- Какую арматуру использовать для сварки каркасов?
- Способы соединения арматуры сваркой
- Внахлёст
- Встык
- Крестообразная точечная сварка
- Как выбрать электроды?
- Технология сварки
- Какие меры предосторожности предпринять?
- Технология сварки арматуры
- Что такое арматура
- Разновидности арматуры
- Особенности сваривания арматуры
- Основные требования
- Способы сварки арматуры
- Внахлест
- Встык
- Точечная контактная
- Крестообразная
- Оборудование и материалы для сварки
- Проверка прочности готовой конструкции
- Параметры режимов сварки
- Рекомендуемые показатели тока
- Особенности подбора электродов
- Соотношение электродных и арматурных стержней по толщине
- Техника безопасности
- Особенности сварочных работ на высоте
- Возможные сложности
- Что лучше: сварка или вязка арматуры
- Можно ли сваривать арматуру для фундамента: 2 основных способа сборки каркасов
- Особенности материала
- Для чего нужен арматурный каркас
- Как работает арматура
- Способы соединения арматуры
- Вязка
- Сварка
- Какой метод лучше
- Коротко о главном
Главная › Армирование ›
03.01.2022
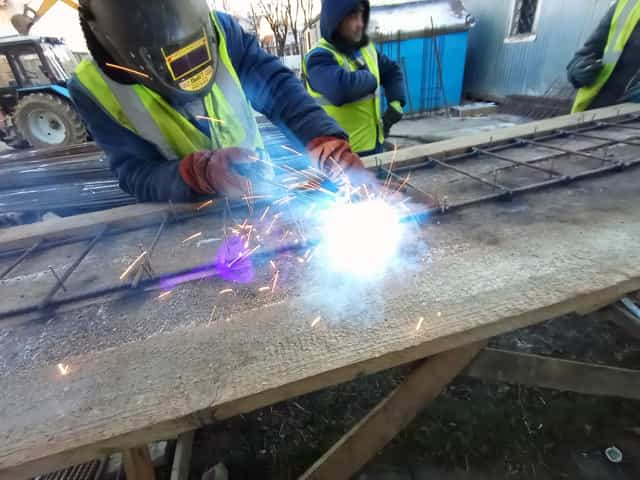
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.
Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1.
Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.
 Все классы арматуры приведенные выше имеют периодический профиль, кроме А240, она гладкая.
Все классы арматуры приведенные выше имеют периодический профиль, кроме А240, она гладкая.
Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст
 Пример сварного шва нахлесточным способом.
Пример сварного шва нахлесточным способом.
Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.
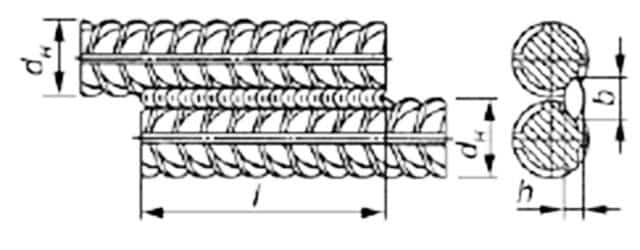
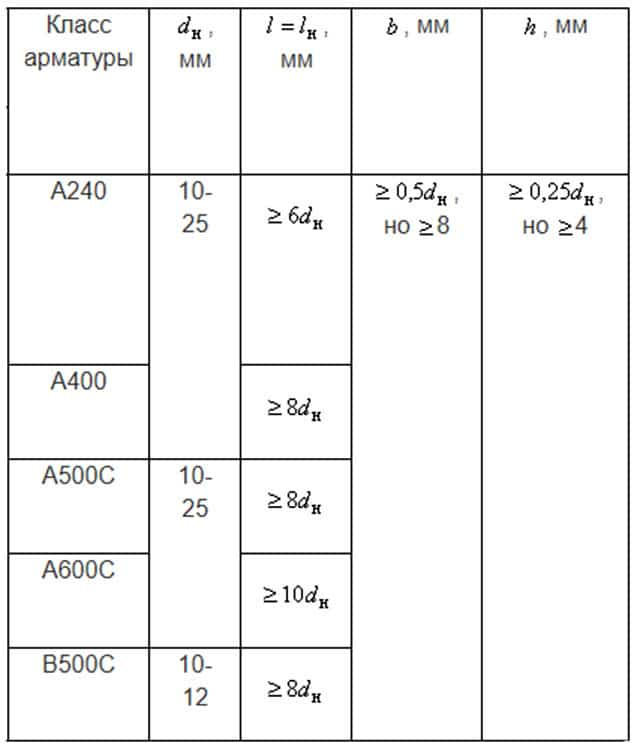
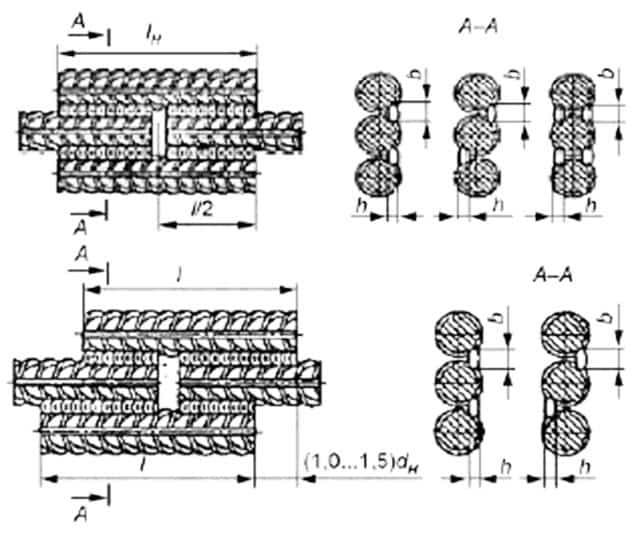
Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
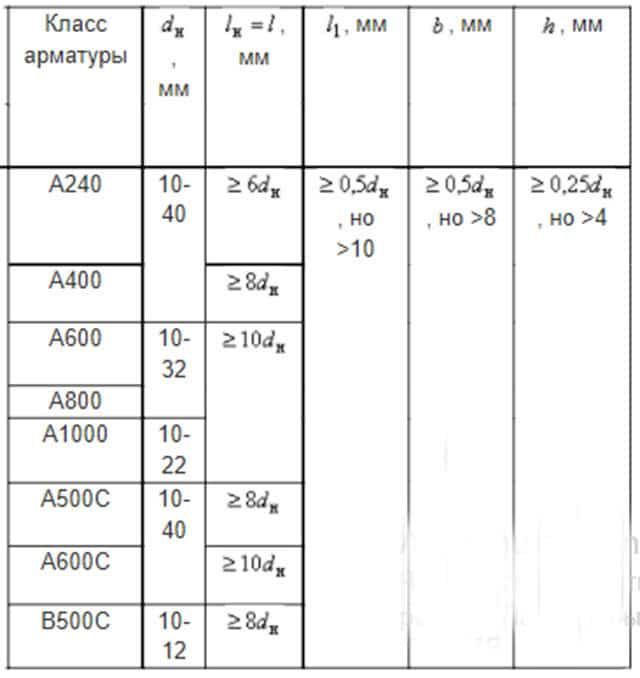
Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба.
Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают.
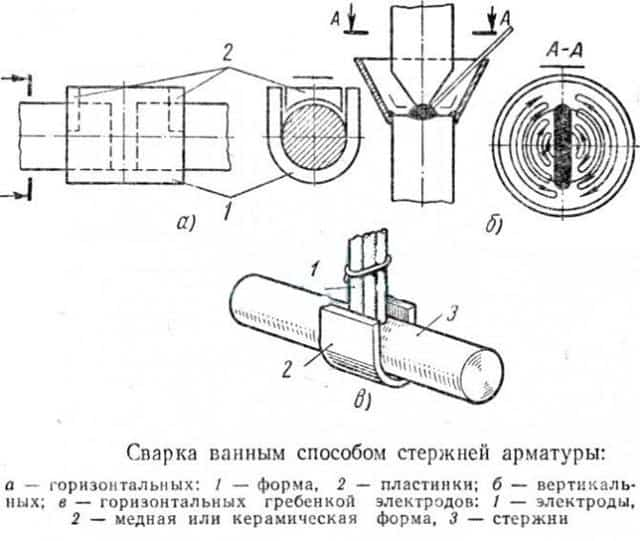
Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.
