- Гидрокинематическая схема
- Станина
- Стол
- Механизм ручного перемещения стола
- Шлифовальная бабка
- Салазки
- Передняя бабка
- Задняя бабка
- Механизм периодической подачи
- Электрическая схема
- Круглошлифовальный станок
- Зачем нужны шлифовальные станки?
- Устройство
- Технические характеристики
- Виды станков
- Популярные модели
- Шлифовальные станки: классификация, назначение
- Назначение и виды круглошлифовальных станков
- Конструктивные особенности оборудования
- Виды круглошлифовальных станков
- Перечень основных технических характеристик
- Методы круглого шлифования
- Круглошлифовальные станки
- Модификации круглошлифовальных станков
- Принцип работы круглошлифовальных станков
- Шлифовальные станки — назначение, классификация, расшифровка
- Классификация и расшифровка шлифовальных станков
- Расшифровка шлифовальных станков
- Круглошлифовальные станки
- Устройство круглошлифовальных станков
- Основные преимущества
- Круглошлифовальные станки — Поставки станков
- Особенности круглошлифовальных станков
- Преимущества круглошлифовальных станков
- Плюсы заказа в компании «Стандарт»
- Стоимость и условия поставки
Подробности Категория: Шлифовальные станки 
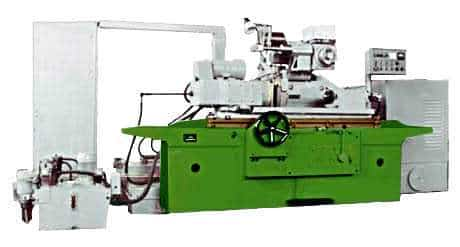
Универсальный круглошлифовальный станок ЗБ12 предназначен для шлифования наружных и внутренних цилиндрических и конических поверхностей в условиях индивидуального и мелкосерийного производства.Станок имеет поворотный стол. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности.Благодаря поворотным передней и шлифовальной бабок можно шлифовать крутые конические наружные и внутренние поверхности Шлифовальная бабка состоит из двух частей. Верхняя часть шлифовальной бабки может передвигаться относительно нижней (верх них салазок). Это дает возможность шлифовать периферией шлифовального круга торец детали, закрепленной в патроне. На этом станке можно шлифовать как в неподвижных центрах, так и в патроне.На станке можно выполнять следующие виды обработки:продольное и врезное шлифования при ручном управлении до упора;продольное шлифование до упора с поперечной автоматической подачей, осуществляющейся при реверсе стола;шлифование торцевых поверхностей периферией круга.
На станке можно обрабатывать валы диаметром от 8 до 200 мм длиной от 100 до 500 мм и отверстия диаметром от 20 до 50 мм длиной до 75 мм.
Скачать документацию
Гидрокинематическая схема
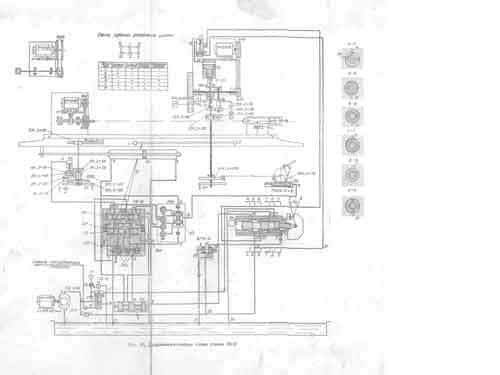
Ввиду простоты кинематических цепей передача движения на исполнительные органы ясна из гидрокинематической схемы (рис. 15). Подробно работа гидросистемы описана в разделе «Гидрооборудование станка».
Станина
Станина представляет собой жесткую чугунную отливку коробчатой формы. На верхней передней части станины выполнены направляющие (одна — плоская, другая — V-образная), на которые установлен стол.
Верхняя правая и задняя левая части станины выполнены в виде обработанных платиков, на которые устанавливают салазки и электрошкаф.Задняя часть станины выполнена в виде корыта для сбора охлаждающей жидкости в бак.
Передняя стенка станины обработана и служит для монтажа механизма ручного перемещения стола, механизма периодической подачи, рукоятки управления, гидропанели и пульта управления. Механизмы закрыты кожухами, а рукоятки управления выведены наружу.
Отсеки внутри станины закрыты дверцами или крышками, что обеспечивает доступ к механизмам, расположенным внутри станка.
Стол
Узел стола состоит из нижнего и верхнего столов.Нижний стол представляет собой отливку из чугуна. Нижняя его часть выполнена в виде плоской и V-образной направляющих. Верхняя часть является базой для верхнего стола.
На передней части нижнего стола расположен Т-образный паз для крепления передвижных упоров. Концы нижнего стола выполнены в виде крыльев, которые защищают направляющие станины.
На верхней базовой поверхности нижнего стола расположен верхний стол.
Верхний стол представляет собой чугунную отливку с ребрами жесткости. Боковые стенки стола образуют корыто для охлаждающей жидкости.
Верхний стол с нижним соединен при помощи сферического пальца, вокруг которого происходит поворот верхнего стола, и двух прихватов для зажима верхнего стола в нужном положении. Поворот верхнего стола относительно нижнего осуществляют с помощью рукоятки 21 .
При вращении рукоятки винт перемещает рейку и через фиксатор 20 происходит поворот верхнего стола. Величину поворота контролируют по шкале или по индикатору, закрепленному на кронштейне.
