- Характеристики центровочного сверла ГОСТ 14952-75, виды и назначение
- Типы центровочных сверл комбинированных
- Стоимость центровочных сверл
- Специфика использования ЦС в домашних условиях
- Особенности и характеристики центровочных сверл по металлу
- Изготовление, ключевые характеристики
- Требования
- Проверка качества
- Применение в бытовых условиях
- Преимущества
- Скачать ГОСТ
- Свойства и характеристики центровочных сверл
- Основные свойства и важные характеристики
- Какие требования предъявляются к инструментарию
- Контроль качества инструментария
- Сверло центровочное твердосплавное
- Сверло центровочное твердосплавное – история происхождения
- Разновидности сверла центровочного твердосплавного
- Сверло центровочное по металлу: характеристики, производство, применение | мк-союз.рф
- Как устроены центровочные сверла и что они собой представляют?
- Как действует инструмент?
- Производство и основные параметры
- Принципы выбора
- Производители
- Основные требования
- Эксплуатация
- Заточка
- Центровочные сверла
- Содержание:
- Читаем дальше — узнаём больше!
- Центровочное сверло, характеристики и применение
- Особенности конструкций
- Зачем нужны центровочные сверла, область применения
- Как это сверло можно использовать при строительстве и ремонте
- Как правильно подобрать сверло
- Таблица размеров
- Как правильно подобрать сверло
- Из какого материалы изготовлено, маркировка
- Технические характеристики по типу
- Сверло центровочное гост 14952, описание
- Как заточить такое сверло
- Сверло центровочное — ГОСТ, типы и применение
- Основные параметры центровочного сверла
- Возможности применения центровочных сверл
Комбинированное центровочное сверло используется для создания в заготовках из разных видов чугуна, нелегированной, легированной стали и металлокерамических сплавов на базе бронзы и железа центровочных отверстий.
Такое сверло принято причислять к инструменту профессионального уровня в связи с тем, что его в основном применяют различные промышленные предприятия и крупные частные мастерские, оснащенные фрезеровочными и токарными станками. Данный инструмент гарантирует абсолютную перпендикулярность просверливаемого отверстия в заготовках относительно их поверхности.
Ни один другой вид сверла либо иного приспособления не может обеспечить столь высокое качество и точность обрабатываемого отверстия.
Рекомендуем ознакомиться
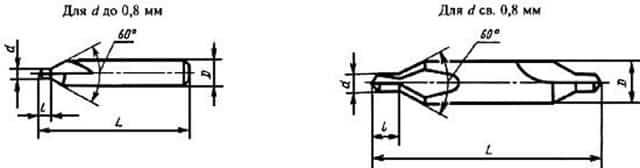
Кроме того, при использовании этого изделия для сверления вероятность накопления ошибок и неточностей сводится к нулю (этим не могут похвастаться многие другие виды сверл). Согласно ГОСТ центровочное сверло, чертеж которого можно найти в том же Госстандарте 14952, утвержденном в 1975 году, производится диаметром от 0,5 до 10 мм. Различают четыре типа ЦС:
- А и В: для отверстий 60 градусов с предохранительным и без предохранительного конуса, соответственно;
- С: для отверстий 75 градусов (конуса-предохранителя в них не предусмотрено);
- R: для отверстий с образующей дугообразной формы.
В зависимости от требований, выдвигаемых к шероховатости обработанной поверхности, все указанные виды инструмента производятся в двух исполнениях. Изделия первого исполнения обеспечивают меньшую шероховатость отверстия, второго – большую. Отличить их между собой можно по маркировке.
Например, если мы видим перед собой сверло с надписью 2317–0001, можно понять, что его диаметр равняется 1 мм, а выполнено оно во втором исполнении. Примерно такое же обозначение 2317–0101 говорит нам о первом исполнении такого же по диаметру инструмента.
Оба этих сверла относятся к группе А.