 Пример сварки арматуры ванно-шовным способом на стальной скобе-накладке.
Пример сварки арматуры ванно-шовным способом на стальной скобе-накладке.
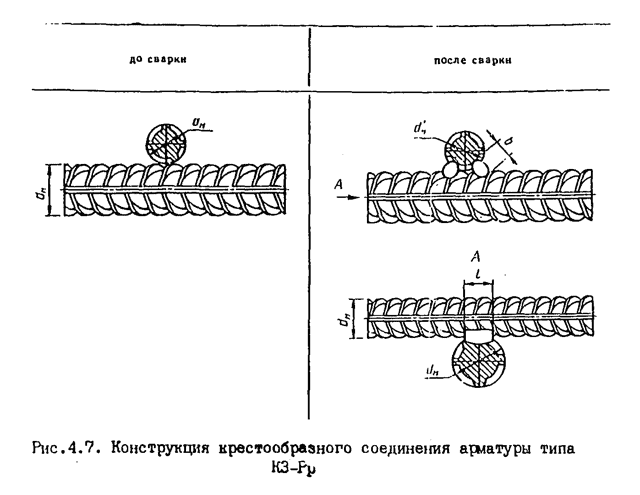
Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.
 Пример крестообразной сварки арматуры дуговым ручным способом (прихватками).
Пример крестообразной сварки арматуры дуговым ручным способом (прихватками).
Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.
 Процесс соединения арматуры контактной сваркой.
Процесс соединения арматуры контактной сваркой.
Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
- Для арматуры диаметров 5-8 мм используют электроды с сечением до 3 мм.
- Для прутков диаметром 8-10 мм рекомендуется применять электроды, сечение которых составляет 3-4 мм.
- Для толстой арматуры с диаметром от 10 мм используют электроды диаметром от 4 мм.
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д.
После этого аккуратным простукиванием молотком по шву проверяют его на прочность.
Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.
При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки.
Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям.
По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Как правильно сваривать арматуру между собой Ссылка на основную публикацию
Технология сварки арматуры
Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
 Сварка позволяет создать каркас любых размеров.
Сварка позволяет создать каркас любых размеров.
Что такое арматура
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Во избежание раскрытия трещин при таких нагрузках в него замоноличивают стальные стержни круглого сечения – арматуру. Их дополнительная функция сводится к усилению бетона при сжатии.
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
- А-I (А240). Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали марки Ст3.
- А-II (А-300). Арматура этого и последующего классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Стержни диаметром менее 40 мм изготавливают из стали Ст5 (спокойной и полуспокойной), более толстые – из 18Г2С.
- А-III (А400). Изготавливается из стали 35ГС и 25Г2С. Вторая разновидность представляет собой улучшенный вариант и помечается нанесением на концы несмываемой белой краски. В отличие от первого, ее можно соединять электросваркой; стержни обладают повышенной прочностью за счет холодного вытягивания. А-III – один из самых распространенных видов арматуры. Применяется в ответственных конструкциях, в т.ч. предварительно напряженных.
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.
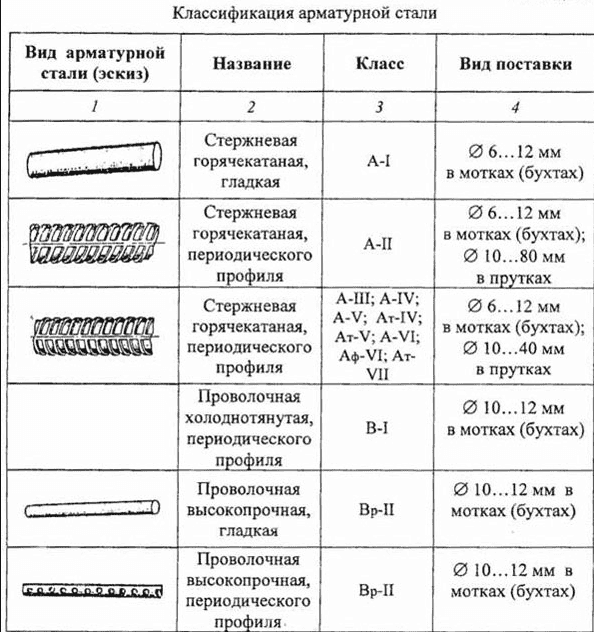 Разновидности арматурной стали.
