- Что такое подготовка металла к сварке?
- Правка
- Разметка или наметка
- Резка
- Работа с кромками
- Гибка
- Зачистка
- Сборка деталей для сварки
- Рекомендации
- Прихватки
- Особенности подготовки труб
- Подготовка металла под сварку
- Правка
- Разметка
- Резка
- Зачистка
- Подготовка кромок
- Гибка
- Фиксация
- Сборка изделий
- Подготовка оборудования
- Интересное видео
- Подготовка металла под сварку
Сварка — только один из способов соединения деталей, но именно этот метод считается самым надежным, прочным, безукоризненным. Разновидностей сварки существует несколько, но абсолютно для всех технологий один этап, состоящий из нескольких операций, остается неизменным: это подготовка металла к сварке.
Качественное сварное соединение мастер получит лишь в том случае, если перед началом «священнодействия» он корректно и тщательно подготовит свариваемые детали. О том, какие операции выполняют, в какой последовательности, об их особенностях, нужно узнать тем, кто только начал знакомиться с этой технологией.
Только качественно проведенная работа с элементами позволит избежать ошибок и получить максимально прочный шов.
Что такое подготовка металла к сварке?
Как подготавливают заготовки к сварке? Список предварительных операций довольно велик, задача их — облегчение самого процесса, улучшение качества соединения.
Говорят, что именно недостаточно хорошо проведенные подготовительные работы виноваты в браке.
Они приводят к тому, что в большинстве случаев результат один — мастера, соединив все элементы конструкции, сталкиваются с тем или иным дефектом. Попытка исправить положение нередко оканчиваются ничем.

В подготовку металла под сварку входят следующие этапы:
- правка, необходимая для деформировавшихся изделий;
- разметка, для дальнейшего раскроя деталей конструкции;
- резка — непосредственно создание всех заготовок;
- гибка отдельных деталей, если она необходима;
- работа с торцами, кромками: разделка, зачистка;
- сборка конструкции перед началом основной сварки.
Самым сложным зачастую становится последний этап, особенно для больших пространственных конструкций. Однако любую из этих операций нельзя назвать незначительной, поэтому пропускать даже один из пунктов не рекомендуют. Чтобы узнать о сути каждого этапа, с ними нужно познакомиться поближе.
Правка
Правка — обязательная подготовительная операция, которую проводят после деформации, неудачной транспортировки или других факторов, влияющих на качество материала. Выравнивание деталей может выполняться горячим или холодным методом: выбор зависит от размеров, от того, насколько серьезны искривления.

Правку делают либо вручную, либо с помощью оборудования. Стальные или чугунные листы выпрямляют молотком либо кувалдой. Металл кладут на плиту, сделанную из аналогичного материала.
Если инструменты недостаточно эффективны, то их заменяют ручным винтовым прессом. В состав этого механизма входят две плиты, между которыми помещают деформированную деталь.
Оба элемента зажимают винтом, благодаря этому создается давление, выравнивающее заготовку.
Листы, профильный прокат и полосы правят на вальцовочном оборудовании. Металл пропускают через несколько валиков (7-9) до тех пор, пока он не приобретет первоначальную форму.
Как правило, требуется 3-5 правок. Профиль угловой требует использования углоправильных вальцов, двутавры и швеллеры — механических, приводных прессов.
Сильная деформация — причина, по которой металлу необходим предварительный нагрев.
Разметка или наметка
Это следующий этап, который обязательно проводят перед дальнейшей обработкой деталей. Разметка (или наметка) — перенос размеров заготовок с чертежа на металл. Первая состоит в вычерчивании контуров свариваемых элементов. Чтобы все риски были хорошо видны, поверхность советуют предварительно загрунтовать.

Во время операции намечают места сгиба, центры отверстий и т. д. Этот этап наиболее требователен к мастеру: даже небольшая ошибка способна стать причиной изготовления бракованной детали. Разметку производят с помощью металлической линейки, рулетки, угольника, штангенциркуля и чертилки. Керном делают углубления, но исключением для инструмента является нержавеющая сталь.
Максимально упростит работу шаблон, сделанный из тонкого листа металла (алюминия), профиля либо фанеры. Такое изготовление деталей — метод, используемый для массового производства, его называют наметкой. Данный вариант трудно назвать оптимальным, поскольку этот этап получается достаточно трудоемким, отнимает много времени.
