- Технология газовой резки металла
- Технология резки металла газом
- Виды резки металла газом
- Расход газа при резке металла
- Преимущества и недостатки технологии
- Деформация материала при резке газом
- Обратный удар при резке газом
- Резка металла
- Основные способы резки изделий из металла
- Плазменная резка металла
- Газовая резка металла
- Портальная резка металла
- Фигурная резка металла
- Машина плазменной резки «S-CUT 3D» c источником плазмы Hypertherm HPR 300 XD
- Цены на резку металла
- Применяемые технологии
- Выполненные работы
- Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
- Преимущества и недостатки
- Особенности использования
- Необходимое оборудование
- Подготовка к работе
- Приступаем к работе
- Особенности резки
- Нюансы резки по металлу
- Поверхностная и фигурная резка
- Заключение
- Резка стали малых толщин, пакетная резка
- Режимы резки стали средних толщин
- Резка стали больших толщин
- Резка стали малых толщин, пакетная резка
Резка стали малых толщин (особенно менее 5 мм) обычно сопровождается значительным перегревом металла подогревательным пламенем, что приводит к усиленному оплавлению верхних кромок и к увеличению в шлаке доли неокисленного (выплавленного) железа. Такой шлак приваривается к нижним кромкам реза и требует значительных затрат труда для его удаления.
Кроме того, при резке стали малых толщин увеличиваются коробления из плоскости разрезаемого листа, приводящие к образованию бухтин, а также к более сильному искажению форм вырезаемых деталей и заготовок.
Нормальный процесс резки с использованием обычной аппаратуры выполняется при толщине листов не менее 4 мм. При более тонких листах лучшие результаты дает резка с последовательным расположением подогревательного пламени и режущего кислорода (см. рис.
78, а), однако и в этом случае резка листов толщиной менее 3 мм затруднительна и не дает хороших результатов. Высокое качество резки листов малых толщин может быть получено при пакетной резке, особенно эффективной при серийном изготовлении одинаковых вырезаемых деталей.
Пакетной резкой могут резаться листы толщиной от 1 мм.
Сущность процесса пакетной резки стали заключается в следующем. Листы складываются в пакет и разрезаются кислородной струей за один проход резака (рис. 107).
В пакет набирается до 50 и более листов, в зависимости от их толщины, количества необходимых одинаковых деталей и средств для сборки пакетов.
В некоторых случаях оказывается целесообразным собирать в пакеты листы таких толщин, которые можно резать и отдельно (8-10 мм и более).
Пакетная резка имеет некоторые особенности. При резке обычной аппаратурой весьма важна плотная сборка листов с минимальными зазорами между ними.
При наличии зазоров ухудшается прогрев нижележащего листа, и кислородная струя, не прорезая его, начинает распространяться в стороны, увлекая с собой горячий шлак, разогревая при этом и сжигая уже прорезанные детали и нижележащие листы.
Во избежание этого листы предварительно выправляются и стягиваются либо струбцинами, либо сварочными валиками, накладываемыми по торцам. При сжатии пакета тонких листов иногда применяются прессы.
В связи с тем, что мощность подогревательного пламени берется в соответствии с суммарной толщиной пакета, верхний лист сильно перегревается и при малой толщине коробится, отходя от нижележащего и создавая зазор. Вследствие этого резка может прекратиться. Поэтому часто на пакет сверху накладывается лист большей толщины (обычно 6-8 мм, даже если детали вырезаются из более тонкого металла).

В некоторой степени поврежденной оказывается и деталь нижнего листа (при толщинах до 3 мм), на которой собирается большое количество стекающего шлака, приводящего к оплавлению кромок. Сборку пакета при резке его от края полезно выполнять со смещением кромок.
Пакет можно собирать и без смещения, но тогда резку следует начинать по предварительно наплавленному рина торец кромок валику. В центре пакета резку можно начинать, предварительно просверлив сквозное отверстие.
После окончания резки для облегчения разъединения вырезанных деталей рекомендуется их быстрое охлаждение (иногда водой).
Резка кислородом низкого давления с большими проходными сечениями аппаратуры требует меньшей точности подгонки листов в пакете по плоскостям, допуская резку с местными зазорами.
В этом случае медленное стекание шлака облегчает прогрев нижележащего листа, так как шлак, заполняя зазор, препятствует растеканию кислородной струи в стороны и способствует сохранению ее направления.