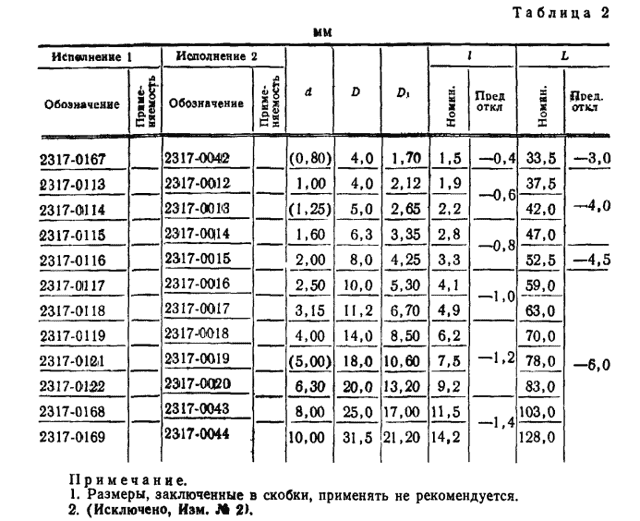
Сверла с диаметром 1 мм группы В маркируются следующим образом – 2317–00–12 (второе исполнение) и 2317–0113 (первое исполнение), группы С – 2317–0022 и 2317–0124, группы R – 2317–0027 и 2317–0129. Все они изготавливаются с такими геометрическими размерами и конструктивными параметрами, которые рекомендованы указанным ранее ГОСТ.
Для производства описываемого инструмента используется быстрорежущая сталь, которая способна обеспечить следующие показатели твердости их рабочей зоны (HRC):
- 63–66 для ЦС диаметром более 3,15 мм;
- 63–65 для ЦС менее 3,15 мм.
- При этом сверла, которые выпускаются из стали с содержанием пяти процентов кобальта и трех процентов ванадия, обязаны иметь еще большую твердость (не менее, чем на 1 HRC).
- Допустимые отклонения диаметров центровочного инструмента для инструмента диаметром:
- от 5 мм: +0,15 мм;
- 2,5–5 мм: +0,12 мм;
- 0,8–2,5 мм: +0,10 мм;
- до 0,8 мм: +0,05 мм.
На поверхности инструмента для сверления не должно быть черновин, трещин, цвета побежалости и забоин. Критерием отказа сверла диаметрам более 4 мм является его износ, до 4 мм – поломка.
На одном ЦС разность ширины перьев инструмента должна быть не более:
- 0,1 мм для сверл 3,15 мм и больше;
- 0,07 мм для сверл до 3,15 мм.
Проверка работоспособности инструмента выполняется на образцах из стали 45, которые имеют твердость от 187 до 207 НВ, на токарных, центровочных и сверлильных станках. При этом обязательным является использование дополнительного инструмента с четко определенными показателями жесткости и точности.
После проверки готовой продукции на ее режущих кромках не допускается появление выкрашиваний. Другими словами, после испытаний должна иметься возможность применять инструмент по его прямому назначению. Внешний вид сверла оценивается визуально, твердость – по Государственному стандарту 9013–59.
Под визуальной оценкой качества инструмента понимают его тщательный осмотр с применением лупы с 2–4-кратным увеличением. А параметры сверл определяются при помощи специальных средств и принципов контроля с такой погрешностью:
- 25 % величины допуска на обследуемый параметр при контроле расположения поверхностей и формы;
- 35 % величины допуска при установлении показателя углов.
Оценка линейных размеров изделия производится по требованиям и рекомендованной схеме, изложенной в ГОСТ 8.051-81.
Шероховатость поверхностей инструментов оценивается посредством сравнения ее с образцовыми инструментами либо с показателями шероховатости, указанными в Госстандарте 1975 года 9378.
В процессе испытаний требуется использовать жидкость для смазывания и охлаждения проверяемых изделий. Она представляет собой водный раствор эмульсола (пятипроцентный по массе), который допускается применять из расчета 5 литров в минуту.
Плановые испытания сверл проводят на пяти и более единицах инструмента:
- дважды в год на безотказную наработку;
- раз в три года на наработку (среднюю) до отказа.
Описываемый нами сверлильный инструмент применяется не только на промпредприятиях, но и домашними умельцами. Чаще всего он используется радиолюбителями, позволяя им просверливать в печатных платах различные по размерам отверстия. С таким сверлом работать намного удобнее, нежели с обычным, так как центровочный инструмент в разы более жесткий по своим характеристикам.
