- Общие обозначения и характеристики свёрл по металлу
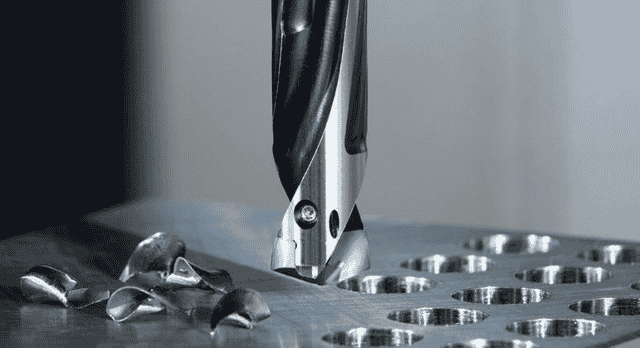
- Спиральные сверла по металлу
- Спиральные сверла по металлу с пластинами из твердого сплава
- Ступенчатые спиральные сверла по металлу
- Центровочные сверла
- Сверла для глубокого сверления
- Ружейное сверло
- Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
- Как выбрать сверло для обработки металла
- Сверло по металлу: как выбрать и что учесть при покупке?
- Тип сверла
- Хвостовик
- Материал изготовления
- Угол заточки
- Точность
- Направление реза
- Размеры
- Каким производителям можно доверять?
- Виды и диаметр сверл по металлу
- Назначение
- Конструктивные особенности
- Характеристики
- Классификация
- По цвету
- По материалу
- По форме
- По типу хвостовиков
- По типу покрытия
- По классу точности
- Размеры
- Маркировка
- Принципы выбора
- Преимущества и недостатки
- Производители и цены
- Правила заточки
- Отличие от сверл по дереву
- В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
- Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
- В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
- В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
- Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
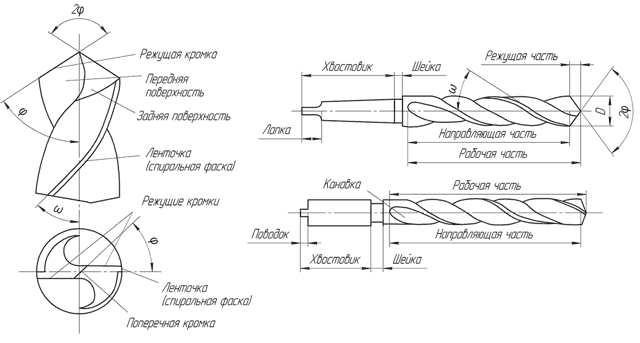
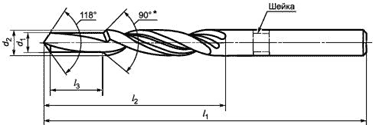
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 — 13 квалитетов точности, класса точности В1 — для сверления отверстий до 14 квалитета точности, класса точности В — для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
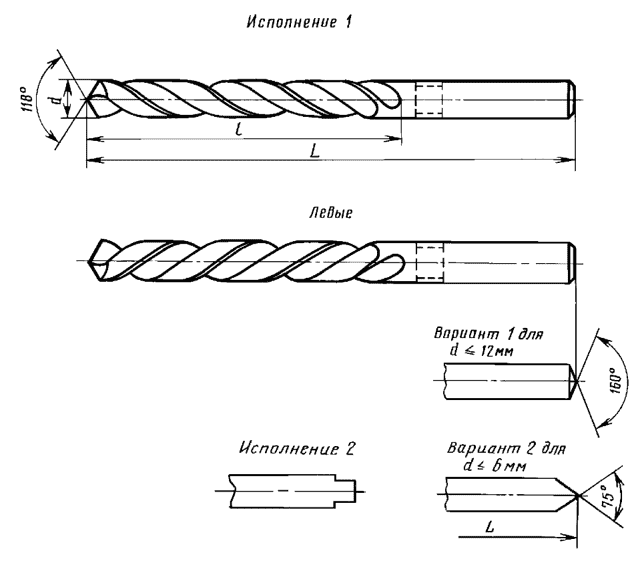
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
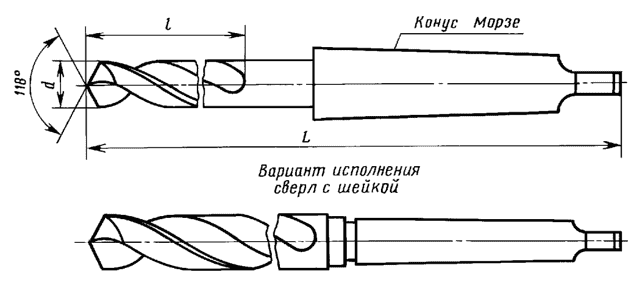
- Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
- Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
- Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 7 Спиральное сверло длинное с хвостовиком «конус Морзе» (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.
Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком «конус Морзе» (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России.
В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г.
действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017. С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции.
Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
- Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)
- Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
- Рисунок 11 Ступенчатое сверло с хвостовиком «конус Морзе» по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
- Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
- Такой инструмент сначала касается металла только небольшой поперечной кромкой.
- Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | — | + | — | — |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
- В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
- В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
- Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
- В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
- В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
- При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
- С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
- Сверлом такого типа получают отверстия диаметром до 30мм.
- Рисунок 13 Ружейное сверло
- Фото ружейное сверло
- Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Как выбрать сверло для обработки металла
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере.
Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка.
Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.

Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.
2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента. 3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки. 4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров. В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов. — Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
— Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла.
Маркировка располагается на хвостовике режущего инструмента. На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле.
Данная маркировка, к примеру, означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5).
На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например, «HSS-4241» означает, что данная модель пригодна для работы с алюминием.
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый. Серые свёрла относятся к самым простым, дешёвым и недолговечным.
У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут для работы при высокой температуре или для сильной механической нагрузки.
Но в качестве одноразового использования для несложной работы используются часто.
Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным. Они изнашиваются меньше и служат дольше, чем серые. Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки. Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое сверло почти не испытывает силы трения, что значительно продлевает срок службы. 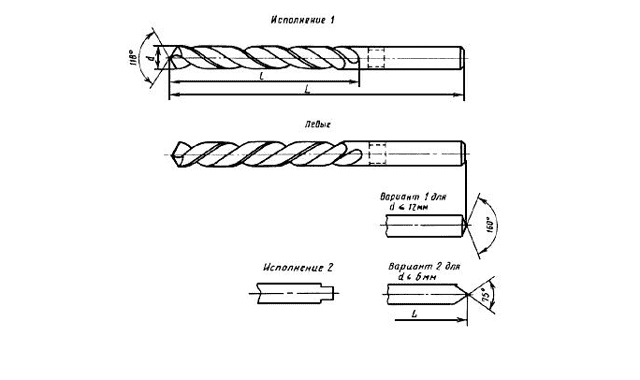
- В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
- сверла короткой серии — их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
- удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
- сверла длинной серии — достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии (например, металлическая пластина).
Хвостовая часть сверла имеет разную конфигурацию — цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать.
Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях.
Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества.
Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА». Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita».
Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш H19 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
Сверлом данного типа можно обработать не только изделия из стали, бронзы, алюминия. Его можно использовать для других материалов, например, дерева, керамики, бетона, кирпича. Для работы с ними нужно учитывать толщину, длину и вид инструмента, а также мощность, с которой производится сверление.
Выбирая сверло, ориентируйтесь на следующие показатели:
Вес — качественное сверло не должно быть лёгким; специалисты рекомендуют покупать режущие инструменты весом от 14 граммов. Если в магазине нет весов, ориентируйтесь на свои ощущения.
Прочность — чтобы сверлу поддалось изделия из металла, оно должно быть прочным; проверить прочность можно с помощью стеклянной бутылки. Нацарапайте что-то на стекле рабочей поверхностью инструмента – на бутылке должны остаться внушительные царапины и стеклянная крошка вокруг них.