Разновидности арматурной стали.
Особенности сваривания арматуры
Круглая форма стержней обусловила появление специального метода – ванного. Его применяют при стыковой сварке, когда торцы элементов прилегают друг к другу.
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Рекомендуем к прочтению Как самому приваривать петли и навесы на ворота
Перед сваркой с арматуры удаляют грязь и пыль.
При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва. На крупных стройках этого не делают, т.к.
подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени. Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
Соединение арматурной стали внахлест.
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
Встык
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
 Сварка арматуры встык.
Сварка арматуры встык.
Преимущества способа:
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Недостаток – высокий расход электродов. Чтобы заполнить ванну между прутами толщиной 28 мм, понадобится 3 4-миллиметровых расходника. Если они плавятся последовательно, от мастера требуется умение быстро менять их. Проще закрепить все 3 электрода в специальной гребенке и варить ими одновременно.
Точечная контактная
Такую сварку применяют на автоматизированных производствах. Ее преимущество – высокая производительность. Недостатки:
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Порядок действий:
- Стержни зачищают до металлического блеска.
- Зажимают в станке клещами с подключенными к ним электродами.
- Подают короткий электрический импульс.
 Точечная контактная сварка арматуры.
Точечная контактная сварка арматуры.
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
- Для гладких стержней – не менее 14 мм.
- Для профилированных – не менее 32 мм.
При наложении стержней внахлест сварку производят в нескольких точках.
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.
 Крестообразная сварка арматуры.
Крестообразная сварка арматуры.
Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
Рекомендуем к прочтению Как сваривать автомобиль своими руками
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки – если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.
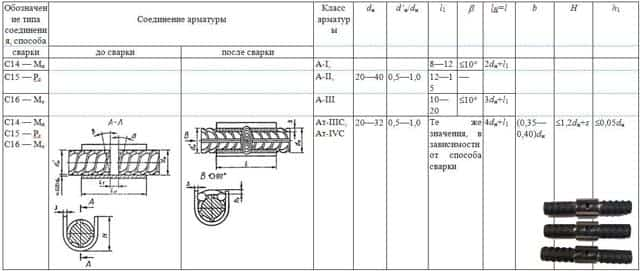 Схема сварки арматуры.
Схема сварки арматуры.
Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемая длина дуги составляет 2 мм. С увеличением данного показателя разряд начинает «гулять» по поверхности, что приводит к непровару и разбрызгиванию металла.
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
| Диаметр электрода, мм | СМ-11 | АНО-5 (6) | ВСЦ-4 | УОНИ-13/55 |
| 2 | – | – | – | 30-50 |
| 3 | 100-150 | – | 90-100 | 80-120 |
| 4 | 150-220 | 170-220 | 120-150 | 130-190 |
| 5 | 180-290 | 210-280 | – | 180-260 |
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
- (5-8) / 3;
- (8-10) / 4;
- (Более 10) / 5.
Рекомендуем к прочтению Подводная сварка
Параметры для ванного метода приведены в таблице:
| Толщина стыкуемых арматурных стержней d н, мм | Диаметр электрода d э, мм | Сварочный ток, А, для стержней, расположенных | |
| горизонтально | вертикально | ||
| 20-2832-40 | 56 | 220-250260-300 | 200-220220-240 |
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Сварщику-высотнику запрещено:
- Использовать электрооборудование в дождь или снег, если оно не защищено навесом.
- Бросать огарки вниз.
 Сварочные работы на высоте требуют особой техники безопасности.
Сварочные работы на высоте требуют особой техники безопасности.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Процесс не влияет на прочность и пластичность стали. Данное обстоятельство особенно важно при сооружении фундаментов тяжелых зданий и других конструкций, рассчитанных на большие нагрузки.
- Дешево стоит. Отожженная вязальная проволока имеет намного меньшую стоимость, чем электроды; для ее применения не требуется электричество.
- Обходится без использования сложного оборудования. Нужен только специальный инструмент – крючок.
- Может применяться в отношении стержней любых диаметров.
- Операция доступна человеку без специальных навыков.
Недостатки:
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.
