- Принцип работы сварочного инвертора
- Конструкция инвертора для сварки
- Техника безопасности
- Полярность при сварке инвертором
- Работа с тонким металлом
- Советы начинающим сварщикам
- Азы сварки металла инвертором для начинающих
- Подготовка к работе инвертором
- Внешний осмотр оборудования
- Использование средств защиты
- Правила формирования сварочного шва и возможные дефекты
- Как правильно подобрать электрод
- Пошаговая инструкция по сварке инвертором для начинающих
- Настройка силы тока
- Как подключать электрод
- Розжиг дуги
- Передвижение и наклон электрода при сварке
- Контроль промежутка дуги
- Сварка тонкого металла инвертором
- Отличия прямой и обратной полярности при сварке инвертором
- Как резать металл электродом
- Сварка инвертором для начинающих
- Базовые правила техники безопасности при сварке инвертором
- Подготовительные работы перед использованием инвертора
- Внешний осмотр
- Использование защитных средств
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Шаг 1. Настройка силы тока
- Шаг 2. Подключение электрода
- Шаг 3. Розжиг дуги
- Шаг 4. Передвижение и наклон электрода при сварке
- Шаг 5. Контроль промежутка дуги
- Советы начинающим сварщикам
Проведение ручной сварки с помощью инвертора набирает всё большую популярность среди домашних мастеров, что обусловлено широким предложением различных моделей с разным ценовым диапазоном.
Для соединения изделий из железа при помощи сварки инвертором требуется минимум оборудования, характеризующегося своей многофункциональностью наравне с низким энергопотреблением и компактными габаритами, что ещё больше привлекает внимание неопытных мастеров.
Изучение технологии сварки инвертором для начинающих не составит ни малейшей трудности.

Сварка инвертором для начинающих
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке.
Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
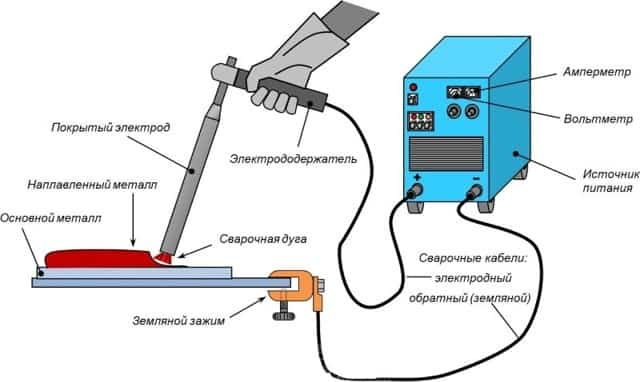
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
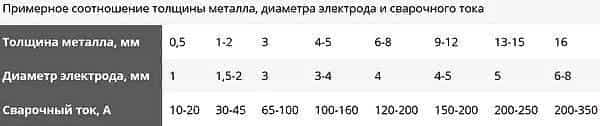
Особое внимание следует обратить на диаметр электродов для сварки. Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление.
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике.
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата.
Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке.
Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.

Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения.
Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода.
После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием).
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным.
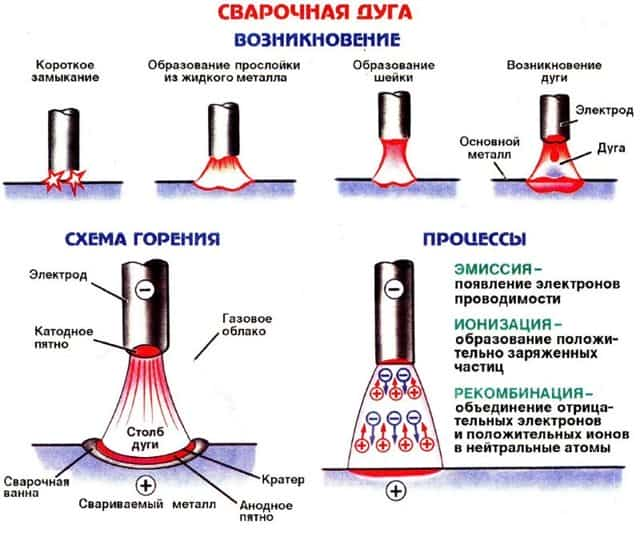
Сварочная дуга
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.

Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки.
В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной.
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.

Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез».
Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность».
Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов. И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений.
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс».
При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой.
Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину.
Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода.
Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом. Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
Качество сварного шва напрямую зависит от качества электродов, которые помогут избежать излишнее образование шлака в шве малого сечения. Также использование электродов малого диаметра позволяет избежать прожога металла.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом.
Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
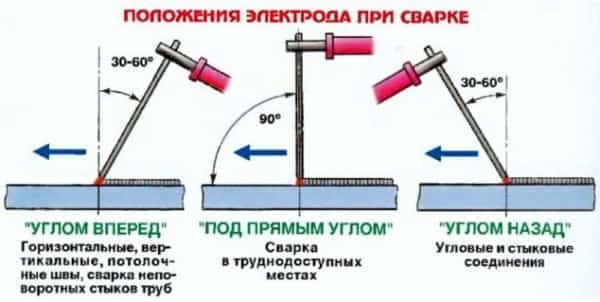
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб. Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы.
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак.
Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Азы сварки металла инвертором для начинающих
В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб.
При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков.
В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика.
В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда.
Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению.
Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором.
Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора.
В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт.
Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов.
Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги.
Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки.
Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ.
В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода.
Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки.
Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва.
Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки.
Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода.
Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора.
При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов.
Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами.
Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора.
Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора.
После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см.
фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток.
В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок.
Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
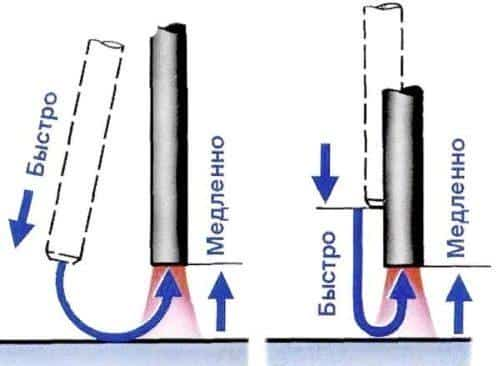
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед.
Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода.
Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва.
В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода.
Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм.
Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока.
Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания.
Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде.
По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде.
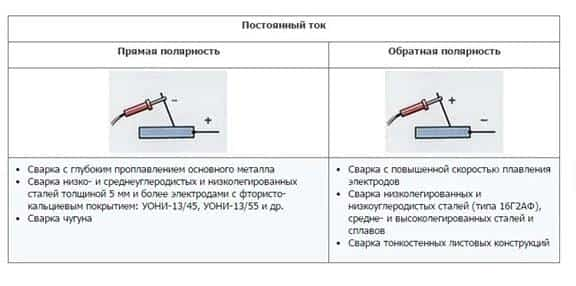
Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже).
При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
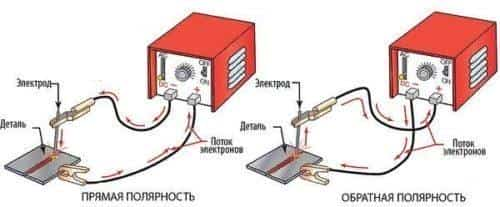
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода.
Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам.
Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью.
Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи.
К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в х.
Сварка инвертором для начинающих
30.05.2022 VT-METALL 
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
- Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
- VT-metall предлагает услуги:
- Порошковая покраска металла
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.
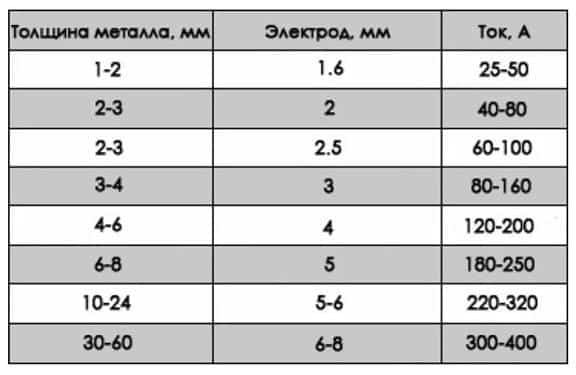
Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.
Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже.
Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм).
Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем.
Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок).
Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток.
На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок).
Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное.
Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки.
Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно.
Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим.
Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
- Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
- Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
- Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.