- Назначение и сфера применения
- Преимущества и недостатки
- Отличия между метрической и дюймовой резьбой (видео)
- Разновидности резьбовых соединений
- Как определить параметры резьбы?
- Виды резьб
- Виды резьбы
- Метрическая резьба
- Дюймовая резьба
- Метрическая коническая резьба
- Круглая резьба
- Трапецеидальная резьба
- Упорная резьба
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Трубная коническая резьба
- Дюймовая коническая резьба
- Достоинства и недостатки резьбовых соединений
- Область применения резьбовых соединений
- Резьбовые соединения. Таблица резьбовых соединений :
- Виды резьбовых соединений и их назначение
- Основные параметры резьбовых соединений
- Метрические резьбы
- Обозначение резьбовых соединений на чертежах
- Калибры для контроля резьбовых болтов и гаек
- Применение калибров
- Средства измерения параметров резьбы
- Замер средней резьбы методом трех проволочек
- Инструментальный измерительный микроскоп
- О методике изготовления самотормозящего резьбового соединения
- Анализ основного механизированного инструмента
- Виды резьб
- Метрическая резьба
- Дюймовая резьба
- Метрическая коническая резьба
- Круглая резьба
- Трапецеидальная резьба
- Упорная резьба
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Типы резьб и их характеристики
- 1.1. Классификация резьб
- 1.2. Виды резьб и их характеристика
- Трубная цилиндрическая резьба
- Особенности трубной резьбы
- Параметры соединения
- Способы нарезки и методы контроля
- ГОСТ
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
Резьбовое соединение
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
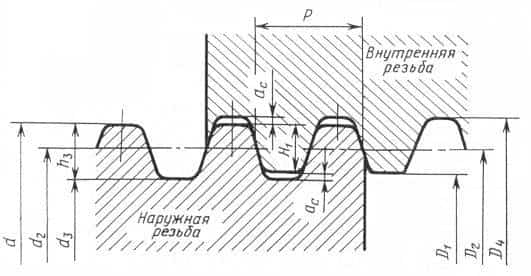
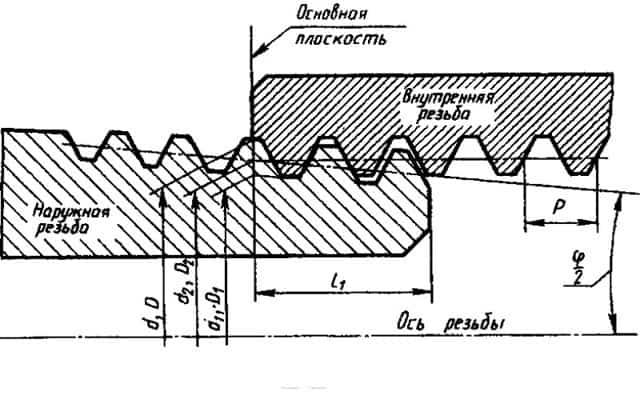
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединений
В зависимости от типа профиля резьба классифицируется на следующие разновидности:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.
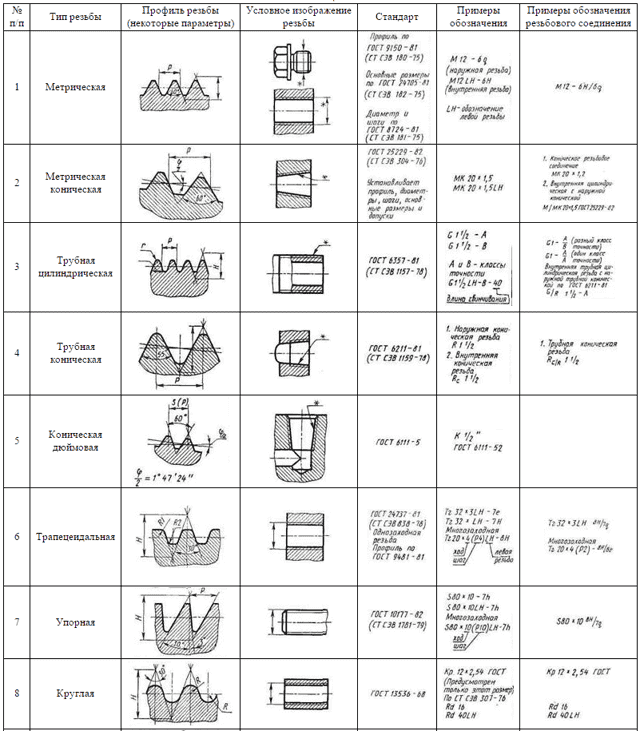
Разновидности профилей резьбы
Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 600 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм.
Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.
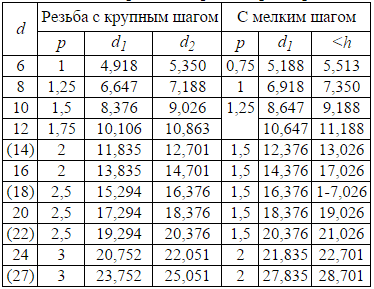
Таблица размеров метрической резьбы
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 550. Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28.