Понятно, что дома человеку не требуется весь ассортимент ЦС. Большие диаметры остаются абсолютно невостребованными. Как правило, любители применяют сверла с диаметром 0,6, 0,5 и 0,8 мм. Приобрести их сейчас несложно, в продаже есть и отечественные изделия, и более популярные импортные (о них пойдет речь ниже).
Также сверла с малыми диаметрами могут пригодиться в ситуации, когда какой-нибудь «упорный» шуруп или винт в той или иной конструкции категорически не хочет выкручиваться.
Решить подобную задачу несложно, если использовать центровочный сверлильный инструмент. С его помощью требуется высверлить головку «строптивого» крепежного элемента.
Поверьте, после этой простой операции он легко поддастся вашим усилиям.
Лучше всего описанная методика подходит для шурупов и винтов под отвертку крестового типа (в них головка имеет углубление в центре, что дает возможность максимально точно определить направление движения сверла). Впрочем, можно высверливать и соединения под плоскую отвертку. Но их следует перед сверлением предварительно накернить.
Российские домашние умельцы с огромным удовольствием используют центровочное сверло Дормер 0,5 мм (либо инструменты с большим диаметром), которое позволяет без затруднений сверлить нержавейку и изделия из нее. Такой инструмент выполняется из быстрорежущей высококачественной стали. А затем он подвергается особому виду термообработки, которая обеспечивает готовому изделию повышенную твердость.
Сверла под маркой Dormer сохраняют при повышенных температурах обработки металла заданную твердость, чему способствует кобальт, входящий в состав стали для изготовления изделий. Важно и то, что продукция компании отличается уникальной износостойкостью. Также специалисты отмечают высокую точность расположения отверстия, получаемую за счет способности продукции Дормер к самоцентрованию.
Источник: http://tutmet.ru/sverlo-centrovochnoe-kombinirovannoe-dormer-gost-chertezh.html
Характеристики центровочного сверла ГОСТ 14952-75, виды и назначение
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.
ТУ на комбинированные центровочные сверла прописаны в ГОСТ № 14952 от 1975 года. В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, фрезерное).
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую.
Другими словами, разница – в качестве выборки металла.
Тип А
Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.

Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.

Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Источник: https://ismith.ru/tools/centrovochnoe-sverlo-gost-14952-75-xarakteristiki/
Особенности и характеристики центровочных сверл по металлу
Во время сверления часто возникает необходимость в создании ровных отверстий именно в тех местах, где это нужно. Технология производства отдельных деталей при отклонении координат отверстия предполагает браковку.
Естественно, что это материальные траты. Поэтому перед началом сверления обрабатываемую деталь центруют. Именно для этих целей служит центровочное сверло. Далее особенности конструкции и применения этого инструмента.
Центровочное сверло причисляется к многофункциональным приспособлениям. Посредством его возможно формировать отверстия в заготовках из разных металлов (чугунных, стальных, металлокерамических). Эти отверстия предназначаются для последующего обрабатывания деталей при их закреплении в центрах станочных устройств.
Изготовление, ключевые характеристики
Центровочное сверло является изделием, которое обычно применяется промышленными компаниями, использующими устройства для резания и фрезерования. Его изготовление регулируется ГОСТ 14952-75.
Отверстия, создаваемые посредством таких сверл, имеют ось, расположенную под углом в 90 градусов относительно обрабатываемой детали.
Стоит сказать, что никакой иной инструмент не дает возможности получить настолько точные и качественные отверстия.
При применении центровочного сверла шанс допустить неточность при обрабатывании значительно уменьшается. ГОСТ 14952-75 заключает в себе множество радиусов от 0,25 до 5 миллиметров. Возможно выделить четыре вида подобных инструментов:
- Тип A. Позволяет формировать центровые отверстия, конусность которых равняется шестидесяти градусам.
- Тип B. Используется, чтобы выполнять отверстия с конусом-предохранителем на рабочей области. Разворотный угол равен ста двадцати градусам.
- Тип C. С его помощью создают центровые отверстия без конуса-предохранителя. Разворотный угол составляет семьдесят пять градусов.
