- Выпуклость
- Волнообразность краев
- Тонкие листы
- Оборудование для правки
- Что такое рихтовка кузова и как ее произвести своими руками
- Что такое рихтовка
- Виды
- Технология
- Обычная рихтовка
- Восстановление без покраски
- Усадка на горячую
- Восстановление алюминиевых деталей
- Инструмент
- Как правильно править и рихтовать металл. Правила выполнения работ | Машкрепеж
- Разновидности правки
- Правка металлических листов
- Выпуклость
- Волнистость
- Тонкие листы
- Работа с полосовой заготовкой, изогнутой в плоскости
- Правка изделий из закаленного металла
- Правка округлых металлических деталей
- Правка металлической полосы, скрученной по спирали
- Оснастка для выполнения рихтовки/правки
- Рихтовальные бабки
- Правильные плиты
- Молотки
- Заключение
- Рихтовка. Основные этапы и понятия
- Какие виды повреждений подлежат рихтовке?
- Этапы рихтовки
- 1. Анализ повреждений
- 2. Восстановление начальной формы детали
- 3. Удаление мелких дефектов.
- Инструменты для рихтовки
- Техники рихтовки
- Усадка растянутого металла
- Заключение
- Правка и рихтовка металла сущность и назначение правки и рихтовки
- Лестница для дома: как правильно выбрать?
- Как правильно уложить паркетную доску
(холодным способом) Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия.
Правка выполняетсяручным способом на правильной плите или наковальне; машинным на вальцах или прессах. Для правки применяют молотки с круглым гладким полированным бойком. Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Правка металла.Кривизну деталей проверяют на глаз или по зазору между плитой и деталью.
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне.
Правка полосового металла. Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком.
Правка листового металла с выпучинами, выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком. Затем наносят удары по второму краю.
После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине. Правка искривленных после закалки деталей называется рихтовкой.
В зависимости от рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка. Оборудование для правкина предприятиях применяют машинную правку на правильных вальцах, прессах. Сварные соединения имеющие коробления подвергаются холодной правке.
Вручную с помощью деревянных и стальных молотков на плитах, наковальнях и т. д. Холодную правку выполняют особенно осторожно.
Безопасность труда: работать исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках и отколов на молотках); для предохранения рук от ударов и вибраций металла работать в рукавицах: заготовку на плите или наковальне удерживать прочно. Гибка металла.
Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью спец. приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм – плоскогубцами или круглогубцами.
Гнут только пластичный материал. При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщины материала. Механизация гибочных работ.Профили, (полосовой, сортовой металл) с разными радиусами кривизны гнут на трёх – и четырёхроликовых станках. Предварительно налаживают станок установкой верхнего ролика относительно двух нижних вращением рукоятки. При гибке заготовка должна быть прижата верхним роликом к двум нижним. Гибка и развальцовка труб Трубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них.
Способ гибки зависит от диаметра и материала трубы, значения угла изгиба. Гибка труб в горячем состоянии применяется при диаметре более 100мм. При горячей гибке с наполнителем трубу отжигают, размечают, 1конец закрывают деревянной или металлической пробкой.
Диаметры пробок (заглушек) зависят от внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твёрдой древесины; выполняют их в виде конусной пробки длиной, равной 1,5. 2 диаметрам трубы, с конусностью 1:10.
Для труб больших диаметров заглушки изготовляют из металла.
При гибке труб в горячем состоянии работают в рукавицах. Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнёво – красного цвета. Трубы рекомендуется с одного нагрева, так как повторный нагрев ухудшает качество металла.
Гибка труб в холодном состоянии выполняется с помощью различных приспособлений. Простые приспособления для гибки труб диаметром 10. 15 мм является плита с отверстиями, в которой в соответствующих местах устанавливают штыри, служащие упорами при гибке. Трубы диаметром до 20мм изгибают в приспособлении, которое крепится к верстаку с помощью ступицы и плиты.
Механизация гибки труб. При массовом изготовлении деталей из труб наибольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350мм) – специальные трубогибочные станки и прессы.
Гибку труб в кольцо производят на трёхроликовом гибочном станке.
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов труб изнутри спец.инструментом (вальцовкой).