Коническая дюймовая резьба имеет угол профиля в 600 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.

Размеры дюймовой резьбы
Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 550.
С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов.
Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″.
Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.
Размеры трубной резьбы
Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 300 (для крепежных элементов червячных передач – 40 градусов). Используется в крепежах с диаметрами 10-640 мм.
В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.
Профиль трапецеидальной резьбы
Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 30, противоположная – 300. Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм.
Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 300. Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры.
Как определить параметры резьбы?
При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике.
Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
- М – метрический стандарт;
- 8 – номинальный диаметр;
- 5 – шаг профиля.
Определить шаг профиля можно тремя способами – использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем метчика либо измерить его штангенциркулем. Определение последним методом наиболее простое – необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.
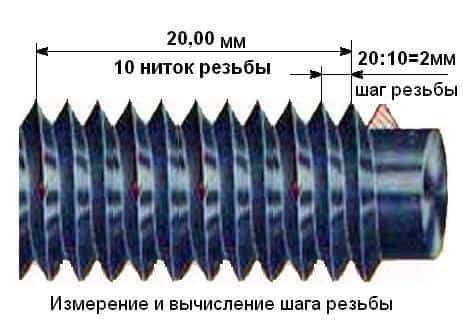
Схема снятия замеров
Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.
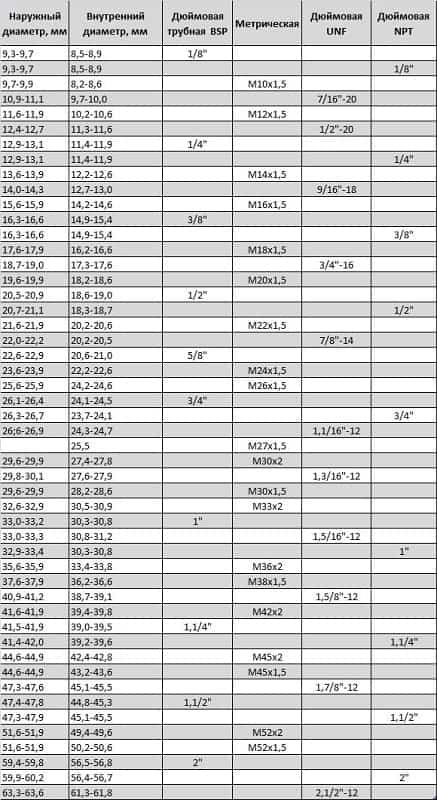
Таблица определения типа резьбы
При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 550 соответственно), так что тут потребуется внимание при выборе инструмента.
Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой – количество витков на 1 дюйм.
Источник: https://trubypro.ru/soedinenie/rezbovoe/parametry-rezbi.html
Виды резьб
В промышленности используют два основных типа стыков – разъемные и неразъемные. Первые виды получают при помощи крепежа, клепок и пр. одним и наиболее часто встречающихся соединений, можно без сомнения считать первые. Вторые типы выполняют при помощи сварки, пайки, склеивания. На практике все эти способы сочленения деталей стандартизированы.

Виды резьб
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Скачать ГОСТ 24705-2004
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
Скачать ГОСТ 8724-2002
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм.
Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление.
Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Дюймовая резьба
Этот класса применяется по большей части при создании разъемных стыков трубопроводной арматуры (труб, кранов, клапанов и пр.). Ее наносят на изделия выполненные из металла, пластика. Ключевые параметры определены в ГОСТ 6111-52. В нем приведены таблицы, в которых определены размеры, шаги и допуски. Все размеры и условное обозначение приводят в дюймах.
Скачать ГОСТ 6111-52
В основании этого вида лежит треугольник с углом при вершине в 55 градусов. Как и у метрической вершины и впадины удалены.

Дюймовая резьба
Производители выпускают детали с трубным профилем от 3/16 (4,8 мм) до 4 (101 мм) дюймов.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Круглая резьба
Круглый профиль используется для создания соединений трубопроводной арматуры, в том числе и кранов. Параметры этого вида определены в ГОСТ 13536-68. Для обозначения в документах и на чертежах применяют буквенное обозначение Кр, далее следуют ее геометрические размеры.
Круглая резьба
Он образуется окружностями на его вершинах и впадинах. Угол при вершине составляет 30 градусов.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках.
Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике.
Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.

Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Скачать ГОСТ 24738-81
Упорная резьба
Требования к упорному профилю определены в ГОСТ 10177–82. Ее применяют тогда, когда в соединении имеются большие осевые нагрузки. В основе профиля лежит трапеция, одна (рабочая), сторона расположена под углом 3 градуса. Противоположная, имеет угол наклона 30 градусов.
Скачать ГОСТ 10177–82
Для обозначения применяют латинскую букву S, затем указывают геометрические параметры – диаметр, шаг.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
Скачать ГОСТ 6211-81
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.

Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
В тоже время, использование разъемного соединения сопряжено с некоторыми недостатками, в частности, наличие впадин, в конструкции резьбы, приводит появлению зон повышенного напряжения.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Область применения резьбовых соединений
Резьбу применяют для соединения узлов и сборочных единиц в единую конструкцию. При этом роль гайки может исполнять корпус.
В качестве примеров использования резьбы можно рассмотреть следующие:
- устройство мостовых конструкций;
- стыковка между собой сборочных единиц, например, редуктора и силового агрегата;
- сборка отдельных изделий, к примеру, крышки подшипника и корпуса редуктора;
- дюймовый вид применяется для создания трубопроводных систем.
Источник: https://stankiexpert.ru/tehnologii/vidy-rezb.html
Резьбовые соединения. Таблица резьбовых соединений :
Во всех отраслях промышленности очень широкое применение нашли разъемные соединения технических деталей, осуществляемые при помощи резьбовых профилей (трапецеидального, треугольного, полукруглого, прямоугольного и др.). Основой образования резьбы является принцип винтовой линии.
Если на поверхности конуса или цилиндра прорезать канавку, то режущий край резца создает винтовую поверхность, плоскость которой имеет зависимость от формы режущего края.
Формирование винтового выступа можно вообразить как движение квадрата, трапеции, треугольника по поверхности конуса или цилиндра так, чтобы все точки передвигались по винтовой линии.
Виды резьбовых соединений и их назначение
Нарезным называется соединение резьбой двух деталей, одна из которых имеет внешнюю, а другая — внутреннюю резьбу. По эксплуатационному использованию соединения различают специальные и общего применения, применяемые для соединения одного типа элементов конкретного механизма.
Резьба, полученная по наружной цилиндрической поверхности, называется внешней (условно — болт), а полученная по внутренней цилиндрической поверхности — внутренней (условно — гайка).
Резьбовые соединения деталей широко используются в машиностроении (в большинстве современного транспорта более 60% всех элементов имеют резьбу). К первой группе относятся:
- крепежные (дюймовая, метрическая), которые используются для разъемного соединения деталей машин;
- кинематические (прямоугольная и трапецеидальная), которые используются для ходовых винтов, столов измерительных устройств и винтов суппортов станка и т. п., основное требование к которым — обеспечить точное передвижение при малейшем трении;
- арматурные и трубные (трубная коническая, коническая, цилиндрическая и метрическая), применяемые для арматуры и трубопроводов различного назначения, основная задача которых — создать герметичность соединений.

По профилю поперечного сечения резьбовые соединения делятся на упорные, треугольные, круглые трапецеидальные и прямоугольные.
По направлению витков их разделяют на правые (закручивают по часовой стрелке) и левые (закручивают против часовой стрелки). По количеству мероприятий резьбовые соединения делятся на многозаходные и однозаходные.
Характеристики распространяются на все резьбовые соединения. ГОСТ 9150-81 устанавливает единственный для них номинальный профиль.
Основные параметры резьбовых соединений

Главными параметрами являются:
- d (D) — внешний диаметр, резьба по которому обозначается условно;
- d1 (D1) — внутренний диаметр винта (гайки);
- d2 (D2) — средний диаметр, то есть диаметр представляемого соосного с резьбой цилиндра;
- P-шаг, соответствует расстоянию между соседними одинаковыми (левыми или правыми) боковыми гранями профиля в направленности, параллельной оси резьбы;
- t-ход, который соответствует относительному продольному передвижению за один оборот винта (гайки) и равен произведению шага на число мероприятий, t=P·n; для 2-х и 3-заходных винтов, когда происходит одновременная навивка соответственно 2-х и 3-х проволок указанного размера, величина хода равняется соответственно 2Р — для 2-заходного винта и 3P — для 3-заходного;
- α — угол профиля, пригодность резьбы определяет угол наклона боковых сторон, равный для симметричных резьбовых α/2.
Метрические резьбы
Метрические резьбовые соединения каждого диаметра в интервале 1–600 мм могут изготавливаться с шагами нескольких размеров. Однако они должны быть не более 6 мм. Большие шаги имеются только в резьбе диаметром 1–68 мм. Они используются, когда необходимо соединить большие детали.
Кроме того, предусмотрен ряд мелких шагов, которые делают при тонкостенных деталях и ограниченной длине скручивания для повышения прочности и самотормозящих свойств при вибрационных нагрузках. А также в случаях, когда необходимо получить малые осевые передвижения при значительных углах поворота (например, микрометрические винты устройств).
Длина скручивания с мелким шагом непостоянна и колеблется от 0,3 до 2d. ГОСТ 8724-81 содержит все указания о наличии и преимущества метрической резьбы (табл).