Качество изготовления — мастера советуют брать свёрла, сделанные методом фрезеровки с последующим шлифованием.
Угол заточки — для металла лучше выбирать сверла, заточенные под углом 130-135 градусов.
Марка стали — приобретайте инструменты, которые подойдут к вашему оборудованию (дрели, сверлильному станку и т.д.).
Угол заточки сверла – это то, насколько остро обточена рабочая поверхность и кромки. По технологии выполнения обтачивание может быть одноплоскостным и коническим. По одноплоскостной технологии затачивают небольшие свёрла до 3 мм в диаметре. Для заточки такого режущего инструмента нужен специальный наждачный круг.
Сверло под углом 30 градусов подносят к кругу так, чтобы его режущая часть соприкасалась с наждачной поверхностью круга. Более сложной считается коническая заточка. Этот способ применяют для свёрл диаметром более 3 мм.
Инструмент нужно держать обеими руками одновременно за хвостовик и спиралевидную часть и проворачивать в процессе обтачивания, придавая форму конуса. Сверла затачивают под определённым углом. Угол заточки зависит от цели использования.
К примеру, для работы с изделиями из бронзы или высокопрочной стали угол заточки должен быть не меньше 120 градусов, оптимальный вариант – 130-140. А для сверления мягких металлов достаточно будет оснастки с углом заточки 100.
Подточить затупившийся режущий инструмент можно на специальном промышленном станке. Он может быть профессиональным и бытовым. Первый используют для массовой заточки свёрл на предприятиях или в профессиональных фирмах. Вторым удобно пользоваться дома или в гараже.
Сверло для металла можно заточить узкоспециализированным станком (только для одного вида оснастки) и универсальным, который используют для работы с другими видами буравчиков. По типу работы инструменты для заточки могут быть электрическими и механическими.
Аппарат для заточки режущего инструмента можно сделать своими руками или приобрести в специальном магазине.
Профессионалы предпочитают использовать станки таких производителей, как «HAMMER» и «REZER», а также приспособления отечественных фирм – «Вихрь», «Калибр», «Кратон».
У режущего инструмента для металла и дерева есть несколько отличий: — в сверлах для металла нет центровой пики (острый угол или штырь, необходимый, чтобы инструмент не соскакивал во время работы).
— сверла для металлических поверхностей изготавливают из прочных сплавов, чтобы ими легко можно было высверливать отверстия в металле. — инструменты для металла имеют чёрный или золотой (жёлтый) окрас.
Для сверления изделий из дерева и ДСП прочности серых достаточно.
— у сверла для металла угол заточки не менее 100 градусов. А для дерева хватит 90 градусов и меньше.
| ГОСТ 20698-75 | ГОСТ 19545-74 | ГОСТ 8034-76 |
| ГОСТ 19546-74 | ГОСТ 20696-75 | ГОСТ 20697-75 |
| ГОСТ 22736-77 | ГОСТ 22735-77 | ГОСТ 20695-75 |
| ГОСТ 20694-75 | ГОСТ 19543-74 | ГОСТ 19544-74 |
| ГОСТ 5756-81 | ГОСТ 12122-77 |
Сверло по металлу: как выбрать и что учесть при покупке?
Для сверления стали, чугуна, цветных металлов нужно правильно подобрать оснастку.
Ведь сверла, рассчитанные на работу с мягкими материалами, не справятся с твердыми либо будут подвержены чрезмерному износу. Важно учитывать конкретный инструмент и вид выполняемых работ.
Какого типа нужно сверло по металлу, как выбрать его под обрабатываемый материал и какие еще нюансы нужно учесть – обо всем расскажем по порядку.