Способ пакетной резки кислородом низкого давления является особо целесообразным при резке листов толщиной 8-20 мм; при этом зазоры между листами могут быть 2-4 мм. При резке пакетов кислородом низкого давления количество сжимающих пакет струбцин может быть уменьшено.
Режимы резки стали средних толщин
Наилучшие результаты по качеству резов дает кислородная резка средних толщин (примерно 12-100 мм). Кислородная резка такого металла не вызывает технологических затруднений и легко выполняется обычной газорезательной аппаратурой как ручными, так и механическими способами.
Резку стали средних толщин обычной аппаратурой следует производить при давлении кислорода в рабочей камере редуктора 2,5-6 кгс/см2 в зависимости от толщины разрезаемого металла.
Ориентировочные технические скорости машинной разделительной резки стали различных толщин при чистоте кислорода не менее 98,5-99% приведены в табл. 20.

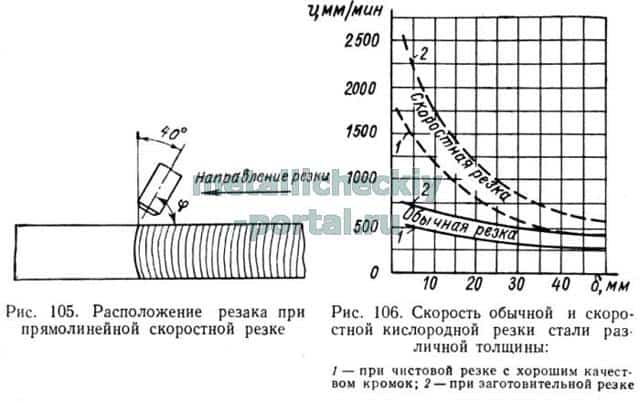
Используя лучшую тепловую подготовку верхней кромки для уменьшения вероятности непрорезания, ВНИИавтогенмаш разработал способ скоростной прямолинейной резки «углом вперед» — ф до 50-70° (рис. 105).
Скорости резки при перпендикулярном расположении резака (обычная резка) и при расположении резака «углом вперед» (скоростная резка) представлены на рис. 106.
Из приведенных данных следует, что этот способ дает повышение производительности резки при толщинах разрезаемой стали до 30 мм.
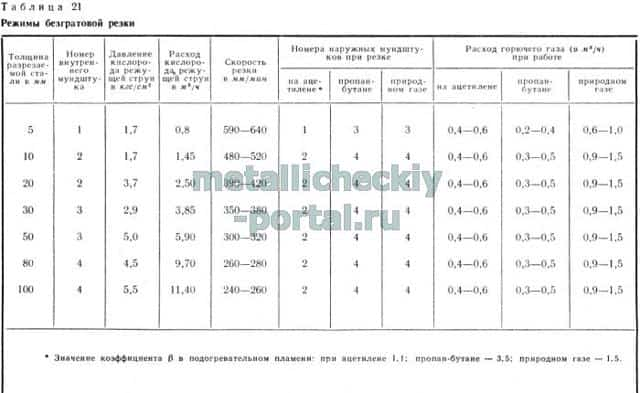
Экономически весьма целесообразно осуществлять безгратовую резку.
В настоящее время разработаны режимы безгратовой резки, основанные на использовании кислорода высокой чистоты (99,5%), выборе оптимального режима, направления и давления струи режущего кислорода, при котором нет затекания шлака по резу в направлении обратном резке (т. е. при малом отставании А), максимальном уменьшении мощности подогревательного пламени и замене ацетилена другими горючими (керосин, пропан и др.).
Режимы безгратовой резки для получения II класса качества реза по рекомендации ВНИИавтогенмаш приведены в табл. 21.
При небольших толщинах (до 12-15 мм) возможна машинная безгратовая резка и с несколько менее чистым кислородом при направлении резака углом вперед (см. рис. 105).
Резка стали средних толщин кислородом низкого давления резаками с увеличенным каналом режущего кислорода нецелесообразна.
Резка стали больших толщин
Обычная газорезательная аппаратура, как правило, рассчитана на резку стали толщиной до 300 мм, однако уже при толщинах выше 200 мм появляются некоторые затруднения при резке. Еще большие затруднения появляются при резке металла толщиной более 300 мм. Резка стали таких толщин применяется в основном в металлургической промышленности и на некоторых предприятиях тяжелого машиностроения.