При сварке арматуры ванным методом с применением нескольких электродов одновременно их поджигают о днище ванночки. После заполнения ее металлом расходники 8-10 раз опускают в расплав на 2-3 секунды, чтобы обеспечить равномерное остывание.
Если отсутствуют накладки, их заменяют короткими отрезками арматуры.
Можно ли сваривать арматуру для фундамента: 2 основных способа сборки каркасов
Заливка фундамента – важная и ответственная процедура, в которой нет мелочей. Имеют большое значение все этапы работ, от подготовки до процесса сушки отливки.
У начинающих строителей часто возникает масса вопросов, касающихся сборки каркаса. В частности, они интересуются, можно ли сваривать арматуру для фундамента, или это недопустимый способ соединения.
Читайте до конца, и вы сможете прояснить для себя все неясные вопросы, выбрать правильный способ сборки арматурного каркаса.
Готовый арматурный каркас для ленточного фундамента Источник sk-individom.ru
Особенности материала
Бетон – это строительный материал, обладающий на начальном этапе полужидкой структурой, и твердеющий при заливке в форму (опалубку). Из него можно изготовить монолитную деталь любой формы и размера, создать стены, перекрытия, опорные конструкции (фундамент). Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Кроме этого, важными достоинствами бетона являются сравнительно низкая цена, а также простота работы с ним. Материал можно замешивать самостоятельно, прямо на площадке, но для больших отливок проще покупать нужное количество готового бетона определённой марки. Это позволит получить качественный материал, соответствующий всем нормам, требованиям ГОСТ и СНиП.
Однако, для того, чтобы выяснить, можно ли варить арматуру для фундамента, надо разобраться с отрицательными свойствами бетона. Прежде всего, он впитывает и попускает воду. Фундамент, находящийся под землёй, приходится гидроизолировать, защищая материал от контакта с почвенной влагой. Это важный момент, так как вода при замерзании расширяется и может разорвать отливку изнутри.
Бетон крошится при замерзании воды Источник promportal.su
Второй недостаток бетона состоит в разной реакции на внешние воздействия. Он способен выдерживать большое давление, но на растяжение работает очень плохо. Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
Для чего нужен арматурный каркас
Для компенсации растягивающих нагрузок внутрь бетонных изделий помещают специальную конструкцию – армирующий каркас.
Он имеет форму пространственной решётки, расположенной внутри отливки так, чтобы принимать на себя все растягивающие воздействия.
Самый простой вариант – четыре рабочих стержня, размещённых под поверхностью бетона на небольшой (5см) глубине. Есть и более сложные решётки, рассчитанные на принятие значительных нагрузок.
Конструкция каркаса представляет собой сочетание рабочих и вспомогательных стержней. Рабочие располагаются в продольном направлении, они толще и прочнее. Вспомогательные стержни используются только для поддержки рабочих прутков и нужны лишь до момента заливки. Все задачи каркаса выполняют рабочие стержни, а вспомогательные остаются в отливке, так как их невозможно извлечь.
Простейший каркас с длинными рабочими и поперечными вспомогательными элементами Источник stroyimdom.com
Сборка каркаса производится прямо на площадке, перед заливкой бетона. Иногда используются заранее подготовленные элементы или целые конструкции, но чаще в ход идут отдельные прутки, порезанные по длине.
Соединение стержней обычно производится с помощью мягкой отожжённой проволоки, из которой делаются обычные скрутки. Часто пользователи задумываются – можно ли сваривать арматуру для ленточного фундамента. На первый взгляд, это быстрее и прочнее, чем вязка проволокой.
Однако, для ответа на этот вопрос необходимо рассмотреть работу армирующего пояса внимательнее.
Как работает арматура
Арматурные стержни имеют рифлёную поверхность. Она позволяет пруткам прочно сцепляться с бетоном и удерживать его в заданном положении. При возникновении разнонаправленных внешних нагрузок или воздействий, все усилия принимают на себя именно стержни. Бетон остаётся в работоспособном состоянии, исключается возникновение трещин или перелом ренты фундамента.
Стальная рифлёная арматура Источник стройкапро.рф
Каталог компаний, что специализируются на фундаментах.
Каркас создаётся после тщательного расчёта. Необходимо определить толщину стержней, рассчитать их количество, определить и усилить наиболее нагруженные участки. Распределение стержней строго регламентируется – они размещаются на глубине 50 мм от поверхности отливки.