Таблица «Размеры и шаги метрических резьб» приведена ниже.
| Диаметры, d, D, мм | Шаги, P, мм | ||||||||||
| 1-й ряд | 2-й ряд | 3-й ряд | большие | мелкие | |||||||
| 4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение резьбовых соединений на чертежах
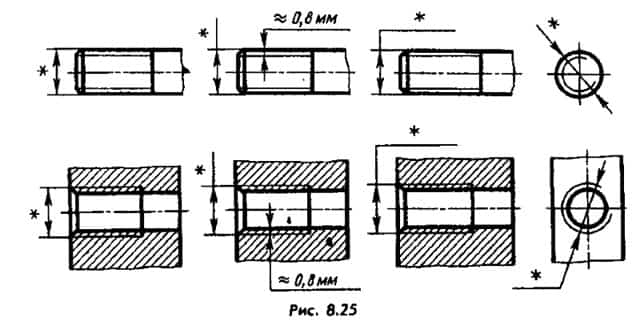
При обозначении соединений на чертежах всех сфер строительства, промышленности и машиностроения, согласно ГОСТ 2311—68, за условность принято, когда линии в виде винта заменяют двумя линиями — сплошной тонкой и сплошной основной. При этом рисунок внутренней и внешней резьбы имеет такие особенности:
- Внутренние резьбовые соединения чертеж представляет главными сплошными тонкими линиями по внешнему диаметру и непрерывными линиями по внутреннему. Нарезка, отображаемая как невидимая, показывается штриховыми тонкими линиями одной и той же толщины по внутреннему и внешнему диаметрам.
- Наружные резьбовые соединения чертеж изображает основными непрерывными линиями по внешнему диаметру и непрерывными тонкими — по внутреннему. Обозначение резьбы показывает вид резьбы, номинальный диаметр, шаг (если она с мелким шагом), направление рези (если левая), поля допусков (табл).
Таблица резьбовых соединений приведена ниже.
| Тип резьбы и номер стандарта (ГОСТ или СТ СЕВ) | Условное обозначение типа резьбы | Указанные на чертеже размеры | Примеры обозначения резьбы |
| Метрическая с большим шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр, мм | М10-6Н; М36-7М; М10LH-6H |
| Метрическая с малым шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр и шаг, мм | M64*2-7H |
| Метрическая для диаметров меньше 1 мм (часовая), ГОСТ 900-73 | М | Внешний диаметр, мм | M0,6 |
| Трапециевидная, ГОСТ 24738-81 (СТ СЕВ 1181-79) | Tr | Внешний диаметр и шаг, мм, и номер ГОСТа | Tr36*6-6H, ГОСТ 25738-81 |
| Упорная, ГОСТ 10177-82 (СТ СЕВ 1181-79) | S | Внешний диаметр и шаг, мм | S80*16-4H |
| Трубная цилиндрическая,ГОСТ 6357-81(СТ СЕВ 1157-78) | G | Условное обозначение диаметра резьбы в дюймах | G21/2-A |
| Трубная коническая, ГОСТ 6211-69(СТ СЕВ 1115-78) | R | Условное обозначение диаметра резьбы в дюймах и номер ГОСТа | R3/4, ГОСТ 6211-81 (внешний)R3/4, ГОСТ 6211-81 (внутренний) |
| Конечная дюймовая с углом профиля 60″, ГОСТ 6111-52 | K | Обозначение диаметра резьбы в дюймах и номер ГОСТа | K3/4″, ГОСТ 6111-52 |
Калибры для контроля резьбовых болтов и гаек
Калибры для контроля годности цилиндрических резьбовых соединений действуют как комплект жестких средств, осуществляющих контроль годности резьбы. Преимущество их состоит в том, что они обеспечивают полную взаимозаменяемость рези скручиваемых деталей.
Все калибры делятся на две основные группы: для внешней и для внутренней резьбы. По принципу построения они делятся на непроходные и проходные, каждый из которых контролирует свою границу поля допуска, по форме поверхности — на нарезные и гладкие.
Резьбовые соединения с полным профилем проходного калибра имеют контур номинального профиля и параметры, выполненные с высокой точностью.
 Для проверки различных отверстий применяют проходные нарезные пробки (П-ПР и ПР), контролирующие внешний и средний диаметры, и непроходимые нарезные пробки (НЕ), контролирующие верхнюю границу среднего диаметра. В случае контроля калибрами нарезка считается пригодной, если проходной калибр скручивается с деталью по длине всей ее нарезки, а непроходной калибр — с деталью не более чем на две нити. Также применяются гладкие непроходные и проходные пробки для контролирования внутреннего размера нарезного отверстия.
Для проверки различных отверстий применяют проходные нарезные пробки (П-ПР и ПР), контролирующие внешний и средний диаметры, и непроходимые нарезные пробки (НЕ), контролирующие верхнюю границу среднего диаметра. В случае контроля калибрами нарезка считается пригодной, если проходной калибр скручивается с деталью по длине всей ее нарезки, а непроходной калибр — с деталью не более чем на две нити. Также применяются гладкие непроходные и проходные пробки для контролирования внутреннего размера нарезного отверстия.
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами.
Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой).
На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.

Средства измерения параметров резьбы
Микрометр со вставками является основным устройством для замера среднего диаметра нарезки в машиностроении (его часто называют «нарезной микрометр»).