- Тип R. Образующие поверхности отверстий выглядят дугообразно.
Сверла по металлу любого из перечисленных видов производятся в 2 вариантах: с радиусом главного режущего элемента до 0,4 мм (1 группа) и больше 0,4 мм (2 группа).
При применении центрового сверла первой группы стенки отверстия получаются менее шероховатыми, чем при использовании приспособления второй группы.
Это означает, что выбирать сверлильный инструмент нужно, учитывая то, насколько шероховатыми должны быть стенки.
Установить, какого вида приспособление вы используете, возможно по маркировке. Ее расшифровка содержится в ГОСТ 14952-75.
Требования
Инструменты, предназначающиеся для создания центровых отверстий, производятся из быстрорежущего металла. Соответственно с правилами ГОСТ, он должен обеспечивать такие характеристики твердости рабочей области сверла:
- 63-65 HRC (до 0,315 см);
- 63-66 HRC (свыше 0,315 см).
Кобальтовые и ванадиевые изделия должны располагать твердостью, которая хотя бы на 1 выше перечисленных показателей.
Сверла центровочные могут располагать отклонениями размера, пределы которых прописаны в ГОСТ 14952-75:
- диаметр больше 0,5 см – +0,015 см;
- 0,25-0,5 – +0,012;
- 0,08-0,25 – +0,01;
- менее 0,08 см – +0,005.
В ГОСТ перечисляются требования к поверхностям инструмента. Они не должны иметь трещинок, забоин, быть побежалого цвета.
Кроме того, в ГОСТ 14952-75 прописаны критерии списания приспособлений для центровки. Если диаметр меньше 0,315 см, списание происходит при поломке. Если диаметр выше 0,4 см, сверло списывают при изношенности задней части, прописанной в специальных таблицах.
Проверка качества
Центровочные сверла, как и центровые фрезы, причисляются к профессиональному инструментарию. Ввиду этого их эксплуатационные показатели нужно тщательно проверять.
Значимой стадией проверки качества приспособления считается контроль работоспособности. Он осуществляется на особых образцах, произведенных из стали 45, которая имеет твердость 187-207 HB. При тестировании инструмента выполняется его сравнение со сверлом, жесткость и точность которого известна.
Центровочное сверло, по завершении проверки в обрабатывании металла, не должно иметь на собственной рабочей части выкрашивающиеся области.
Профессионалы, осуществляющие тесты, определяют, возможно ли использовать приспособление для последующего обрабатывания.
Для этого применяется увеличительная лупа, измерительное устройство, предназначающееся для сравнения геометрии проверяемого изделия со значениями, прописанными на схеме. Возможны такие погрешности:
- на взаимное положение поверхностей сверла и геометрические показатели – 25 процентов от размера допуска, прописанного на схеме;
- на угловые показатели инструмента – 35 процентов.
Порядок контроля качества изделия указан в ГОСТ.

Центровые сверла проходят проверку на шероховатость. Для этого выполняется их сравнение с эталоном. При тестах необходимо применять смазку-охладитель, состоящую из 5% раствора-эмульсии.
Интервалы проведения периодических тестов таковы:
- на безотказную наработку – 2 раза в год;
- на среднюю наработку до отказа – раз в 3 года.
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой.
Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток.
Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.

Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от компании «Дормер». Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.

Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, фирма «Дормер» производит центровые приспособления разного размера.
Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
Скачать ГОСТ
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
Источник: https://oxmetall.ru/sverlenie/tsentrovochnoe-sverlo
Свойства и характеристики центровочных сверл
Это рабочий инструмент комбинированного типа. С ним работают над созданием отверстий в разных металлоизделиях. Подходят чугунные детали, железисто-бронзовые, из легированной и обычной стали. Сверла необходимы, чтобы сформировать отверстия и далее обрабатывать изделия, когда они закреплены в центральной части режущего металлы станочного агрегата.