Помимо простой разметки-наметки существуют еще две технологии. На производствах используют оптическое оборудование, его называют разметочно-маркировочным. Такие станки программируют согласно размерам будущих деталей конструкции. Наносит разметку на металл пневматический керн. Скорость работы таких машин составляет 10 метров в минуту.
Другой вид разметки — мерная. Здесь также главную роль играет программирование прибора. Операция не предусматривает отдельного этапа: аппарат, в соответствии с введенными размерами, сразу разрезает детали. Эту технологию обычно применяют для длинномерных заготовок.
Поскольку во время сварки детали неизменно укорачиваются, обязательно оставляют небольшие припуски. Для поперечных стыков они составляют 1 мм, для продольных — 0,1-0,2 мм на 1 метр.
Резка

На этом этапе подготовка металла к сварке заключается, как правило, в термической резке. Механический ее вид применяют для создания однотипных заготовок, чаще тех, что имеют прямоугольное сечение.
Для прямолинейного разрезания металла толщиной до 20 мм используют гильотинные инструменты, либо пресс-ножницы. Криволинейное рассечение выполняют роликовыми ножницами, но только в том случае, если толщина металла не превышает 6 мм.
Фигурные, круглые стержни обрабатывают фрикционными, зубчатыми пилами.
Термическая резка подразумевает расплавление металла по меткам, нанесенным заранее. Для работы используют электродуговую сварку, кислородный резак или плазмотрон. Термическую резку выполняют на автоматических или полуавтоматических станках.
В роли горючей смеси для черных металлов выступает ацетилен, коксовая смесь или пропан. Для цветных заготовок используют плазменную резку. Для разрезания заготовок из профиля отдают предпочтение знакомому инструменту — болгарке, ножовке или ножницам по металлу.
Альтернативы — гильотины и отрезные станки.
Работа с кромками
Подготовка кромок для сварки — один из важнейших этапов предварительной операции. Цель — гарантировать доступ к удаленной части шва — к его корню. Если заготовки тонкостенные (до 3 мм), то операция упрощается: в этом случае только выравнивают торцы. Деталям до 4 мм нужен зазор до 2 мм, более толстые элементы требуют швов с двух сторон. На их кромках снимают фаску, либо делают скос.

Конфигурация кромок может быть различной — плоской, U-образной, K-образной, Х-образной или V-образной, односторонней и двусторонней. Первый вариант кромки традиционно используют для тонких деталей, второй, третий (и т. д.
) способы оптимальны для толстых заготовок. Для односторонней сварки подходят стыки в форме буквы «U» или «V», для двухсторонней — «K» и «X». Когда сваривают детали разной толщины, срезы делают только на толстостенном элементе.
Углы сопряжения составляют 45-60°.
Существуют две технологии подготовки металла — холодная и термическая. При холодном методе кромки подрезают инструментами вручную или на станках. При термическом способе используют ручные или автоматические горелки. Холодная работа с кромками — подрезка фасок профилей. Для небольших деталей используют разнообразные ручные инструменты, для крупных заготовок — фрезерные станки.
Если говорить о качестве, то здесь выигрывают кромки, сделанные холодным методом, поэтому проблем с точностью сборки, как правило, не возникает. Фаски, созданные термическим способом, нередко требуют доработки — небольшой коррекции размеров и формы. После изготовления кромок переходят к следующему этапу — к очищению всех поверхностей.
Гибка
Для такой операции существуют ограничения, которые связаны с хрупкостью металла. Радиус сгиба должен быть в 25 раз больше толщины профиля или детали из листового материала. В противном случае возможно появление надломов или трещин.
Гибка вручную практически не позволяет создать на детали идеально точный угол, поэтому данный этап чаще предполагает механизированную операцию. Листовой прокат обрабатывают с помощью гибочных вальцев, либо используют гибочные автоматы.
Толстые полосы пропускают через станки — 3-валиковые или 4-валиковые. Чтобы изменить форму профилей, используют другое оборудование — правильно-гибочные прессы. Перед холодной гибкой проводят полную подготовку деталей к сварке: снимают кромки, размечают, сверлят отверстия и т. д.
Толстостенные заготовки не позволяют производить гибку холодным способом. Для них используют метод горячей деформации в кузницах или кузнечно-прессовых производственных участках. Кромки перед этой операцией не делают, обработкой их занимаются на уже деформированных заготовках.