Процесс развальцовки состоит в том, что на конец трубы надевают фланец с выточенными в его отверстии канавки, затем в трубу вставляют вальцовку с роликами и вращают. Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах. Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, и неправильного нанесения ударов. Безопасность труда. При гибке необходимо выполнять следующие требования безопасности: заготовку закреплять в тисках или других приспособлениях прочно; работать только на исправном оборудовании; перед началом работы на гибочных станках ознакомиться с инструкцией; работу выполнять осторожно, чтобы не повредить пальцы рук; работать в рукавицах и застёгнутых халатах.Читать также: Регулятор мощности без помех схема
- Раздел 1. Слесарные работы
- Не нашли то, что искали? Воспользуйтесь поиском:
- В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
- Что такое правка металла?
- Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
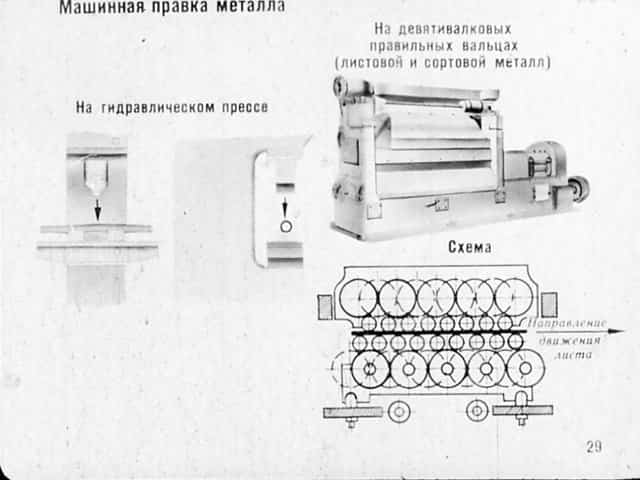
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