Основные свойства и важные характеристики

В течение процесса обработки сверло исключает возможность накапливать допускаемые ошибки. Дело в том, что сверлильные изделия других модификаций часто не способны выполнить отверстия, точно соответствующие чертежу. Это касается таких параметров, как расположение и размеры. Центровочный инструментарий по ГОСТу выпускается в таком диапазоне диаметров — 0,5-10 мм. Стандарт определяет и четыре основные модификации изделий для сверления центровочных углублений:
- конусность сторон — 60 градусов. Режущая часть отсутствует. Поэтому нет возможности сформировать предохранительный конус — это тип А;
- рабочая поверхность с предохранительным конусом. Разворот сторон составляет 120 градусов — это тип В;
- предохранительного конуса нет, стороны развернуты под углом 75 градусов — это тип С;
- дугообразная модификация поверхностей — тип R.
Каждая модификация представлена в двух исполнениях в зависимости от диаметра главного режущего наконечника:
- Не достигает 0,8 мм.
- Превышает 0,8 мм.
Работая над углублением изделиями первой модификации, достигают того, что его стенки менее шероховатые. Следовательно, выбор типа сверлильной модели зависит от того, какой степени необходима шероховатость стенок отверстия. Все геометрические характеристики рабочих изделий для сверления различных модификаций определены установленным стандартом и для наглядности систематизированы в таблицах.
Какие требования предъявляются к инструментарию
Поверхность инструментария центровочного типа также должна находиться в определенном состоянии. Это прописано в нормативных документах. Никаких забоин и трещинок. Что же касается цветов побежалости, то их присутствие уместно только в зоне канавок. В этих местах выходит точильный круг. Не допускается присутствие черновин.
Контроль качества инструментария
Качество технических характеристик сверл контролируется с максимальной ответственностью. Центровочный инструментарий, самое главное, проверяется на дееспособность. Для этого выбирается образец.
По шкале НВ твердость стальной заготовки 45 составляет порядка 208 единиц.
Во время испытаний моделей сравнивается работоспособность испытуемого сверлильного инструмента с другим изделием для сверления, которое было проверено в точно таких же условиях, со строго заданной точностью и жесткостью.
Проверив изделие, обработав металл, также обращают внимание на его режущую часть. Здесь должны отсутствовать участки выкрашивания.
Средства для выполнения измерительных контролирующих мероприятий, используемые специалистами при проведении экспериментов, инструментарий и лупа.
Так они сравнивают между собой полученные параметры геометрического значения проверяемого сверлильного изделия и указанные в чертеже. При этом разрешены некоторые погрешности.
ГОСТом также определена и схема для проверки геометрических данных сверл. Испытания проводятся с применением смазочно-охлаждающей жидкости как в настоящем технологическом процессе обработки заготовок. Используют пятипроцентный раствор эмульсола на воде.
Перейти к списку статей >>
Источник: https://metalloobrabotka-zakazat.ru/article/svojstva-i-harakteristiki-tsentrovochnyh-sverl/
Сверло центровочное твердосплавное
Для сверления отверстия предназначен специальный инструмент ,который облегчает работу и позволяет выполнить аккуратное точное отверстие.
Сверло центровочное твердосплавное относится к специализированному инструменту и сегодня оно представлено на любом предприятии, цеху и даже в быту у домашних мастеров.
Рынок строительных материалов и специализированного оборудования сегодня предлагает огромный ассортимент такого инструмента. Простому обывателю сложно разобраться во всех тонкостях и особенностях выбора. Каждая из насадок имеет свое назначение и подходит для определенного типа работы. В чем же особенно именно твердосплавных сверл, мы и поговорим в данной статье.
Сверло центровочное твердосплавное – история происхождения
Впервые этот инструмент появился в конце 19 века и за все время своего существования мало изменился внешне. Изначально он производился из легированной конструкционной стали.
С появлением новых технологий обработки металла, усовершенствовался и выпуск оборудования. Уже в начале 20 столетия сверла стали производить из быстрорежущей стали.
Этот материал используется и сегодня для изготовления, однако он подходит для обработки более легких металлов.
С развитием новых конструкций, усовершенствовалась их геометрия, заточка, эффективность. С появлением износостойкого покрытия, производители модернизировали поворотную силу, износостойкость.
Для обработки подобных материалов подойдет сверло центровочное по металлу.
