- Сложность сгибания профильного проката
- Распространённые проблемы
- Учёт профиля
- Предварительный нагрев
- Сгибание без нагрева
- Приспособления для сгибания
- Гибочная плита
- Как согнуть профильную трубу – варианты и способы изгиба
- Основные характеристики профильных труб
- Использование трубогиба
- Другие способы собственноручного сгибания труб
- Использование болгарки при сгибании профильных труб
- Изгиб профильных изделий с применением пружины
- Применение песка для сгибания трубы
- Выполнение изгиба труб при помощи воды
- Как согнуть профильную трубу в домашних условиях без трубогиба самому
- Особенности сгибания профтрубы
- Техника безопасности
- Способы гибки
- Горячий метод
- Используем наполнители
- Изгиб горячей поверхности с песчаным наполнением
- Холодный изгиб с водяным наполнением
- Применение шаблонов
- Валки
- Пружины
- Болгарка
- Сгибание с помощью рычага
- Как гнуть профильную трубу своими руками в домашних условиях
- В чем заключается сложность гибки профильного проката
- Необходимость учета профиля
- Особенности наиболее популярных методов гибки труб
- Гибка профтруб с предварительным нагревом
- Как согнуть трубу без предварительного нагрева
- Приспособления для гибки труб
- Гибочная плита
- Гибка по оправке
- Применение профилегиба
- Простейший трубогиб своими руками
- Как согнуть трубу в домашних условиях
- Как сделать трубогиб для профильной трубы
- Порядок изготовления трубогиба
Такие сооружения изготавливаются как раз из согнутых труб, поскольку они пропускают много света и отличаются высокой устойчивостью и долговечностью, если сравнивать их с другими приспособлениями. Может показаться, что согнуть металл очень сложно, но если разобраться в этом вопросе, то вполне возможно эффективно выполнить эту процедуру самостоятельно и без применения специальных инструментов.
Сложность сгибания профильного проката
Сущность процесса сгибания металлического проката состоит в том, чтобы профилю придать частичный или полный изгиб. Такую операцию обычно выполняют двумя способами: при помощи воздействия давления на трубу или с помощью нагревания определённого участка в той области, где нужно совершить изгиб.
По мере изгибания металлической трубы на поверхность металла действуют две силы:
- Сила сжатия, что приходится на внутреннюю часть изгиба.
- Сила растяжения, которой подвергается внешняя часть.
Как раз воздействие таких разнонаправленных сил и вызывает различные сложности, которые характерны при процессе сгибания любой металлической трубы.
Распространённые проблемы
- Стенка, что располагается с внешней стороны изгиба, будет подвергаться сильному растяжению, а потому может не выдержать каких-то нагрузок и просто лопнуть.
- Внутренняя стенка также подвергается сжатию, поэтому покрывается складками, которые напоминают по форме гофру.
- Многие люди, что впервые стараются согнуть трубу своими силами, вместо того, чтобы придать необходимую форму, просто сминают изделие и портят его.
- Чтобы таких проблем не возникло, необходимо учитывать не только характеристики материала, но и геометрические параметры, такие как:
- толщина стенок;
- размеры сечения;
- радиус, на который необходимо произвести изгиб.
Если обладать информацией обо всём вышеуказанном, то можно выбрать подходящую технологию сгиба трубы. В результате материал не сомнётся и не получит гофрированную поверхность.
Учёт профиля
К профильным трубам относятся такие изделия, что имеют разную форму поперечного сечения:
- квадратную;
- круглую;
- плоскоовальную;
- овальную.
В магазинах продаётся большое количество профилей. Имеются разные геометрические параметры, основными из которых считаются площадь поперечного сечения и толщина стенки. А также стоит смотреть на пластические возможности материала. Этот показатель покажет минимально допустимый радиус закругления и поможет определить тот радиус, на который можно согнуть трубу, чтобы она не испортилась.
Для определения параметра минимального радиуса сгибания необходимо знать высоту профиля. Если собираетесь сгибать профильную трубу, что имеет поперечное сечение прямоугольного вида или квадрата, то следует соблюдать некоторые рекомендации.
Если имеется профиль не больше 20 мм, тогда её необходимо выгнуть на тех участках, длина которых превышает величину, что равна 2,5 xh (h является высотой профиля).