Зачистка
Эта подготовка металла к сварке сводится к устранению загрязнений, следов защиты (смазки), химического налета, ржавчины или оксидных пленок. Последний дефект довольно стоек к высоким температурам, поэтому его убирают металлической щеткой или болгаркой. Для зачистки нередко используют напильник, наждачную бумагу или другие инструменты с абразивами.

На промышленном производстве зачистку выполняют с помощью дробеструйных, пескоструйных станков, или ванн, наполненных химическими реактивами. Там детали выдерживают определенное время. Есть еще один способ такой обработки, струйный. В этом случае химикаты подаются на заготовки под давлением.
Всегда очищают внешнюю сторону свариваемых деталей. Если используют сквозную сварку, то обрабатывают и внутреннюю. Есть понятие — радиус очистки поверхностей. Оно означает расстояние от шва, в обе стороны. Рекомендуют соблюдать следующие правила:
- Если будет использоваться дуговая, контактная, лазерная или электронно-лучевая сварка, то для деталей толщиной до 5 мм радиус также составляет как минимум 5 мм.
- Когда толщина заготовок составляет от 5 до 20 мм, то при аналогичных видах сварки радиус обязан быть не меньше, чем номинальное значение.
- Если операция будет проводиться методом электрошлаковой сварки, то радиус обязан быть как минимум 50 мм.
5 мм, но не менее — норма для нахлесточных, тавровых, угловых соединений, для вварки труб. Механическую очистку обычно используют для черных металлов, химическую — для цветных. Обезжиривание — обязательный этап, для этой процедуры подходит любой растворитель.
Сборка деталей для сварки

Это последний, но не менее ответственный этап. Сборка должна обеспечить корректное расположение заготовок. Во время операции оставляют зазоры для сваривания. Их величина зависит от линейного расширения конкретного сплава.
Рекомендации
При сборке деталей надо помнить несколько важных правил.
- Необходимо обеспечить максимально свободный доступ к рабочей зоне.
- Пространственная конструкция может потребовать «вмешательства» болтовых соединений.
- Все элементы должны быть закреплены таким образом, чтобы был исключен даже малейший их сдвиг.
- Если для сварки собирают сложную конструкцию, то операцию проводят, последовательно разделяя ее на этапы.
- Для временных или полужестких конструкций используют магнитные уголки, струбцины, планочные гребенки, клинья и т. п.
- Изменять положение подготовленной конструкции не рекомендуется, любые повороты и другие трансформации должны быть минимальными.
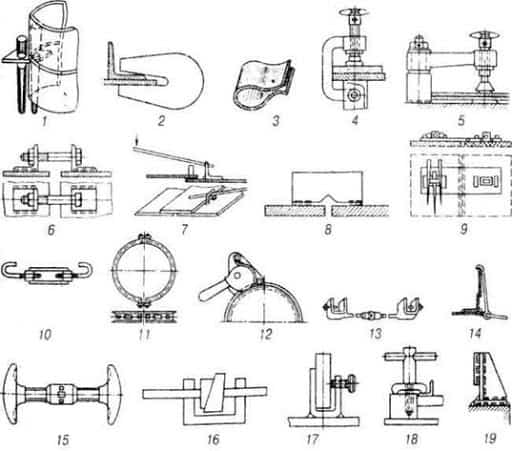
Разнообразных инструментов для фиксации металлических элементов придумано множество. Нередко для облегчения работы используют различные шаблоны, прижимные конструкции или стенды, кондукторы и т. д. Главная задача вспомогательных приспособлений — обеспечение точной стыковки в нужной плоскости.
Прихватки
Что такое прихватки? Это короткие сварные швы. В этом случае также важна подготовка металла к сварке. Участки предварительно зачищают, удаляют оксидный слой. После этого производят прихватку, во время которой соединение полностью не проваривают, а делают короткие, иногда точечные, швы. Чтобы максимально упростить задачу, используют аппарат для точечной сварки.