Механизм ручного перемещения стола
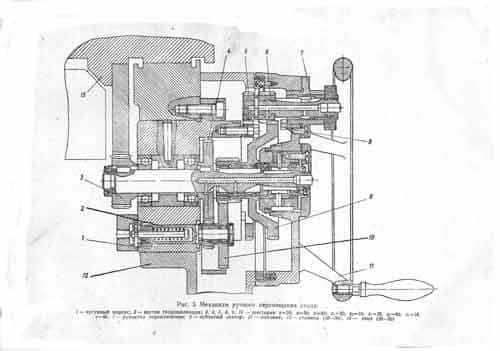
Механизм ручного перемещения стола (рис. 5) служит для продольного перемещения стола (изделия).Соответственно выполняемым работам механизм имеет две скорости перемещения.Механизм ручного перемещения стола состоит из планетарного и цилиндрического редукторов (зубчатые блоки 6, 9, 10, шестерни 3, 4, 5), рукоятки переключения 7, гидроцилиндра блокировки с осью-штоком 2 и маховика 11.При автоматическом движении стола механизм ручного перемещения автоматически выключается передвижением оси-штока 2 гидроцилиндра, который выводит из зацепления блок шестерен 10 с шестерней 4. ,Механизм ручного перемещения стола смонтирован в чугунном корпусе 1 и крепится к левой станине симметрично механизму периодической подачи.При положении рукоятки 7 от себя включается планетарный редуктор, вращая маховик. Происходит медленное перемещение стола.
При положении рукоятки 7 к себе блок 6 выходит из зацепления с шестерней 5, входит в зацепление с зубчатым сектором 8, который прикреплен к маховику 11, но остается в зацеплении с блоком 9. Таким образом, блок 6 жестко соединяет с маховиком шестерню z=28 блока 9. Движение передается прямо к цилиндрическому редуктору. Происходит быстрое перемещение стола.
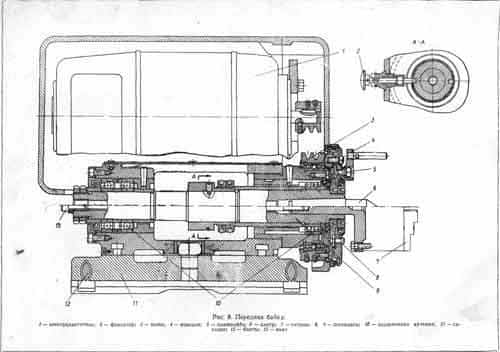
Шлифовальная бабка
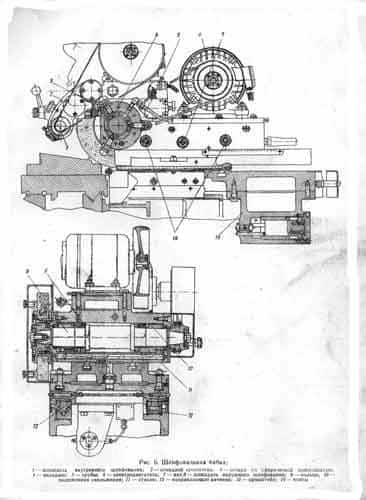
Шлифовальная бабка (рис. 6) состоит из массивного чугунного корпуса, на котором смонтированы шпиндели наружного 8 и внутреннего 1 шлифования с приводами.Шпиндель наружного шлифования смонтирован на двух трехвкладышных подшипниках скольжения 10.Вкладыши 4 опираются на штыри со сферической поверхностью 3, которая дает возможность вкладышам самоустанавливаться как в осевом, так и в радиальном направлениях. Это создает благоприятные условия для образования масляного клина.Для регулирования величины диаметрального зазора и выверки положения оси шпинделя относительно направляющих станины штыри 3 имеют резьбу, с помощью которой они могут перемещаться в радиальном направлении.Привод шпинделя наружного шлифования осуществляют от электродвигателя 6 двухручьевой клиноременной передачей. От перемещения в осевом направлении шпиндель ограничен своим буртом. Бурт через кольцо 9 поджимают пружинами к стакану 11, который жестко вставлен в корпус. Благодаря такой конструкции можно обрабатывать детали торцом шлифовального круга.Смазку шпинделя наружного шлифования производят через трубы 5 от специального агрегата, вынесенного за пределы станины.На корпус шлифовальной бабки установлен откидной кронштейн 2 для внутреннего шлифования, в котором закреплен шпиндель внутреннего шлифования 1.Шлифовальную бабку можно поворачивать на салазках на угол ±90°. Кроме того, верхнюю часть шлифовальной бабки можно передвигать относительно салазок, поворачивая ключом вал 7 с шестерней, предварительно ослабив два винта 14. Такое передвижение шлифовальной бабки дает возможность, повернув переднюю бабку на 90°, шлифовать торец детали периферией шлифовального круга. Это расширяет технологические возможности станка. Снизу, к платику шлифовальной бабки, крепятся кронштейн 13 с гидроцилиндром быстрого отвода шлифовальной бабки и гидрозамок, предотвращающий подвод шлифовальной бабки при отключенном станке. Быстрый подвод бабки осуществляется с помощью груза при падении давления в гидроцилиндре быстрого отвода.
Шлифовальная бабка ходит на направляющих качения 12.