Если профиль изделия превышает 20 мм, тогда можно сгибать на участках, длина которых равняется 3,5 xh и больше.
Эти рекомендации пригодятся тем людям, кто своими руками собирается гнуть металлический профиль, чтобы изготовить стеллаж, навес или другие подобные конструкции.
Но следует иметь в виду, что для качественного сгибания необходимо учитывать ещё и толщину стенки. Изделие, толщина которого меньше 2 мм, совершенно не подходит для сгибания, а потому необходимо выбрать более толстую конструкцию.
Если толщина стенки меньше 2 мм, то лучше не гнуть трубу, а использовать сварку для соединения деталей.
Если на домашнем участке необходимо согнуть трубу, которая изготовлена из углеродистой или низколегированной стали, надо учитывать ряд нюансов. Подобные металлы после сгибания могут отпружинить и возвратиться в исходное положение, а потому такие конструкции необходимо повторно проверять по шаблону.
Величина отпружинивания характеризуется таким параметром, как момент сопротивления — Wp. Этот параметр указывается в строительной документации. И чем он будет ниже, тем меньше будет вероятность того, что профиль в процессе сгибания вернётся в своё первоначальное положение.
Греть перед сгибанием надо исключительно трубы с диаметром сечения больше 10 см.
Если гнуть нужно квадратные или прямоугольные конструкции, тогда ориентироваться стоит только на свой опыт и советы мастеров, которые уже занимались такой операцией.
Если высота профиля не больше 10 мм, тогда необязательно гнуть при помощи нагрева. В случае, если профиль больше 40 мм, то нагрев обязателен.
Если труба имеет небольшой размер, то её можно согнуть в холодном состоянии при помощи ручных приспособлений.
Чтобы получить заготовку с небольшим радиусом изгиба, можно использовать неподвижную плиту с упорами или тиски, а также роликовое устройство.
Если требуется большой радиус кривизны, тогда нужно использовать неподвижные оправки или плоскопараллельные пластины, на которых можно закрепить деталь.
В горячем состоянии металл необходимо гнуть, только если высота профиля превышает 40 мм. Нагрев производится при помощи паяльной лампы или пламени газовой горелки. Труба должна обрести вишнёво-красный оттенок. Длина красного участка должна составлять примерно 6 диаметров трубы.
Разумеется, самым простым способом сгибания является применение трубогиба, при помощи него очень легко можно справиться с поставленной задачей. Если такого приспособления нет, то необходимо провести предварительные испытания на ненужном отрезке металла.
Тогда можно будет определиться с тем, следует ли нагревать трубу или в этом нет никакой необходимости. Один конец трубы необходимо зажать в тисках, на второй нацепить трубку, имеющую большой размер внутреннего сечения.
Если с таким рычагом получится согнуть металл, то процесс можно производить и без подогрева.
Предварительный нагрев
Для того чтобы самостоятельно согнуть трубу при помощи горячего метода, необходимо сначала заполнить её песком. Таким образом изгиб будет равномерным и качественным. Металл будет очень горячим, а потому всю работу нужно проводить в специальных перчатках.
Сгибание осуществляется в такой последовательности:
- Заглушками затыкаются оба края трубы. Длина заглушек должна быть в 10 раз больше ширины их основания.
- После того как подгонка заглушек прошла успешно, на одной из них необходимо сделать 4 продольных паза, через которые будут выходить пары газа, что скапливаются внутри при нагревании.
- Тот участок, который будет нагреваться, предварительно нужно отжечь.
- Внутрь следует засыпать песок средней зернистости. Если нет хорошего очищенного песка, то можно взять любой в детской площадке, но сначала его необходимо просеять через хорошее сито, чтобы удалить все мелкие камушки.
- Подготовительный песок сначала нужно прокалить при температуре 150 градусов по Цельсию.
- Перед тем как набивать песок, один конец трубы необходимо заглушить, а заглушку во второй конец вставлять только тогда, когда весь песок полностью будет находиться внутри. Чтобы труба полностью им заполнилась, необходимо постукивать по стенкам изделия. Для этого лучше взять деревянную или резиновую киянку.
- Теперь можно закрывать вторую заглушку.
- Тот участок, что будет подвергаться нагреву, необходимо отметить мелом.