Тип сверла
| Наименование | Описание |
| Спиральное | Рабочая часть представляет собой цилиндрический стержень с двумя винтовыми режущими кромками и канавками для отвода стружки. Служит для выполнения глухих и сквозных отверстий, в том числе большой глубины. Имеет одинаковый диаметр всей рабочей части, значит, с помощью одного сверла можно выполнить отверстия только одного диаметра |
| Ступенчатое | Рабочая часть имеет форму конуса, по всей поверхности которого есть ступени. Каждая ступень предназначена для выполнения отверстия одного размера. От наконечника до хвостовика идет увеличение диаметра, поэтому с помощью ступенчатого сверла можно выполнять отверстия разных размеров без смены оснастки в патроне инструмента |
| Зенкер | Рабочая часть конической формы имеет режущие продольные насечки. Служит для зенкерования, т.е. выполнения конических отверстий в заготовке, либо увеличения диаметра цилиндрических отверстий. С помощью такого сверла выполняется получистовая обработка – улучшается качество поверхности и точность резания |
Хвостовик
Часть сверла, которая крепится в патроне дрели или сверлильного станка. В зависимости от ее формы сверла по металлу устанавливаются на инструменты с определенным типом крепления оснастки. Перечислим самые распространенные.
- Цилиндрический – наиболее распространенный тип хвостовика. Сверло используется в основном в патронах с ключевым креплением. Не обладает хорошей передачей крутящего момента, так как может проскальзывать в патроне, зато меньше подвержено заклиниванию.
- Шестигранный – фиксируется в трехкулачковом патроне либо посадочном отверстии на 1/4 дюйма. За счет жесткого позиционирования всех граней хвостовика в пазах обеспечивается уверенное удержание и исключается прокручивание сверла при вращении.
- Конический – имеет форму усеченного конуса, обычно используется в сверлильных станках. Подбирается в держатель по диаметру, длине и особенностям строения. Об этом можно узнать из маркировки. Например, КМ – это конус Морзе, рядом с буквенным обозначением должна стоять цифра от 0 до 7, которая определяет диаметр хвостовика. Для наилучшего удержания в шпинделе у таких сверл на хвостовике может иметься резьба или лапки.
Выбирая сверла по металлу, какие лучше – цилиндрические, конические или шестигранные, однозначно сказать нельзя. Каждое подбирается под тип крепления конкретного инструмента или станка – сверла не взаимозаменяемы. Полная совместимость с инструментом гарантирует эффективность использования оснастки.
Материал изготовления
Режущий инструмент без труда выполнит отверстие в металлической заготовке, если его структура тверже структуры обрабатываемого металла. В связи с этим сверла выполняют из различных материалов и подвергают особой обработке. Большая часть оснастки изготавливается из быстрорежущей стали, о чем в маркировке свидетельствует буква Р либо HSS – у импортных изделий. Дополнительное содержание других металлов маркируется отдельно, например, К6 говорит о содержании кобальта, М3 – молибдена. Это придает сверлу прочность и позволяет работать с твердыми материалами. Например, при содержании 5% кобальта ресурс режущего инструмента увеличивается в 3 раза. Таким сверлом можно работать с заготовками из легированной и нержавеющей сталей, обладающих пределом прочности на растяжение до 1000 Н/кв.мм. При выборе сверла по металлу важно учесть наличие защитного покрытия, которое также придает изделию особые эксплуатационные характеристики. Покрытие нитридом титана (HSS-TiN) снижает нагрев рабочей части при работе – такой оснасткой можно сверлить чугун, легированную и нелегированную сталь прочностью до 1100 Н/кв.мм. Эти сверла легко узнать по золотистому цвету. Трехслойное покрытие титан, алюминий, нитрид (HSS-TiAlN) обеспечивает еще большую износостойкость, а срок службы оснастки увеличивается в 5 раз. Такие сверла меньше подвержены износу от трения и сохраняют свои качества даже при нагреве до 700 °С. Подходят для тех же материалов, что и сверла, покрытые нитридом титана. Режущий инструмент может также подвергаться особой обработке. Парооксидированные сверла служат для работы с цветными металлами, легированной и углеродистой сталью с прочностью до 800 Н/кв.мм. Их можно узнать по черному цвету. Изделия, прошедшие роликовую прокатку и термическую обработку, обладают невысокой стойкостью, поэтому служат для работы с мягкими сталями. Шлифованные сверла имеют хорошую стойкость и небольшие радиальные биения, отлично подходят для легированной и нелегированной стали прочностью до 900 Н/кв.мм, а также чугуна. Наилучшими характеристиками по твердости и износостойкости обладают твердосплавные режущие инструменты, способные выдерживать большие нагрузки и нагрев. Подходят для обработки жаропрочных и нержавеющих сталей, а также сплавов титана.