Салазки
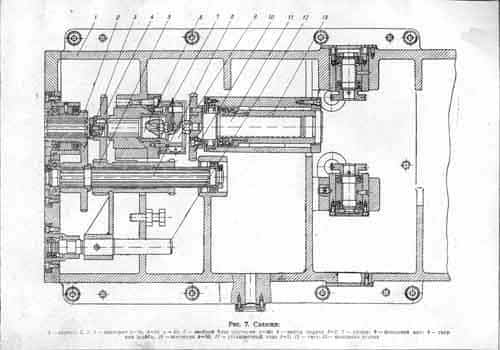
Корпус салазок 1 — чугунный (рис. 7) в верхней части имеет обработанные платики для крепления стальных плоской и V-образной направляющих качения, на которые устанавливают шлифовальную бабку.В корпусе салазок смонтирован цилиндрический редуктор, который служит для передачи вращательного движения от механизма периодической подачи к винтам подачи 6 и установочного перемещения 11.При работе с периодической автоматической подачей или вручную вращение от храпового колеса механизма периодической подачи передается через шестерни 2 и 3 на шлицевой вал 8, на котором сидит двойной блок шестерен 5, От блока 5 через шестерню 4 вращение передается на винт подачи 6 в переднем положении. Винт подачи может перемещать упорную шайбу 9 на 0,6 мм. Шлифовальная бабка, поджимаемая грузом к винту подачи, через шлицевую втулку 13 и установочный винт 11, перемещается вслед за винтом подач до встречи упорной шайбы 9 с тремя упорами 7. Винт подачи, вращаясь дальше, прерывает контакт. Включается световой сигнал, сообщающий, что подача прекратилась.
При настройке станка на определенный диаметр шлифования рукоятку переключателя блока с тягой 12 вдвигают до отказа.
При этом блок шестерен 5 перемещается в крайнее правое положение и сцепляется с шестерней 10. Шестерня 10 жестко связана с установочным винтом 11.
При вращении маховика механизма периодической подачи вращается установочный винт и шлифовальная бабка устанавливается в нужном положении.
Передняя бабка
Шпиндель 9 смонтирован на подшипниках качения 10.
Задняя бабка
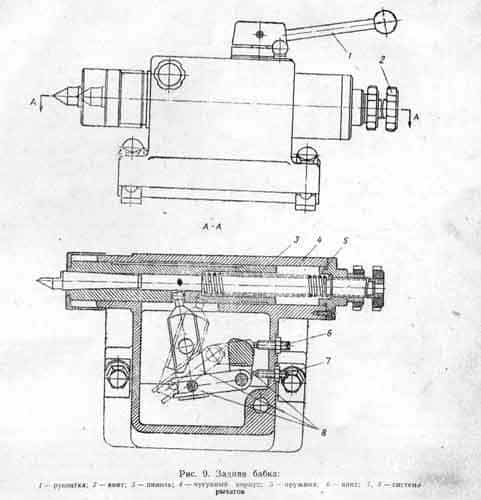
Задняя бабка (рис. 9) состоит из чугунного корпуса 4 коробчатой формы, в котором смонтирована система рычагов 8 для подвода и отвода пиноли 3 с центром.Заднюю бабку крепят двумя болтами в необходимом месте к верхнему поворотному столу.Пиноль отводят с помощью рукоятки 1 через систему рычагов. Конструкция рычагов позволяет фиксировать пиноль в отведенном положении и при отводе вручную. Фиксацию регулируют винтом 6.
Подвод пиноли происходит с помощью пружины 5, усилие которой регулируют винтом 2. В винте имеется сквозное отверстие, через которое можно вытолкнуть задний центр.
Механизм периодической подачи
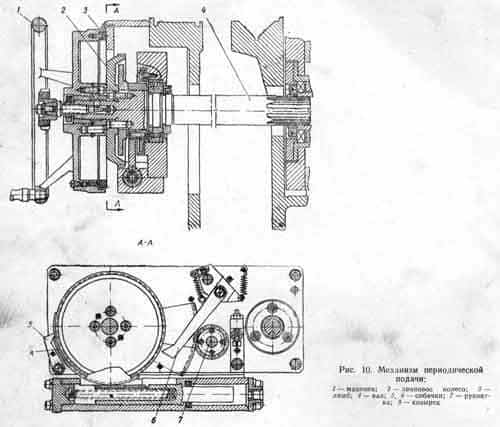
Механизм периодической подачи (рис. 10) смонтирован на передней стенке правой стороны станины. Механизм обеспечивает ручную и автоматическую периодическую подачи до жесткого упора или до нулевой риски, на лимбе.Ручное перемещение осуществляют поворотом маховика 1 через вал 4, который шлицевым концом соединяется с шестернями салазок (рис. 7).Периодическую подачу осуществляют при помощи собачки 5 и храпового колеса 2. Величину подачи устанавливают рукояткой 7 в пределах 0,002-0,024 мм.Величину снимаемого припуска устанавливают лимбом 3 на маховике 1. Когда лимб находится в нулевом положении, козырек 8 закрывает храповое колесо 2 и подача прекращается.
Ручную толчковую подачу осуществляют с помощью собачки 6 (рукоятка 22 на рисунке 3).