- Затруднения в резке стали больших толщин вызываются трудностью прогрева нижних слоев и эффективного удаления шлака на большом расстоянии от резака, где кинетическая энергия газового потока ослабевает.
- Обычная в стальных заготовках большой толщины неоднородность химического состава металла, в частности по углероду, создает дополнительные затруднения в связи с различной температурой воспламенения металла и изменением температуры плавления.
- Все это может привести к непрорезанию, образованию внутренних полостей — карманов, зашлаковыванию резов.
- В качестве мероприятий по облегчению тепловой подготовки металла применяются: общий предварительный подогрев разрезаемой отливки или проката до температуры 250-500° С, удлиненное подогревательное пламя (в этом случае в качестве горючего применяется водород или пламя с избытком ацетилена), а также специальные конструкции резаков, позволяющие получать «спокойную» на большой длине кислородную струю.
- При применении общего подогрева резку следует начинать сразу после выдачи нагретой заготовки из печи, пока не охладилась ее поверхность, так как в противном случае при резке возможно образование карманов в более нагретых внутренних частях.
Во всех случаях очень важно сохранение достаточного запаса кинетической энергии кислородной струи для удаления шлаков. Применение повышенного давления при небольшом диаметре цилиндрического или ступенчато-цилиндрического канала выходного отверстия режущего кислорода, особенно при резке металла толщиной >500 мм, не дает положительных результатов.
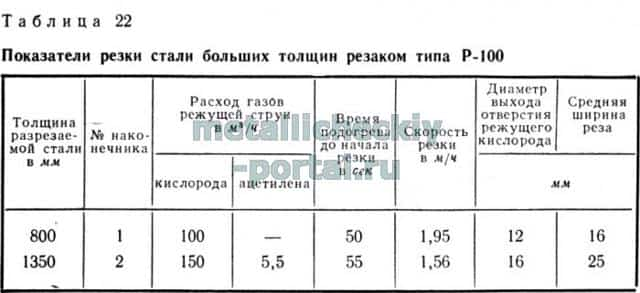
Для таких больших толщин применяются либо расширяющиеся сопла (в резаках Р-100, разработанных Киевским политехническим институтом, в установке УБТ-1200, разработанной ВНИИавтогенмашем), либо каналы простой формы и больших проходных сечений при использовании кислорода низкого давления 0,6-2,0 кгс/см2 (в установках УРР-600, ПМР-600, разработанных ВНИИавтогенмашем).
При начале резки очень важной является правильная установка режущей струи кислорода (перпендикулярно) и соответствующее ее расположение относительно кромки, от которой начинается рез.
Ручная резка металла больших толщин является весьма тяжелой операцией, особенно при общем подогреве разрезаемой заготовки. Значительно облегчает труд установка УБТ-1200, освобождающая резчика от основных тяжелых операций.
Все установки для резки больших толщин в связи с большим расходом газов, особенно кислорода (для УБТ-1200 до 700 м3/ч), обычно питаются от рамп. Кислородные рампы составляют из 10-32 баллонов. Ацетиленовые рампы имеют до 10 баллонов.
Ориентировочные показатели резки стали толщиной 800 и 1350 мм резаком типа Р-100 приведены в табл. 22.
Технология газовой резки металла
На сегодняшний день газовая резка является наиболее популярным методом, благодаря отсутствию строгих требований к месту проведения работы и простоте выполнения операций. В этой статье вы узнаете об особенностях технологии, достоинствах и недостатках этого способа, принципе работы оборудования и его видах.
Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции, не требует дополнительных источников энергии и сложного оборудования.
Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте.
Технология резки металла газом
Сущность процесса кислородной резки заключается в следующем. Нагреватель разогревает металл в среднем до температуры в 1100 градусов С. Затем в рабочую зону подается струя кислорода. Поток, соприкасаясь с нагретым металлом, воспламеняется.
Горящая струя легко разрезает металлический лист, при условии постоянной и стабильной подачи газа.
У металла температура горения должна быть меньше, нежели температура плавления. В противном случае расплавленные, но не сгоревшие массы сложно удалить из рабочей зоны.