- От вида дефекта зависит и сложность операции правки листового металла.
- Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Читать также: Отрезной резец для токарного станка по дереву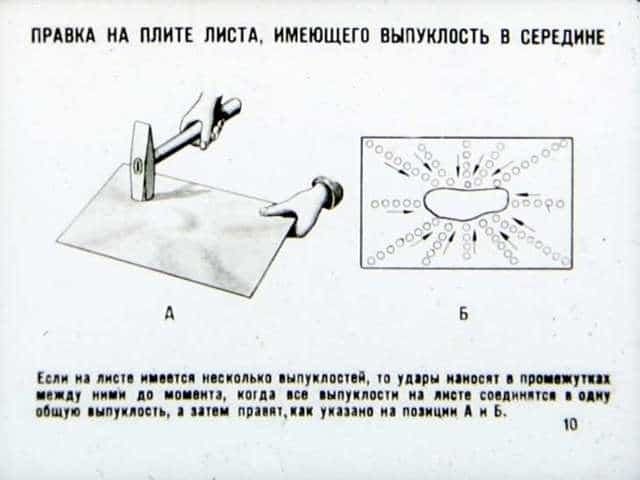
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
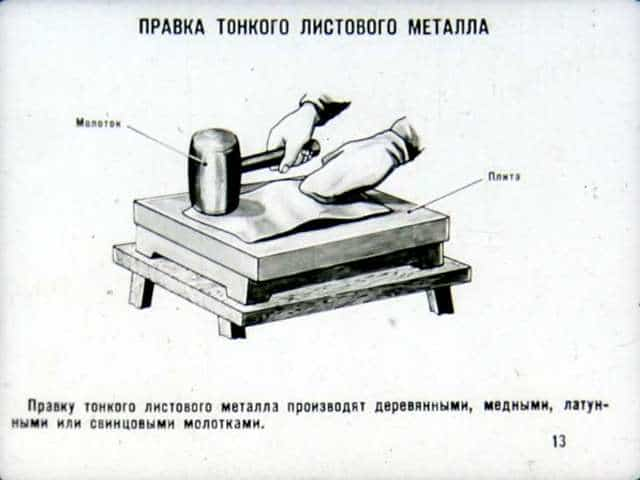
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
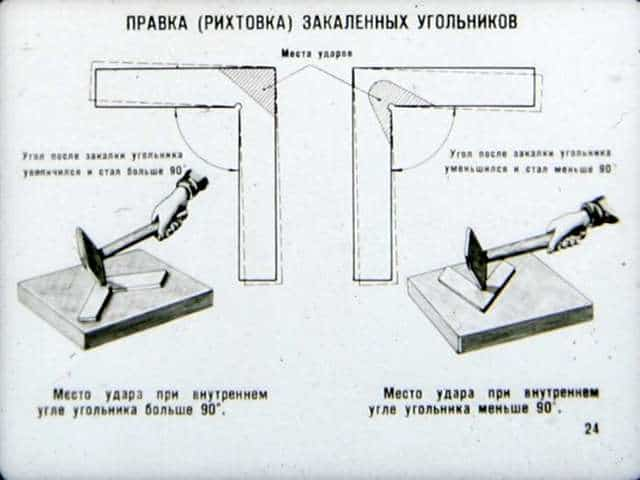
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
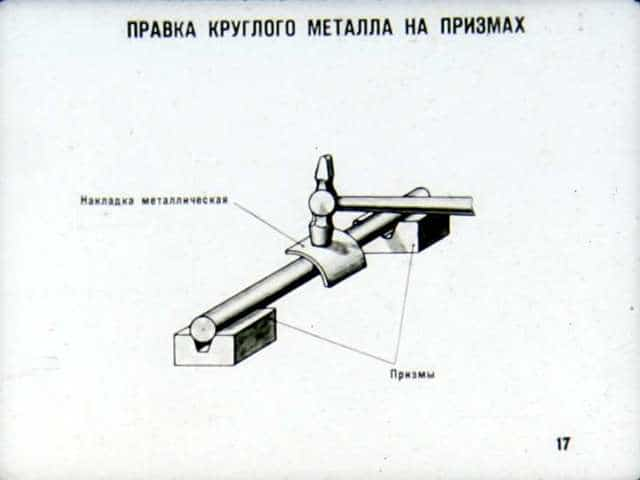
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
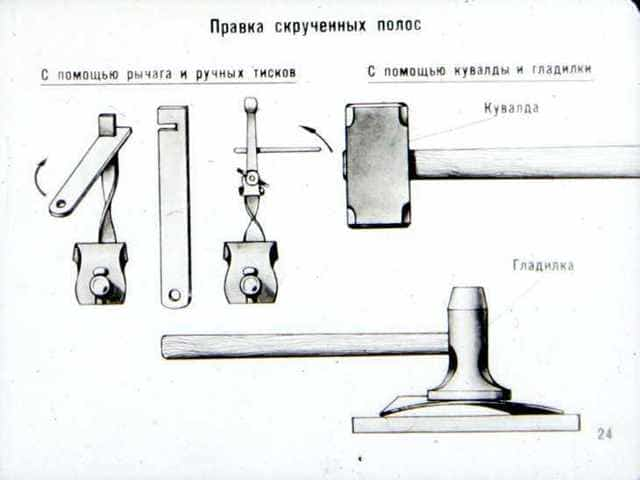
- Правка металла, скрученного по спирали
- После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
- На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
- В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
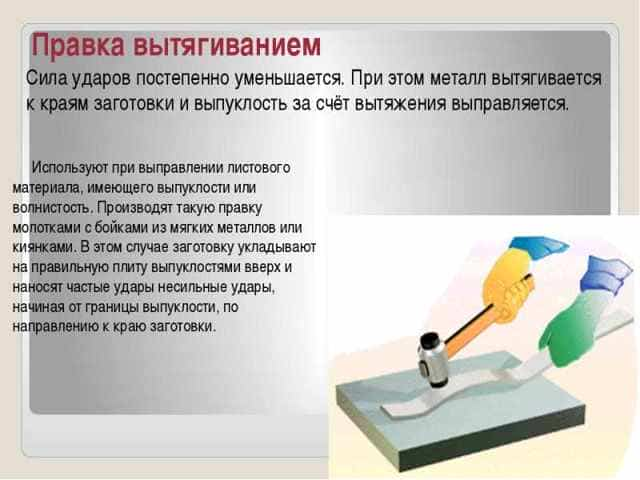
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Схематическое обозначение розетки и выключатели
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины.
Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Что такое рихтовка кузова и как ее произвести своими руками
26.03.2018
При дорожно-транспортном происшествии страдают кузовные элементы машины. Однако если повреждения незначительны, то их устраняют без замены детали, пострадавшей в дорожно-транспортном происшествии. Для этого проводят рихтовку – процесс восстановления поврежденного участка кузова автомобиля.

Что такое рихтовка
Рихтовка кузова – восстановление металлических кузовных элементов. Для выполнения работы, рихтовщик кузовов использует набор специальных инструментов. Чаще всего, восстановлению подлежат:
- Крышка багажника и капот.
- Двери.
- Крылья автомобиля.
- Пороги.
- Крыша.
- Металлические бампера.

Восстановление деформированных частей кузова нецелесообразно, если поврежденная деталь стоит дешево и ее просто заменить. В таком случае, рихтовка отнимет много времени и сил. Кроме того, операции по реставрации кузовных элементов не проводят при наличии чрезмерно сильных повреждений – тут без замены детали не обойтись.
Виды
Ремонт кузовных деталей делят на три вида:
- Корректировка вмятин. Наиболее часто проводимый вид кузовной рихтовки. Вмятины выправляют с помощью вакуумного метода.
- Устранение выпуклостей. Молотками и специальными наковальнями убирают выпуклости, образовавшиеся на поверхности авто в результате удара при столкновении.
- Локальная рихтовка. Подразумевает устранение точечных дефектов. Включает в себя меры по исправлению геометрии кузовных панелей. Вытяжку элементов проводят с помощью специальных ложек, крючков и домкрата.

Технология
В зависимости от вида повреждения, используют разные способы восстановительных работ. Перед выбором способа устранения дефектов, необходимо обязательно провести осмотр рабочей поверхности и правильно подготовить кузов автомобиля к проведению ремонтных работ:
- Поверхность тщательно моют и сушат.
- Место, подлежащее восстановлению, обезжиривают.
- Неповрежденные части демонтируют или закрывают их малярным скотчем.

Технологии рихтовки кузова автомобиля:
- Обычная рихтовка.
- Беспокрасочное вакуумное восстановление. Выполняется по технологии Paintless Dent Repair.
- Усадка на горячую.
- Восстановление алюминия.
Как снять замок на Лада Гранта и поменять личинку в нем
Обычная рихтовка
Рихтовка и покраска выполняется своими руками. Выпуклость выстукивается специальными молотками, вмятины сложной формы устраняют с помощью специальных крючков. Небольшие повреждения выстукивают от центра к краю дефекта, крупные – наоборот. Это делается для того, чтобы избежать разрыва металла в самом тонком месте.
Небольшие выпуклости и вмятины можно устранить холодным способом без последующей покраски восстановленной детали.

Восстановление без покраски
Рихтовка кузова, выполняемая по данной технологии, производится без покраски восстановленного элемента. К вмятине прикладывают специальную вакуумную присоску, металл выравнивается под давлением воздуха. Однако, если на поверхности есть трещины, данный способ устранения дефектов противопоказан.
Усадка на горячую
В тяжелых случаях, когда традиционными методами не удается выполнить правку металла, поверхность нагревают с помощью газовой горелки или строительного фена. Далее, движениями по спирали, придают металлу первоначальную форму.

Восстановление алюминиевых деталей
Рихтование алюминиевых деталей выполняют из центра повреждения к его краям. Дефект выстукивают молотками или выдавливают ложками. Рихтовка металла не выполняется споттером, правку проводят с внутренней стороны кузовного элемента. В случае, если «холодный способ» неэффективен, металл разогревают до температуры 150-200 градусов.
Инструмент
Рихтовка кузова автомобиля своими руками выполняется с помощью специальных инструментов. К их списку относят:
- Рихтовочные молотки и киянки. Применяются для устранения вмятин разных форм и сложности. Ударный боек молотка хорошо отполирован и имеет скругленную поверхность. Инструмент выполнен из сплавов цветных металлов, пластика или резины. Вес ударного приспособления не превышает 200 грамм. Повреждения кузова устраняют с помощью частых несильных ударов, в зависимости от глубины вмятины и типа восстанавливаемого металла дефект выстукивают или от края к центру, или наоборот.