Расстояние между соседними прутками не должно превышать 50 см, а на ответственных участках используются сдвоенные элементы. Все требования к каркасу подробно изложены в СНиП, которыми необходимо руководствоваться на всех этапах строительства фундамента.
Понимание распределения нагрузок на каркас позволит ответить на часто возникающий вопрос – можно ли варить арматуру для фундамента, а не вязать. Функциональные задачи выполняют только рабочие стержни, расположенные вдоль отливки.
Для обеспечения конструкционной жёсткости принципиальную важность имеют только продольные соединения. Хомуты (поперечные элементы, выполненные в форме букв «О» или «П») необходимы только для фиксации рабочих стержней до момента заливки. В распределении или принятии нагрузок на фундамент они не участвуют, поэтому изготавливаются из прутков меньшей толщины, не имеющих рифления.
Вспомогательные элементы каркаса – хомуты Источник allegroimg.com
Прочность соединения элементов каркаса между собой необходима для принятия нагрузок в момент заливки. Бетон достаточно тяжёлый материал, который способен разрушить слабое крепление.
Некоторые строители для достижения высокой скорости сборки скрепляют прутки пластиковыми хомутами. Во время заливки они часто лопаются. Приходится восстанавливать каркас, останавливая заливку. Это крайне нежелательные ситуации, поскольку время жизнеспособности бетона ограничено и не терпит перерывов в работе. Поэтому, принято пользоваться достаточно прочными способами сборки.
Способы соединения арматуры
Сборка каркасов производится прямо на строительной площадке. Это означает, что для выполнения процедуры требуются простые и быстрые методы соединения стержней. К наиболее распространённым способам относят вязку при помощи мягкой отожжённой проволоки толщиной 0,8-1,5 мм.
Технология такого соединения проста, но у многих начинающих строителей она вызывает неприятие из-за отсутствия навыков. Поэтому у них возникает вопрос, можно ли варить арматуру под фундамент, ведь это быстрее и надёжнее.
Сварные готовые элементы можно изготавливать заранее Источник www.stigr.su
Необходимо сразу сказать – принципиальных противопоказаний к сварке каркасов нет. Мало того, на многих специальных конструкциях, где используются арматурные стержни увеличенного размера, сварка является единственно допустимым способом сборки. Каркасы получаются массивными и очень тяжёлыми, проволочные скрутки попросту не смогут выдержать нагрузок при заливке бетона.
Однако, для таких соединений требуется строгое следование технологическим требованиям. При строительстве объектов сравнительно небольшого размера, где не нужны слишком толстые и тяжёлые рабочие стержни, использование сварки нецелесообразно. Таким образом, можно арматуру вязать или сваривать, что лучше и надёжнее – решают, исходя из условий работ и степени ответственности каркаса.
Готовые каркасы для несущих балок Источник www.serfas.lt
Вязка
Вязка арматуры – простой и универсальный способ соединения элементов каркаса. Он годится для работы с металлическими и стеклопластиковыми прутками.
Рассмотрим процесс вязки арматуры внимательнее. С точки зрения прочности, это вполне надёжный вариант соединения каркаса. В роли крепёжного элемента выступает скрутка из отожжённой стальной проволоки, толщина которой обычно находится в пределах 0,8-1,5 мм.
Для выполнения процедуры необходимо приготовить отрезок проволоки длиной 25-30 см и специальный крючок.
Крючок для вязки арматуры Источник prom.st
Проволока складывается пополам, полученную петлю перехлёстывают вокруг соединяемых элементов. Крючком захватывают петлю и несколько раз поворачивают её вокруг оси, производя закрутку. Вся процедура у опытного рабочего занимает считанные секунды, а необходимый навык приходит очень быстро.
Основным преимуществом вязки является возможность работать в любых условиях. Не требуется подключение к источнику электропитания, единственным требованием является достаточная освещённость участка соединения. Проволока продаётся в магазинах, она гораздо дешевле электродов.
Для опытных специалистов вопрос – вязать или варить арматуру для фундамента – попросту не существует.
Тем более, что в современном строительстве часто используют полимерную арматуру, которую можно соединять единственным способом – вязкой.