Когда в 40-х годах научились производить более твердый метал, который по твердости и прочности превосходит конструкционную сталь, появилась необходимость пересмотреть и производство сверл.
На производстве и заводах стали использовать вольфрамокобальтовый сплав. Его основным достоинством является прочность, износостойкостью, длительный срок эксплуатации. Их конструкция позволяет обрабатывать прочные поверхности и проникать на необходимую глубину.

Для проникновения на значительную глубину используется удлиненный вариант винтовых насадок. Там есть специальные бороздки, по которым поступает охлаждающая жидкость во время работы.
Основной характеристикой кольцевых насадок является то, что во время работы превращают в стружку только небольшую часть металла. Центровочные же используются только для отверстий деталей, расположенных по центру.
В процессе металлообработки наибольшая нагрузка производится на режущий инструмент, что обуславливает быстрый выход из строя насадок. Использование твердосплавной пластины позволяет продлить срок эксплуатации и повысить производительность труда.
Разновидности сверла центровочного твердосплавного
Твердосплавные центровочные сверла эксперты классифицируют по нескольким категориям:
- по длине;
- модификации хвостовика;
- диаметру.
Сегодня такой инструмент имеет достаточно сложную конструкцию, характер которой влияет на работу.
По типу конструкции различают:
- монолитные;
- сварные;
- с пластинами.
Насадки с пластинами могут иметь сменные диски и несъёмные. Преимущество ощутимо на производстве, где большие объемы работы не позволяют постоянно обновлять полностью весь инструмент. Аппарат легко обновлять, сменив лишь режущую часть.
Сверло – непростая конструкция, состоящая из нескольких элементов, таких как режущая часть, хвостовик и шейка. Режущая часть отвечает за соприкосновение с поверхностью и обработку металла на должном уровне. Именно она должна быть очень прочной.
Приобрести инструмент любого типа можно на сайте компании ООО ТД «ЧТС». Тут найдется широкий спектр оборудования и оснастки для ручной работы, обработки металлов на станках с ручным и числовым программным управлением.
Развертка разжимная, фрезы для различных типов работ, расточные головки и многое другое – в каталоге компании представлен инструмент от ведущих мировых производителей.
Источник: https://tdchts.ru/news/sverlo-centrovochnoe-tverdosplavnoe/
Сверло центровочное по металлу: характеристики, производство, применение | мк-союз.рф
Люди, которые делали отверстия в металлических заготовках, хотя бы раз, но встречались со сложностями. Неровное отверстие, соскальзывание оснастки после накернения, длительная подготовка. Чтобы избавиться от большинства проблем, увеличить точность, используется центровочное сверло по металлу.

Как устроены центровочные сверла и что они собой представляют?
Центровочные конструкции — специальная оснастка, которая устанавливается на ручной электроинструмент, токарные или фрезерные станки. Она похожа на короткие конструкции с большим диаметром у основания. Благодаря разнице диаметров хвостовика и рабочей части, конструкция получается прочной, её труднее сломать, согнуть.
Как действует инструмент?
Центровочные сверла по металлу действуют аналогично обычной насадке на дрель. Мастер закрепляет его в патроне инструмента, устанавливает строго вертикально относительно заготовки.
После включения, тонкий наконечник накерняет рабочую поверхность. При вращении конструкция погружается глубже, она расширяется благодаря увеличению диаметра оснастки.
Мастера рекомендуют заранее накернять места сверления, чтобы увеличить точность проведения работ.
Модели для изготовления ровных дырок можно использовать при строительстве, сверлении отверстий в разных материалах, проведении ремонтных работ.
Производство и основные параметры
При производстве центровочных конструкций изготовители руководствуются государственными документами. Технические характеристики и описание центровочных сверл определяются ГОСТом 14952−75. Их производят из быстрорежущей стали, чтобы проще было обрабатывать твердосплавные заготовки.
По ГОСТу выделяет 4 вида конструкций для изготовления строго перпендикулярных отверстий относительно рабочей поверхности:
- Тип А — изготавливаются дырки конусностью до 60 градусов.
- Тип В — предназначены для изготовления отверстий, которые имеют предохранительный конус. Максимальный разворот сторон — 120 градусов.