Таким образом, операция резки выполняется за счет сгорания материала в струе газа. Основным модулем инструмента газовой резки является резак. Он обеспечивает точную дозировку смешивание газов или паров жидкого топлива с кислородными массами в газовоздушную смесь.
Также резак обеспечивает воспламенение получаемой смеси, и отдельную подачу кислорода к рабочему месту.
Резка газом относится к термическим способам обработки металла. Ее преимущества в том, что можно работать с материалом любой толщины, причем с высокой производительностью. Объемы ежедневной выработки сварщика может измеряться тоннами.
Специалисты отмечают достоинства данной технологии в том, что газоплазменная резка полностью автономна и не зависит от наличия/отсутствия источников питания. Поскольку сварщик нередко должен вести работы в полевых условиях или у него нет возможности подключиться к источнику питания на конкретном объекте.
Ручная газокислородная резка металла доступна для работы с широким спектром материалов, за исключением латуни, нержавеющей стали, меди и алюминия.
Виды резки металла газом
Газорезка различных металлов классифицируется на несколько методов, в зависимости от используемых газов и некоторых других особенностей. Каждый из способов оптимален для выполнения тех или иных задач.
Например, если есть возможность подключения к сети, то можно воспользоваться кислородно электрической дуговой резкой, или при работе с низкоуглеродистыми сталями лучше использовать газовоздушную смесь с пропаном. Наиболее востребованы на практике следующие методы:
- Резка пропаном. Резка металла пропаном и кислородом один из наиболее популярных способов работы, но она имеет некоторые ограничения. Операция выполнима для титановых сплавов, низкоуглеродистых и низколегированных сталей.Если содержание углерода или легирующего компонента в материале превышает 1%, необходимо искать другие способы кислородной эффективной резки металла. Этот метод предусматривает использование и других газов: метан, ацетилен, пропан и некоторые другие.
- Воздушно-дуговая резка. Кислородно электрическая дуговая резка является весьма эффективным методом. Металл расплавляется с помощью электрической дуги, а удаление остатков выполняет воздушная струя.Кислородно электрическая дуговая резка предполагает подачу газа непосредственно вдоль электрода. Недостатком данного способа являются неглубокие резы. Зато их ширина при выполнении работы кислородно электрической дуговой сварки может быть любая.

ПОСМОТРЕТЬ Газовый резак на AliExpress →
- Кислородно-флюсовая резка. Особенностью кислородно флюсовой металлической резки является подача в рабочую зону дополнительного компонента. Это флюс, имеющий порошкообразную форму.Этот компонент обеспечивает большую податливость материала во время проведения кислородно флюсовой металлической резки.Метод используется для разрезания материалов, образующих твердоплавкие окислы. Использование метода кислородно флюсовой металлической резки позволяет создать дополнительный тепловой эффект.
Так режущая струя выполняет операцию эффективно. Кислородно флюсовая металлическая резка применима для чугуна, легированных сталей, алюминия, меди и медных сплавов, зашлакованных металлов и железобетона. - Копьевая резка. Кислородно копьевая металлическая резка используется для разделки габаритных массивов стали, технологических производственных отходов и аварийных скрапов.Ее особенность в том, что скорость выполнения операции значительно увеличивается.Технология кислородной резки в этом случае заключается в использовании высокоэнергетичной струи, что снижает расход стальных копьев. Высокая скорость обеспечивается за счет полного и более быстрого сгорания металла.
Расход газа при резке металла
 Расход газа при резке металла
Расход газа при резке металла
Расход газа к объемам резки зависит в первую очередь от выбранного метода проведения операции. Например, воздушно дуговая эффективная резка металла предполагает большее использование газа, нежели кислородно флюсовая металлическая резка. Также расход зависит от таких параметров:
- опытность сварщика, новичок затратит больший объем на метр, нежели мастер;
- целостность и технологические параметры используемого оборудования;
- марка металла, с которым предстоит работа, и его толщина;
- ширина и глубина выполняемого реза.
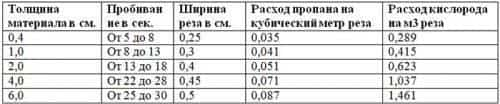
Ниже представлена таблица, если для резки металла используется пропан:
Преимущества и недостатки технологии
Резка металла кислородом характеризуется следующими преимуществами:
- возможность разрезания листов и изделий значительной толщины;
- рез можно выполнять любой степени сложности;
- возможность поверхностной обработки материала;
- оптимальное соотношение стоимость работы и ее качества;
- достаточно быстрый способ и универсальный.
Среди недостатков следует отметить:
если у специалиста небольшой опыт работы, ему не следует браться за точные операции, поскольку для выполнения необходимы навыки и знания;
- метод не безопасен, поскольку возможен взрыв газовоздушной смеси;
- термическому воздействию подвергается значительный участок;
- низкая точность резания.
Деформация материала при резке газом
Поскольку резка металла газом предполагает термическое воздействие на материал, деформация является естественным последствием операции. Неравномерный нагрев и охлаждение могут измерить форму заготовки. Но существуют несколько способов устранения этого дефекта:
- использование отпуска или обжига;
- правка листовой стали на вальцах, после этого материал становится более стабильным;
- чтобы избежать коробления, можно закрепить изделие перед операцией;
- выполнять операцию на максимально допустимой скорости и другие.
ПОСМОТРЕТЬ Газовый резак на AliExpress →
Обратный удар при резке газом
При работе с газовым резаком существует возможность обратного удара. В этом случае газовый поток начинает гореть в обратном направлении, причем скорость процесса выше, нежели скорость истечения газа. Это эффект способен вывести из строя оборудование, взрыв баллонов или редуктора.
Также существуют риски нанесения значительного ущерба здоровью сварщика и других людей, находящихся поблизости. Эффективным решением данных опасностей будет установка клапана.
Еще некоторые особенности резания металла газом вы можете посмотреть на видео:
Если у вас есть информация по данной теме, интересные факты или советы по использованию этой технологии, предлагаем вам поделиться ими в блоке комментариев.
Резка металла
Резка металла является неотъемлемой частью заготовительного производства. Данная процедура проводится при помощи специального оборудования и новейших технологий, позволяющих обеспечить получение качественной продукции на стабильно высоком уровне.
Основные способы резки изделий из металла
На сегодняшний день резка металла выполняется термическим или механическим способом. При выборе оптимального метода необходимо учитывать не только химические и физические свойства металлических сплавов, но и дальнейшую область применения заготовок.
Термические способы:
- плазменная резка,
- газовая резка.
Механические способы предусматривают использование специального оборудования и режущих инструментов, которые существенно превосходят по твердости обрабатываемые детали. К таким инструментам относятся всевозможные резаки, пилы, гильотины, абразивные круги и прессы.
Плазменная резка металла
Суть данного способа заключается в разрезании металла при помощи плазмы, которая создается посредством электрического разряда в газовой среде. Плазма имеет достаточно высокую температуру, чтобы расплавить металл с меньшей степенью образования окалины, меньшим изгибом и меньшей областью нагрева.
Основные преимущества этого метода:
- высокая скорость обработки металлических заготовок;
- оптимальная стоимость расходных материалов;
- минимальная степень загрязнения окружающей среды.
Главным недостатком этого способа является весьма высокая стоимость аппарата для пламенной резки, а также возможность деформации металлических заготовок с толщиной менее 0,5 сантиметра.
Газовая резка металла
Этот метод предполагает предварительное смешивание кислорода с пропаном для подогрева поверхности, которую необходимо разрезать. Затем на это место подается струя кислорода. Она возгорается из-за контакта с нагретой поверхностью, обеспечивая тем самым процесс резания.
Ключевые преимущества данного способа:
- возможность обработки металла любой толщины;
- получение обрезного края без рваных швов;
- невысокая стоимость расходных материалов.
Недостатком этого метода является сложность при резке различных металлов, имеющих высокое содержание углерода и примесей.
Портальная резка металла
Установки портального типа отличаются тем, что лист металла размещается под порталом. Жесткая конструкция установки позволяет перемещать горелку с минимальным отклонением от заданной траектории, повышая показатель точности обработки металла.
Очевидные преимущества данного способа:
- возможность работы с листами большой толщины;
- высокая скорость обработки металлических заготовок;
- отсутствие механического воздействия на изделие.
Минусом этого способа являются сравнительно высокая стоимость оборудования, а также наличие определенных ограничений по габаритам. Максимальный размер разрезаемого листа на установке портального типа составляет 2000 на 6000 мм.
Фигурная резка металла
Фигурная резка металла по индивидуальному заказу представляет собой достаточно сложный и трудоемкий процесс, состоящий из нескольких операций. Для выполнения этой процедуры требуются не только современное оборудование и инструменты, но и наличие большого практического опыта и эстетического вкуса. Именно поэтому эксклюзивные изделия могут создавать только по-настоящему талантливые мастера, способные придать практически любой вещи неповторимый шарм и красоту.
Торговый дом «Ареал» выполняет резку металла с соблюдением существующих стандартов качества и всех технологических нормативов.
В своей работе мы применяем все перечисленные способы обработки металла, отталкиваясь при этом от мощной материальной базы и активно используя инновационные технологические наработки.
Благодаря этому, наши специалисты могут в кратчайшие сроки создавать прочные и надежные металлоконструкции как по стандартным, так и по индивидуальным проектам.
Машина плазменной резки «S-CUT 3D» c источником плазмы Hypertherm HPR 300 XD
ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ:
- Стол 2500 х 12000 мм
- Резка черного металла: а) без образования окалины до 38 мм б) прожигом до 45 ммв) от края до 80 мм
- Резка нержавеющей стали: а) прожигом до 45 ммб) от края до 80 мм
- Отверстия с фукцией True Hole (соотношение диаметра к толщине материала 1:1, отверстия без сужения. Качество близкое к лазерному) — до 25 мм
- Резка деталей со скосом под сварку с углом от 0 до 50 градусов
Цены на резку металла
Стоимость резки металла зависит от следующих факторов:
- выбранного способа обработки металла,
- качества и толщины материала,
- срочности заказа.
Стоит отдельно отметить, что резка металла по индивидуальному заказу предусматривает предоставление выгодных скидок для наших постоянных клиентов.
Применяемые технологии
Новейшая насадка, оснащенная пятью соплами, существенно облегчает процесс резки листовых материалов. Использование данной насадки позволяет плавно и равномерно распускать на полосы металлические заготовки толщиной от 30 мм до 160 мм, гарантируя отсутствие каких-либо наплывов по краю линии раскроя. При этом минимальная ширина отрезаемой полосы составляет всего 65 мм.
Ключевые особенности резки листовых заготовок с применением данной насадки:
- возможность осуществлять одновременно до пяти параллельных резов,
- безупречное качество и высокая скорость резки,
- получение ровной кромки, почти не требующей дополнительной обработки,
- высокая скорость обработки заготовок из разных видов металла.
Выполненные работы
- Рычаг из стали 09г2с (толщина 30 мм) – 5 200 руб.
- Рычаг из стали 3 (толщина 30 мм) – 5 200 руб.
- Упор стопора из стали 3 (толщина 36 мм) — 8 200 руб.
- Упор стопора из стали 3 (толщина 36 мм) — 8 200 руб.
Особенности сотрудничества с торговым домом «Ареал»:
- Индивидуальный подход. Каждый человек, которого интересует резка металла (размеры, цены и другие вопросы), может рассчитывать на помощь со стороны наших консультантов. Они оказывают всестороннюю поддержку на всех этапах работы, учитывая при этом все личные запросы заказчика.
- Оптимальный уровень цен. Мы удерживаем стоимость услуг на адекватном уровне, доступном не только для крупных предприятий, но и для представителей малого и среднего бизнеса. Это выгодно отличает нас от других компаний, занимающихся резкой металла на территории Москвы и Московской области.
- Широкий спектр дополнительных услуг. У нас можно заказать погрузку и оперативную доставку готовой продукции. Мы выполняем перевозку металлопроката по Москве, Московской области и Центральному региону России железнодорожным и автомобильным транспортом.
Для того чтобы оформить заказ на раскрой и резку металла, а также получить дополнительную информацию о стоимости и сроках выполнения данной процедуры, необходимо связаться с нашими менеджерами, позвонив им по телефонам: +7 (495) 981-90-70, +7 (495) 937-21-31 (Москва).
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его.
Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород.
Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла.
На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд.
Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака.
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов.
После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности.
В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки.
В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину.
По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз.
Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку.
Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить.
Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней.
В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью.
Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы.
И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
- Николай Иванович Матвеев
- Распечатать