- Труба крепится в тисках с шаблоном или в специальном зажиме. Нельзя зажимать сварной шов, если такой имеется, поскольку он может лопнуть.
- Тот участок, что был отмечен мелом, нагревают докрасна при помощи горелки. Затем трубу аккуратно начинают сгибать в один приём, прикладывая достаточно усилий.
- Когда металл остывает, изделие необходимо сравнить с шаблоном. Если всё нормально, то из трубы можно удалять затычки и песок.
Такой метод можно с лёгкостью применить в домашних условиях, а использовать его нужно в том случае, если есть необходимость сформировать единый угловой изгиб. Лучше избегать многократного нагрева материала, поскольку потеряется прочность, а это будет губительно для арочной конструкции.
Сгибание без нагрева
Если труба небольшого размера, то вместо песка можно наполнить её стальной пружиной, которая будет обеспечивать равномерную деформацию. Нужно подобрать такую пружину, чтобы она свободно вошла внутрь, но достаточно плотно там засела. Чтобы не возникло проблем с удалением пружины после проведения операции, необходимо к крайнему звену прикрепить проволоку.
Изгиб получается с применением простых приспособлений, таких, как тиски, гибочная плита или оправка.
Гораздо проще использовать ручной трубогиб, который имеет круглый профиль. К этому приспособлению приделываются рабочие ролики, форма выемки в которых соответствует профилю трубы.
Очень эффективен в сгибании профилегибочный станок, который можно приобрести или сделать самостоятельно.
Приспособления для сгибания
Холодное сгибание можно выполнить при помощи следующих устройств:
- Если труба мягкая и стальная с высотой профиля не больше 10 мм, то потребуется ровная плита с отверстиями, куда будут вставляться упоры. С помощью этих штырей будет производиться сгибание по требуемым параметрам. У такого метода есть недостатки: сгибание недостаточно точное, а также при применении нужно приложить большое количество физических сил.
- Если профиль высотой в 25 мм и больше, тогда надо использовать роликовые приспособления. Трубу нужно хорошо зафиксировать в тисках, а усилие прикладывать с помощью специального валика. Такое приспособление позволит получить более качественный изгиб, но тут тоже потребуется приложить немало усилий.
Гибочная плита
Роль плиты играет панель, которую можно вырезать из металла большой толщины. Такая панель приваривается к стойке, что устанавливается на специальном пьедестале. В панели сверлят 2 отверстия, необходимых для установки болтов, которые будут служить опорами. На один болт крепится насадка, при помощи которой будет регулироваться радиус изгиба. Чтобы была соосность, надо заготовить металлическую пластину и зафиксировать ее болтами.
Сгибание профильной трубы дома — дело, конечно, непростое, но вполне осуществимое. Необходимо просто обладать некоторыми слесарными навыками и инструментом.
Источник: https://tokar.guru/truby/sposoby-sgibaniya-profilnoy-truby-v-domashnih-usloviyah.html
Как согнуть профильную трубу – варианты и способы изгиба
Содержание:
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.

Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.

В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.

Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: «Как загнуть трубу без трубогиба – способы для разных материалов»). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.

Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере труб, потребуется трубогиб для профильной трубы, оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку. Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.

Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.

Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы. Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.
В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия. Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
При отсутствии возможности воспользоваться услугами профессионалов, когда работу приходится выполнять своими руками в бытовых условиях, помочь согнуть профильную трубу могут оригинальные решения, для реализации которых не потребуются большие финансовые затраты. При этом не придется прикладывать значительных физических усилий. «Как согнуть трубу без трубогиба – проверенные варианты для разных видов труб».
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла.
Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно.
Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Источник: https://trubaspec.com/montazh-i-remont/kak-sognut-profilnuyu-trubu-varianty-i-sposoby-izgiba.html
Как согнуть профильную трубу в домашних условиях без трубогиба самому
Бывалые дачники и владельцы собственных домов давно оценили универсальность и удобство профильных металлических труб. Они используются в конструкции портиков, пристроек и беседок, а также применяются в качестве распорок для парников и теплиц. Также они часто нужны при изготовлении декоративных элементов.
При использовании профтрубы в домашнем строительстве их, как правило, сгибают для придания необходимой формы. Существует несколько распространенных методов, с помощью которых без покупки такого специализированного оборудования, как – трубогиб, можно проделать эту операцию.