Чтобы провести расчет резьбовых соединений, пользуются определением, в котором средним диаметром резьбы считают длину между параллельными сторонами витков, расположенными на противоположных сторонах оси нарезки, и измеряя перпендикулярно оси нарезки.
Отличие микрометра от гладкого микрометра МК в том, что на торцах его пятки и микровинта сделаны отверстия, в которых размещаются вставки. Когда прибор охватывает вставками реальную резьбу, коническая вставка входит во впадины, а призматическая охватывает виток. В этом расположении отсчет по шкалам барабана и стебля дает размер среднего диаметра измеряемой детали.
Микрометр со вставками имеет цену деления с=0,01 мм. Диапазон измерения — 25 мм, а границы измерения: 0-25; 25-50 и т. д., до 325-350 мм.
Микрометр от 0 до 25 мм устанавливается на «0» гайками вместе со вставками, возведенными до упора, а микрометры для измерения размеров более 25 мм устанавливаются на нижнюю границу измерения с приложенной к каждому прибору установочной меры.
Вставки для замера среднего диаметра приложены парами к каждому микрометру: призматическая и коническая. Размер измерительных поверхностей каждой пары зависит от шага резьбы.
Погрешность измерения микрометром со вставками составляет от 0,025 до 0,20 мм.
Замер средней резьбы методом трех проволочек
Замер среднего диаметра с использованием проводов осуществляется значительно точнее, чем микрометром со вставками.
Размер проволоки подбирается так, чтобы образующие провода касались винтовой поверхности в зоне собственно среднего диаметра d2. Наибольший диаметр проволоки для метрической резьбы равен dnp=0,577Р.
Пересчет из размера М на размер среднего диаметра d2 для метрической резьбы вычисляют по формуле d2=M-1,438dnp (метод измерения является косвенным).
Провода для измерения среднего диаметра производит инструментальная промышленность, выпуская их комплектами из 3 шт. Номинальные размеры проводов зависят от шага и составляют от 0,101 до 3,464 мм. Допустимые отклонения диаметра проводов от номинального размера ±0,5 мкм.
Отклонение формы находятся в пределах допуска размера проводов. Особенно строго контролируется огранки поверхности проволоки. Погрешность измерения среднего диаметра с использованием трех проводов невелика и составляет 1,5-2 мкм.
Средний диаметр калибров-пробок рабочих и контрольных измеряется только с помощью трех проводов.
Инструментальный измерительный микроскоп
Применяются две модели инструментальных микроскопов: БМИ и ММИ. Обе они созданы согласно одной принципиальной схеме и имеют отличия друг от друга, прежде всего, в габаритных размерах, наборе принадлежностей и границах измерения.
Приборы позволяют измерить все главные элементы профиля внешней резьбы, резьбовых калибров, метчиков, различных фрез и других инструментов.
Путем измерения в полярных или прямоугольных координатах на микроскопах также проверяют усилие резьбового соединения, размеры и контур калибров и деталей сложной формы, фасонные резцы, фасонные фрезы, формовые детали штампов и пресс-форм, шаблоны и пр. Все измерения на микроскопе выполняются бесконтактным методом.
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания.
Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем.
Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе.
Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы.
Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны.
Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта.
Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня.
Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Анализ основного механизированного инструмента

Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции — ручным, подвесным, передвижным и стационарным.
Источник: https://www.syl.ru/article/197872/new_rezbovyie-soedineniya-tablitsa-rezbovyih-soedineniy
Виды резьб
Для резьб с симметричным профилем угол наклона профиля равен половине угла профиля.
Рис. 1 — Профиль резьбы
Метрическая резьба
Метрическая резьба (рис. 2) — основная треугольная крепежная резьба. Метрические резьбы бывают с крупными и мелкими шагами. Наиболее распространена метрическая резьба с крупным шагом, так как по сравнению с резьбами с мелкими шагами она оказывает меньшее влияние на износ и ошибки изготовления.
Метрические резьбы с мелкими шагами по сравнению с резьбой с крупным шагом при одном и том же наружном диаметре обеспечивают детали большие прочность (глубина канавок резьбы меньше и внутренний диаметр резьбы больше) и надежность от самоотвинчивания (шаг резьбы, а следовательно, и угол подъема резьбы меньшие).
Поэтому метрические резьбы с мелкими шагами применяют при изготовлении тонкостенных резьбовых деталей, служащих для регулирования и подверженных действию динамических нагрузок.
Рис. 2 — Метрическая резьба
Дюймовая резьба
Дюймовая резьба (рис. 3), так же как и метрическая, — треугольная, крепежная. Ее применяют для замены резьбовых деталей старых и импортных машин, ввозимых из стран, в которых применяется дюймовая система мер (США, Англия и др.), и в некоторых особых случаях.