Электрическая схема
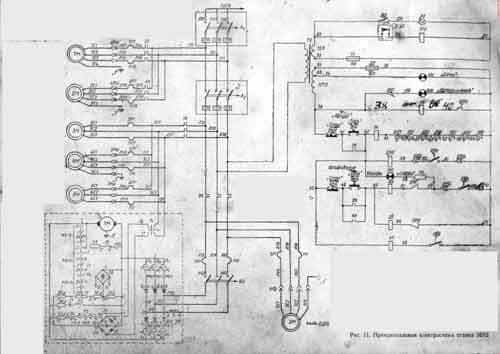
В начале работы шлифовальная бабка находится в исходном положении. Кронштейн внутренней шлифовки откинут, конечный выключатель ЗВК нажат. Реле контроля смазки шпинделя 2ВК отпущено.Для подготовки схемы к работе необходимо:1. Повернуть выключатель сети в положение «Включено». При этом трансформатор управления получает питание, зажигается сигнальная лампа «Сеть».2. Включить штепсельные разъемы 1РШ, 2РШ, ЗРШ, 4РШ, 5РШ.3. Повернуть выключатель изделия в положение «Включено».После нажатия кнопки 1КУ «Пуск общий» катушка магнитного пускателя 1К получает питание и закрывает свои контакты НО. Катушка становится на самопитание. Электродвигатели гидронасоса ЗМ, насоса смазки 4М и двигатель магнитного сепаратора подключаются к сети. Реле 2РП получает питание и закрывает свои контакты НО. Подключается электромагнит 1Э и загорается сигнальная лампочка «Смазка». После нажатия кнопки ЗКУ «Пуск шлифования» катушка магнитного пускателя 4К получает питание и становится на самопитание. Подключается двигатель наружного шлифования. Подвод шлифовальной бабки, включение хода стола и включение подачи осуществляют гидравлически рукояткой управления. При этом нажимают концевой выключатель 1ВК и включают магнитный пускатель ЗК. Подключают электродвигатели насоса эмульсии и привода изделия.Когда изделие отшлифовано в номинал, шлифовальная бабка доходит до упора и контакт электрического упора размыкается. Катушка реле 1РП теряет питание, загорается светофор ЗЛС «Размер готов». Шлифовальную бабку отводят гидравлически. Когда освобождают 1ВК, пускатель ЗК теряет питание. Выключают электродвигатели бабки изделия и насоса эмульсии. Цикл окончен.При внутреннем шлифовании следует опустить кронштейн со шпинделем внутреннего шлифования и разъединить разъем 2PШ.
При этом отпускается конечный выключатель ЗВК и открывает свои контакты НО в цепи 2РП. 2РП теряет питание, ее контакты НО в цепи 4К (51-55) открываются. Контакты НЗ в цепи 2К (54-35) закрываются, контакты НО в цепи 1Э (40-35) открываются. После нажатия кнопки «Пуск шлифования» катушка магнитного пускателя 2К получает питание. Включается электродвигатель шпинделя внутренней шлифовки 7М.
Скачать документацию
Источник: https://forkettle.ru/biblioteka/pasporta-i-tekhnicheskaya-dokumentatsiya/tokarnye-stanki/748-shlifovalnye/8501-universalnyj-krugloshlifovalnyj-stanok-3b12
Круглошлифовальный станок

Круглошлифовальный станок – промышленное оборудование для продольного, цилиндрического, торцевого шлифования деталей из дерева и металла. Оборудование универсальное. В зависимости от конструкции и устройства агрегат годится для мелкого или масштабного производства, а также в промышленности.
Зачем нужны шлифовальные станки?
Обрабатывающие агрегаты незаменимы в обдирочной и чистовой обработке металла, твердых материалов. Для работы применяются стандартные шлифовальные и алмазные круги, обеспечивающие небольшую шероховатость в результате обработки, точность размеров и геометрии.
Аппараты применяют для шлифовки деталей, прошедших механическую или температурную обработку, изготовленные на фрезерном, сверлильном или токарном оборудовании. Преимущества у агрегатов следующие:
- можно обрабатывать изделия различных форм и габаритов;
- настройка параметров точная, качество шлифования высокое;
- есть функция автоматической или ручной подачи;
- модель оборудования можно подбирать под выполнение конкретных задач производства в целях снижения себестоимости работы и повышения эффективности.
Оборудование может значительно различаться по конструкции — например, опорный нож крепят на салазках ведущей бабки или на фиксированной станине. Движение ножа зависит от типа его крепления. Нож, размещённый на салазках, двигается одновременно с кругом относительно оси. Вместе с тем бабка будет статичной по отношению к станине.

Устройство
Оборудование с фиксированными ножами используется для автоматических линий. Круглошлифовальный станок по металлу может иметь разную комплектацию. Самая частая компоновка — с патронами 3 типов. Это патронные с 1-2 столами, центровые с 1-2 столами. Есть и бесцентровые установки с неподвижными или подвижными ножами, неподвижным башмаком.
Ось установки детали будет постоянной при любом положении рабочего шлифовального круга, что гарантирует высокое качество обработки. При износе узла дальнейшая регулировка не нужна, потери качества шлифовки не наблюдается.
Однако конструкция таких станков более сложная. Станки с неподвижными бабками отличаются повышенной жесткостью, но габариты агрегата меньше, что позволяет применять оборудование не только в цехах, но и в небольших мастерских.

Технические характеристики
При покупке станка нужно смотреть на технические характеристики. Они определяют точность обработки. Например, в ЗМ152 деталь ставится в центрах. Такой метод используется почти во всех типах моделей, но есть и другие варианты.
Важны следующие характеристики:
- наличие поворотного стола, тип;
- функция перемещения заготовки по горизонтали и вертикали;
- система подачи (заготовки подаются вручную или автоматом);
- функция чернового шлифования;
- жесткость крепления заготовки;
- тип крепления заготовки в патроне (только для центровых агрегатов).
Все характеристики агрегата можно условно распределить по узлам. Конструктивно – это блок крепежа заготовки, обрабатывающий центр, система управления.
Кроме того, нужно учитывать максимально возможные габариты детали, допустимую тяжесть заготовки, диаметр шлифовки, дистанцию от оси бабки до стола. К важным параметрам относят предельное смещение стола, углы поворота и особенности смещения при помощи гидравлической системы управления (имеет значение при обработке тяжёлых деталей).

Виды станков
Универсальный круглошлифовальный станок по способу базирования может быть:
- патронным;
- центровым;
- бесцентровым (шлифуются сразу несколько поверхностей).
По схеме базирования выделяют 2 типа агрегатов:
- на башмаках с торцовой ведущей опорой;
- с опорным ножом.