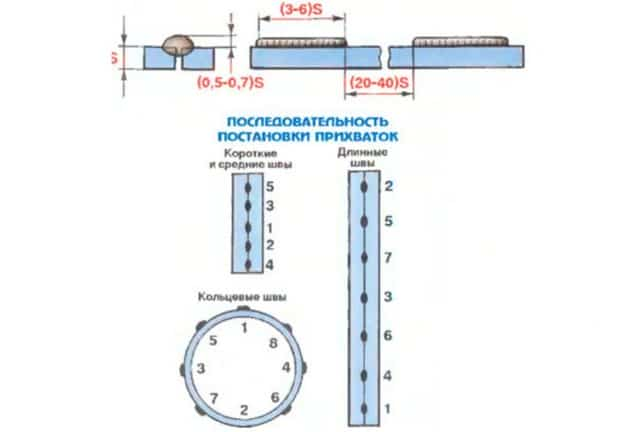
Длина таких прихваток составляет от 5 до 30 мм при толщине металла до 5 мм, для более толстых заготовок — 50-100 мм. Проваривание производят на глубину 1/3, шаг между точками зависит от длины соединения:
- для участков металла толщиной до 5 мм и длиной от 150 до 200 мм рекомендуемое расстояние — 50-100 мм;
- при длине металла от 200 мм — 300-500 мм;
- для больших величин — от 500 до 1000 мм.
Детали рекомендуют соединять со стороны, которая противоположна основному шву. Если у заготовок сложная геометрическая форма, то вместо прихваток используют беглый шов, максимальная его глубина — ½ основного. Его зачищают во время обработки корня основного шва.
Места для коротких швов выбирают тщательно, а не наобум. Их располагают на тех участках, где возможна деформация конструкции, в точках наибольшего напряжения. На перекрестках (местах пересечения) основных сварных швов делать прихватки запрещается.
Особенности подготовки труб
Поскольку такая операция часто требуется для организации инженерных коммуникаций, на ней надо остановиться отдельно. Максимального внимания требуют трубопроводы, работающие под давлением. Главная задача мастера — исключение смещения по оси. В этом случае нужно знать особенности сварки разных изделий.
- Элементы, изготовленные из низколегированной либо углеродистой стали, и предназначенные для аргонодуговой сварки, обрабатывают исключительно холодным, механическим способом.
- Количество прихваток на стыках труб зависит от диаметра последних: их может быть 2, 4 или более. Высота их не должна превышать трети толщины стенок изделий.
- Для резки можно использовать несколько инструментов. Например, ножницы по металлу, болгарку, циркулярную пилу, насадку-фрезу, газовый резак.
- После термической резки фасок обязательно следует их механическая доработка. Глубина, на которую снимают фаску, всегда зависит от марки стали.
- Кромка обязана быть практически идеальной. На ней не должно оставаться вырывов, острых углов, заусенцев, даже небольших перепадов.
- Торец перед операцией проверяют на перпендикулярность. Точно так же тестируют толщину стенок соединяемых торцов труб.
- Снятие фасок — операция, которая обязательна для труб, толщина стенок которых превышает 3 мм.
Для любого вида сварочных работ обязательна предварительная зачистка металла по всей окружности. Исключение может составить использование электродов по ржавчине. В этом случае данный этап пропускается.
Подготовка металла к сварке — совокупность операций, которые, в общем, занимают достаточно большое количество времени, требуют значительных усилий и предполагают дополнительные расходы. Однако от точности выполнения каждого этапа зависит качество, долговечность металлоконструкции, поэтому небрежное отношение к ним недопустимо.
Как происходит подготовка металла к сварке, расскажет и покажет следующее видео:
Подготовка металла под сварку
Подготовка деталей к сварке — первый необходимый этап сварочного процесса.
Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов.
Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала.
В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая — квадратная оставит на металле следы. Поверхность бойка должна быть отполированной.
Кроме молотка можно использовать деревянную или металлическую гладилку.
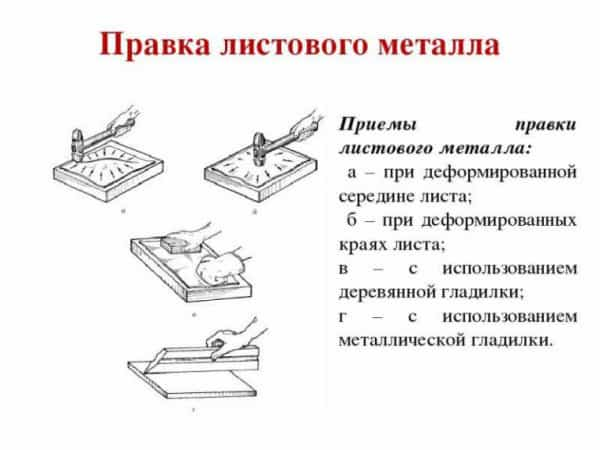
Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей — это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка.
Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления.
Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины.
Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму.
Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.
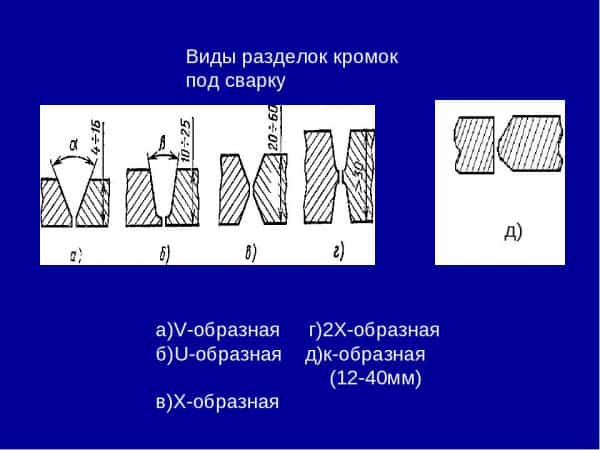
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.
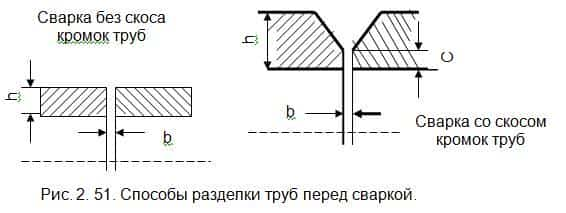
Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение — оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток.
Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях.
Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Интересное видео
Подготовка металла под сварку
Содержание
Введение…………………………………………………………….…..1
Подготовка металла под сварку…………………….……..………….4
Сборка деталей под сварку.……………………………………..……..7
Сборочно-сварочные приспособления…………………………………8
- Основные требования безопасности труда…………………………10
- Литература……………………………………………………….……13
- Введение.
- Сваркой называется процесс получения неразъемных
соединений по средствам установления межатомных связей между свариваемыми частями при их местном или
общем нагреве или пластическом деформировании, или совместным действием
того и другого.
В 1802г. впервые
в мире профессор физики Санкт-Петербургской
медико-хирургической академии В.В. Петров (1761-1834) открыл электрическую дугу и описал явление, происходящее в ней, а также указал на возможность ее практического применения.
В 1881г. русский
изобретатель Н.Н. Бенардос (1842-1905) применил электрическую дугу для соединения и разъединение сталей. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом.
Присадочным прутком для образования шва служила стальная проволока, В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н.
Бенардосом были открыты и другие виды сварки: контактно-точечная сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1888г. русский
инженер Н.Г. Славянов (1854-1997) предложил
дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.
Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г. Н.Н. Бенардос и Н.Г. Славянов положил начало автоматизации сварочных процессов.
Однако в условиях царской России их изобретения не нашли большого применения. Только после Октябрьской революции сварка получает распространение в нашей стране. Уже в начале 20-х годов под руководством профессора В.П.
Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже — сварку судов и ответственных конструкций.
Развитие
и промышленное применение сварки требовало
разработки и изготовления надежных источников питания, обеспечивающих устойчивое горение дуги.
Такое оборудование — сварочный генератор СМ-1 и сварочный
трансформатор с нормальным, магнитным
рассеянием СТ-2 было изготовлено впервые в 1924 году ленинградским заводом «Электрик». В том же году, ученый В.П.
Никитин разработал принципиально новую схему сварочного трансформатора типа СТН.
В 1928 году Д.А. Дульчевский изобрел автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к
концу 30-х годов, когда коллективом института электросварки, АН УССР под руководством академика АН УССР Е.О. Патона был разработан промышленный способ, автоматической сварки под флюсом. Внедрение его в производство началось в 1940 году. Позже был разработан способ полуавтоматической сварки под флюсом
В конце 40-х
годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологии машиностроения (ЦНИИТМаш) и Института электросварки им. Е.О.
Патона (ИЭС) разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС с 1949 года электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Впервые в
мире космонавтики К.С. Шониным и Б.Н. Кубасовым была произведена сварка в космосе (сварка в вакууме).
В 1932 году К.К. Хренов разработал подводную электрическую сварку металлов, покрыв электрод специальной обмазкой (добился устойчивости газового пузырька).