- Поддержки, наковальни, штампы. Основное предназначение данного набора инструментов – фиксация поврежденного участка кузова. При выборе конкретного инструмента, ориентируются на форму и размер вмятины. В зависимости от этого выбирают подложку.
3 способа как выправить вмятину на бампере
- Подкладные штампы, поддержки и наковальни. Фиксируют поврежденный участок кузова. Важно учитывать, что форма поддержки должна совпадать с формой поврежденного участка.
- Ударные полотна и ложки. Помимо вытягивания вмятин, эти приспособления используют в качестве ударных штампов, для исправления повреждений серьезных форм. При сжатии металлических листов используют ложки. Ими разъединяют дефектные участки.
- Рычаги и крюки. Приспособления, предназначенные для вытягивания дефекта изнутри. Ребра жесткости кузова используются в качестве опоры для рычага. В зависимости от форм и размера вмятин, используют крючки соответствующих размеров и форм.
- Напильники и шлифовальная машинка. Выравнивают восстановленную поверхность перед покраской, и полировкой окрашенного участка.
- Споттер. Аппарат, предназначенный для выполнения точечной сварки. Используется для устранения разрывов и заломов металла.
При наличии определенных навыков, умений и необходимого набора инструментов, восстановить поврежденные участки кузова можно самостоятельно. Однако при отсутствии условий для выполнения рихтовки, рекомендуют обратиться к специалистам, так как результат самостоятельного ремонта может оказаться хуже ожидаемого.
Что такое рихтовка кузова и как ее произвести своими руками Ссылка на основную публикацию 

Как правильно править и рихтовать металл. Правила выполнения работ | Машкрепеж
Во время эксплуатации либо обработки, детали, выполненные из металла, нередко утрачивают свою первоначальную конфигурацию. Такое же явление может наблюдаться при их неаккуратном хранении.
Но чтобы параметры готового изделия соответствовали требованиям технического задания, для корректного выполнения всех дальнейших этапов обработки очень важно совпадение размеров заготовки и ее формы с заданными проектом значениями.
Для этого выполняют промежуточно-подготовительную технологическую операцию, получившую название «правка металла».
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться.
Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными.
Чаще всего встречаются такие:
- выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
- вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
- волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
- ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;
- механическая. Используется в условиях промышленного производства. Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.
Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Правка металлических листов
Сложность этой операции зависит от разновидности обнаруженного дефекта. Но особые трудности возникают, когда выявляется их комбинация. Например, выпуклость по центру пластины и одновременно волнистость кромки.
Выпуклость
При правке выпуклости удары следует наносить по окружности. Начинать необходимо с линии, обрамляющей дефект. В ходе работы радиус окружности постепенно нужно уменьшать, перемещаясь от края выпуклости к ее центру. По мере продвижения, частота ударов возрастает, а их сила, наоборот, становится меньше.
Особый подход применяется, когда на листе имеется несколько таких дефектов. В данном случае ударами молотка нужно добиться чтобы выпуклости объединились в одну общую, после чего правка осуществляется по вышеописанной методике.
Волнистость
Правка металлического листа с волнообразными краями выполняется, начиная с его краев с последующим передвижением к центру. Волнистость кромок разглаживается после растяжения пластины в середине.
Тонкие листы
Обработка заготовок с небольшой толщиной с целью возвращения им плоской конфигурации посредством бойков не проводится.
Причина – не исключено появление заломов металла в результате его расковки. Тонкий лист правится протяженными ровными плоскостями брусков-гладилок, выполненными из дерева либо из стали.
Разглаживание производится по разным направлениям с постепенным усилением нажима.
Работа с полосовой заготовкой, изогнутой в плоскости
Такая правка входит в категорию относительно несложных видов обработки металла. Полосу нужно разместить на плите так, чтобы выгнутая сторона находилась сверху. По мере исправления изъянов, силу ударов нужно уменьшать.
Необходимо периодически переворачивать обрабатываемую заготовку, чтобы не допустить образование выпуклости в противоположном направлении.
Если полоса изогнута в нескольких местах, начинать ее правку следует с концов, постепенно приближаясь к середине.