При проходном шлифовании цилиндры обдираются целиком. Форма детали не меняется. При врезном методе форма зависит от степени износа круга. Подобные агрегаты применяют для обработки фасонных, ступенчатых заготовок, поверхностей с буртами, для единовременной обработки торца и шейки изделия.
Популярные модели
Среди популярных модификаций — ЗМ151, ЗБ12, ЗМ182. Они предназначены для обработки конических, цилиндрических и торцевых поверхностей.
Модель ЗМ151 универсальная, нужна для обработки металлических деталей в автоматическом и частично автоматическом режиме.

К преимуществам модели относят следующее:
- есть автоматический режим с вводом программы, обработки в режиме полуавтомата;
- подходит для продольного, врезного шлифования;
- установлена система ручной подачи;
- агрегат используется для серийного, крупно- и мелкосерийного производства;
- возможно снятие очень тонкого поверхностного слоя.
Недостатки — сильный нагрев абразива при поперечной подаче и появление волнистости при снятии большого слоя металла, изменение формы тела вращения.
Обрабатывающий промышленный станок ЗБ12 также считают универсальным.

Плюсы техники:
- высокое качество работы;
- возможность глубинного, продольного, врезного шлифования;
- режим комбинированной работы;
- удобный поворотный стол с простым управлением;
- шлифовальная бабка из 2 частей;
- простота встраивания в промышленные линии.
Минусы — строгие ограничения по габаритов детали, «лишнее» колебательное осевое движение при шлифовке.
Модель ЗМ182 является бесцентровой универсальной с наружным креплением детали.

Плюсы оборудования:
- шлифование деталей различных габаритов;
- большая жесткость рабочей поверхности (отсюда высокое качество обработки);
- простое обслуживание;
- функция встраивания в автоматическую линию;
- малая погрешность.
К минусам относят ограничения по эксплуатации. Станок не требует опыта и квалификации от оператора. Оборудование необходимо для обработки деталей без центровых отверстий, шлифовки заготовок с твердой поверхностью.
Источник: https://www.equipnet.ru/articles/tech/tech_54362.html
Шлифовальные станки: классификация, назначение
Шлифовальное оборудование применяют для обработки инструментами заготовок из различных материалов (металла, дерева, камня).
На станках выполняют технологические операции шлифовки и обдирки, также отрезку отливок.
Процесс обработки металла происходит при взаимодействии двух движений: вращение инструмента и перемещение (вращение) заготовки.

- Применение станков позволяет проводить наружное, внутреннее и профильное шлифование.
- Наружное круглое шлифование предназначено для обработки цилиндрических, конических, торцовых и фасонных поверхностей, заточки инструмента.
- Внутреннее шлифование подходит для обработки отверстий, резьбы, торцовых поверхностей.
- Профильное шлифование применяют при работе с заготовками сложной формы.
- Шлифовальные станки по металлу в зависимости от области применения делятся на различные группы. Наиболее широкое применение получили:
- круглошлифовальные,
- плоскошлифовальные,
- внутришлифовальные станки.
Круглошлифовальные станки применяют для финишной обработки (черновая или чистовая) заготовки методом продольной и врезной шлифовки. Крепление детали может быть как в патроне, так и на центрах задней и передней бабки. Оборудование используют для работы с деталями сечением 2,5-60 см.
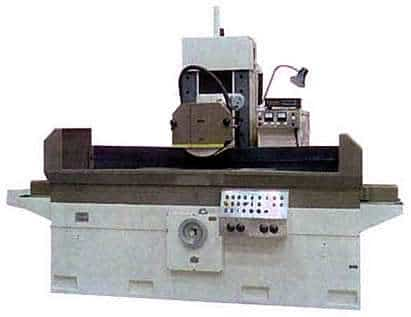
Плоскошлифовальные модели позволяют обрабатывать заготовки длиной до 500 см, сечением 30-200 см. Станки используют при работе с заготовками с плоской поверхностью, некоторые модели позволяют обрабатывать также детали круглой формы торцом или периферией рабочего инструмента.
Плоскошлифовальные станки могут быть горизонтальными или вертикальными, в зависимости от расположения шпинделя. При дополнительном оснащении специальными приспособлениями можно обрабатывать детали более сложных контуров.

Внутришлифовальные агрегаты предназначены для обработки внутренней части заготовок. Процесс обработки детали осуществляется за счет движения шпинделя с установленным диском. Станки разделяются на две основные группы в зависимости от принципа работы.
К первой группе относится оборудование, в котором происходит вращение заготовки и шлифовального диска. Вторую группу составляют машины, в которых деталь неподвижна, а диск выполняет орбитальное передвижение.
Выделяют модели станков с одним шпинделем, двухсторонние.
Расположение основных частей шлифовального станка
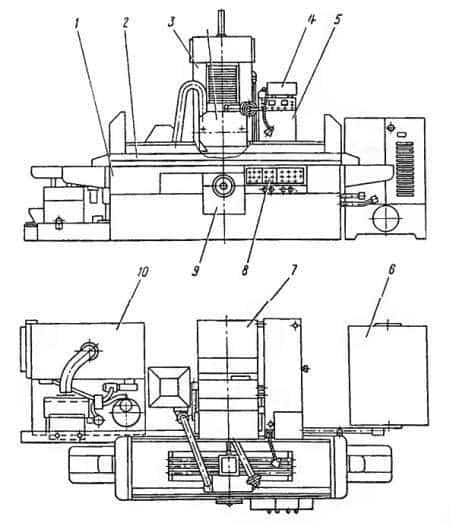
- 1. Станина
- 2. Стол
- 3. Стойка
- 4. Шлифовальная бабка
- 5. Электрошкаф
- 6. Гидроагрегат
- 7. Станина стойки
- 8. Пульт управления
- 9. Редуктор поперечной подачи
- 10. Агрегат охлаждения
Видео работы шлифовального станка.
Источник: https://investstanok.ru/articles/shlifovalnye-stanki-klassifikaciya-naznachenie.html
Назначение и виды круглошлифовальных станков
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования

Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами. При этом важно учитывать их массу;
- точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
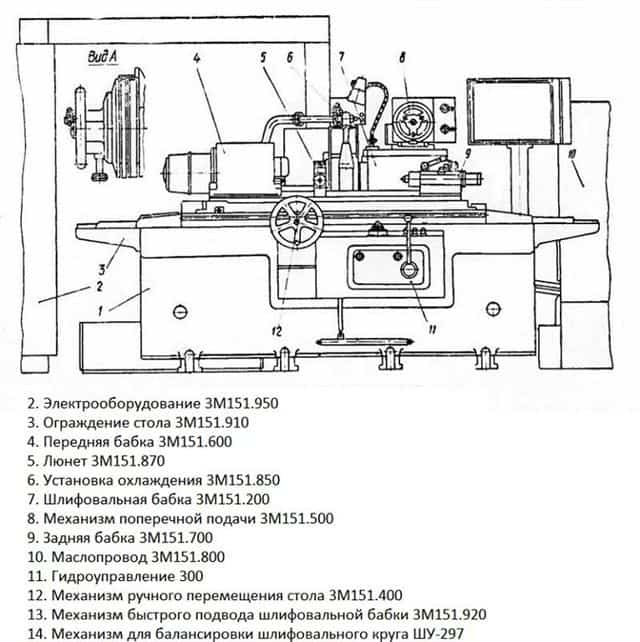 Пример компоновки станка ЗМ151
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки.
В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом.
Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Для шлифовки по всей поверхности заготовки круглошлифовальный станок должен иметь механизм смещения абразивного круга. В таком случае учитываются продольные подачи абразива и поперечные детали.
Перечень основных технических характеристик
 Круглошлифовальный станок 3М152
Круглошлифовальный станок 3М152
В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Для поддержания станка в рабочем состоянии необходимо периодически проводить профилактические и ремонтные работы. Особенно важно своевременно наносить смазку на движущиеся части оборудования.
Методы круглого шлифования
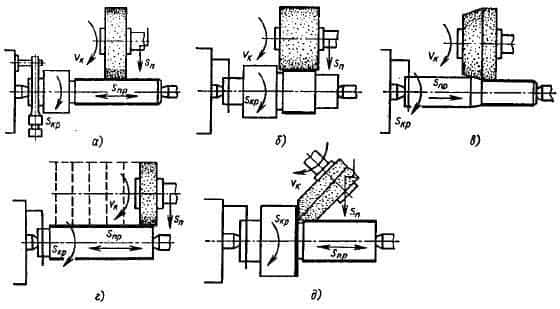 Способы наружного шлифования
Способы наружного шлифования
Для выполнения наружного шлифования можно воспользоваться несколькими методиками. Выбор зависит от желаемого результата, а также фактических характеристик оборудования.
Наиболее распространенным является способ продольной обработки. Заготовка крепится в центрах. С помощью привода передней бабки ей придается вращение. Одновременно с этим механизм подачи обеспечивает продольное смещение детали относительно абразивного круга.
Кроме этого способа современные круглошлифовальные станки могут выполнять следующие типы обработки:
- глубинная. Применяется для шлифовки коротких деталей. За один проход может удаляться до 0,4 мм материала. Основной процесс обработки выполняется конической частью круга;
- врезная. С ее помощью можно эффективно делать обдирочное или чистовое шлифование. Для этого устанавливают широкие абразивные круги. В процессе обработки деталь не смещается относительно инструмента;
- уступами. Это комбинированный вид, сочетающий глубинное и врезное шлифование. Оптимальный вариант для снятия излишка материала с заготовок сложной формы.
Большинство моделей круглошлифовальных станков могут выполнять все вышеперечисленные типы обработки. Важно лишь правильно подобрать характеристики оборудования, чтобы добиться желаемой точности.
В качестве примера можно посмотреть видеоматериал, в котором показана работа круглошлифовального станка с ЧПУ:
Источник: http://StanokGid.ru/metall/krugloshlifovalnyj-stanok.html
Круглошлифовальные станки
Шлифование — это способ изготовления детали необходимой точности посредством обработки ее абразивным материалом. Существует несколько видов шлифовальных станков: хонинговальные, бесцентрошлифовальные, внутришлифовальные, плоскошлифовальные и круглошлифовальные. Последние являются предметом данного обсуждения, в связи с чем именно на них остановимся более подробно.
Круглошлифовальные станки благодаря своей универсальности широко применяются на предприятиях с крупной, средней и малой серийностью, при изготовлении единичных изделий, и даже в инструментальных мастерских.
Предназначением данных станков является шлифование внутренних и наружных поверхностей торцевых, цилиндрических и конических деталей.
Круглошлифовальные станки также очень хороши для заключительной обработки изделий, так как позволяют обеспечить их высокую точность и чистоту поверхности.
Модификации круглошлифовальных станков
Класс точности такого оборудования П (повышенная точность), В (высокая точность) и А (особо высокая точность).
Материалы, из которых изготавливается деталь на круглошлифовальных станках, тоже могут быть самыми разными: чугун, сталь, цветные металлы, различные сплавы, всевозможные неметаллические материалы, такие как текстолит, стекло, поликристаллические алмазы, кубический нитрид бора и прочие, а также керметы, то есть материалы особой прочности.

- По способу базирования изделия, подвергаемого обработке, то есть установке изделия в пространстве относительно системы координат, круглошлифовальные станки можно разделить на три вида: 1) центровые, при которых изделие устанавливается в центрах; 2) патронные, при которых изделие устанавливается в патрон; 3) безцентровые, при которых изделие устанавливается по обрабатываемым поверхностям.
- По своим техническим характеристикам круглошлифовальные станки отличаются друг от друга расстоянием между центрами, их высотой, максимальным весом обрабатываемой детали, максимальным шлифуемым диаметром, диапазоном поворота шлифовальной шпиндельной бабки и мощностью.
- Основными узлами таких станков являются шлифовальная бабка с вмонтированным в нее шпинделем шлифовального круга, суппорт ножа, патроны, центра, устройство балансировки шлифовального круга, устройство правки шлифовального круга, бак смазочно-охлаждающего устройства и прижимы.
Принцип работы круглошлифовальных станков
Принцип работы круглошлифовальных станков заключается в следующем. Изделие устанавливается в центрах станка, либо в его патроне и далее начинает вращаться навстречу шлифовальному кругу. Стол станка при этом производит возвратно-поступательные движения. В конце каждого хода стола шлифовальный круг поперечно перемещается на глубину резания.
Продольное перемещение стола станка производится автоматически с помощью гидравлической системы, либо вручную с помощью маховика. Поперечное перемещение шлифовальной бабки также может осуществляться как автоматически, так и вручную. И при продольном, и при поперечном перемещении вручную можно выбрать чистовой, либо черновой вариант шлифования.
Диапазон цен на круглошлифовальные станки довольно широк и варьируется примерно от 100 000 до 8 000 000 российских рублей. Цена такого оборудования зависит от функционала и технических характеристик выбранной модели.
Источник: https://promplace.ru/krugloshlifovalnie-stanki-614.htm
Шлифовальные станки — назначение, классификация, расшифровка
Металлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм.
Классификация и расшифровка шлифовальных станков
- Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
- По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
- Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
Расшифровка шлифовальных станков
Условное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В).
Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Вторая цифра обозначает типы шлифовальных станков:
- 1 — круглошлифовальные;
- 2 — внутришлифовальные;
- 3 — обдирочно-шлифовальные;
- 4 — специализированные шлифовальные;
- 5 — не применяется;
- 6 — заточные;
- 7 — плоскошлифовальные;
- 8 — притирочные и доводочные;
- 9 — разные.
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм.
Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229).
Расшифровка шлифовального станка 3Л722В
- 3 — группа шлифовальных и доводочных станков
- Л — поколение станка
- 7 — плоскошлифовальный тип
- 22 — станок определенного типоразмера с длиной и шириной стола 1250х320 мм
- В — высокий класс точности

Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ.
Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели.
01.07.2019
Источник: Справочник шлифовщика Кащук В. А. Верещагин А. Б., Шлифовальные станки Лоскутов В. В.
Источник: https://stanok-kpo.ru/stati/61.html
Круглошлифовальные станки
Круглошлифовальные станки по металлу широко применяются на предприятиях всех отраслей, связанных с изготовлением машин и приборов, требующих повышенной размерной точности и геометрической правильности входящих в их состав деталей. Станок такого типа можно встретить в механическом и инструментальном цехе приборостроительного, авиационного, автомобильного и любого другого машиностроительного завода.
Устройство круглошлифовальных станков
Особенностью технологической схемы круглого шлифования внешней поверхности вращения является необходимость вращательного движения как режущего абразивного инструмента, так и обрабатываемой поверхности. Для этого станки с установкой детали в центрах, патроне оборудуются двумя шпиндельными валами.
Один расположен в передней бабке и придает вращение детали, второй – в шлифовальной бабке, он приводит в действие абразивный режущий инструмент – шлифовальный круг.
В станках бесцентрового шлифования отсутствует привод вращения заготовки, ее движение осуществляется за счет воздействия на поверхность сразу двух кругов – шлифующего и ведущего.
На рабочем конце шпиндельного вала передней бабки устанавливается патрон или станочный центр, с помощью которых производится базирование и закрепление детали.
Движение круга вдоль образующей обрабатываемой поверхности (продольная подача) выполняется за счет перемещения стола, на котором размещены передняя и задняя бабки, несущие заготовку. Для перемещения стола используется ручной и/или механизированный (механический, гидравлический) привод.
Также вручную или в автоматическом режиме выполняется относительное смещение круга и поверхности в радиальном (поперечном) направлении, определяющее врезание инструмента в тело заготовки и величину снимаемого припуска.
Механизмом поперечной подачи обычно оборудуется шлифовальная головка, но движение в этом направлении может производиться и за счет перемещения стола.
Для обработки конических поверхностей предусмотрена возможность изменение положения оси детали за счет разворота стола и передней бабки.
Универсальные станки для круглого шлифование кроме наружного способны выполнять также операции внутреннего шлифования. Для этого они оборудуются механизмом кругового движения шлифовального круга и шлифовальной бабкой, поворотом которой можно выбрать вид обработки.
Основные преимущества
Незаменимые в составе оборудования любого современного предприятия круглошлифовальные станки представляют собой высокопроизводительное и эффективное оборудование, выполняющее уникальные по точности операции как в единичном и экспериментальном, так и (при оснащении их системами ЧПУ и загрузочными устройствами) в массовом производстве.
Источник: https://vmstanki.ru/krugloshlifovalnie-stanki/
Круглошлифовальные станки — Поставки станков
Круглошлифовальные станки применяются для наружной обработки цилиндрических и конических деталей из черного и цветного металла методом продольного, врезного и глубинного шлифования в условиях единичного, серийного и массового производства в сфере металлургии, машиностроения на производственных участках в цехах предприятий. Также упомянутое оборудование нередко можно встретить в лабораториях и исследовательских подразделениях заводов и фабрик.
Компактные круглошлифовальные станки активно используются в ремонтных мастерских, на станциях обслуживания транспортных средств, в гаражах. Помимо этого, агрегаты применяются в мастерских профессионально-технических учебных заведений, готовящих специалистов станочников.
Особенности круглошлифовальных станков
Конструкция оборудования включает в себя следующие элементы:
- станина;
- верхние и нижние столы;
- устройство для внутренней шлифовки;
- пиноль;
- крепления для шлифовальных кругов;
- передняя бабка;
- электрошкаф;
- механизм правки абразивного круга;
- пульт управления.
Мы предлагаем купить станок круглошлифовальный, который дает возможность с высокой точностью обрабатывать любые металлические поверхности.
Примечательно, что рабочие столы этих агрегатов могут быть оснащены дополнительными ребрами жесткости для повышения прочности и получения возможности работы с крупногабаритными деталями, демонстрирующими значительную массу.
Гидравлические системы подачи заготовок обеспечивают циклическую обработку деталей с минимальными временными затратами.
В каталоге нашей компании можно купить круглошлифовальный станок с направляющими скольжения, которые закрыты специальными кожухами для предотвращения загрязнения. По ним перемещаются столы, приводимые в движение ручным механизмом или гидравлической системой.
Наличие откидного индикаторного устройства на передней части высокопрочной станины позволяет с высокой точностью контролировать перемещения стола.
Сегментные самоустанавливающиеся подшипники, на которые монтируется шпиндель шлифовальной бабки, обеспечивает жесткость опоры и повышенную точность вращения.
Компания «Стандарт», поставляющая заказчикам из России и ближнего зарубежья оборудование для обработки металлических деталей, дает клиентам возможность купить станок круглошлифовальный с электроблокировкой двигателя шлифовальной бабки, защищающей оборудование от перегрузок.
Примечательно и то, что наклонная рабочая поверхность агрегата помогает перемещать заднюю и переднюю бабки без потери соосности. В качестве инструмента для абразивной обработки деталей применяются шлифовальные круги различной зернистости и твердости.
Для их правки используются специальные устройства с твердосплавными дисками.
Преимущества круглошлифовальных станков
Мы советуем посетителям купить круглошлифовальный станок, демонстрирующий такие плюсы, как:
- безопасность в использовании при соблюдении всех правил работы с оборудованием;
- автоматическая система смазки шпиндельных бабок, снижающая износ и увеличивающая срок эксплуатации шпинделей;
- система, дающая возможность регулировать скорость продольной передачи без рывков;
- ускоренная подводка и отведение шлифовального круга для экономии времени и увеличения производительности;
- высокая надежность в применении, обусловленная безупречным качеством комплектующих, из которых собираются круглошлифовальные промышленные станки;
- наличие эффективной системы охлаждения, позволяющей снижать температуру шлифовального круга в ходе вращения и продлевающей срок его использования;
- гидравлическое или ручное (механическое) высокоточное перемещение рабочих столов и шпиндельных бабок;
- устойчивость формы рабочей зоны при колебаниях нагрузки;
- приспособления, обеспечивающие быстрый съем фланцев и при необходимости их замену;
- наличие брызгозащитных щитков, предохраняющих попадание загрязненной металлическими частицами жидкости на одежду оператора;
- возможность установки магнитных сепараторов или бумажных фильтров для охлаждающей шлифовальный круг системы;
- надежные и долговечные электрические двигатели, умеренно потребляющие электроэнергию;
- стабильное качество обработки;
- ремонтопригодность и возможность замены узлов.
Плюсы заказа в компании «Стандарт»
Клиенты обращаются к нам, чтобы купить станок круглошлифовальный или иное оборудование для обработки выполненных из металла деталей, потому что мы создали для них выгодные условия. Кроме этого, компания поддерживает высокие стандарты обслуживания как постоянных, так и новых заказчиков и неукоснительно соблюдает все обязательства, предусмотренные договором.
Можно выделить следующие преимущества сотрудничества с нашей фирмой:
- профессиональная помощь в подборе оборудования для предприятий машиностроения, исходя из требований и финансовых возможностей покупателей;
- предоставление услуг по монтажу, пуску и наладке круглошлифовальных универсальных станков;
- удобные способы оплаты, продажа оборудования в лизинг, выгодные схемы расчетов;
- доставка во все регионы Российской Федерации и стран СНГ на предприятия заказчиков;
- оказание услуг по сервисному обслуживанию станков;
- большой выбор техники для машиностроительных заводов, ремонтных организаций, использующих станочное оборудование;
- система скидок и рассрочки;
- модели от ведущих производителей.
Стоимость и условия поставки
Воспользовавшись удобным каталогом компании «Стандарт», вы сможете выбрать и купить круглошлифовальный станок в соответствии с требуемыми параметрами по приемлемой цене.
Отметим, что мы поставляем станки ведущих производителей, на которые распространяется гарантия сроком 12 месяцев.
Уточняйте цены и узнавайте условия сотрудничества у представителей нашей компании, которые готовы ответить на ваши вопросы и предоставить всю нужную информацию.
По всем вопросам звоните по телефону +7(4852) 66-40-25 или пишите на электронную почту info@standart-st.ru.
Воспользуйтесь формой обратной связи, чтобы заказать звонок и получить больше сведений о круглошлифовальных станках, а также оставить заявку для их приобретения. Наши сотрудники предоставят вам квалифицированную консультацию и оперативно выполнят заказ!
Источник: http://standart-st.ru/stanki/shlifovalnye-stanki/krugloshlifovalnye-stanki





