- Краткая история серии
- Назначение и область применения токарно-винторезного станка по металлу
- Основные разновидности и расшифровка модификаций
- Технические характеристики
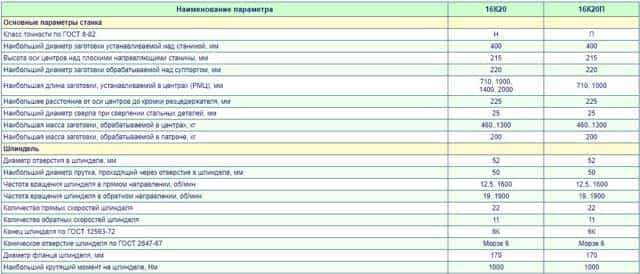
- Основные параметры станка
- Шпиндель
- Суппорт и подачи
- Резцовые салазки
- Задняя бабка
- Электрооборудование
- Габариты и масса
- Общая конструкция и принцип работы
- Фото и описание устройства станка
- Общий вид
- Чертеж
- Расположение органов управления
- Кинематическая схема
- Шпиндельная бабка
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Схема электрическая принципиальная
- Инструкция по первому запуску и эксплуатации
- Правила эксплуатации и ухода, паспорт станка
- Современные аналоги
- Станок токарно-винторезный 16Д20
- Токарно-винторезный станок 16К20
- Назначение и основные области применения
- Технические характеристики
- Кинематическая схема
- Особенности
- Комплектация
- Неисправности
- Чертежи основных узлов
- Расшифровка обозначения
- Токарно-винторезный станок 16Д20 — Всё для чайников
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров.

Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК. особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16 к 20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы.
При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Универсальная модель 16 к 20 считается самой удачной в серии средне размерных станков.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
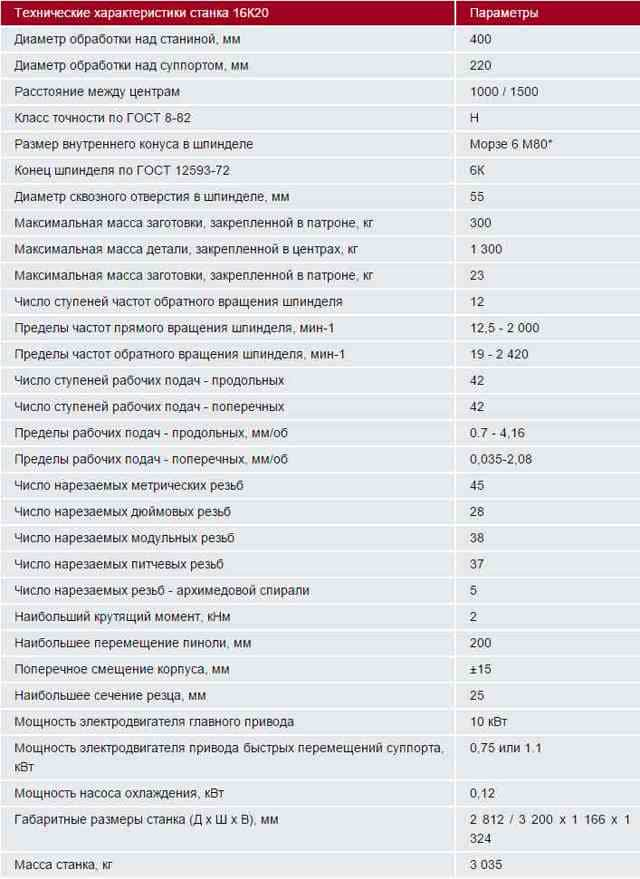
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
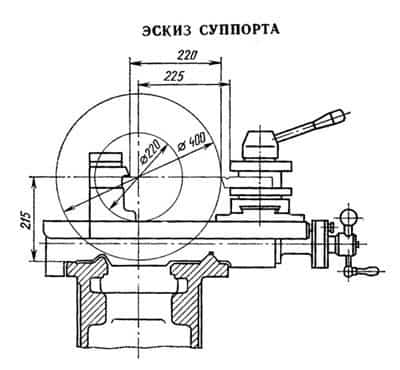
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
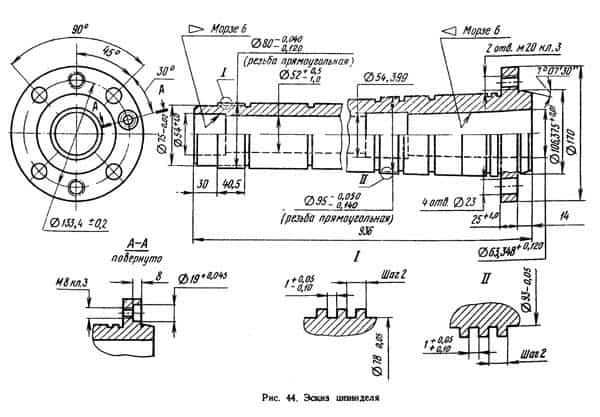
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
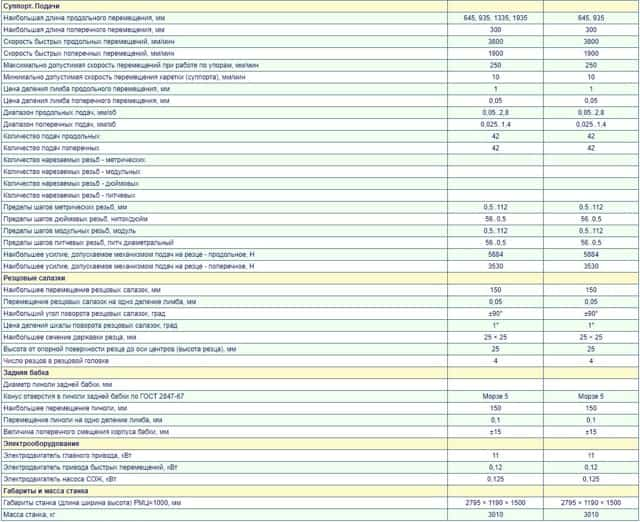
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид


Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
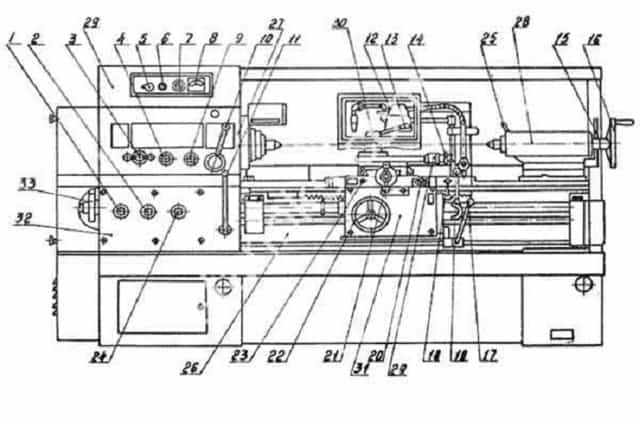
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