- Тип С — изготовление дырок без конуса с разворотом сторон до 75 градусов.
- Тип R — используются при создании дырок с краями овальной формы.
Приспособления, которые используются для изготовления ровных отверстий считаются профессиональными и проходят дополнительные проверки, испытания. Например, показатель твердости должен находиться в пределах 187–207 НВ.
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer.
Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт.
Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Эксплуатация
Профессиональная оснастка используется не только на предприятиях, но и в домашних условиях. Они используются:
- Радиолюбителями, которые хотят просверлить отверстие в платах.
- Мастерами, которые высверливают старые винты, шурупы. Иногда крепёж невозможно выкрутить отверткой. Конструкцией с режущими гранями удаляют верхнюю часть шурупа, а потом полностью достают его остатки из места крепежа.
Заточка
Заточку таких инструментов нужно доверять профессионалам со специальным оборудованием. Самостоятельные действия могут привести к следующим проблемам:
- снижению точности,
- уменьшению скорости проведения работ,
- сильному нагреву при сверлении из-за неправильной заточки.
Неправильная заточка рабочей части может привести к нарушению целостности инструмента, его разрушению. Режущие грани должны проверяться перед проведением работ.
Центровочные сверла по металлу предназначены для создания строго перпендикулярных отверстий в заготовках. Они гораздо точнее, эффективнее обычных, что делает их ценными для мастеров. Однако высокая цена не позволяет постоянно использовать центровочный инструмент для проведения домашних работ. Заточку можно доверять только профессионалам со специальным оборудованием.
Источник: https://xn—-ntbhhmr6g.xn--p1ai/metallyi/osobennosti-vyibora-i-ekspluatatsii-tsentrovochnyih-sverl-po-metallu
Центровочные сверла
Содержание:
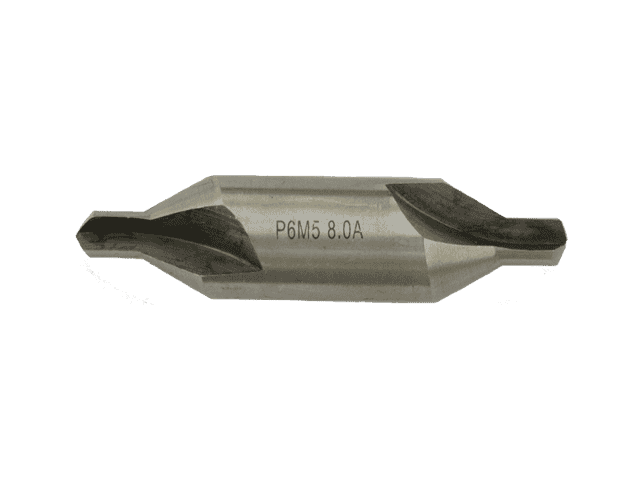
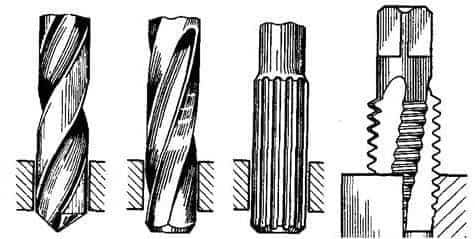
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Диаметр хвостовика в 2.5…3 раза превышает диаметр рабочего кончика сверла. Такое сверло обладает очень высокой жёсткостью, что предотвращает его изгиб при начальном засверливании и позволяет приложить большие усилия подачи.
В начальный момент засверливания образуется отверстие небольшого диаметра, которое затем расширяется режущими кромками конической части сверла. Самые ходовые размеры цсентровочных свёрл приведены в таблице на рис.1.
Предназначены центровочные свёрла прежде всего для сверления центровочных отверстий в деталях для их последующей обработки в «центрах». Однако на самом деле спектр применения центровочных свёрл намного шире.
Их используют для предварительного засверливания отверстий на токарных, сверлильных, фрезерных и других станках. Но и этот перечень далеко не исчерпывает всех их возможностей. Не менее эффективно центровочные свёрла можно применять и в домашней мастерской.
Попробую показать это на нескольких примерах.
