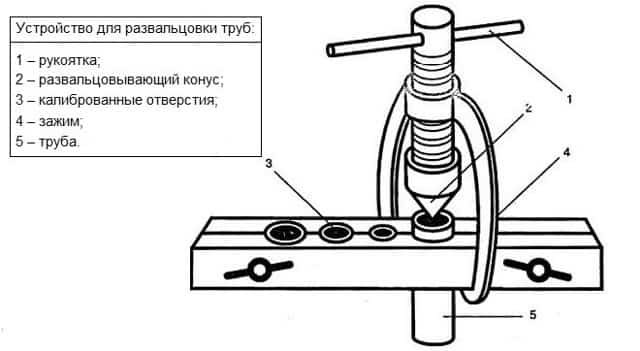
- Как простым способом развальцевать трубу
- Развальцовка и вальцовка
- Как развальцевать трубу
- Инструменты и приспособления
- Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
- Развальцовка и вальцовка для медных труб
- Технология и этапы развальцовки
- Вальцовочный инструмент для медных труб
- Экспандер
- Конусный
- Механический
- С электроприводом
- Рекомендации по применению вальцовки для медных трубок
- Набор инструментов для развальцовки
- Вывод и видео по теме
- Видеообзор вальцовок для медных труб
- Развальцовка медных трубок своими руками
- Нарезание резьбы и развальцовка
- ПОИСК
- Развальцовка труб: тонкости технологии и основные инструменты
- Развальцовка и вальцовка
- Как развальцевать трубу
- Инструменты и приспособления
- Развальцовочный крепеж

Трубы можно соединять разными способами, но нередко возникают сложности, которые делают невозможным применение любого из них. Это могут быть незначительные расхождения в диаметрах труб, неровности на стенках и прочие дефекты. Исправить такие ситуации можно за счет проведения развальцовки торца труб.


Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.

Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Существует несколько основных видов развальцовки.

Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.

Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
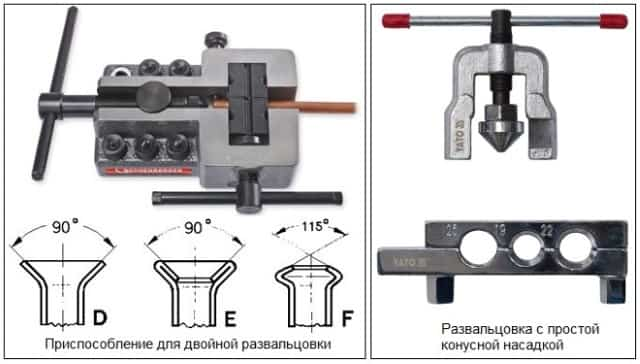
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.
- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.
- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.
При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Как простым способом развальцевать трубу
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач.
Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка.
Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.

Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки.
Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
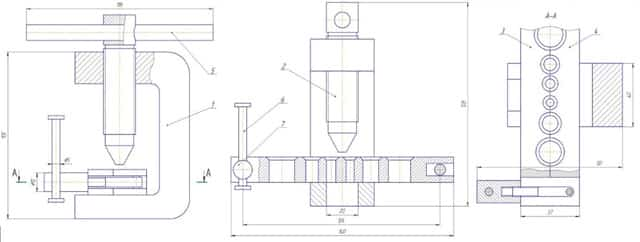
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Источник
Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовка медных трубок своими руками
Видео поможет разобраться, как проходит самостоятельная вальцовка для медных труб кондиционера.
Источник
Нарезание резьбы и развальцовка
3.1 Нарезание резьбы
Резьбовое соединение одно из самых распространенных на производстве. Все резьбы делятся на метрические и трубные. Метрическая резьба в свою очередь делится на левую и правую, мелкую и обычную, коническую и т.д. Основные размеры метрической резьбы принимаются ГОСТ 8724-88, трубной резьбы – по ГОСТ 6357—82.
Диаметр отверстия под резьбу определяют по формуле:
где dотв – диаметр отверстия в мм; Dрез – диаметр нарезаемой резьбы в мм; t – глубина резьбы в мм.