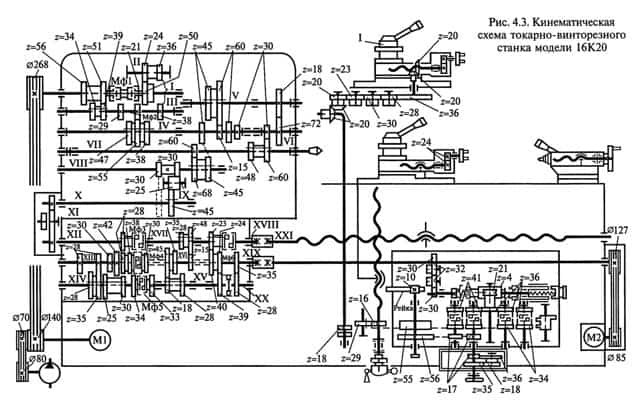
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
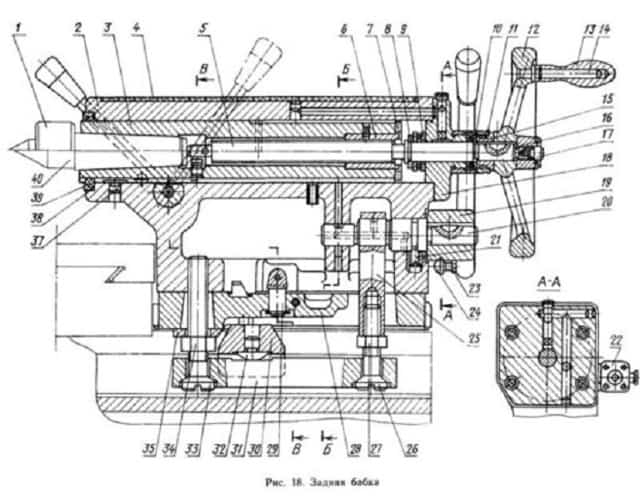
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Станок токарно-винторезный 16Д20
Для разнообразных токарных работ в центрах и патроне. Применяется в единичном, мелкосерийном и серийном производстве
Срок службы 13 лет
Технические характеристики станка 16Д20
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 400 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 210 |
| Наибольшая длина обрабатываемой детали, мм | 1500 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 8,5 — 2000 |
| Мощность, кВт | 11 |
| Габариты, мм | 3880_1270_1605 |
| Масса, кг | 3100 |
| Начало серийного выпуска, год | 1986 |
| Завод-производитель | Алма-Атинский станкостроительный завод им. 20-летия Октября |
Предлагаем купить в Алматы, Нур-Султане (Астане), Караганде, Костанае, Павлодаре, Усть-Каменогорске, Шымкенте, Уральске, Актобе, Петропавловске и других городах Казахстана Станок токарно-винторезный 16Д20 или его аналог (если изделие не выпускается) по доступной цене. Самостоятельно подобрать оборудование можно, зайдя в соответствующий подраздел основного раздела КАТАЛОГ на нашем сайте или получив консультацию у специалистов компании, позвонив на указанные ниже телефоны.
После согласования модели и условий доставки наш менеджер предоставит Вам договор и счет на его поставку. В договоре и счете для казахстанских покупателей цена на Товар указывается в рос. рублях с НДС=0.
Продажа аналогов оборудования — Станок токарно-винторезный 16Д20 обычно осуществляется на условиях 100% предоплаты, если изделие имеется в наличии на складе.
В случае его отсутствия и необходимости запуска станка в производство, покупателем оплачивается первоначально 50% его стоимости, а оставшиеся 50% перечисляются после подтверждения нашей компанией, что оборудование изготовлено и готово к отгрузке.