Особенности сгибания профтрубы
Независимо от особенностей конфигурации профильных труб, процесс сгибания представляет собой механическое усилие, которое придает заготовке частичный или полный радиальный или угловой изгиб.
Согласно основам механики, во время работы на профильную заготовку действует совокупность сил разного направления:
- сжатие, оказывающее деформирующее воздействие на поверхность внутренней части трубы;
- растяжение, влияющее на внешнюю сторону трубы в точке изгиба.
Нельзя согнуть профильную трубу без учета механических характеристик формы и материала, из которого она изготовлена. Иначе некоторые части заготовки будут полностью испорчены и непригодны для использования в строительстве.
Еще один риск, связанный с неправильным проведением операции — опасность надлома заготовки на внешней (верхней) поверхности во время проведения изгиба.
Из-за нарушения технологии трубу придется отправить в мусор или распилить на более мелкие детали.
Для того чтобы согнуть профтрубу самостоятельно, в условиях домашней мастерской или гаража, всех инженерных тонкостей сопромата знать не обязательно.
Принять во внимание необходимо только универсальное правило:
- труба тонкого сечения (около 20 мм) гнется без деформации на участке в 2,5 раза длиннее по сравнению с высотой стенок профиля;
- с сечением 30 мм и выше гнется на длине участка в 3 раза больше высоты сечения.
Таким образом, радиус внутренней поверхности сгиба (R) определяют как: высота стенок *2,5 (или 3 в зависимости от высоты сечения).
Наконец, еще один важный фактор — упругость металла. Из-за нее профиль после гибки, стараясь вернуть изначальную форму, разгибается назад, отклоняясь от приданной кривизны. Поэтому, изгибая профильную трубу, мастера рекомендуют делать изгиб несколько глубже.
Техника безопасности
Для выполнения изгибов и любых других операций с металлическими изделиями лучше подготовить отдельное помещение.
Гараж или мастерская подойдет, так как помимо самих конструкций для работы придется использовать, например, паяльную лампу или газовуюаргоновую горелку, ударные или режущие инструменты.
Место проведения работ должно быть вентилируемым и незахламленным. Иначе искры при распиле или неосторожное обращение с источником тепла при нагревании металла могут привести к возгоранию и задымлению.
Также мастера рекомендуют позаботиться о спецодежде. Фартук и маска предохранят от мелких осколков и пыли, а рукавицы защитят от температурных воздействий и возможных порезов. Если же предстоит пользоваться болгаркой, обязательным элементом будут специальные очки.
Способы гибки
Для того чтобы эффективно согнуть профиль, прибегают к помощи специализированных, как правило, дорогих профессиональных инструментов — так называемых трубогибов. Если же домовладелец или дачник не готов потратиться на покупку, то загнуть профиль до нужной кривизны самостоятельно можно и в условиях домашней мастерской.
Технологически способы радиального искривления профильных труб подразделяют на «горячие» и «холодные». В первом случае изгиб осуществляется на предварительно разогретом участке поверхности; во втором — перед механическим воздействием разогревать трубу не требуется.
Горячий метод
- Нагревание металла, перед тем как его изогнуть — процедура, которая делает структуру более вязкой, что значительно облегчает изгиб профиля.
- Заготовку зажимают в тисках и с помощью горелки или паяльной лампы нагревают в точке намеченного сгиба.
- После этого прогретый профиль (цвет материала должен быть красновато-белым или красновато-желтым) изымают и «накручивают» на специально подготовленную болванку, выполненную по форме с необходимым углом и радиусом искривления.
Важно.
С помощью такого метода при недостаточном изгибе металл можно нагреть повторно, однако многократно так делать не стоит — каждый раз, когда профильная труба остывает (цвет становится светло-вишневым), ее прочностные характеристики уменьшаются.
В какой-то момент это может привести к надлому или разрыву.
Используем наполнители
Еще один «универсальный» прием для изменения кривизны полой профильной металлоконструкции — использование наполнителя, который предохранит профтрубу от сминания. В зависимости от высоты стенок трубы, при использовании наполнителей (песка или воды), применяют, соответственно, «горячую» или «холодную» гибку.