Угол заточки
От целей использования зависит то, с каким углом заточки требуются сверла по металлу. Например, для работы со сталью и бронзой оптимальным вариантом будет оснастка с углом заточки в 130 – 140°, для латуни, чугуна, дюралюминия – в 110 – 120°, для более мягких материалов – в 100°.
Точность
Все сверла по металлу изготавливаются по трем классам точности. К изделиям нормальной точности относится оснастка с маркировкой В и В1, повышенной – А1. Сверла повышенной точности необходимы для тонких работ, когда важно изготовить отверстие с точностью до доли миллиметра.
Они позволяют выполнять отверстия 10 – 13 квалитетов, сверла В1 – 14 квалитетов, В – 15 квалитетов. Изделия с маркировкой А1 стоят дороже, поэтому их покупка будет рациональна только в случае, когда необходимо соблюсти допуски на производстве.
Для выполнения отверстий без строгих требований по точности можно взять обычную оснастку.
Направление реза
Практически все сверла по металлу имеют правый рез. Однако есть и левосторонние изделия. Они необходимы для высверливания обломавшегося крепежа, который невозможно открутить вручную. Левое направление реза позволяет просверлить отверстие в крепеже без его проворачивания в основании.
Размеры
При покупке сверла по металлу учитывают его длину и диаметр. Производители обычно указывают два значения длины – общую и длину рабочей части. В зависимости от второго значения определяется глубина сверления. Например, у оснастки длиной в 280 мм рабочая длина составляет 160 мм.
Диаметр рабочей части определяет размер отверстия, которое удастся получить. Например, у спиральных сверл данный параметр может составлять 6, 8, 10 мм и, как правило, соответствует диаметру хвостовика.
Для зенкеров указывается диаметр самой широкой части, например, 12,4 или 20,5 мм, при этом диаметр хвостовика может быть меньше.
Каким производителям можно доверять?
Итак, сверла по металлу: какие лучше – фирменные или безымянные? Если вы хотите купить надежную оснастку, которая прослужит долго и не сломается, несомненно, предпочтение следует отдать фирменным изделиям. Это может быть оснастка известных производителей электроинструмента. Например, Bosch предлагает сверла серий Standardline и Topline, последние отличаются улучшенными эксплуатационными характеристиками и имеют долгий срок службы. У производителя Makita пользуются популярностью режущие инструменты M-Force, которые отличаются высокой скоростью реза. Особое внимание стоит уделить сверлам серии Extreme 2 от Dewalt. Они сверлят быстрее и точнее других, так как процесс начинается сразу при контакте наконечника с металлом. Клиновидная структура сверла гарантирует высокую устойчивость к повреждениям. Благодаря продольным граням на хвостовике он не проворачивается в патроне, что позволяет лучше передавать крутящий момент. Среди отечественных производителей сверла по металлу предлагают Интерскол и Зубр. Вы можете приобрести оснастку от производителей металлорежущего инструмента, таких как GRIFF, ПРАКТИКА, АТАКА. Такие изделия имеют хорошее качество, при этом цена на них заметно ниже, чем на оснастку известных брендов.
В нашем каталоге представлено более 3000 наименований сверл по металлу, поэтому легко найти то, что нужно для работы. Воспользуйтесь удобной формой подбора в рубрике – задайте необходимые параметры изделий, и система выдаст вам подходящие варианты. Вы можете купить изделия поштучно и в наборах. Делайте заказ прямо сейчас!