Так, очень полезными будут центровочные свёрла для радиолюбителей, которым приходится сверлить множество отверстий в печатных платах. В силу своей геометрии центровочные свёрла обладают значительно большей жёсткостью, чем обычные свёрла малого диаметра. Поэтому работать ими гораздо удобнее.
Справедливости ради надо заметить, что приведенные на рис.1 наиболее ходовые и часто встречающиеся диаметры центровочных свёрл вряд ли заинтересуют радиолюбителей. Однако ГОСТом предусмотрены и выпускаются центровочные сверла диаметром 0,5; 0,6 и 0,8 мм. Правда, найти их несколько сложнее.
Практически любому домашнему мастеру приходилось сталкиваться с ситуацией, когда винт или шуруп не «поддаётся».
Я в таких случаях аккуратно высверливаю головку шурупа, после чего соединение более или менее легко разбирается.
Особенно удобно это делать с винтами и шурупами со шлицем под крестовую отвёртку, так как характерное углубление в центре головки облегчает выбор точного направления сверления.
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела».
При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется — винтовое соединение более или менее легко разбирается.
Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению.
Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом.
При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента — экстрактора.
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком.
Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия.
Это легко сделать, зная диаметр и шаг резьбы.
Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит.
Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете.
Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Читаем дальше — узнаём больше!
Источник: http://strofix.ru/materials/instruments/202-centrovochnye-sverla.html
Центровочное сверло, характеристики и применение
Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью которых можно выполнить несколько операций. Его основная задача это сверление отверстий в металле, пластике или металлокерамике.
Особенности конструкций
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Зачем нужны центровочные сверла, область применения
Данный инструмент применяется в металлообработке и предназначен для использования в сверлильных, токарных или фрезерных станках. В мастерских с его помощью намечают центра заготовок перед закреплением их в токарном станке без предварительного накернения, что значительно ускоряет рабочий процесс при массовом производстве.
Также этот инструмент используется во фрезерных станках с ЧПУ. Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Как правильно подобрать сверло
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Как правильно подобрать сверло
Выбирать размер нужно исходя из веса заготовки, которую необходимо обрабатывать в токарном или фрезерном станке. Чем больше вес, тем больше диаметр отверстия. Все эти показатели четко определены в ГОСТ 14952-75 с указанием типоразмеров.
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Из какого материалы изготовлено, маркировка
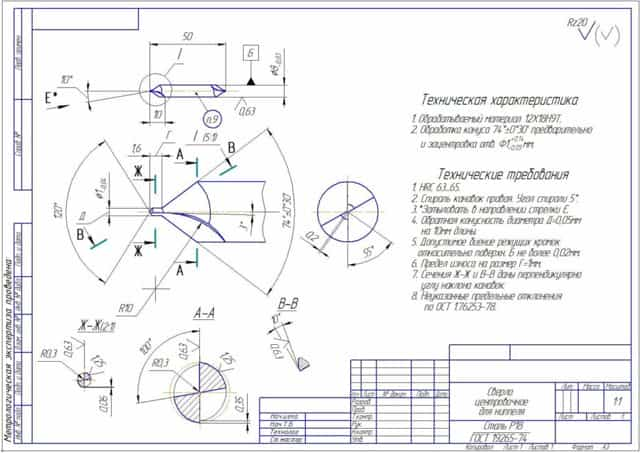
Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла.
Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу
Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Сверло центровочное гост 14952, описание
Данный вид инструмента регламентируется следующими ГОСТами: 14952 75, 10902 77 и 14034 74. Они определяют требования к качеству твердосплавных центровочных сверл по металлу.
Скачать полное описание и таблицу ГОСТов можно по этой ссылке.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол.
Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально.
По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Источник: https://vremya-stroiki.net/centrovochnoe-sverlo-xarakteristiki-i-primenenie/
Сверло центровочное — ГОСТ, типы и применение
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон.
Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров.
Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль.
Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении.
Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В — для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С — для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.
Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.
Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями.
Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей.
Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления.
Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях.
Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений.
Источник: https://mekkain.ru/stati/sverlo-czentrovochnoe-gost-tipyi-i-primenenie.html