Изгиб горячей поверхности с песчаным наполнением
Для того, чтобы при «горячем» сгибании понизить риск деформации заготовки, в нее предварительно засыпают песок, который просеивают через мелкое сито (до 2,5 мм), чтобы разбить «комки» и вытравить инвазивные твердые частицы.
С помощью деревянной пробки или заглушки закрывают один торец заготовки, после чего через второй(открытый) – заготовку плотно утрамбовывают песком. Чтобы убедиться, что он распределился равномерно, по трубопрофилю стучат резиновым или деревянным молотком.
Как только по всей длине заготовки отчетливо слышится глухой звук, значит можно забивать второй пробкой «верхний» торец. В пробке проделывают небольшое продольное отверстие, чтобы в процессе нагрева туда мог вытравливаться скапливающийся от нагревания газ.
После этого профильная труба фиксируется в тисках, нагревается в размеченной точке закругления и с помощью физического усилия ее можно загнуть до нужной формы. Изгиб совершается в один хват, плавно и аккуратно. Затем заглушка вынимается или выжигается, и песок ссыпается из трубы.
Справка. Если профиль из-за его длины и толщины стенок зажимать в тиски неудобно, изгиб, пользуясь этим методом, можно произвести на улице. Для этого нижний торец не забивается пробкой, а зарывается в землю.
Холодный изгиб с водяным наполнением
В зимние дни, когда температура воздуха опускается ниже минус 5-10 градусов, для искривления профтрубы вместо песчаного наполнителя можно использовать водяной. Способ требует минимальных затрат, но применяется только к профилям небольшой толщины, выполненным из дюралюминия или латуни. Нагревать металл при этом не придется.
Суть заключается в том, что закупоренную заготовку наполняют водой, а затем выносят на мороз и держат там до полного застывания жидкости.
После этого уже замерзшую деталь сгибают по профилю шаблона-болванки. Согнутый по нужному радиусу профиль возвращается в тепло. После полного оттаивания находящаяся внутри вода сливается.
Применение шаблонов
В домашней мастерской «холодный» изгиб профильных труб осуществляется с применением специальных шаблонов — оправок или гибочных плит.
Оправки изготавливают из имеющихся под рукой материалов – с учетом толщины сечения профиля и объема работ.
Если высота сечения труб не более 3 мм, то чтобы изгибать их под различными радиусами, необходимо сделать одну или несколько шаблонных оправок. Оправка закрепляется на верстаке, а профтрубу укладывают и фиксируют вдоль ободка оправки петлями или крюками, изгибая заготовку начиная от середины и постепенно переходя к торцам.
Другим шаблонным приспособлением является горизонтальная гибочная плита — выполненная из крепкого дерева или металла поверхность, в которой на определенном расстоянии высверливаются отверстия, в которые вкручиваются или вставляются крепкие штифты или болты. Они будут упорами, вокруг которых профтруба сгибается под определенными углами и по определенной мастером форме. Она может быть модульной, что позволяет закреплять ее на верстаке и после работы разбирать и собирать вновь для повторного использования.
Важно. Существенным «минусом» этих приспособлений является сложность выполнения точного искривления заготовки, так как для этого потребуются серьезные мускульные усилия.
Валки
Валки или роликовые валы позволяют в условиях собственной мастерской сделать трубогибный рычажный агрегат, который работает по аналогии с фабричным аналогом.
Искривляющее воздействие на заготовку происходит под действием рычага, который сгибает трубу вокруг поверхности окружности валка.
Такое устройство изготавливается с помощью трех роликов, расположенных треугольником. С помощью рычага ось закрепления одной из вершин может смещаться внутрь треугольника, что обеспечивает искривление заготовки, располагающейся на двух других валках.
Агрегат способен искривлять профильную трубу различной толщины и под различными углами, что делает его «универсальным» при изготовлении конструкционных элементов арочного типа. Механизм рычага, при этом, значительно снижает усилие, которое необходимое приложить для изгиба деталей.
Пружины
Полезное приспособление при ручном изгибе профиля — это пружина.
Ее изготавливают из плотной проволоки (около 2 мм) с таким диаметром, чтобы она свободно входила во внутреннюю поверхность профиля.
Пружину продевают в профиль, изгибая его по необходимой форме и радиусу закругления. Для облегчения работы место изгиба разогревают.