 Виктория Мустафина
Виктория Мустафина
Виды и диаметр сверл по металлу
При выборе оснастки для сверления отверстий нужно учитывать ее технические характеристики. Особое внимание нужно уделить диаметру сверла по металлу. От этого показателя зависит предназначение, стоимость буравчика, его стоимость. Характеристики сверл определяются государственными стандартами, которые должны соблюдать производители.
 Сверла для дрели
Сверла для дрели
Назначение
Сверла по металлу используются для выполнения разных работ:
Существуют сверла для дрели, шуруповерта, промышленного оборудования.
Конструктивные особенности
Сверло — осевой режущий инструмент. Для дрелей, шуруповертов используются цилиндрические стержни со спиральной заточкой. Сверла состоят из нескольких частей:
- хвостовика;
- шейки;
- рабочей части.
На рабочей части закрепляются резцы. Режущая часть состоит из двух элементов — двух острых резцов и вспомогательных режущих окраек.
Конструкция сверла ( Instagram / 73instrument)
Характеристики
Сферы применения, возможности оснастки зависят от технических характеристик:
- длины, наружного диаметра;
- материала;
- типа покрытия;
- вида хвостовика;
- формы.
Технические характеристики описываются в документах или указываются на упаковке с изделиями для сверления металлических поверхностей.
Классификация
В продаже можно найти разные виды сверл. Они классифицируются зависимо от цвета, материала, типа хвостовика, вида покрытия, класса точности.
По цвету
Блеклый желтый оттенок появляется после проведения отпуска на производстве. Благодаря дополнительной обработке увеличивается долговечность, прочность оснастки.
Оснастка ярко-желтого цвета отличается долговечностью, износоустойчивостью. У нее низкий показатель трения. Оснастка имеет титановое покрытие, которое обеспечивает ей повышенную прочность.
Черный цвет говорит о проведении дополнительной обработки паром. Это прочная оснастка с большим сроком службы. Стоимость не очень высокая.
Серый цвет имеют сверла самого низкого качества, которые не подвергались дополнительной обработке. У подобной оснастки низкая цена, но сэкономить не получится, поскольку сверла быстро ломаются.
По материалу
Сверла изготавливаются из разных видов стали:
- углеродистой инструментальной;
- легированной инструментальной;
- быстрорежущей.
Дополнительно на режущих частях закрепляют пластинки из твердых сплавов.
Стальные сверла ( Instagram / linkorspb)
По форме
Виды:
- Ступенчатые, конические. Также их называют буравчиками. Рабочая часть имеет коническую форму. Предназначены для сверления разных по диаметру отверстий в металлических листах толщиной до 2 мм.
- Центровочные. Многофункциональные буравчики, которые нужны для создания специальных отверстий в металлических заготовках. Детали закрепляются в сверлильном оборудовании.
- Удлиненные. Используются для создания глухих, сквозных отверстий.
- Первые. Инструмент со сменными пластинами. С его помощью можно делать отверстия большого диаметра с ровными стенками.
- Корончатые. Полые коронки, которые по краям имеют множество острых зубьев. Подходят для сверления отверстий в тонких металлических листах диаметром до 30 мм.
- Резьбовые. Применяются для нарезки резьбы в подготовленных заранее отверстиях.
- Высокоточные. С их помощью можно выполнять точные технологические операции.
- Левосторонние. Оснастка узкоспециализированного назначения, которая нужна для высверливания испорченной оснастки из отверстий.
Наиболее распространенный вид сверл по металлу — спиральные. Предназначены для сверления отверстий разной глубины, диаметра.
Конические сверла ( Instagram / dismart_kh)
По типу хвостовиков
Виды хвостовиков:
- Конический. Оснастка предназначена для высокомощных, профессиональных дрелей или промышленных сверлильных станков.
- Цилиндрический. Подходят для электроинструментов.
- Шестигранный. Используются для закрепления в кулачковых патронах, зажимах.