Также покупателем и менеджером отдела продаж нашего предприятия может быть согласован другой порядок оплаты и другой процент первоначальных и заключительных оплат по контракту.
Гарантия на станочную технику, аналогичную изделию — Станок токарно-винторезный 16Д20 предоставляется:
- На новые станки — 12 мес.,
- На станки после кап. ремонта — 6-12 мес..
- Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
- Обращаем Ваше внимание на то, что информация, представленная на сайте, не является публичной офертой, а актуальную стоимость оборудования уточняйте у наших специалистов по продаже станочной техники!
- Из разделаКрасивые фото Казахстана

- Если Вам необходимо купить аналоги — Станок токарно-винторезный 16Д20 в Алматы, Нур-Султане, Караганде, Костанае, Усть-Каменогорске, Шымкенте, Павлодаре, Уральске, Актобе, Петропавловске, Актау, Таразе, Атырау, Кызылорде, Семее, Кокшетау, Талдыкоргане, Туркестане, Экибастузе, Рудном, Темиртау, Жезказгане, Курчатове, Байконуре
- Звоните на телефоны:
+7 (7172) 69-62-30 +7 (727) 350-81-40
+7 (7212) 94-02-35
В странах-соседях Казахстана — в Кыргызстане, Таджикистане, Туркменистане, Узбекистане в городах Нукус, Наманган, Бишкек, Коканд, Ашхабад, Андижан, Худжант, Душанбе, Карши, Бухара, Туркменабад, Самарканд, Ош, Ташкент, Дашогуз и других для покупки оборудования типа Станок токарно-винторезный 16Д20 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контактные данные, кликнув на кнопку ЗАКАЗАТЬ ЗВОНОК вверху сайта, — мы сами Вам перезвоним.
Токарно-винторезный станок 16К20
16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.

Назначение и основные области применения
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий».
На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
16К20 общий вид
Станок в цеху
16К20 с растоянием между центрами 1500 мм
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
16К20 применяется в единичном и серийном производствах предприятиях машиностроения, инструментальных производствах, ремонтно-механических цехах и др. для чистовой и получистовой обработки деталей.