Для лёгких построек, где не требуется применять толстые стержни, используют соединения с помощью пластиковых хомутов. Это быстро, а малый вес полимерной арматуры вполне позволяет применять подобную методику.
Процесс вязки арматуры можно подробно рассмотреть в следующем видеоролике:
Сварка
Сварка каркаса многим строителям представляется более простым и доступным способом. Технология широко распространена и применяется повсеместно, тогда как вязка – это узкоспециальный рабочий приём соединения.
Примечательно, что сварной способ многие строители считают недопустимым. Однако, отказать ему в праве на существование нельзя. В сети имеется масса противоречивой информации, вынуждающей пользователей искать ответ на вопрос – почему нельзя сваривать арматуру для фундамента.
Основная причина такого отношения – необходимость применять дополнительное оборудование. Для сварки требуется:
- сварочный инвертор;
- набор электродов определённой марки;
- комплект спецодежды и защитных средств для сварщика.
Перед тем, как варить арматуру для фундамента, надо подготовить рабочее место, позаботиться о свободном доступе к точкам соединения.
Кроме этого, надо иметь навыки и соблюдать правила безопасности. Во время работы образуется яркая дуга, опасная для сетчатки глаза. Световой ожог – весьма неприятная травма, которая способна отрицательно повлиять на зрение рабочего. Эти моменты следует учитывать и обязательно использовать средства индивидуальной защиты (СИЗ).
Пример нарушения техники безопасности – у помощника не защищены глаза Источник averdi.com
В следующем видеоролике показан процесс самостоятельной сварки простого каркаса неопытным мастером:
Основная проблема сварного метода – необходимость подключения к сети электропитания. Если стройплощадка находится в отдалённом районе, придётся использовать переносные источники энергии, дизель-генераторы или аккумуляторы. Все это значительно усложняет процесс сборки и замедляет строительные работы.
Основной причиной, почему нельзя варить арматуру для фундамента, считают изменение структуры металла.
Арматура имеет определённые технические параметры, и ослабление материала значительно снижает её рабочие качества. Не следует создавать длинные швы, пережигать прутки.
Сварщик должен уметь работать с ответственными конструкциями, чтобы результат его работы не стал причиной разрушения фундамента.
Подробнее о различных способах сварки арматуры рассказывается в следующем видеоролике:
Какой метод лучше
Разберёмся, что лучше, вязать или варить арматуру для фундамента. Преимущества вязки:
- используется минимальный набор материалов и инструментов;
- не надо использовать никакие дополнительные устройства или оборудование;
- не требуется подключение к сети электропитания;
- методика соединения абсолютно безопасна;
- можно работать в полевых условиях.
Достоинства сварки:
- высокая прочность соединений;
- навыками сварных работ обладают многие строители, в отличие от способов вязки арматуры.
Недостатками вязки считаются:
- специфическая технология, нигде больше не использующаяся и малоизвестная;
- нельзя соединять таким способом тяжёлые и ответственные каркасы.
Сварные соединения также имеют свои минусы:
- изменяется структура металла;
- качество сборки в значительной степени зависит от квалификации сварщика.
Сопоставляя свойства обоих видов соединения, можно отметить некоторое отставание сварных технологий от вязки. Простота, дешевизна и надёжность этого метода привлекает большее количество строителей. Вязка проверена многими десятилетиями эксплуатации бетонных отливок и показала свою эффективность.
Каркас, связанный проволокой Источник sakh.com
Коротко о главном
Сборка арматурных каркасов требует надёжной фиксации рабочих стержней в заданном положении. Однако, после заливки бетона функционал каркаса обеспечивают только рабочие прутки, а вспомогательные элементы к этому моменту свою задачу выполнили и просто остаются в теле отливки.
Выбор способа соединения является прерогативой строителя. Можно использовать и вязку, и сварку. Прямых противопоказаний нет, но следует учитывать изменения качества металла в сварных швах.
Сравнение обоих методик показывает некоторое преимущество вязки. Для неё используется простейший инструмент и проволока, что гораздо дешевле и доступнее. Для сварки придётся использовать специальное оборудование, защиту, подключаться к сети электропитания. Все эти мероприятия затрудняют и замедляют ход работы.





