специализированные и универсальные), а также типу производимого среза (разделительные, поверхностные и кислородно-флюсовые).
Устройства инжекторного типа работают по принципу внутрисоплового смешения рабочих газов. Такая конструкция позволяет обеспечить высокие показатели надежности и безопасности работы механизмов. Это обусловлено тем, что горючий газ и кислород подаются к соплу по отдельным каналам и смешиваются в специальной смесительной камере непосредственно перед подачей.
Безинжекторные резаки не имеют специальной камеры для смешения газов. Кислород к соплу подводится по двум каналам, горючий газ – по третьей. Смешиваются вещества только внутри головки резака. Устройства этого типа для эффективной работы требуют большего давления газа в сравнении с инжекторными аппаратами.
Газовые резаки, работающие на пропане, идеально подходят для обработки труб из чугуна и других изделий, изготовленных из черных и цветных металлов. Пропановые газовые резаки по праву считаются самыми надежными и безопасными и при этом способны обеспечить максимальную производительность работ.
Ацетиленовые газовые резаки используют для нарезки листового металла и больших по площади деталей. Такие устройства в обязательном порядке оборудуются специальным вентилем, регулирующим скорость и мощность подачи кислорода в рабочую зону.
Универсальные газовые резаки инжекторного типа наиболее востребованы на сегодняшний день. Эти устройства позволяют использовать мощность рабочего газа, если давление внутри корпуса составляет от 0,03 до 1,5 кгс/квадратный сантиметр.
Универсальный резак прост и удобен в использовании, обладает сравнительно небольшими габаритами и способен разрезать изделия из металла в разных направлениях.
С его помощью можно эффективно обработать металл с толщиной от 3 до 300 мм в толщину.
К достоинствам газовых резаков относят:
- Возможность эффективно обрабатывать металл с толщиной до 300 мм (в зависимости от модификации и рабочих параметров оборудования).
- Стабильность горения выходящего пламени. Сжигание смеси происходит без хлопков и обратнонаправленных ударов.
- Возможность работы с металлом в любом направлении.
- Эффективность.
- Высокую производительность.
- Удобство и простота обслуживания оборудования.
- Низкую стоимость устройств и комплектующих.
К недостаткам можно причислить:
- Вероятность возникновения тепловой деформации материала.
- Необходимость доработки образовавшихся в результате разреза кромок.
- Высокий риск возникновения пожара.
- Большая ширина среза, что делает необходимым соблюдение припусков при проведении разметочных работ.
- Нельзя применять в работе с нержавеющей сталью.
- При работе с металлами большой толщины становится заметна конусность среза.
Чтобы избежать ошибок при выборе газового резака, необходимо тщательно изучить конструктивные особенности устройств. Это позволит определиться с выбором и понять, какие из факторов являются ключевыми.
При выборе необходимо следовать следующим правилам:
- Модели с ниппелями, изготовленными из латуни и алюминия, более предпочтительны, так как срок их службы значительно выше, чем сроки службы деталей из других сплавов.
- Мундштук резака должен быть изготовлен из меди или хромистой бронзы. Если речь идет о выборе газового резака ацетиленового типа, следует обратить внимание на то, чтобы внутренний мундштук также был изготовлен из меди. Для других видов устройств допустимо использование аналогов, изготовленных из латуни.
- Соединительные трубки должны быть изготовлены из латуни. Крайне важно, чтобы детали не были покрыты декоративными материалами, так как такое покрытие может скрывать мелкие дефекты, из-за которых срок службы устройства существенно снизится.
- Вентильные шпиндели резака должны быть изготовлены из нержавеющей стали. Аналоги из других сплавов отличаются небольшим сроком службы.
- Рукоять резака должна быть изготовлена из алюминия, устройства с пластиковыми держателями подвержены деформации. Размер рукояти не должен быть меньше 40 мм.
- Важно также обратить внимание на предельную толщину металла для резки. В зависимости от целей, стоящих перед покупателем, можно выбрать устройства с возможностью резки до 300 мм.
Рекомендуемые товары
После покупки устройство следует правильно подготовить:
- Убедиться в том, что газовые шланги надежно закреплены и не имеют внешних дефектов.