Руководство по эксплуатации и паспорт станка
Технические характеристики
Технические характеристики станка 16К20 в зависимости от модификации и завода производителя могут меняться.
Характеристики 16К20
Кинематическая схема
- На кинематической схеме показаны взаимосвязи основных узлов и элементов станка.
- Как и во всех токарных станках, главным движением является вращение шпинделя, которое от электрического двигателя передается через клиноременную передачу и коробку скоростей.
Суппорт перемещается в продольном и поперечном направлениях. Механизм подачи передает движение суппорту по 4-м кинематическим цепям, а также позволяет производить нарезание резьб.
Особенности
Технические характеристики рабочего станка 16К20 по своим показателям в полной мере превосходят своего предшественника – 1К62. Это касается:
- производительности;
- общей безопасности работы;
- долговечности;
- точности;
- удобства в процессе обслуживания.
К конструкционным особенностям устройства модели 16К20 можно отнести наличие жесткой станины, имеющей коробчатую форму совместно с основными шлифованными и калеными направляющими. При этом, основание станка — монолитное и в это же время является емкостью для предусмотренной охлаждающей жидкости и стружкосборником.
Мощность приводного электродвигателя составляет 10 кВт.
Шпиндель смонтирован таким образом, что прецизионные рабочие подшипники качения в ходе использования не требуют дополнительного обслуживания.
Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Фартук оснащен механизмом выключения подачи суппорта, благодаря данному устройству достигается высокая точность остановки.
Также здесь установлены ограждающие приспособления и блокировочные устройства, гарантирующие высокий уровень безопасности.
Для точного перемещения резцовых и поперечных салазок суппорт оснащается линейками с визирами. Перемещение суппорта осуществляется в широком скоростном рабочем диапазоне.
На токарно-винторезном станке 16К20 была усовершенствована конструкция резцедержателя, что существенно улучшило стабильность фиксации инструмента.
Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
Обработка чугунных изделий, более 20% от общего количество заготовок, способствует повышенному износу трущихся частей оборудования. Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
- Для сохранения точности станка рекомендуется разделять черновые и чистовые операции (чистовые операции выполнять на одном станке, обдирочные – на другом).
- Шероховатость обработанной поверхности после чистового точения составляет Ra = 1,6.
- Межремонтный цикл (время до капитального ремонта) при соблюдении всех правил эксплуатации составляет 10 лет при использовании в 2-х сменном режиме.
- Видео капитального ремонта
- Не рекомендуется разбирать основные узлы токарных станков влияющих на точность.
Комплектация
В стандартную комплектацию станка входит:
- комплект сменных шестерен, с числом зубьев 86, 73, 64, 60, 40, 44, 36, 48, 57;
- клиновые ремни;
- поводковый патрон;
- 2 подвижных люнета для обработки деталей диаметром от 20 до 80 мм и от 20 до 100 мм;
- 2 неподвижных люнета для обработки деталей от 20 до 130 мм и от 20 до 160 мм;
- 2 упорных центра для шпинделя и пиноли задней бабки;
- вращающийся центр;
- руководство по эксплуатации, паспорт.
Неисправности
Основными часто встречающимися неисправностями являются:
- вибрация,
- отсутствие заявленной точности,
- пониженный крутящий момент на шпинделе,
- пониженное усилие подачи суппорта,
- произвольное отключение электродвигателя;
- электродвигатель не запускается.
Более подробно о ремонте читайте в статье «Ремонт токарно-винторезного станка 16К20«.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
Руководство по ремонту
Чертежи основных узлов
Расшифровка обозначения
Цифра «1» обозначает номер соответствующей группы (то есть универсальный токарно-винторезный станок — по общепринятой российской классификации ЭНИМС).Цифра «6» — указывает на номер и описание подгруппы (соответствует токарно-винторезной).Буква «К» в названии модели обозначает расшифровку названия завода-изготовителя и поколение станка.
- Цифра «20» означает высоту центров.
- В самом конце аббревиатуры могут стоять и другие буквы с цифрами, указывающие на определенные конструкционные особенности и модификацию.
- Как уже писалось выше, токарно-винторезный станок 16К20 на сегодняшний день не выпускается, поэтому возникает вопрос подбора аналогов у других производителей.