Рис. 3 — Дюймовая резьба
Метрическая коническая резьба
Метрическая коническая резьба имеет треугольный профиль, аналогичный (по размерам элементов профиля) профилю метрической резьбы по ГОСТ 25229-82 (СТ СЭВ 307-76). Она применяется для конических резьбовых плотных (непроницаемых) соединении.
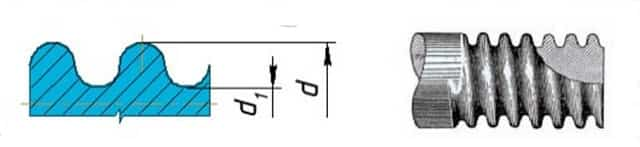
Круглая резьба
Круглая резьба (рис. 4) применяется для винтов, несущих большие динамические нагрузки, работающих в загрязненной среде с частым отвинчиванием и завинчиванием (вагонные сцепки, пожарная арматура), а также в тонкостенных изделиях, как, например, на цоколях и патронах электрических ламп, частей противогазов и т. п. Несколько видов круглой резьбы стандартизованы.
Рис. 4 — Круглая резьба
Трапецеидальная резьба
Трапецеидальная резьба (рис. 5) — основная резьба передач винт — гайка и червяков червячных передач. Она удобна для изготовления, по сравнению с треугольной резьбой имеет меньшие потери на трение, а по сравнению с прямоугольной более прочная.
Рис. 5 — Трапецеидальная резьба
Упорная резьба
Упорная резьба (рис. 6) имеет несимметричный трапецеидальный профиль витков. Применяется для винтов, воспринимающих большую одностороннюю осевую нагрузку в прессах, нажимных устройствах прокатных станов, грузовых крюках и т. п.
Рис. 6 — Упорная резьба
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис.  и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Рис. 7 — Трубная цилиндрическая Рис. 8 — Трубная коническая Рис. 9 — Коническая дюймовая
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
- Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
- При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам: на срез
на смятие где τc — расчетное напряжение на срез резьбы; σsm — расчетное напряжение на смятие между витками резьбы; n — число витков резьбы, воспринимающих нагрузку; k — коэффициент полноты резьбы (см. рис. 1), показывающий отношение высоты витка в опасном сечении к шагу резьбы;
[τc] — допускаемое напряжение на срез резьбы;
[σsm] — допускаемое напряжение на смятие резьбы.
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Источник: https://metiz-bearing.ru/rezba/Vidy_rezb.html
Типы резьб и их характеристики
Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по боковой поверхности цилиндра или конуса.
Резьба, образованная на поверхности цилиндра, называется цилиндрической резьбой. Резьба, образованная на поверхности конуса, называется конической резьбой.
Резьбы, применяемые для неподвижных соединений, называют крепежными резьбами. К этим резьбам предъявляются требования по прочности, а в некоторых случаях и по герметичности.
Резьбы, применяемые в подвижных соединениях для передач заданного перемещения одной детали относительно другой, называют кинематическими или ходовыми резьбами. Эти резьбы также должны удовлетворять прочностным требованиям и, кроме того, обеспечивать необходимую точность перемещений, минимальные потери на трение и т. п.
В зависимости от расположения поверхности резьба может быть наружной или внутренней.
Наружная резьба — резьба, образованная на наружной поверхности цилиндра или конуса. В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте, винте и др.
Внутренняя резьба — резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке, гнезде и др.
- По направлению винтовой линии различают правую резьбу (нитка резьбы нарезается по часовой стрелке) и левую резьбу (нитка резьбы нарезается против часовой стрелки).
- По числу заходов резьбы делятся на однозаходные (образованные одной винтовой ниткой) и многозаходные (образованные двумя и более винтовыми нитками).
- По системе измерения параметров резьбы различают метрическую и дюймовую резьбу.
- По величине шага различают резьбу крупную, мелкую и специальную.
- По форме профиля различают резьбу треугольную, трапециевидную, круглую, прямоугольную и квадратную.
- Наиболее распространены следующие типы резьб.
- Метрическая резьба (ГОСТ 9150) является основной крепежной резьбой, применяется также в качестве ходовой резьбы.
Профиль резьбы — равносторонний треугольник с углом при вершине 60°. Вершины выступов резьбы срезаны. Эта резьба может быть однозаходной и многозаходной, преимущественно правой, с крупным и мелким шагами. Все размеры измеряют в миллиметрах.
Метрическая резьба обозначается так:
- с крупным шагом — буквой М и диаметром (М24, М64 и т. д.);
- с мелким шагом — буквой М, диаметром и шагом (М24Х2, М64Х2 и т. д.)
- В обозначение левой резьбы входят буквы LH, например: М20Х1 LH.
- Отклонения и допуски метрических резьб с крупными и мелкими шагами даны в ГОСТ 16093.
- Трубная цилиндрическая резьба имеет профиль в виде равнобедренного треугольника с углом профиля 55°, вершины и впадины скруглены.
Трубная цилиндрическая резьба применяется в деталях трубных соединений: трубах, муфтах, тройниках, контргайках и других. Обеспечивает непроницаемость соединения.
В условное обозначение трубной цилиндрической резьбы входит буква G и обозначение размера резьбы. Например, G1 — трубная цилиндрическая резьба с номинальным диаметром 33,249 мм, т.е. наружный диаметр резьбы в ее обозначение не входит, его определяют по таблице ГОСТ 6357 в зависимости от обозначения размера резьбы.
В обозначении трубной цилиндрической резьбы за номинальный диаметр принят внутренний диаметр трубы, а не наружный диаметр резьбы.
Условное обозначение для левой резьбы дополняют буквами LH.
Трапецеидальная резьба применяется для передачи движения или больших усилий в двух направлениях.
Профиль резьбы — равнобедренная трапеция. Угол при вершине 30°.
В обозначение входят буквы Tr, наружный диаметр и шаг резьбы, например: Tr20Х4 — для однозаходной правой резьбы; для многозаходной резьбы после наружного диаметра указывают числовое значение хода, а в скобках букву P и числовое значение шага, например Tr20Х8(P4). Для левой резьбы добавляют буквы LH.
Упорная резьба применяется в деталях, воспринимающих сильное давление, направленное постоянно в одну сторону. Профиль резьбы — прямоугольный треугольник со срезанными вершинами и закругленными впадинами. Угол при вершине 30°.
Обозначение начинают буквой S и далее — аналогично обозначению трапецеидальной резьбы.
Резьба круглая применяется на цоколях, патронах и светильниках, а также для шпинделей вентилей смесителей и водопроводных кранов. Круглая резьба имеет профиль, полученный сопряжением двух дуг одного радиуса. Круглая резьба обозначается буквами Кр.
Прямоугольная и квадратная резьбы не стандартизованы. Их применяют для передачи осевых сил в грузовых винтах и движения в ходовых винтах.
На чертежах прямоугольная и квадратная резьбы задаются всеми конструктивными размерами: наружным и внутренним диаметрами, шагом, шириной зуба и т.д.
Резьбы специальные имеют стандартный профиль, их диаметр и шаг отличен от стандартного. Обозначение таких резьб на чертеже начинают буквами Сп: Сп М40Х1,5 левая.
Источник: http://tekhnar.ru/konstruktivnyye-elementy/rezba.html
1.1. Классификация резьб
| Резьба | |||||||||||||||
| по форме поверхности | по расположению на поверхности | по числу заходов | по направлению | по назначению | по профилю | по соответствию ГОСТ | |||||||||
| цилиндрические | конические | наружные | внутренние | однозаходные | многозаходные | правые | левые | крепежные | ходовые | треугольные | трапецеидальные | прямоугольные | круглые | стандартные | нестандартные |
Цилиндрическая
резьба –
резьба, образованная на боковой
поверхности прямого кругового цилиндра
(рис.1).
Коническая
резьба –
резьба, образованная на боковой
поверхности прямого кругового конуса
(рис. 4).
Наружная
резьба –
резьба, образованная на стержне (рис.
1, 5).
Внутренняя
резьба –
резьба, образованная на отверстии (рис.
4).
Однозаходная
резьба –
резьба, образованная одним выступом
резьбы (рис. 4,5).
Многозаходная
резьба–
резьба, образованная двумя или более
выступами с равномерно расположенными
заходами (рис. 1).
Правая
резьба –
резьба, у которой выступ, вращаясь по
часовой стрелке, удаляется вдоль оси
от наблюдателя (рис. 1, 4).
Левая
резьба –
резьба, у которой выступ, вращаясь против
часовой стрелки, удаляется вдоль оси
от наблюдателя (рис. 5).
- Крепежные
резьбы –
резьбы, предназначенные для соединения
деталей. - Ходовые
резьбы –
резьбы, с помощью которых вращательное
движение преобразуется в
возвратно-поступательное. - Стандартные
резьбы –
резьбы, все параметры которых определяются
стандартами.
1.2. Виды резьб и их характеристика
Резьба
метрическая цилиндрическая
(ГОСТ 8724-81) — является основной крепежной
резьбой, применяется также и в качестве
ходовой резьбы. Профилем метрической
резьбы является равносторонний
треугольник (рис. 6а).
Эта резьба может
быть однозаходная и многозаходная,
преимущественно правая, существует с
крупным и мелким шагами, обозначается
буквой .
Все размеры измеряются в мм.
Резьба
метрическая коническая
(ГОСТ 25229-82) – имеет конусность 1:16,
применяется в конических резьбовых
соединениях, а также в соединениях
наружной конической резьбы с внутренней
цилиндрической резьбой, однозаходная,
обозначается буквами .
Все размеры измеряются в мм.
Резьба
трубная цилиндрическая
(ГОСТ 6357-81) – имеет профиль в виде
равнобедренного треугольника с углом
профиля 550,
вершины и впадины скруглены (рис. 6б).
Обозначается буквой G.
Применяется в трубопроводах и трубных
соединениях.