Важно. Чтобы пружина не застряла в согнутой трубе после завершения операции, лучше всего закрепить на конце пружины проволоку или кольцо, потянув за которое ее можно будет извлечь.
Болгарка
- Оригинальный способ искривления профтрубы заключается в использовании болгарки.
- Чтобы сделать угловой изгиб, в намеченной точке внутренней поверхности заготовки болгаркой производится 2-5 поперечных надпилов, не задевая при этом внешнюю стенку.
- Их количество напрямую зависит от величины угла — чем он больше относительно прямой, тем больше насечек наносят.
После того, как надпилы сделаны, профиль аккуратно и без усилий можно загнуть, а места надпилов завариваются с помощью паяльника или сварки.
Если затем, когда труба остынет, отшлифовать и зашкурить сварочные точки, профиль будет соответствовать необходимой мастеру форме.
Сгибание с помощью рычага
Наконец, еще одним «холодным» способом изгиба профтрубы является рычаг. Он представляет собой черенок из металла или крепкого дерева, на который снизу прибивается или приваривается «насадка» с отверстием.
Во время работы лежащая на полу профильная заготовка продевается в насадку до участка изгиба. После этого мастер давит рукоять «на себя» и созданным усилием искривляет профиль. Этот метод не отличается аккуратностью и точностью закругления конструкции, но зато может применяться в любых условиях.
Подводя итоги, можно сказать, что существует много возможностей согнуть профильную трубу в условиях обычного гаража или мастерской без дорогостоящего трубоизгибного оборудования.
Самостоятельно соорудить специализированный инструмент или изготовить необходимую форму не составит большого труда. Да и стоить это будет значительно дешевле. Если же уверенности в своих способностях у начинающего мастера пока нет — можно обратиться в строительно-ремонтные компании, чтобы нанять работника или арендовать необходимое оборудование.
Источник: https://2lzz.ru/sovety/kak-sognut-profilnuyu-trubu-bez-trubogiba
Как гнуть профильную трубу своими руками в домашних условиях
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу.
Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков.
Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.
Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб.
Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб.
В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия.
Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции.
При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки.
Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов.
Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp.
Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания.
Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения.
Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным.
Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах.
Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
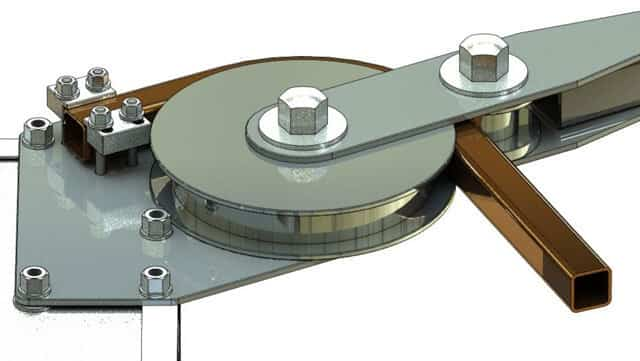
Чертеж и детали механического трубогиба для профильных труб
Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления.
Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия.
За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля.
Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Источник: http://met-all.org/obrabotka/prochie/kak-sognut-profilnuyu-trubu-v-domashnih-usloviyah-video.html
Простейший трубогиб своими руками
Содержание статьи:
- 1. Как согнуть трубу в домашних условиях
- 2. Как сделать трубогиб для профильной трубы
- 3. Порядок изготовления трубогиба
Очень часто осуществляя сборку какой-либо конструкции приходится гнуть металлические трубы в домашних условиях. Покупать для этих целей заводской трубогиб очень дорого и невыгодно, если речь не идет о масштабном производстве металлоизделий.
Поэтому, зачастую, на ум ничего не приходит, как сделать самодельный трубогиб для профильной трубы. Благо сегодня в интернете предостаточно чертежей и схем трубогибов, как сложной конструкции, так и не очень.
Как согнуть трубу в домашних условиях
Осуществлять гибку металлических труб приходится в различных ситуациях, при строительстве теплицы или козырька над крыльцом дома. Как бы там ни было, но согнуть металлическую трубу можно с трубогибом, и без него, используя для этих целей различные приемы и способы.
Если трубогиба под рукой нет, то осуществить гибку труб можно используя для этих целей:
1. Болгарку и сварочный аппарат
;2. Посредством нагрева;3. Песок;
4. Тиски.