- Из зарубежных аналогов хорошо себя зарекомендовали Optimum D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO, TRENS SN-50.
- Белорусскими аналогами являются токарно-винторезные станки ГС526У (Гомельский завод станочных узлов), 16ВТ20П-21 (Витебский станкостроительный завод).
- Стоимость аналогов колеблется в пределах 1,5 – 2 млн рублей, не включая расходов на доставку и монтаж оборудования.
Токарно-винторезный станок 16Д20 — Всё для чайников
Подробности Категория: Токарные станки
Токарно-винторезные станки 16Д20, 16Д20П, 16Д20Г, 16Д25, 16Д25Г могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.Класс точности станка Н, П. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы.
Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Станки 16Д20П, 16Д20Г, 16Д25, 16Д25Г выполнены на базе основной 16Д20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
- Скачать документацию
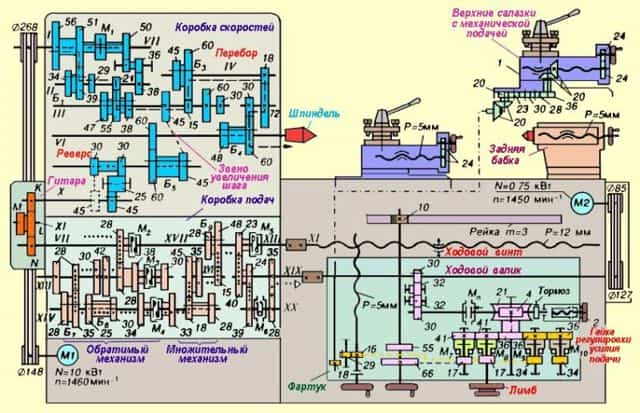
- Кинематическая схема
Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку соединенными поликлиновыми ременными передачами.
Установленная на станке АКП имеет шесть электромагнитных муфт, включение которых в определенной последовательности позволяет получить девять ступеней скорости и тормозить шпиндель станка.
Переборная коробка дает с помощью включений зубчатых колес 16, 19, 20 и 22 -первую ступень, зубчатых колес 18, 25, 26 и 21 -вторую ступень, зубчатых колес 17, 24, 26 и 21 -третью ступень частоты вращения. Таким образом, шпиндель имеет 27 скоростей вращения.Кинематическая цепь подачи начинается от шпинделя станка.
Величина подачи или шаг резьбы определяется на один оборот шпинделя. От шпинделя через передачу 21, 26, 23, 29 и основной набор сменных шестерен К, L, М, N вращение передается на входной вал коробки подач.
Далее движение подачи проходит через коробку подач и приводит во вращение ходовой винт при нарезании резьбы или ходовой вал при всех остальных видах обработки.Через передачу 23, 28 и 27, 29 получаем все левые резьбы. Через передачу 26, 32 получаем удвоение подач и правых резьб. Через передачи 17, 24 и 23, 29 при выведенной из зацепления шестерни 26 получаем подачи, увеличенные в 16 раз. Дополнительно при зацеплении 23, 30, получаем II ниток на I»; при 23, 31, получаем 19 ниток на I».
Вращательное движение ходового винта или ходового вала преобразуется механизмом фартука в продольные и поперечные подачи. Пользуясь табл.4, 5, производят установку величин подач и настройку станка для нарезки различных резьб.
Станина
Станина станка коробчатой формы с П-образными ребрами, имеет две призматические и две плоские направляющие. На станине устанавливаются шпиндельная бабка, коробка подач, кронштейн 5 ходового винта 2 и ходового велика 4, а также рейка 3.
В нише правого торца станины размещен на подмоторной плите 6 электродвигатель быстрых перемещений суппорта. Плита может перемещаться по скалкам 7.У станков 16Д20Г и 16Д25Г станина выполнена с выемкой, позволяющей обработать детали соответственно диаметром 630 и 700 мм. В этом случае станина имеет вкладыш I.
При необходимости обработки деталей большего диаметра вкладыш снижается. Для этого нужно вывернуть пробки I , удалить винты 2 и штифты 4. Во избежание нанесения забоин вкладыш 3 необходимо положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла.
Перед установкой вкладыша на станину следует тщательно протереть посадочные поверхности станины и вкладыша, осмотреть и убедиться в отсутствии на них забоин.