- Все доступные соединения крепко затянуты и герметичны.
Также перед началом работ рекомендуется смазать уплотнители вентилей специальным составом или глицерином.
ВАЖНО! Для поджига пламени резчику потребуется специальная зажигалка, которую следует подготовить заблаговременно.
Когда подготовка завершена – можно приступить к поджиганию резака и резке металла.
Резка осуществляется в несколько этапов:
- Последовательно открываются кислородный и газовый вентили.
- После того как смесь начинает поступать в сопло, ее поджигают.
- С помощью вентилей регулируется размер и интенсивность горения.
- Место предполагаемого разреза следует прогреть до желтого цвета.
- Когда нужный оттенок достигнут – необходимо открыть вентиль, отвечающий за подачу режущего кислорода, и начать процесс резки.
- После завершения работы следует перекрыть газовый и кислородный вентили.
ВАЖНО! Если в процесс эксплуатации наконечник резака сильно нагрелся – его можно опустить в прохладную воду.
Во время работы с газовым резаком следует быть крайне внимательным и не пренебрегать техникой безопасности. Если резка осуществляется в ручном режиме – нужно надеть маску, защищающую лицо, специальные перчатки и удобную рабочую обувь.
Одежда не должна содержать синтетических элементов, допустимы только натуральные ткани.
ВАЖНО! Поверхность, предназначенная для резки, перед началом работ должна быть тщательно обезжирена. Это обусловлено тем, что кислород, контактирующий даже с небольшим количеством масла, может спровоцировать взрыв. Также нельзя прикасаться к газовому баллону масляными руками и курить в помещении, где проводятся работы.
Стоимость газовых резаков зависит от следующих факторов:
- Страны, в которой было произведено устройство.
- Его типа.
- Сферы применения.
- Технических характеристик.
- Производительности.
- Популярности бренда.
- Параметров.
Самыми дорогими являются газовые резаки, произведенные в Южной Корее и США. Их стоимость обусловлена высоким качеством изделий, а также долгосрочной гарантией, которую предоставляют производители.
Самыми дешевыми считаются аппараты, произведенные в Китае.
Резак Р1П-100 вентильный, KRASS
Стоимость такого устройства составляет 1580 рублей. Этот резак предназначен для работы в ручном режиме с листовым и сортовым металлом, полученным из низкоуглеродных сталей. В зависимости от выбранного мундштука, такой резак способен разрезать лист с толщиной от 3 до 100 мм. Длина резака при этом составляет всего 480 мм, а вес – 640 граммов.
Резак пропановый НОРД-С, стандартный (вентильный)
Его стоимость составляет 4100 рублей. Это ручной газовый резак, отличающийся повышенной надежностью. Он предназначен для разделительной кислородной резки малоуглеродистых и низколегированных сталей, толщина которых составляет от 3 до 300 мм. Конструкция устройства исключает возможность возникновения обратных ударов.
Резак пропановый Р3П-02М LATION
Стоимость устройства – 1670 рублей. Может применяться для ручной нарезки изделий из металлов, а также разогрева и раскройки деталей, изготовленных из листового и сортового проката черных металлов. Газовый резак этой модели позволяет сделать узкий и аккуратный срез, не деформируя изделие.
Резак пропановый НОРД-С, длинный (вентильный)
Стоимость изделия – 4100 рублей. Модель предназначена для разделительной кислородной резки малоуглеродистых и низколегированных сталей, толщина которых составляет от 3 до 300 мм. Модель обладает повышенными показателями надежности и удобна в работе.
Список комплектующих, деталей, а также расходных материалов, прилагаемых к газовым резакам, чрезвычайно обширен. При выборе сменных деталей важную роль играют требования, предъявляемые к прочности, износостойкости, деформации, толщины и плотности материала. К выбору комплектующих следует подходить ответственно, изучив перед покупкой все доступные технические характеристики.
Самыми популярными комплектующими к газовым резакам являются:
Каждая из деталей может отличаться в зависимости от технических характеристик. Например:
- Мундштук внутренний к резаку НОРД-С, пропан № 2П. Стоимость изделия составляет 408 рублей. Его вес не превышает 30 граммов. Мундштук изготовлен из латуни и предназначен для резки металла с толщиной от 50 до 100 мм.