Резьба
трубная коническая
(ГОСТ 6211-81) – имеет конусность 1:16. Наружная
резьба обозначается буквой ,
внутренняя резьба – буквами.
Трубные
резьбы имеют
одну особенность: их номинальный диаметр
не соответствует действительному. Его
числовой значение равно приблизительно
внутреннему диаметру трубы, на которой
эта резьба нарезана, измеренному в
дюймах. Один дюйм = 25,4 мм. Трубные резьбы
характеризуются целым числом шагов на
участке резьбы длиной один дюйм.
Резьба
коническая дюймовая (ГОСТ
6111-52) – имеет профиль в виде равностороннего
треугольника, нарезается на конической
поверхности с конусностью 1/16. Обозначается
буквой
AaAa/img-3wyetT.png» width=»22″>,
измеряется в дюймах. Применяется для
герметичных соединений в трубопроводах
машин и станков, изготовленных ранее.
В настоящее время вместо конической
дюймовой резьбы используется метрическая
коническая.
Резьба
трапецеидальная
– служит для передачи движения и усилий,
может быть однозаходной (ГОСТ 9562-81) и
многозаходной (ГОСТ 24739-81), правой и
левой.
Профилем трапецеидальной резьбы
является равнобокая трапеция с углом
профиля 300
(рис. 6в). Для каждого диаметра резьбы
стандарт предусматривает несколько
шагов.
Обозначается буквами ,
измеряется в мм.
Резьба
круглая –
применяется на цоколях, патронах,
предохранительных стеклах и светильниках
(ГОСТ 8587–71), а также в санитарно-технической
арматуре (ГОСТ 13536–68), имеет профиль,
полученный сопряжением двух дуг одного
радиуса (рис. 6д), обозначается буквами
,
измеряется в мм.
Резьбы
нестандартные – квадратная и прямоугольная
– изготавливают по индивидуальным
чертежам, на которых должны быть заданы
все параметры резьбы (рис. 6е).
Размеры
наиболее употребляемых стандартных
резьб приведены в приложении 1.
Источник: https://studfile.net/preview/5254754/page:3/
Трубная цилиндрическая резьба
Цилиндрическая трубная резьба – это разъёмное соединение, состоящее из спиралевидных канавок нарезанных внутри и снаружи деталей. Данный тип резьбы применяется для монтажа труб, фитингов, запорной и регулирующей арматуры, а также других элементов конструкции трубопроводов. Резьба имеет треугольное сечение с углом при вершине 55°.
Особенности трубной резьбы
От стандартных метрических резьб, трубная отличается более острой вершиной треугольника (55° против 60°) и слегка закругленными вершинами зубьев. Это обеспечивает максимальную плотность и герметичность трубного соединения, что играет особую роль при монтаже трубопроводов.
Основным параметром резьбы является её наружный диметр, измеряемый в т. н. трубных дюймах (1 дюйм равен 33,24 мм) состоящих из суммы внутреннего диаметра и толщины наружных стенок. Действующими стандартами определены следующие параметры соединения:
- Наибольший диаметр трубы – 6 дюймов. При больших значениях применяется сварочное соединение.
- Шаг резьбы состоит из 4-х стандартных типоразмеров. Количество нитей составляет 11, 14, 19 и 29 на стандартный дюйм.
- Имеется два ряда наружных диаметров. Преимущество при выборе диаметра отдаётся первому ряду.
- В международном обозначении указывается символ G (Тр. согласно ГОСТ 6357-81), размера и класс точности. При левом исполнении добавляются буквы LH. Также, в конце, может быть указана длина резьбового соединения.
Данный тип разъёмного соединения изготавливается на заводе способом накатки с учетом толщины стенок и наружного размера изделия. Это позволяет получить максимально прочное и герметичное соединение. При этом в отличие от метрических резьб, наличие у каждого из стандартных диаметров своего шага повышает надежность стыковки.
Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный — 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Способы нарезки и методы контроля
Нарезка трубной резьбы может осуществляться вручную с помощью плашек и метчиков, а также на токарно-винторезных и специальных резьбонакатных станках.
Способ ручной нарезки ничем не отличается от подготовки метрических резьб – на зафиксированную трубу одевается плашка с воротком и осуществляется вращение по часовой стрелке.
Для качественной нарезки необходимо использование смазочных материалов и чередование нескольких рабочих вращений с обратным движением для удаления стружки. Аналогично производится и нарезка метчиком.
Для серийного производства используется механический способ на токарных станках полуавтоматах и ЧПУ. Нарезка осуществляется специальными резцами или с помощью плашек. При заводском производстве труб с готовыми резьбовыми соединениями применяется метод горячей или холодной накатки специальными роликами. Для определения параметра резьбы применяются калибры или плоские шаблоны.
ГОСТ
Параметры цилиндрической трубной резьбы определяет ГОСТ 6357-81. Он основан на стандарте мелкой резьбы Уитворта и совместим с европейским стандартом BSP.
Источник: https://mekkain.ru/stati/trubnaya-czilindricheskaya-rezba.html