Авторы сварки в углекислом газе плавящимся электродом и электрошлаковой сварки — К.М. Новожилов, Г.З. Волошкевич, К.В.Любавский удостоены Ленинской премии.
В последние
годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, колодная сварка, сварка трением и т.д.
Большой вклад
в развитие сварки внесли ученые : В.П Вологдин, В.П. Никитин, Д.А Дульчевский, Е.О. Патон, а также коллективы: ИЭС им. Е.О. Патона, ЦНИИТМаш, Московского Высшего технического училища (МВТУ)» им. Н.
Баумана, Всесоюзного научно-исследовательского, проектно-конструкторского и технологического института электросварочного оборудования (ВНИИЭСО), Всесоюзного научно-исследовательского и конструкторского института автогенного машиностроения (ВНИИавтогенмаш) и др.
В промышленности Республики Беларусь эффективно применяются
современные сварочные технологии.
На многих предприятиях широко используется автоматизированная и механизированная сварка в среде защитных газов, контактная точечная сварка, различные, новые методы сварки, наплавки, напыления, резки.
Идет внедрение робототехнологических комплексов, новейших средств технологического оснащения, а также современных методов контроля качества сварных соединений.
В машиностроении, строительстве, энергетике и других отраслях работают тысячи квалифицированных рабочих, техников и инженеров-сварщиков, которые вносят значительный вклад в развитие сварочного производства и подготовку кадров для промышленности Беларуси.
В Республике Беларусь в 1992 году в составе НПО
порошковой металлургии создан Научно-исследовательский и конструкторско-технологический Институт сварки и защитных покрытий (НИИ СП).
Основными направлениями деятельности НИИ СП являются руководство государственными программами в области сварки и покрытий, проведение фундаментальных и прикладных исследований, оказание практической помощи промышленным предприятиям и организациям по сварке.
В последние
годы ученые-сварщики Беларусии работают над созданием ресурсосберегающих технологий, которые позволяют снизить потребление электроэнергии, уменьшить расход материалов, рационально использовать труд сварщиков при изготовлении различных конструкций, машин и изделий.
В настоящее
время сваривают материалы толщиной от нескольких микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении) Наряду с широко применяемыми конструкционными сталями сваривают, специальные стали, сплавы на основе алюминия, меди, титана, циркония, ниобия и других металлов, а также разнородные материалы.
Существенно расширились условия проведения сварочных работ: сварку осуществляют в условиях высоких температур, радиации, под водой, в космосе. Сварные швы выполняют в любых пространственных положениях.
Сварка во многих случаях заменила такие трудоемкие процессы изготовления конструкций, как клепка, литье, соединение на резьбе, ковка.
Преимущества
сварки над этими процессами:
— экономия металла — 10…30% и более
в зависимости от сложности
конструкции;
- — сокращение сроков работы и
уменьшение стоимости изготовленных
конструкций; - — возможность механизации и
автоматизации сварочного производства; - — возможность использования наплавки
для восстановления изношенных
деталей; - — герметичность сварочных соединений выше, чем клепаных и резьбовых;
- — уменьшение производственного
шума и улучшение условий труда
рабочих. - Подготовка
металла под сварку.
Если металл, идущий на изготовление сварных конструкций, загрязнен или деформирован, то его
нужно предварительно очистить и выправить. Очистка может производиться ручными и механическими проволочными щетками, пескоструем, пламенем специальной горелки, промывкой горячей водой или раствором щелочи, травлением в растворах различных кислот и другими способами.
Для правки металла применяются специальные
станки. Например, листы выправляются пропусканием их через листоправильные вальцы, имеющие от 5 до 11 правильных валков. Чем меньше толщина выправляемого листа, тем большее количество валков должен иметь листоправильный станок.
- Рис. Листоправильный станок
- Уголки правят на углоправильных вальцах.
- Рис. Углоправильный станок
- Правка
швеллерного и двутаврового профиля
производится с помощью правильно-гибочных прессов. - Рис. правильно-гибочный пресс
- При очень
малых объемах производства и
отсутствии правильного оборудования
иногда приходится прибегать и к ручной правке металла на правильной плите.
После правки металл подвергается разметке, при
которой на нем мелом, кернами и чертилкой наносятся размеры заготовки детали, подвергаемой затем сварке. При серийном производстве однотипных изделий для разметки широко применяются шаблоны из картона, фанеры или тонколистового металла, соответствующие по своей форме и размерам заготовляемой детали.