- Мундштук внутренний к резаку НОРД-С, пропан № 1П. Стоимость – 300 рублей. Толщина разрезаемого металла – от 3 до 50 мм, изготовлен из латуни.
- Мундштук внутренний к резаку НОРД-С, пропан № 4П. Стоимость также составляет 300 рублей. Предназначен для резки металлов с толщиной от 200 до 250 мм.
ВАЖНО! При работе с газовым оборудованием необходимо соблюдать технику безопасности. Осуществлять резку следует только в хорошо проветриваемых помещений, вдали от источников открытого огня.
Процесс газовой резки – наиболее распространенный и экономически выгодный способ разделения металла. Конструкции разных моделей газовых резаков могут лишь отличаться размерами или некоторыми деталями, однако, принцип работы у всех одинаков.
Специалисты Строймашсервис-Мск
Материал подготовили сотрудники SMSM.ru, имеющие практический опыт работы более 25 лет со строительными инструментами и оборудованием как российского производства, так и иностранного.
Газовые резаки
- Резак газовый предназначен для ручной кислородной резки металла, которой поддаются углеродистые и низколегированные стали.
- Газовые резаки делятся по принципу смешения газов на инжекторные и безинжекторные, по типу применяемого горючего газа на универсальные и специальные, комплектуются различными видами (номерами) мундштуков.
- Компания Центрогаз предлагает подобрать и купить резак для газовой резки на любом из наших складов в Москве или в интернет-магазине с доставкой в любой регион России.
Резаки ацетиленовые инжекторные
Резаки пропановые инжекторные
Резаки комбинированные инжекторные
Что такое газовый резак
Резка металла большой толщины довольно трудоемкий процесс и механический инструмент не всегда помогает в таком деле. Для полноценного раскроя проката любого вида используют газовые резаки.
Принцип работы инструмента основан на сгорании металла в струе кислорода, подаваемого в рабочую зону.
В зависимости от используемого газа, конструкция разных моделей резаков отличается размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Резак состоит из наконечника, ствола с группой запорно-регулировочных вентилей, сменных мундштуков, смесительного устройства, рукоятки, штуцеров и ниппелей с гайками для присоединения газовых рукавов.
Работа газовым резаком
Процесс газовой резки заключается в первоначальном нагреве металла подогревающим пламенем до температуры его горения, что приблизительно на 20% ниже температуры плавления.
Подготовка к работе происходит путем открытия вентиля подогревающего кислорода и горючего газа, и смешения этих газов в инжекторе. Непосредственно для резки металла открывается вентиль подачи струи режущего кислорода.
Перед началом работы необходимо обязательно убедится в исправности резака и подготовить метал для резки, очистив его от механических загрязнений.
Качество резки зависит
- от угла наклона резака при резке металла;
- от скорости перемещения резака (металл не должен перегреваться, а должен сгорать, иначе края реза будут неровными и содержать большое количество шлака);
- от чистоты кислорода. Чем выше чистота кислорода, тем меньше расход газа, а сам процесс резки протекает быстрее. Как правило применяют кислород чистотой от 98,5% и выше.
Буквенное обозначение горючего газа при маркировке резака
- А — ацетилен;
- П — пропан-бутан;
- М — метан;
- С — коксовый газ;
- МАФ — метилацетилен-алленовая фракция.
Где купить
Товар можно приобрести в нашем интернет-магазине или на одном из складов в Москве. Получить заказ можно самостоятельно или заказав доставку.
Доставка
При заказе товара общей массой до 6 кг стоимость доставки курьером составляет 400 руб, заказать такую доставку можно выбрав нужный Вам резак или другой товар в разделе Каталог.
Стоимость доставки превышающей 6 кг зависит от Вашего местоположения. Обычная доставка по Москве стоит от 1 200 руб.
Доставку можно заказать по телефону: +7 (495) 921-34-24. Заказ доставки работает по рабочим дням с 9-00 до 17-00, в субботу с 10-00 до 14-00, а на сайте — круглосуточно. Все склады работают по рабочим дням с 9-00 до 17-00, а в субботу с 10-00 до 14-00.