По типу покрытия
На сверла может наноситься:
- титано-алюминиевый нитрид;
- карбонитрид титана;
- алмазная крошка;
- нитрид-титановое керамическое покрытие;
- оксидная пленка.
Последний вид покрытия наиболее доступный и надежный.
Кобальтовые сверла ( Instagram / vmiha80)
По классу точности
Класс точности:
- Нормальная точность с маркировкой B. Предназначены для сверления отверстий по показателю точности до 15 квалитета.
- Нормальная точность с маркировкой B Предназначены для сверления отверстий до 14 класса точности.
- Оснастка повышенной точности с маркировкой А1. Подходят для создания отверстий по точности от 10 до 13 классов точности.
Размеры
Размеры сверл по металлу указаны в государственных документах, которым должны следовать производители сертифицированной продукции. Требования регламентированы ГОСТ 886–77, ГОСТ 4010-77, ГОСТ 10902–77. Зависимо от размеров оснастка для электроинструмента делится на 3 группы:
- Короткие — саморезы длиной от 20 до 131 мм. Наружный диаметр — до 20 мм.
- Удлиненные — оснастка длиной до 205 мм. Диаметр аналогичен коротким сверлам.
- Длинные — длина до 254 мм. Наружный диаметр — до 20 мм.
Иногда перед вкручиванием для самореза нужно делать отверстие. Подбирать оснастку такого же диаметра, как крепежный элемент нет смысла, поскольку крепление не будет держаться. Чтобы подобрать диаметр, рекомендуется использовать готовые таблицы для расчета.
Сверла разной длины ( Instagram / promoborydivanie)
Маркировка
Если уметь разбираться в маркировке оснастки, можно узнать технические характеристики, назначение сверл. Обозначения:
- Сплав материала, количество легирующих добавок обозначается латинскими буквами с цифрами. Например, К3 — сплав, из которого изготовлено сверло, содержит 3 частей кобальта.
- Быстрорежущая сталь обозначается буквой Р.
Иностранные производители используют маркировку HSS. Она наносится на высококачественную оснастку.
Принципы выбора
При выборе нужно учитывать:
- цвет изделия;
- назначение оснастки;
- качество заточки;
- симметрию резцов;
- материал оснастки, тип защитного покрытия.
Сверла разного типа ( Instagram / koleso_ast)
Преимущества и недостатки
Преимущества:
- возможность выполнения разных технологических операций;
- прочность, надежность, долговечность;
- невысокая цена.
Недостатки есть только у дешевых буравчиков, которые изготавливаются из некачественных материалов, не имеют защитного покрытия.
Производители и цены
Производители:
Буравчики с обозначением СССР считаются самыми надежными, долговечными. Цена классического сверла с маркировкой HSS — 500 рублей.
Сверло марки Bosch ( Instagram / sergei.wood_man)
Правила заточки
Чтобы самостоятельно заточить сверло, можно использовать заточной станок, ручные инструменты, специальные механические точилки. При этом важно учитывать некоторые особенности:
- Во время заточки режущие кромки должны быть расположены параллельно абразивной поверхности точильного камня.
- При затачивании сверла на него нельзя сильно нажимать. Это особенно касается переточки оснастки на заточных станках.
- Важно контролировать длину режущих кромок. Они должны быть одинаковыми по длине.
Переточку можно считать оконченной, когда обрабатываемые металлические поверхности перестанут бликовать.
Отличие от сверл по дереву
Буравчики для металла отличаются от оснастки для сверления дерева:
- Прочностью сплава. Для изготовления металлических сверл применяется более износостойкий материал.
- Углом между резцами.
- Заточкой. Буравчики для металла не имеют центровочной пики.
Выбрать оснастку без практических навыков, знания теории сложно. Выбор осложняется большим ассортиментом сверл, разницей в технических характеристиках. Достаточно изучить особенности разных видов оснастки в теории, чтобы выбрать сверла для электроинструмента.