Для обработки деталей над выемкой в станине необходимо пользоваться специальным удлиненным резцом или резцовой оправкой, устанавливаемыми в резцедержателе, как показано на рис.14. Оправка 3 устанавливается в резцедержателе 4, резец I крепится винтами 2.
ВНИМАНИЕ! При обработке деталей над выемкой : частота вращения шпинделя не должна превышать 400 мин-1.
Тумбы
Тумбы станка — литые, пустотелые. В тумбе левой установлен электродвигатель главного движения, а с правого торца прикреплен масляный бак для централизованной смазки.В тумбе правой установлен насос и бак для смазочно-охлаждающей жидкости.
- Между тумбами на роликах установлено выдвижное корыто для сбора стружки и охлаждающей жидкости.
- Моторная установка
- Моторная установка состоит из электродвигателя главного движения, моторной плиты 9 и направляющей штанги 3.
Моторная плита крепится на левой торце правой тумбы двумя прихватами 7 и винтами 4, 8. Вращение от электродвигателя главного движения передается поликлиновым ремнем на АКП, которая крепится на задней стенке тумбы.
Переборная коробка
Переборная коробка крепится к заднему торцу шпиндельной бабки и представляет собой редуктор, в котором в качестве выходного вала служит шпиндель станка.
Шестеренный механизм переборной коробки позволяет получить три диапазона частот вращения шпинделя; увеличивать в 2 и в 16 раз передаточные отношения между цепью подач и шпинделем; нарезать правые и левые резьбы; дополнительно нарезать дюймовые резьбы II и 19 ниток на I», производить деление при нарезании многозаходных резьб на 2, 3, 4, 5, 6, 12, 15, 20, 30, 60 заходов.Переключение шестерен осуществляется с помощью рукояток через кулачки и рычаги.
- Подвижные шестерни перемещаются по шлицевым валам с базированием по внутреннему диаметру.
- Шпиндельная бабка
- Шпиндельная бабка крепится на горизонтальной плоскости направляющих станины в ее левой части шестью болтами. Шпиндельная бабка представляет собой жесткую чугунную отливку с одной расточкой, в которой смонтирован шпиндель станка в цилиндрических конусно-роликовых подшипниках: 4-697920Л1 передняя опора для станков нормальной точности 2-697920Л1 передняя опора для станков повышенной точности по ГОСТ 21512-76 4-17920Л задняя опора для станков нормальной точности 2-17920Л задняя опора для станков повышенной точности по ГОСТ 21512-76
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе-изготовителе станка и не требуют дополнительного регулирования.
Задняя бабка
Задняя бабка предназначается для удержания деталей при обработке в центрах и закрепления концевого инструмента. Она перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик 6 рукояткой 4.
Электрическая схема
Перед началом работы убедитесь, что дверце шкафе управления закрыта (нормальное положение выключателя S6.Это значит, что деблокирующий переключатель S7 находится в положении символа «Дверца закрыто «.
Включение вводного автоматического выключателя возможно только при наличии напряжения в сети, в включение электродвигателя главного привода — только при закрытой дверце электрошкафа.Нажатием на кнопку S9 через контактор К3 включается насос охлаждения М2.Переключателем S19 установить необходимую частоту вращения шпинделя в выбранном диапазоне.
Включить электродвигатель главного привода рукоятками не каретке или шпиндельной бабке. Включение вращения шпинделя осуществляется при помощи микровыключателей S14 и S16 по часовой стрелке и S15, S13 — против часовой стрелки.. Одновременно происходит включение двух электромагнитных муфт выбранной частоты вращения шпинделя.
Отключение вращения электродвигателя главного привода осуществляется легким нажатием руки на ту или другую рукоятки управления о выполнением торможения муфтами Y4 Y6 автоматической коробки скоростей.
При нажатии на одну из кнопок аварийного останова происходит торможение электродвигателя главного привода с последующим отключением станка от питающей сети (кнопки S5 и S4).
Защита электродвигателей, насоса охлаждения и трансформаторов от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.Защита электродвигателя главного привода и насосе охлаждения от длительных перегрузок осуществляется тепловыми реле.При установке станок должен быть надежно заземлен и подключен к общей системе заземления.
Для этого в шкафу управления имеются клеммы, а в нижней части правой тумбы — болт заземления.
Скачать документацию