При нарезании резьбы вручную применяют плашки и метчики.
Перед началом работ смазывают отверстие и метчик (либо стержень и плашку) мыльной водой. Полный оборот резьбонарезного инструмента производят за четыре приема (с перехватом). Резьбу диаметром до 25,4 мм выполняют не менее чем в два прохода, свыше 25,4 мм – в три прохода. Перед каждым проходом гнездо (стержень) очищают от стружки.
Механизация процесса нарезания резьбы в крупногабаритных деталях и металлических конструкциях достигается применением пневматических и электрических резьбонарезных машин.
3.2 Развальцовка труб
Развальцовка труб служит для плотного и герметичного соединения деталей (например, труб с трубными досками теплообменных аппаратов, барабанами паровых котлов и т.д.).
Степень развальцовки Н (в %) определяется по формуле:
где Dк – конечный внутренний диаметр развальцованной трубы в мм; Dн – начальный внутренний диаметр трубы перед развальцовкой в мм; D0 – диаметр трубного отверстия до развальцовки в мм.
Степень развальцовки трубы Н1, выраженная абсолютной величиной расширения в мм, определяется по формуле:
Для получения надежного вальцовочного соединения достаточно иметь степень развальцовки, равную 1-1,5 %.
Развальцовка труб в трубных досках различных аппаратов выполняется с помощью вальцовок следующих типов: косых крепежных КВК, косых крепежных с крышкой КВКЛ, косых бортовочных КВБ, косых бортовочных с нониусом КВБН. Краткая техническая характеристика КВК приведена в табл. 2.5.
Таблица 2.5 – Вальцовки косые крепежные
| Марка вальцовки | Диаметр трубы, мм | Толщина трубной доски в мм | Предел раздачи вальцовки в мм | Вес вальцовки, кг |
| КБК-38-3 | 32/38 | 35—45- | 30—34 | 0,57 |
| КВК-51-3 | 44/51 | 35—45 | 41,5—46 | 1,28 |
| КВК-60-2 | 51/60 54/60 | 35—45 | 49—53 | 1,89 |
| КВК-76-2 | 70/75 | 67—74 | 3,09 | |
| КВК-83-2 | 76/83 | 25—40 | 73—78 | 4,32 |
| КВК-95-1 | 87,5/95 | 30—50 | 84—89 | 7,82 |
| КВК-102-1 | 94,5/102 | 25—40 | 91,5—102 | 9,08 |
| Рисунок 2.2 – Развальцовка трубы вальцовкой КВБ а – выступающий отбортованный конец трубы, соответствующий бортовочному ролику; s – толщина трубной доски; b – запас развальцовки трубы, равный 5 мм; с – сбег ролика, позволяющий осуществить плавный переход от развальцованного участка к невальцованной части; 1 – трубная доска; 2 – труба; 3 – ролик вальцовочный нормальный; 4 – ролик бортовочный; 5 – корпус вальцовки |
- К вальцовкам предъявляются следующие требования:
- — гнезда в корпусах для роликов должны иметь размеры, допускающие проворачивание роликов при опущенном до отказа корпусе;
- — наклон гнезд для роликов должен быть одинаковым и составлять 1,5-2°;
- — ролики должны строго соответствовать конусу вальцовки.
- Перед вальцовкой конец трубы, длина которого несколько превышает толщину трубной доски, и гнезда должны быть тщательно очищены (до приобретения металлического блеска).
После установки трубы в гнездо ее конец должен выступать на величину а (рис. 2.2), которая зависит от диаметра трубы (для труб диаметром 38 мм а=9-12 мм, для труб диаметром 51-60 мм а=11-15 мм, а для труб диаметром 83 мм и выше а=12-18 мм.
Механизация работ достигается применением специальных пневматических реверсивных машин типа И-118.
Л.2–3
ПОИСК
Бортовка концов труб увеличивает прочность вальцовочного соединения (согласно ряду опытов примерно на 50%) при этом бортовка увеличивает и-плотность, что надо объяснить захватыванием края (кромки) трубного отверстия разбортовкой, т. е. увеличением щирины собственно рабочего пояса.
[c.
173]
Армированную втулку помещают в отверстие корпуса и ганкой герметично зажимают на стенке. Разбортовка штуцера может быть выполнена на торец металлической арматуры или на некотором удалении с применением накидного фланца.
Размеры армирующей втулки не могут быть произвольными, так как для соблюдения технологических параметров прессования соотноше-
[c.107]
Для окончательной развальцовки трубы применяют косую бортовочную вальцовку, при помощи которой производят одновременно вальцовку и разбортовку конца трубы. Развальцовку и бортовку необходимо заканчивать тогда, когда корпус вальцовки пройдет внутрь трубы на величину У, заданную установочным расстоянием. При этом круговая риска корпуса дойдет до кромки трубного отверстия и значительно возрастут усилия, требующиеся для вращения конуса вальцовки. На фиг. 7-17 приведено положение вальцовки в начале и в конце процесса развальцовки.
[c.115]
При гуммировании таких деталей необходимо обеспечить сплошность покрытия, особенно в местах стыка основного покрытия и покрытия отверстий. Известен способ гуммирования аппаратов или деталей с отверстиями с разбортовкой заготовок из отверстий на плоскость аппарата или детали. По этому способу гуммируют в основном отверстия штуцеров и центрифуг.
[c.55]
Разбортовка отверстий позволяет получать внутренние борты у плоских заготовок и увеличивать высоту предварительно вытянутых деталей (фиг. 7).
Разбортовкой получают отверстия диаметром от 3 до 1000 мм в материале толщиной до 30 мм. Толщина стенки у борта переменная и у края борта тоньше толщины исходной заготовки на 15—30%.
Максимальную высоту разбортовки за одну операцию определяют по формуле
[c.89]
Диаметр отверстия под разбортовку приближенно определяют по формуле
[c.89]
Форму и размеры отверстий под нецилиндрическую разбортовку определяют опытным путем.
[c.89]
Радиальная нагрузка на подшипник качения — Определение 730 Радиально-сверлильные ставки — см. Сверлильные станки радиальные Разбортовка отверстий 89 Развалка корпуса и крышки 739
[c.877]
Отбортовка и разбортовка — образование бортов по наружному контуру заготовки или вокруг пробитых отверстий за счет растяжения материала (рис. IV.41, к). Эти операции выполняются за один или несколько переходов в штампах на прессах или постепенным деформированием металла роликами (крупные детали).
[c.234]
РАЗБОРТОВКА КРУГЛЫХ ОТВЕРСТИЙ
[c.149]
Диаметр отверстия под разбортовку приближенно равен —
[c.149]
Диаметр отверстия, пробиваемого в дне детали под разбортовку, определяют по формуле
[c.150]
Диаметр мелких отверстий под разбортовку для резьбы (до М5) или гладких отверстий до диаметра 4 мм равен о = 0,45 1.
[c.150]
Высота разбортовки мелких отверстий приближенно равна й = (2—2,5) 5
[c.150]
Во избежание разрыва при разбортовке в заготовках необходимо снимать заусенцы, а при больших толщинах материала — отжигать заготовки с целью устранения упрочнения кромки после пробивки отверстия. С этой целью рекомендуется при конструировании штампов направление разбортовки принимать противоположным направлению пробивки (рис. 89).
[c.150]
| Рис. 88. Схема расчета разбортовки малых отверстий под резьбу (до М5) | 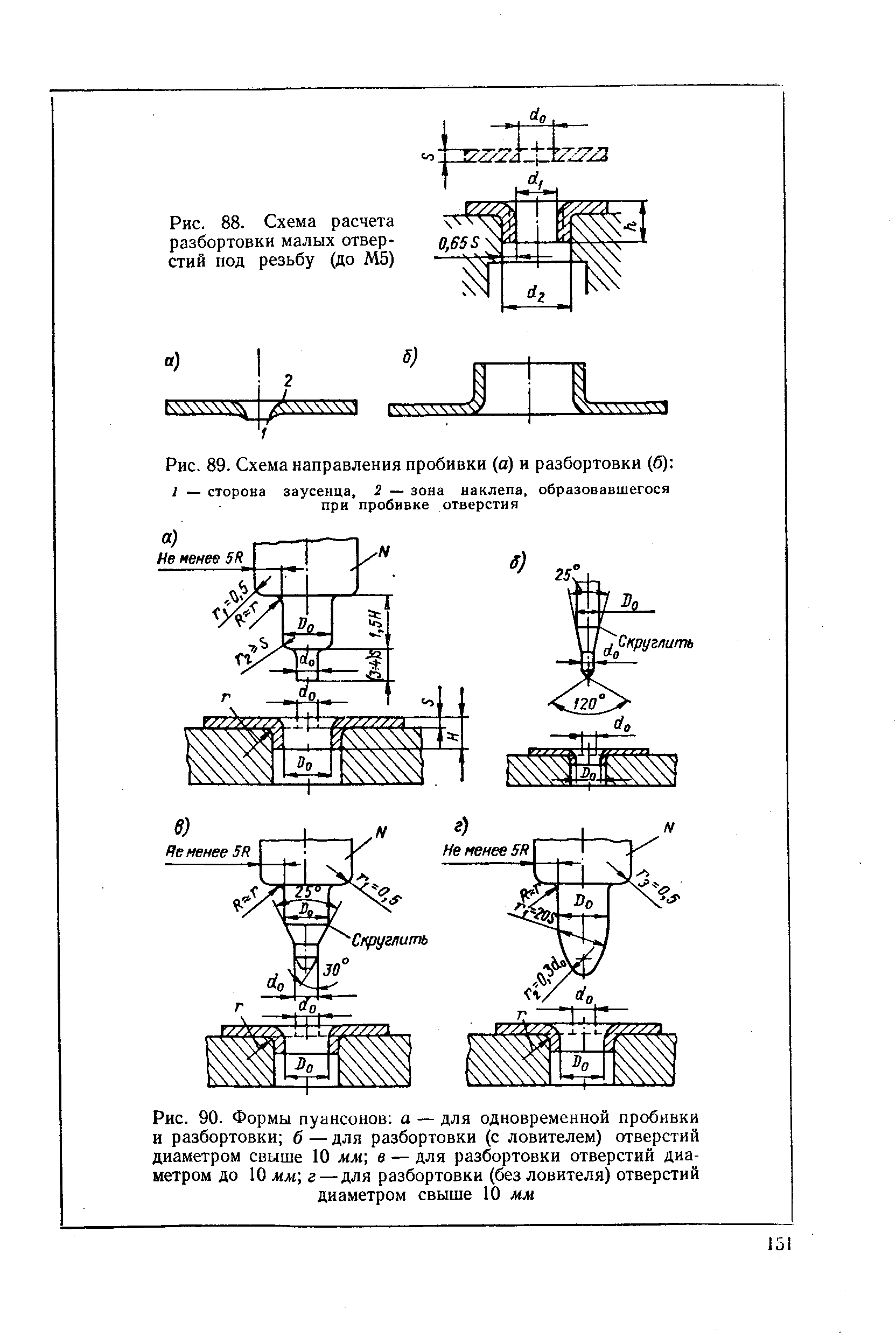 |
| Рис. 90. Формы пуансонов а — для одновременной пробивки и разбортовки б — для разбортовки (с ловителем) отверстий диаметром свыше 10 мм в — для разбортовки отверстий диаметром до 10 мм г —для разбортовки (без ловителя) отверстий диаметром свыше 10 мм | 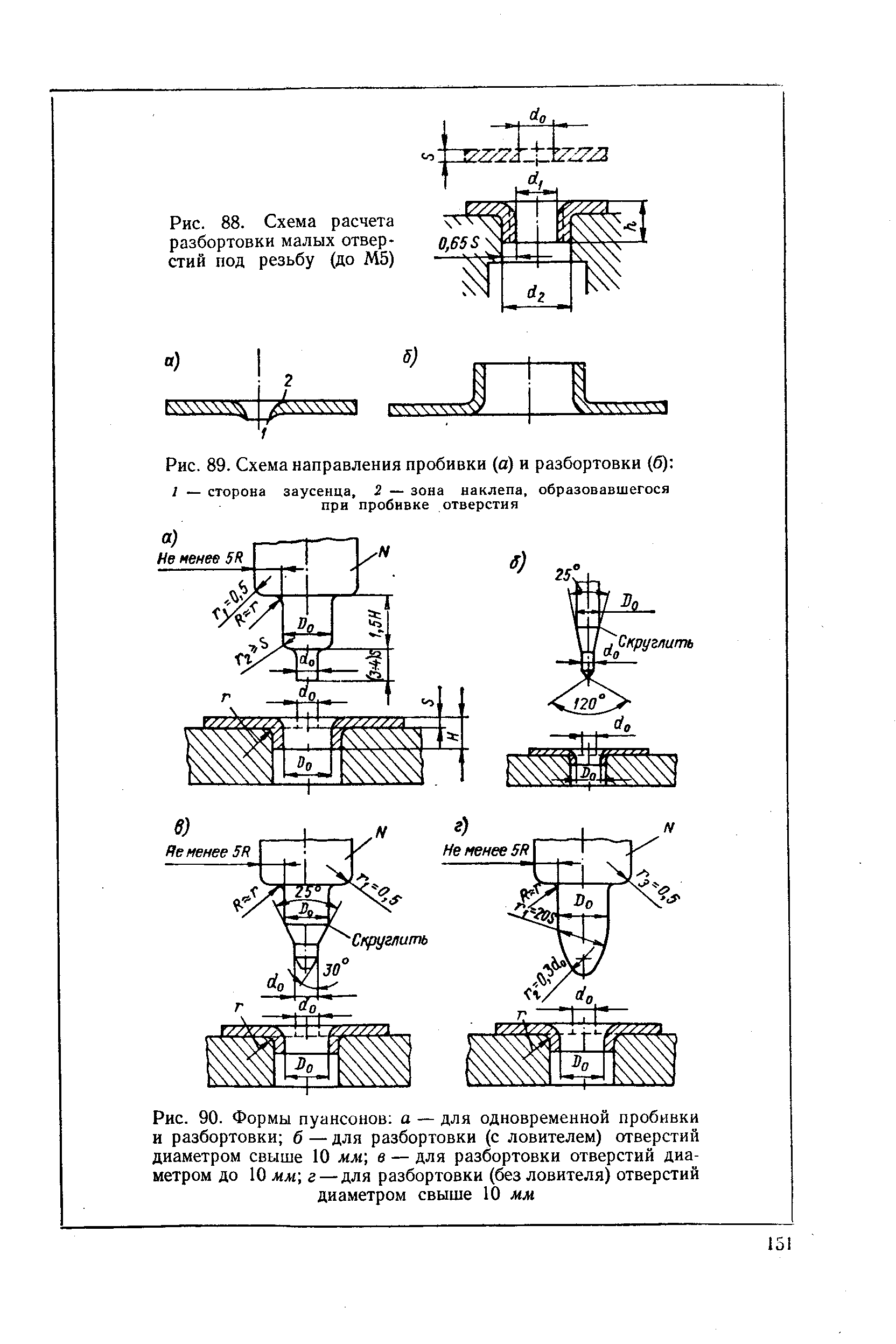 |
Для разбортовки мелких отверстий под резьбу зазор принимают равным 0,655.
[c.152]
РАЗБОРТОВКА НЕКРУГЛЫХ ОТВЕРСТИЙ
[c.152]
При определении размеров и формы предварительного отверстия для нецилиндрической разбортовки контур, подлежащий разбортовке, надо разделить на простые геометрические фигуры и рассчитать заготовку в соответствии с деформациями отдельных участков детали. Полученную теоретическую форму контура заготовки
[c.152]
Исходя из этого, при определении размеров и формы предварительного отверстия под такую разбортовку для выпуклых участков применяется тот же метод Подсчета, как при разбортовке цилиндрических отверстий, для прямых участков — как при гибке. а для вогнутого участка — как при вытяжке части цилиндра соответствующего радиуса, цилиндрических отверстий устанавливают по
[c.152]
| Рис. 91. Схема расчета разбортовки отверстий сложной конфигурации | 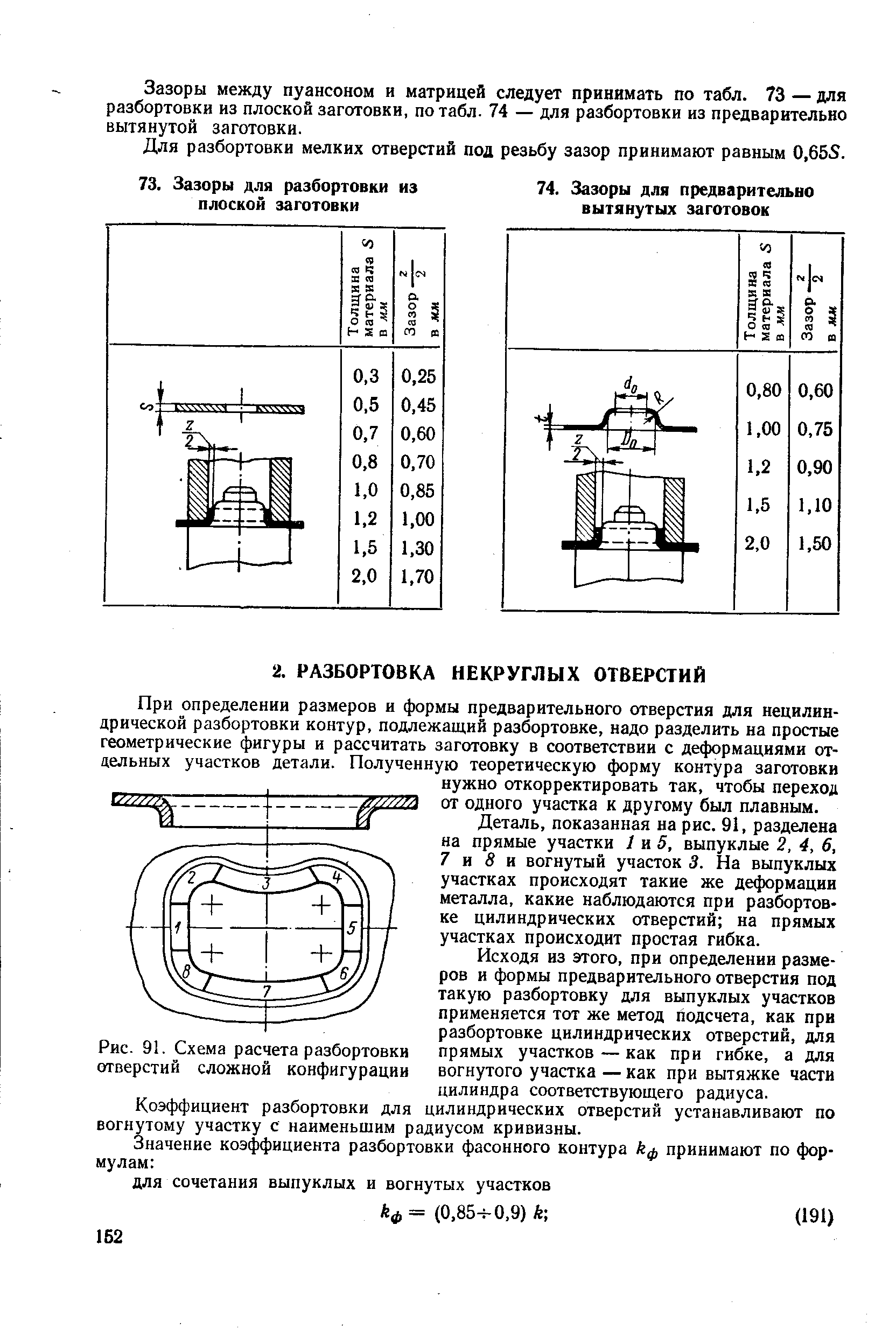 |
Пример расчета разбортовки отверстия. Требуется изготовить деталь (рис. 93, а)
[c.154]
Местные выступы, образованные ССИ, а также разбортовки на предварительно пробитых отверстиях
[c.182]
Наружную поверхность вкладыша промазывают клеем, сушат 20—30 мин, обильно смачивают бензином и протаскивают при помощи оправки внутрь трубы. Оправку вынимают, обкладку выдерживают в течение 8— О ч до полного удаления паров бензина.
Одновременно отрезают один конец вкладыша под прямым углом, так чтобы при разбортовке резины по окружности фланца он доходил до болтовых отверстий.
Резину прикатывают ручным роликом по всей окружности трубы на расстоянии 50—60 мм от фланца, промазывают свободную часть вкладыша и фланец клеем и делают разбортовку.
Вкладыш прижимают к стенкам трубы с помощью груш — металлических шаровых роликов, прикрепленных к длинной ручке или цилиндром (снарядом) из мягкой резины, наполненным сжатым воздухом. После прикатки вкладыша его свободный конец у второго фланца обрезают на 30—40 мм от концов трубы, удаляют пасту влажной тканью и разбортовывают резину на фланец.
[c.206]
Развальцовка производится одновременно с разбортовкой косой бескрышечной вальцовкой, которую устанавливают так, чтобы линия раздела бортовочных и вальцовочных роликов (рис.
164, в) отстояла от кромки отверстия на некотором расстоянии У, называемом установочным. Расстояние находят опытным путем и его величина для разных толщин трубных досок указывается в инструкциях и руководствах. Она изменяется от 13 до 30 мм.
Заканчивают развальцовку, когда линия (риска) совпадет с кромкой отверстия.
[c.334]
При разбортовке заготовок перед гуммированием необходимо зачистить кромки отверстий по радиусу. Покрытие по краям отверстий после гуммирования будет иметь утолщения, что затруднит применение пробок и оправок, устанавливаемых на время вулканизации. При механической обработке загуммированных деталей в утолщениях по краям отверстий возможны образование пустот и расслоение обкладки.
[c.56]
При гибке с прижимом величину Р увеличивают на 20—30%. При вытяжке с прижимом к величине Р прибавляют усилие прижима р = пру где — площадь под прижимом, а по табл. 49.
Обозначения L — длина или периметр среза в лш 5 — толщина материала в мм — предел прочности на срез в кГ мм Д — суммарный припуск на зачистку величин зазора между пуансоном и матрицей при вырезке или пробивке и двухстороннего припуска на зачистку в мм , — число деталей, одновременно находящихся в зачисткой матрице Вх — ширина заготовки по линии гиба в мм бр прочности на растяжение в кГ/мм Р — площадь детали под пуансоном в мм Яп — удельное давление правки (рихтовки) для алюминия = 5 10 кГ1мм для латуни и дуралюмина = 10 4-20 кГ/мм , для стали = 2030 кГ/мм Do — диаметр разбортованного цилиндра в мм 4 — диаметр отверстия под разбортовку в мм й — диаметр заготовки в мм 1 — величина утонения стенки в данную операцию в мм сопротивление деформированию при утонении в кГ мм для латуни а = ==(1-6-Н1,8) для стали «в/ г — радиус сопряжения стенок в мм Р — площадь поперечного сечения выдавливаемой детали в лмi-. [c.90]
При разбортовке заготовок перед гуммированием необходимо зачистить кромки отверстий по радиусу. Покрытие по краям отверстий после гуммирования будет иметь утолщения, что затруднит применение пробок и дправок, устанавливаемых на время вулканизации. При (Механической обработке загуммированных деталей
[c.54]
Процесс разбортовки заключается в том, что в деталях с предварительно пробитым отверстием образуют отверстия большего размера с цилиндрическим бортом (рис. 87, а) или увеличивают высоту цилиндра, образованного вытяжкой (рис. 87. б). При разбортовке происходит растяжение материала, сопровождаемое значительным его утонением на торце разбортованного отверстия
[c.149]
Ввиду того что высота разбортовки должна быть 19 мм, а при данном диаметре отверстия и марке материала можно за один переход разбортовать заготовку высотой только 9,86 мм, необходимо предварительно из плоской заготовки вытянуть цилиндр, а затем пробить в его дне отверстие и разбортовать его. Принимают диаметр предва-
[c.154]
Прикатка викеля с помощью резиновых груш производится следующим образом (рис. 98). Трубу прочно закрепляют в станке (ом. рис. 95).
Для закрепления викеля в т1рубе его с ойяой стороны обрезают ровно ножом с таким расчетом, чтобы оставшиеся концы при разбортовке на фланец доходили до болтовых отверстий.
После этого викель прикатывают роликом к металлу по всей окружности трубы на
[c.184]
Для предотвращения коррозионно-эрозионного разрушения входных концов трубок их разбортовывают, соответственно обрабатывая также отверстия в трубных досках, и защищают пластмассовыми втулками или, что лучше себя оправдало, путем напыления эпоксидной смолы.
Иногда поврежденные трубки вынимают из конденсатора и удлиняют путем их протяжки, после чего поврежденные концы отпиливают -и трубки вновь устанавливают на место.
Иногда устанавливают удлиненные трубки таким образом, чтобы их повреждаемые входные концы выступали за пределы трубной доски внутрь водяной камеры.
Трубки из нержавеющей стали благодаря их высокой стойкости против эрозии не требуют разбортовки или других средств защиты их входных концов, что позволяет сэкономить время и затраты на их установку [85].
[c.231]
При осмотре вальцовочных соединений слслаует обращать внимание на высоту и угол раскрытия колокольчиков, а также на овальность внутренних диаметров развальцованных труб. Длина выступающих концов труб должна находиться в пределах норм, указанных в табл. 4.3.
На колокольчиках не должно быть трещин. Трубы с трещинами, рваными концами, пленами и расслоениями должны быть заменены. Угол разбортовки колокольчика должен составлять 15°. Колокольчик должен уходить на 1—3 мм в отверстие в барабане.
[c.
273]
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач.
Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка.
Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.
Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки.
Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Развальцовочный крепеж
Главная » Крепежные изделия и метизы » Развальцовочный крепеж
| Anchor StandartГайка запрессовочная высокопрочная(для толстого металла) |
| Anchor MiniГайка запрессовочная высокопрочная(для толстого металла) |
|
Прочная резьба в листах металла толщиной менее 0,5 мм для крепления различных деталей. Значительное сопротивление на вырыв и установка в материал любой прочности.
Развальцовочный крепеж создает резьбу для многократного использования в тонком листовом металле. При установке юбка крепежа развальцовывается с обратной стороны и прижимает гайку к листу.
Деформированный металл «затекает» в специальные элементы крепежа, поэтому неразъемное соединение отличается высоким усилием на вырыв и проворот.
Одновременно выполняет функции установочной стойки для позиционирования второй детали.
Более прочное соединение по сравнению с запрессовочным крепежом
Развальцовка применяется в тех случаях, где характеристики запрессовочного крепежа оказываются недостаточными:
- Развальцовочный крепеж устойчив к вибрации, поэтому часто применяется в приборостроении
- Устанавливается в металл любой прочности, в том числе в нержавейку
- Высокое усилие на вырыв и проворот, поскольку деформированный металл «затекает» в специальную нарезку крепежа
Особенности установки:
В предварительно подготовленное отверстие устанавливается развальцовочный крепеж. Фланец или юбка крепежа развальцовывается с обратной стороны и прижимает гайку к листу. Нарезка зубьев на гайке впрессовывается в материал, что дает значительную устойчивость к вибрации и не дает гайке провернуться. Для установки используется пресс с профилированным пуансоном или молоток и шаровая опора.
В ГрондГрупп вы можете купить развальцовочный крепеж различных видов
В зависимости от толщины материала и сферы применения используются:
- Круглая развальцовочная гайка. Стандартный вид
- Развальцовочная втулка (бонка)
- Закрытая развальцовочная гайка для защиты от пыли и атмосферных осадков
- С рифленым фланцем для большего усилия на срыв и проворот
- Мини развальцовочный крепеж для небольших отверстий
- Шестиугольная развальцовочная гайка