Правка изделий из закаленного металла
В этом случае для рихтовки молотки, оснащенные мягкими бойками, не используются. С этой целью применяют инструмент с подобными элементами, изготовленными из стали с высокими прочностными характеристиками. При этом острую часть бойка – нос – скругляют, то есть придают ему округлую конфигурацию.
Выправка закаленного металла осуществляется нанесением импульсных точечных воздействий по вогнутому фрагменту заготовки. В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
- на рихтовочной/правильной бабке, отличающейся поверхностью полусферической формы;
- с попеременным передвижением заготовки снизу-вверх и сверху вниз. Правка закаленного угольника, у которого нарушен прямой угол, выполняется одним из следующих двух способов (см. рис.):
- если угол стал острым, направление ударов – ближайший к точке пересечения лучей/сторон внутренний участок поверхности этой детали;
- когда угол трансформировался в тупой, место нанесения ударов – зона, близлежащая к вершине уже угла внешнего.
Металл на участке воздействия подвергается растяжению, в результате чего значение угла 90° восстанавливается.
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху. Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
- деталь переворачивается вокруг оси;
- сила ударов снижается.
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
Правка металлической полосы, скрученной по спирали
В данном случае применяется метод раскручивания. Один из концов спирали фиксируется в специальной ручной струбцине, а другой – в тисках, установленных на правильную плиту, и на ней же надежно закрепленных.
После того, ка спираль будет частично раскручена, ее нужно приложить к плите, чтобы править по той же методике, что и при работе с круглым металлопрокатом.
При этом степень кривизны определяется на просвет.
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
- в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
- сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
-
Материал изготовления – чугун. Исполнение – конструкция с боковыми ребрами либо сплошная.
-
Материал изготовления – сталь.
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой.
Под воздействием ударов металл сам определяет свое место.
В результате наблюдается значительное возрастание производительности процесса рихтовки, если сравнивать с использованием обычной правильной плиты, изготовленной из стали.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками.
Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины.
Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Заключение
В заключение целесообразно будет назвать ведущие предприятия, специализирующиеся на производстве оборудования для рихтовки/правки.
Из зарубежных особым спросом пользуется продукция компаний Roundo (Швеция, официальный представитель в России – компания «Дюкон» с головным офисом в Санкт-Петербурге), Kohler (штаб-квартира находится в Германии в городе Lahr/Schwarzwald), МG (Италия, город Фоссано, провинция Кунео).
В число ведущих отечественных производителей листоправильного оборудования входят компании Промтехоснастка (штаб-квартира находится в Вологодской области), GROST (головной офис открыт в Санкт-Петербурге) и некоторые другие компании.
Рихтовка. Основные этапы и понятия
В процессе кузовного ремонта важным этапом является рихтовка поврежденных элементов кузова автомобиля. Для того, что бы качественно выполнить данные работы, необходимо обладать определенными знаниями и навыками.
Рихтовка – это процесс восстановления деформированных металлических поверхностей кузова автомобиля.
Какие виды повреждений подлежат рихтовке?
Все повреждения делятся на следующие виды: прямое и непрямое, то есть второстепенное.
Прямое повреждение – область кузова, которая имела непосредственный контакт с объектом, нанёсшим повреждение. В данном месте может возникнуть нарушение целостности слоя краски или разрыв самого металла.
Непрямое повреждение – погнутый металл, располагающийся в области, которая прилегает к прямому повреждению. В некоторых случаях второстепенная деформация находится на расстоянии десятков сантиметров от зоны прямого повреждения.
Современное оборудование позволяет справиться с повреждениями любой сложности. Выполняя ремонт, выбирайте более простые способы для восстановления детали. Наличие у вас специального оборудования не означает, что вам необходимо всегда и везде его использовать. Бывают случаи, когда вмятину можно просто «выдавить» рукой с обратной стороны.
Этапы рихтовки
Грамотная рихтовка имеющихся деформаций состоит из трёх этапов:
- Анализ повреждений.
- Восстановление начальной формы детали.
- Удаление мелких дефектов.
1. Анализ повреждений
На первоначальном этапе необходимо определить размеры повреждений и порядок их получения. Определить методы дальнейшего ремонта, используемые материалы и инструменты.