В том случае, когда нужно согнуть профильную трубу полукругом, то ничего не остается, как сделать надрезы болгаркой в предполагаемом месте сгиба. После этого, зафиксировав профильную трубу в тисках, её можно аккуратно сгибать. Впоследствии надрезы придется заварить, используя для этих целей сварку.
Гибку обычной трубы, круглого сечения, можно осуществить путем нагрева паяльной лампы или газовой горелкой вместе сгиба. Предварительно трубу лучше хорошенько забить песком, не забыв при этом поставить заглушки на концы. Здесь, как и в первом случае, также потребуется хороший упор, для того, чтобы согнуть трубу после её нагрева.
Как сделать трубогиб для профильной трубы
Намного легче и удобней гнуть профильную трубу получится, используя для этого такое приспособление, как трубогиб. Причем совсем не обязательно его покупать на рынке или в магазине, поскольку можно попробовать сделать, и своими руками.
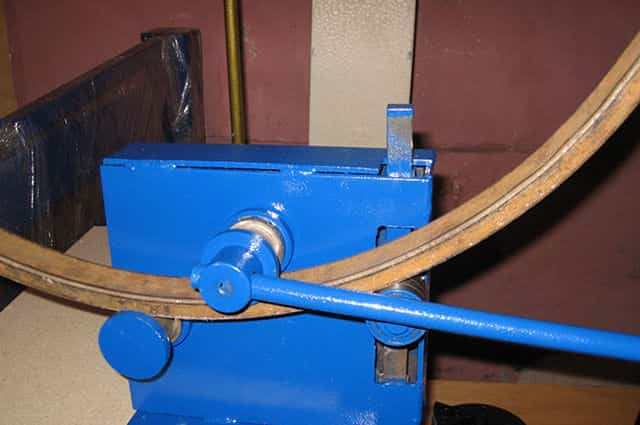
Простейший вариант самодельного трубогиба, представляет собой длинную металлическую рукоятку и широкий валик, приваренный к основанию, которое надежно при сгибании труб крепится в тиски. Используя упор и рукоятку, можно без труда гнуть профильную трубу сечением 20 на 20 мм и более.
Для изготовления трубогиба, потребуется:
1. Кусок металлической трубы 110 мм;2. Стальной пруток 14 мм;3. Проволока катанка 6 мм;4. Кусок металлического листа 5 мм;
5. Уголок металлический 45 на 45 мм.
Порядок изготовления трубогиба
Из металлической 110 трубы нужно отрезать кусок шириной 5 см, после чего потребуется в середине приварить к нему по кругу кусок проволоки катанки. Из прутка, по диаметру 110 трубы нужно согнуть два ровных кольца. Для удобства воспользуемся молотком и тисками.
Используя сварку, привариваем металлические кольца к 110 трубе, таким образом, чтобы расстояние между ними было 20 мм (для сгибания профильной трубы 20 на 20 мм). Если предполагается гибка другой профильной трубы, то и расстояние между кольцами, соответственно, должно быть равным её сечению.
Затем, используя металлический лист, нужно вырезать два круга, диаметром 110 мм, после чего круги привариваются с обеих сторон валика. Для удобства, прежде чем приваривать круги, в них по центру следует сделать два небольших отверстия.
Далее берётся металлический уголок и разрезается на две равные части, длиной по 60 см. Используя сварку нужно соединить уголки, таким образом, чтобы из них получился тавр.
С одного края тавра, почти наполовину нужно вырезать среднюю часть и просверлить отверстие под рукоятку трубогиба.
Затем, с обратной стороны тавра, следует приварить валец, не забыв продеть через его отверстие длинный болт подходящего диаметра.
На этом самодельный трубогиб для профильной трубы почти готов. Остается лишь приварить кусок металлической трубы меньшего диаметра рядом с вальцом, и сделать длинную рукоятку. Для её изготовления нужно использовать профильную трубу, листовую сталь и четыре подшипника, который насаживаются на втулку.
- Чего нельзя делать при работе с болгаркой
- Септик из железобетонных колец своими руками
- Топ ошибок при монтаже водопровода
Источник: https://zen.yandex.ru/media/id/5b02bffd8c8be3dd3cd115f1/5ce907923c7fa900b3396fb2