Режут металл на гильотинных и дисковых ножницах, дисковых пилах и прессах или
ручными газокислородными резаками и машинами для газокислородной резки. Механическая резка применяется обычно для металла толщиной до 10—12 мм, а в отдельных случаях —до 25—30 мм. Более толстый металл, а также детали сложной формы, как правило, режут с помощью газокислородной резки.
Перед сваркой
кромки деталей, если это является необходимым, подвергают обрезке, скосу и очистке. Скос кромок выполняется в соответствии с типом сварного соединения. Для получения ровной и чистой поверхности кромок их прострагивают на кромкострогальных станках, длина строгания на которых достигает нескольких метров.
На многих заводах громоздкие и дорогие
кромкострогальные станки заменяют специальными машинами для кислородной
резки, обеспечивающими чистую поверхность разреза, необходимую точность и высокую производительность резки.
Машинная
кислородная резка является распространенным способом подготовки кромок листов под сварку, особенно при большой толщине свариваемого металла (деталей станин, листов, котельных барабанов и др.).
Машинная кислородная резка должна применяться во всех случаях, когда это допустимо по техническим условиям на изготовление данного изделия.
Для ускорения процесс резки и скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами наклона.
Нельзя сваривать
детали, кромки которых покрыты ржавчиной, маслом, краской и другими загрязнениями, так как это ухудшает условия горения дуги, вызывает пористость наплавленного металла и понижает прочность сварного соединения.
От загрязнений
кромки очищают проволочными щетками, наждачным камнем, пескоструем, травлением. Для механической очистки применяют ручные переносные машинки с гибким валом, на конце которого укрепляется проволочная щетка или наждачный камень. Другой конец вала соединяется с электродвигателем, смонтированным на легкой передвижной тележке.
На кромках
не должно быть зарезов глубиной более 1,5 мм, прямолинейность кромок должна быть проверена с помощью рейки ч измерительной линейки, а углы скоса кромок — шаблонами.
Литые заготовки
перед сваркой должны быть тщательно
очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка — снята наждачным камнем в тех местах, где будут накладываться сварные швы.
При изготовлении различных резервуаров, котлов и
сосудов из листового металла последний подвергается вальцовке и штамповке. Для вальцовки применяются гибочные вальцы, а для штамповки — механические и гидравлические прессы.
Гибке и вальцовке может подвергаться также и профильный прокат металла — полосы, уголки, швеллеры, двутавры и трубы.
В зависимости от толщины и требуемой формы заготовки вальцовка и гибка металла производятся в холодном или горячем состоянии.
Сборка
деталей под сварку.
Предварительно
заготовленные и подготовленные к сварке детали затем поступают на сборку отдельных узлов и изделий в целом.
Сборка является весьма ответственной операцией
в общем технологическом процессе изготовления сварных конструкций. При сборке важно обеспечивать требуемую точность пригонки и совпадения кромок свариваемых элементов.
Сварные конструкции
собирают различными способами. В некоторых случаях собирают всю конструкцию, а затем ее сваривают. Но при этом цикл сварочных работ удлиняется, а сварка собранной конструкции в ряде случаев бывает затруднена, так как сварщикам не всегда приходится выполнять швы в наиболее удобном для сварки положении.
Поэтому широко распространен способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае процесс изготовления ускоряется и улучшается качество выполнения сварочных работ, так как сварку узлов осуществляют в приспособлениях. Данный способ применяется при изготовлении, например, судов, вагонов, цистерн и резервуаров, мостов, каркасов зданий и др.
Использование приспособлений обеспечивает точность взаимного расположения собираемых и свариваемых частей, облегчает трудоемкость сборочных работ, сокращает продолжительность процесса сборки, облегчает труд сварщика при установке, прихватке и поворотах изделия. Некоторые приспособления препятствуют короблению деталей при сварке, так как обеспечивают жесткое закрепление свариваемых частей.
Точность
сборки изделий под сварку зависит
от их конструкции и назначения, а также способа сварки. Обычно она указывается на чертежах и в технических условиях на изготовление изделия.
Для проверки точности сборки деталей под сварку используются шаблоны, измерительные линейки и щупы, а также универсальные измерители швов.