Важно помнить, что исправлять повреждения необходимо в последовательности, противоположной их получению. Так же нужно учитывать тот факт, что некоторые из деформаций могли быть получены одновременно.
Процедура восстановления не должна привести к дополнительным повреждениям.
Для выявления неровностей детали поможет линейка. Её прикладывают ребром к поверхности поврежденной детали. При этом хорошо видны все вмятины и их глубина. Иногда для определения деформации необходимо срезать слой краски. Для этого применяют кузовной напильник. Также можно разогреть поверхность строительным феном и аккуратно снять краску шпателем.
2. Восстановление начальной формы детали
Для придания начальной формы детали выправляют заломы и большие вмятины.
При этом необходимо ослаблять области, имеющие напряжение вследствие полученного удара, так как они препятствуют процессу возвращения металла в его изначальное состояние.
Некоторое количество легких ударов в эту область, в данном случае будут более уместны и сработают эффективнее, чем пара сильных ударов. Деталь приобретает первоначальную правильную геометрию. Данный этап называют грубой рихтовкой.
Еще в процессе грубой рихтовки простукивают возвышенности и изгибы вокруг вмятин. В этом случае зачастую используется метод «молоток вне поддержки». Также возможно использование молотка и деревянного бруска или специальной надувной подушки для оказания воздействия с обратной стороны деформированной области.
Главная цель второго этапа – восстановление поврежденной детали и придания ей первоначальной геометрической формы, поэтому на небольшие неровности можно пока не обращать внимания. Усадка растянувшегося металла и, если нужно, заваривание разрывов происходят также во время этого этапа.
3. Удаление мелких дефектов.
На данном этапе устраняются все мелкие неровности, таким образом, окончательно возвращая деталь к первоначальному состоянию.
Поврежденная область может быть восстановлена настолько качественно, что потом останется лишь нанести наполняющий грунт, выполнить его обработку и покрасить.
Важно делать всё последовательно, не спеша, внимательно. Именно от этого зависит качество конечного результата.
Инструменты для рихтовки
В процессе работы специалисты используют различные инструменты и приспособления:
- Рихтовочные молотки.
- Кузовные ложки и гладилки.
- Поддержки.
- Кузовной напильник.
- Надувные подушки и вакуумные присоски.
- Аппарат контактного типа сварки (споттер).
Подробнее о применении инструментов читайте здесь.
Техники рихтовки
При восстановлении деталей автомобиля используют различные приемы:
- Техника «молоток вне поддержки».
- Техника «молоток на поддержке».
- Использование молотка с острым бойком без поддержки.
- Использование споттера.
- Подробнее о технике рихтовки читайте здесь.
Усадка растянутого металла
Следует учитывать, что после завершения рихтовки может образоваться область растянутого металла, который становится ослабленным и нестабильным.
В этих местах появляется выпуклость или вогнутость на поверхности детали. Данный дефект называется «хлопун» (при надавливании на выпуклость она прогибается в обратную сторону).
Чтобы исправить такой дефект, будет недостаточно просто простучать его молотком.
Про методы устранения «хлопуна» читайте здесь.
Заключение
На первый взгляд рихтовка не является таким уж сложным процессом, однако для качественного восстановления детали необходимо обладать соответствующими навыками по работе с металлом.
Незначительные повреждения действительно можно устранить своими руками, но сложные лучше доверить специалистам.
Ведь помимо специального оборудования и инструментов, они обладают необходимым опытом и навыками.
Правка и рихтовка металла сущность и назначение правки и рихтовки
ДОМАШНИЙ СЛЕСАРЬ
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм.
При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка.
Под рихтовкой следует понимать выправление металла растяжением, т. е. удлинением той или иной его части. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком с острыми бойками. После рихтовки на заготовке или детали остаются ясно видимые следы молотка; при правке этого не бывает.
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов. Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах.
При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите без выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии.
В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100— 850°, а дюралюминия — 470—350° Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку. Выбор способа зависит от величины прогиба, размеров и материала изделия.
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
Лестница для дома: как правильно выбрать?
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Как правильно уложить паркетную доску
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …





