- Сущность процесса сварки плавлением
- Виды сварки плавлением
- Газовая
- Электродуговая
- Плазменная
- Лазерная
- Электрошлаковая
- Требования к качеству сварочных швов
- § 35. Взаимодействие расплавленного металла с газами, серой и фосфором [1981 Фоминых В.П., Яковлев А.П. — Ручная дуговая сварка]
- 2.16. Пайка, лужение, заливка вкладышей, металлизация и склеивание
- Ювелирное производство: плавка металла
За счет простоты выполнения и надежности наибольшее распространение сварка плавлением получила в строительстве для монтажа металлоконструкций. В промышленности этим способом соединяют детали производимой продукции ― от бытовых приборов до космической техники. В домашних условиях сварку используют для ремонта и сборки несложных металлических конструкций.

Сущность процесса сварки плавлением
Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала.
Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка.
При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
Виды сварки плавлением
В зависимости от источника тепла к основным видам сварки плавлением относят электрическую и газовую. По способу выполнения электрический вид подразделяется на несколько разновидностей.
Газовая
Газовая сварка плавлением за счет плавного нагрева позволяет соединять заготовки из чугуна, цветных металлов, высокоуглеродистой стали. Зазор между деталями заполняют присадочной проволокой, которая плавится вместе с основным металлом. Стык нагревают пламенем горелки, которое образуется при сгорании смеси кислорода с горючим газом:
- ацетиленом;
- бутаном;
- пропаном;
- водородом;
- парами керосина или бензина.
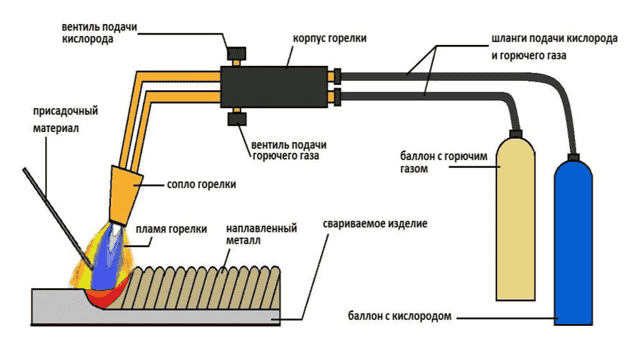
Для газовой сварки не требуется электроэнергия, поэтому ремонтные работы можно проводить даже в чистом поле. Недостатком считают невозможность работы с заготовками толщиной больше 5 мм.
Электродуговая
Электродуговая сварка выполняется за счет тепла дуги, которая возникает при прохождении тока через электрод и заготовки. Из расплавленного металла деталей и электрода или присадочной проволоки образуется сварочная ванна. После остывания формируется шов. Разновидности классифицируют по следующим признакам:
- виду тока ― переменный или постоянный; когда на электроде минус, полярность прямая, если плюс ― обратная;
- типу электрода ― плавящийся, неплавящийся;
- уровню механизации ― ручная, полу и полностью автоматическая;
- виду дуги ― прямого действия (между металлом и электродом), косвенного (между двумя электродами);
- способу защиты места сварки ― инертный газ, флюс, покрытие электрода.
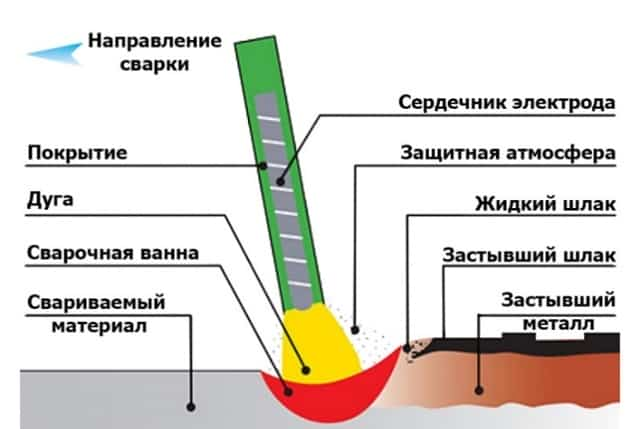 Схема электродуговой сварки
Схема электродуговой сварки
Металл плавящегося электрода должен быть таким же, как у заготовок или близким по составу. Когда марку стали определить невозможно варят переходным (буферным) электродом.
Его также используют для соединения элементов из стали с разным составом. В качестве неплавящегося электрода используют вольфрамовые, графитовые, угольные стержни.
Присадочная проволока и свариваемые детали должны быть близкими по химическому составу.
Технология механизированной сварки
Плазменная
Нагревание осуществляется за счет энергии дугового разряда внутри плазмотрона. Поток газа (аргон, азот, воздух) проходит через канал с горящей дугой, ионизируется, выводится через сопло наружу в виде потока плазмы с температурой больше 5500⁰C. Для защиты от перегрева сопло охлаждают проточной водой. Газ нагревается дугой косвенного действия между встроенными электродами.
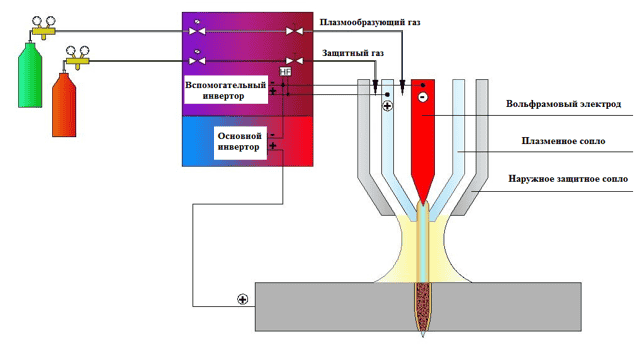
Плазменная сварка применяется в авиа и приборостроительной отрасли для работы с молибденом, вольфрамом, нержавеющей сталью, никелевыми сплавами. За счет большой глубины плавления можно соединять листы металла толщиной 9 мм. Качественная сварка алюминиевых сплавов проводится в среде защитного газа.
Лазерная
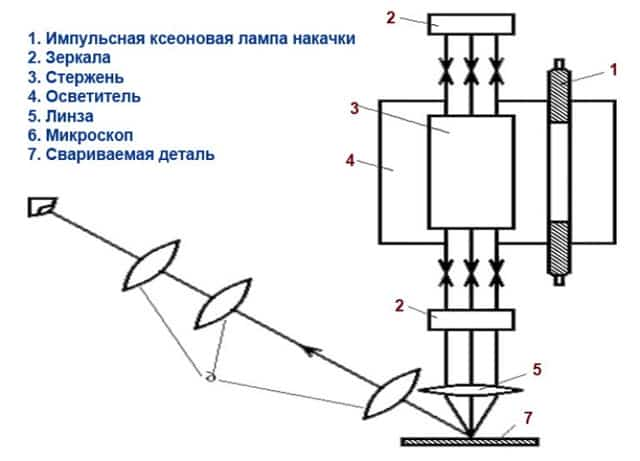
Кромки нагреваются лучом лазера. Среди способов сварки плавлением, этот самый точный для соединения элементов сложной конфигурации.
Для снижения себестоимости процесса при массовом производстве световой поток линзами разделяют на несколько лучей, которыми одновременно нагревают несколько стыков.
Для домашних работ производители выпускают компактные модели небольшой мощности. Лазером можно формировать непрерывные и точечные швы со сквозным или поверхностным плавлением.
Лазерная сварка применяется для работы с титаном, нержавеющей сталью, цветными и драгметаллами, пластиком, стеклом. Этим методом сваривают тонкостенные листы и заготовки с большой толщиной. Лазер широко используется в оборонной, космической и атомной отрасли, радиоэлектронике, автомобилестроении.
Достоинства:
- не нагреваются участки возле шва, что снижает риск деформирования;
- с гибкими световодами можно работать на труднодоступных участках;
- переход на резку без модификации аппарата;
- не нужны расходные материалы;
- из-за малой площади нагрева и быстрого перемещения луча расплавленный металл не успевает окислиться, поэтому работать можно без флюса и защитного газа.
К недостаткам относят высокую цену оборудования и низкий КПД.
Электрошлаковая
Этот метод основан на тепловой энергии, которая выделяется при прохождении тока от электрода к деталям через слой электропроводного расплавленного шлака (флюса). Заготовки ставят вертикально с зазором между ними.
Электродная проволока подается в промежуток между деталями через один или несколько мундштуков, подключенных к источнику тока. Сварочная ванна удерживается с обеих сторон медными ползунами с водяным охлаждением.
По мере заполнения зазора они вместе с мундштуками передвигаются вверх.
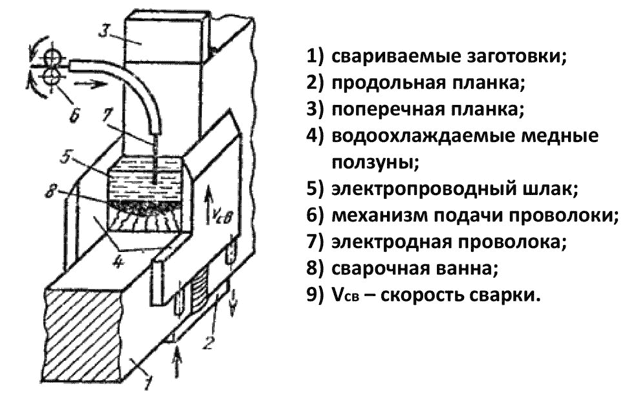 Схема электрошлаковой сварки
Схема электрошлаковой сварки
Электрошлаковая сварка используется в машиностроении при изготовлении крупногабаритных конструкций.
Этим способом можно соединять детали из цветных металлов, стали, чугуна, титана, сплавов на основе никеля толщиной от 20 мм до 1 м и больше.
Основным плюсом электрошлакового метода считают возможность сварки деталей за один проход независимо от толщины. Из минусов отмечают необходимость тепловой обработки шва для повышения пластичности.
Чем варить нержавеющую сталь в домашних условиях
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
§ 35. Взаимодействие расплавленного металла с газами, серой и фосфором [1981 Фоминых В.П., Яковлев А.П. — Ручная дуговая сварка]
Взаимодействие кислорода с расплавленным металлом сварочной ванны. В зоне сварочной дуги имеются газовая, шлаковая и металлическая фазы.
При изучении реакций, протекающих в сварочной ванне, следует учитывать возможность окисления жидкого металла свободным (молекулярным и атомарным) кислородом газовой фазы, кислородом, находящимся на свариваемых кромках в виде окислов и шлаков, кислородом, растворимым в металлической ванне и химически активных шлаках, которые вступают в процессе сварки в обменные окислительные и восстановительные реакции с металлом сварочной ванны. Находящимся в газовой фазе молекулярный и атомарный кислород соединяется с металлом сварочной ванны.
Железо с кислородом образует три соединения (окисла), имеющих весьма важное значение в металлургических процессах, происходящих при сварке плавлением: закись железа FeO, содержащую 22,27% O2, закись-окись железа Fe3O4, содержащую 27,64% O2, окись железа Fe2C3, содержащую 30,06% O2.
Из всех трех окислов растворима в железе только закись. Остальные окислы в железе практически не растворимы и на его свойства влияния почти не оказывают. Однако окалина и ржавчина на свариваемых кромках, содержащие высшие окислы (закись-окись и окись железа), свободным железом могут раскисляться до закиси по реакциям Fe3O4 + Fe = 4FeO, Fe2O3 + Fe = 3FeO.
Образующаяся закись железа растворяется частично в шлаке и частично в расплавленном металле, вследствие чего в сварном шве образуются поры. В твердом железе растворимость кислорода невелика.
Для уменьшения растворимости окисла в металле необходимо иметь соответственно более низкую концентрацию окисла в шлаке, в результате окисел будет стремиться перейти из металла в шлак.
Наоборот, более высокая концентрация окисла в шлаке способствует его переходу в металл.
Металл может окисляться и под действием химически активных, по кислороду, окислов (шлаков), например, кремния и марганца SiO2 + 2Fe = 2FeO + [Si], MnO + Feж = FeO + [Мn].
- (В этих формулах индекс ж указывает, что Fe находится в виде расплава, а знак [ ], что элемент растворен в металлической фазе.)
- При наличии в газовой фазе сложных газов, таких, как, например, СO2 и Н2O, которые при диссоциации выделяют кислород, также происходит окисление металла сварочной ванны.
- Если жидкий металл содержит элементы-раскислители, которые имеют большее сродство к кислороду, чем металл сварочной ванны, то в этом случае концентрация кислорода в сварочной ванне может быть значительно уменьшена за счет элементов раскислителей.
Взаимодействие водорода, азота и сложных газов с расплавленным металлом сварочной ванны. Водород в составе газовой фазы может находиться в молекулярном или атомарном состоянии, что зависит от температуры. При более высоких температурах молекулярный водород диссоциирует на атомарный и ионизированный.
Металлы, способные растворять водород, можно разделить на две группы. К первой группе относятся металлы, не имеющие химических соединений с водородом (железо, никель, кобальт, медь и др.).
Металлы первой группы поглощают водород в твердом состоянии, растворимость которого в них увеличивается при плавлении и зависит от состояния водорода.
Ко второй группе относятся металлы, образующие с водородом гидриды, представляющие химическое соединение металла с водородом (палладий, цирконий, титан, ванадий, торий, тантал и редкоземельные элементы). При небольших количествах поглощенного водорода эти металлы образуют с ним твердые растворы, а при более значительных количествах — гидриды.
Легирующие элементы оказывают самое разнообразное влияние на растворимость водорода в сплавах железа. Углерод, кремний, алюминий и хром снижают растворимость водорода в сплавах железа, а титан и ниобий ее увеличивают.
Растворенный водород в сварочной ванне и его неполное выделение в период кристаллизации приводят к образованию дефектов: пор, макро- и микротрещин в металле шва, а также холодных и горячих трещин в околошовной зоне.
Концентрация водорода в сварочной ванне может быть уменьшена путем создания нерастворимых соединений водорода в металле, как, например, фтористого водорода HF, а также путем некоторого окисления сварочной ванны.
Азот. В зависимости от температуры азот, как и водород, в газовой фазе зоны дуги может находиться в молекулярном, атомарном и ионизированном состояниях. Основным источником азота в газовой фазе зоны дуги является окружающая атмосфера.
Растворимость азота в железе зависит от его состояния. Азот не растворяется в меди, никеле, золоте, серебре и не образует с этими металлами химических соединений. С железом он образует нитриды Fe2N (11,15% N) и Fe4N (5,9 % N). Азот способствует образованию пор в металле шва.
Увеличение концентрации азота в низкоуглеродистых сталях влияет на прочностные и пластические свойства этих сталей, а также способствует старению металла. Иногда его вводят в состав легированных сталей для получения аустенитной структуры.
В этом случае он является аустенизатором и рассматривается как ценная легирующая добавка.
Углекислый газ. В составе газовой фазы зоны дуги углекислый газ СO2 присутствует в значительных количествах. Это особенно заметно при сварке электродами, покрытие которых создано на основе мрамора и плавикового шпата. В процессе плавления такого покрытия происходит диссоциация карбоната кальция с образованием углекислого газа.
Углекислый газ активно окисляет жидкий металл.
где [FeO] — закись железа, растворившаяся в железе.
Образующаяся окись углерода СО в металле шва не растворяется, в процессе кристаллизации сварочной ванны она выделяется и образует поры. Углекислый газ может быть использован для защиты зоны сварки от воздуха, если в состав проволоки ввести марганец и кремний, которые будут нейтрализовать реакцию образования СО.
- Водяной пар, находящийся в газовой фазе, образуется из влаги покрытия и флюса, влаги ржавчины находящейся на поверхности свариваемых кромок, а также в результате реакций, протекающих в покрытиях и газовой фазе.
- Водяной пар с жидким металлом взаимодействует по уравнению Н2О + Feж = [FeO] + Н2.
- При электрической сварке плавлением газовая фаза зоны дуги, контактирующая с жидким металлом, состоит из смеси СO2, СО, Н2O, Н2, O2, N2, а также продуктов их диссоциации (О, Н, N, OH) и паров металла и шлака.
- Кислород, находясь в сварочной ванне, образует с железом закись железа FeO, которая, растворяясь в сварочной ванне, снижает прочностные свойства металла шва.
- Водород, оставшийся в расплавленном металле, впоследствии является причиной образования холодных трещин.
- Азот способствует старению шва, образованию пор в шве, а в целом снижает прочностные свойства сварного соединения. в
Влияние серы и фосфора на качество сварных соединений. Сера, соединяясь с железом, образует сульфид железа FeS, которой является вредной примесью в металле шва. Сульфид железа в период кристаллизации сварочной ванны образует эвтектику FeS — Fe, имеющую меньшую, чем сталь, температуру плавления (940°С) и малую растворимость в жидкой стали.
Это является причиной образования горячих трещин, поскольку эвтектика при кристаллизации располагается между зернами стали. Вредное влияние оказывает и фосфор, снижающий ударную вязкость металла шва. Для ликвидации вредного влияния серы и фосфора необходимо уменьшить их содержание в металле шва путем создания их соединений, нерастворимых в металле.
Легирование металла шва. Легирование металла шва может быть получено расплавлением присадочной проволоки (один из наиболее надежных способов легирования), либо введением в покрытие или флюс порошкообразных металлических добавок или восстановлением из окислов металлов.
При этом следует учитывать активность окисления легирующего элемента в зоне сварочной ванны. С увеличением активности окисления легирующего элемента в зоне сварки уменьшается его усвоение сварочной ванной.
Для оценки поведения того или иного элемента в сварочной ванне необходимо знать его сродство к кислороду (степень активности окисления элемента кислородом). Активность некоторых широко известных элементов
по отношению к кислороду повышается в следующем порядке (до температуры 160СГС):
Сu — Ni — Со — Fe — W — Mo — Сr — Мn — V — Si — Ti — Zn — Al.
Элементы, стоящие левее от железа, при сварке сталей будут практически полностью усваиваться сварочной ванной. Вольфрам и молибден, стоящие слева от железа, достаточно полно усваиваются сварочной ванной. Большую трудность представляет легирование шва титаном и алюминием, так как, чем правее от железа расположен элемент, тем быстрее он окисляется.
Вопросы для самопроверки
- Какие фазы имеются в сварочной дуге?
- Какие соединения элементов с железом растворимы в жидком металле и как влияет их растворимость на качество сварного соединения?
- Каким образом можно легировать металл сварного шва?
- Как влияют сера и фосфор на сварные швы?
2.16. Пайка, лужение, заливка вкладышей, металлизация и склеивание
2.16. Пайка, лужение, заливка вкладышей, металлизация и склеивание
Пайка – это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления припоя значительно ниже, чем соединяемых металлов.
Неразъемное соединение металлов пайкой может быть выполнено паяльником, в газовом пламени, пайкой в печах, в ванне, химическим способом, автогенной пайкой и др.
Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства.
Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы (рис. 35).
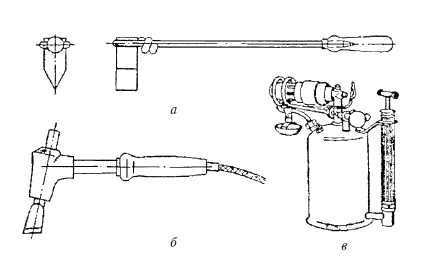
Рис. 35. Паяльники:
а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Мягкими припоями являются оловянно-свинцовые (с добавлением или без добавления сурьмы). Температура плавления этих припоев от 183 до 305 °C.
Твердость припоя определяется маркой и химическим составом применяемых для припоя металлов. Припои делаются на основе меди, латуни, серебра, никеля и алюминия. Кроме того, различают жаропрочные и нержавеющие припои на основе никеля, марганца, серебра, золота, палладия, кобальта и железа. Температура плавления твердых припоев составляет от 600 до 1450 °C
К химическим очищающим и травящим средствам относятся: соляная кислота, хлорид цинка, бура, борная кислота, нашатырь. Можно очистить поверхность механическими средствами, абразивным материалом или напильником либо металлическими щетками. Во время пайки поверхность предохраняется от окисления такими средствами, как стеарин, скипидар и канифоль.
Хлорид цинка – это химическое соединение соляной кислоты с цинком. Получают его путем помещения в разбавленную соляную кислоту кусочков цинка. После окончания реакции (прекращение выделения водорода) хлорид цинка следует слить в другую посуду, оставив осадок в прежней посуде. Разбавлять кислоту следует путем добавления в нее воды, а не наоборот.
Мягкие припои применяются для неразъемного соединения и уплотнения металлов при незначительных требованиях к прочности и выносливости соединения на растяжение и удар, твердые припои – для неразъемных и герметичных соединений большой прочности и выносливости на растяжение и удары.
Припои выпускаются в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.
Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка.
Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл.
Для лужения и цинкования в зависимости от детали и ее назначения нужно иметь чистое олово, цинк или их сплавы, паяльную лампу либо газовую горелку, очищающие средства, необходимые для обезжиривания и очистки поверхностей, подвергающихся лужению или цинкованию, ванны для плавки олова или цинка, обтирочный материал и клещи.
Подшипниковый сплав – это сплав металлов (олова, свинца, меди, сурьмы и др.), служащий для изготовления вкладышей подшипников скольжения заливкой. Во вкладышах из подшипникового сплава при вращении в них валов возникает очень незначительное трение.
Подбор наиболее соответствующих заданным условиям подшипниковых сплавов производят с учетом их физико-механических свойств, в частности антифрикционных свойств, способности выдерживать определенные давления и температуры, твердости, вязкости, литейных качеств и др.
Свойства подшипникового сплава определяет его главный компонент.
Различают подшипниковые сплавы на оловянной, свинцовой, алюминиевой, кадмиевой, цинковой, медной (бронза, латунь) и других основах. Чаще всего используют подшипниковые сплавы на основе олова, свинца или меди.
Жидкий подшипниковый сплав получают в графитовом или чугунном тигле. Тигель подогревают паяльной лампой, на кузнечном горне или пламенем газовых горелок.
Температура отливки подшипниковых сплавов на основе олова или свинца составляет от 450 до 600 °C. Температура плавления бронзы составляет от 940 до 1090 °C. На расплавленный подшипниковый сплав перед разливкой насыпается измельченный древесный уголь, который предохраняет сплав от окисления.
Металлизация напылением – это нанесение металлического покрытия на поверхность изделия путем разбрызгивания под давлением расплавленного металла.
Эта операция выполняется с помощью специальных пистолетов. Металлизация применяется с целью предохранения изделий от коррозии, а также для ремонта изношенных деталей машин, для исправления дефектных отливок, а также для исправления дефектов, возникающих в результате обработки резанием.
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ), называемым клеем, их соединения и выдерживания под некоторой нагрузкой до затвердения клея. В ряде случаев применяется подогрев склеенных деталей.
Клей представляет собой вязкое вещество, обладающее склеивающей способностью. Клей состоит из наполнителя, отвердителя, растворителя связующего компонента, пластификатора.
В зависимости от назначения клея в качестве наполнителя применяются древесная мука, измельченный асбест, порошки металлов, их окислы и др. В зависимости от отвердителя различают клеи холодного и горячего отвердения.
Различают следующие виды клеев: белковые или растительные (крахмал, декстрин, гуммиарабик, резиновый клей), животные (костный, рыбий, козеиновый, мездровый, столярный и др.), синтетические (карбинольные, карбамидные, смоляные и др.).
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ, полиамидные ППФЭ-2/10, МПФ-1, карби-нольные и полиуретановый ПУ-2. Этими клеями кроме металлов можно склеивать также и неметаллические изделия, такие как дерево, стекло, керамику, искусственные материалы, кожу, ткани бумагу и т. д.
В слесарном деле клей используется прежде всего для соединения как металлических деталей, так и металлических деталей с неметаллическими. Для этого используют карбинольный клей.
Склеиваемые поверхности следует тщательно очистить механическим способом, затем обезжирить авиационным бензином, бензолом или толуолом. После обезжиривания изделие высушивают, не касаясь пальцами поверхностей, предназначенных для склеивания.
Из цветных металлов хуже всего склеивается медь, немного лучше – латунь и бронза.
Работник, выполняющий операции металлизации, лужения, пайки или склеивания, соприкасается с расплавленным металлом, кислотами, щелочами и парами разных едких и вредных для организма веществ. Помещения, в которых выполняются указанные операции, должны иметь хорошую вентиляцию.
Работники должны иметь защитную одежду, очки и рукавицы. Паяльная лампа должна быть технически исправна.
При накачке топлива нельзя создавать высокое давление, нельзя также доливать топливо в разогретую лампу.
Кислоты и щелочи следует держать в стеклянных бутылях, а разводить их необходимо, доливая кислоты в воду, а не наоборот. На рабочем месте не должно быть тряпок, разлитого масла и смазки.
Данный текст является ознакомительным фрагментом.
Ювелирное производство: плавка металла
Поступающие для плавки частицы одного или нескольких металлов загружаются в специальные плавильные печи, под влиянием высокой температуры доводятся до жидкой однородной массы, которая отливается в формы для получения слитков.
Материал, поступающий в плавку, называется шихтовым, или шихтой. Шихта может быть в виде чистых металлов, бракованных слитков и изделий, лома, обрезков, стружки и опилок и других отходов ювелирного производства.
Шихтовый материал в зависимости от степени и характера загрязнения подвергается различной обработке.
Возвратные отходы от переработки драгоценных металлов своего производства (литники, высечка, стружка, обрезки и др.), не вызывающие сомнения в отношении содержания основных и легирующих компонентов, поступают в плавку без предварительной подготовки.
Отходы драгоценных металлов (опилки, мелкие обрезки, стружка), загрязненные в процессе работы, проходят очистительную обработку и только после этого поступают в плавку.
Шихтовые материалы, загрязненные вредными примесями (металлами, не отвечающими составу сплава; материалами, отрицательно влияющими на свойства сплава, и т.д.
), подвергают предварительной плавке, а затем отправляют на аффинажные заводы или на заводы вторичных драгоценных металлов.
Очистка шихты. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т.д.), не могут быть не загрязнены. Очистительной обработкой этих отходов занимаются сами рабочие.
Собранные опилки прокаливают в муфельной печи для удаления всех сгорающих примесей (дерева, воска, щетины от щеток, бумажной и другой пыли). Остывшую шихту разрыхляют и тщательно промагничивают для извлечения стальных примесей (опилок, обломков лобзиковых пилок и сверл, окалины).
Очищенные таким образом отходы драгоценных металлов можно считать подготовленными к плавке Для определения слитка на пригодность к дальнейшему использованию.
Сплавляют для различных целей — соединения частей одного металла в один слиток, приготовления сплавов и припоев (легкоплавких, легкотекучих сплавов), освежения сплава и т.д.
Плавку драгоценных металлов производят в индукционных печах с графитовым тиглем. Шихтовый материал загружается в тигель (смотри рис.
а — графитовый тигель) — огнеупорный сосуд плавильной печи, в котором расплавляют металл. Последовательность загрузки зависит от величины и состояния шихты (крупные куски, слитки или мелкие обрезки, стружка и т.
д.), состава и температурных характеристик компонентов входящих в сплав.
Порядок загрузки и плавки шихты. При плавке однородного металла шихту можно загружать в тигель одновременно, если плавильная печь обеспечивает быстрый нагрев шихты. В противном случае сначала загружают крупные куски или брикеты, а по мере расплавления их добавляют мелкие обрезки и другие отходы. Расплав из золота нагревают до 1200… 1250 °С, серебра — до 1100…1 150 °С.
Для приготовления двойных золотосеребряных сплавов загрузку шихты начинают с серебра. Его загружают на дно тигля, а сверху засыпают золото и расплавку ведут одновременно, если куски шихты приблизительно одного размера.
Если же величина шихтовых материалов различна, то загружают сначала крупные куски, а по мере их расплавки добавляют мелкие, серебряные или золотые. Температура нагрева расплава для золотых сплавов с содержанием до 30 % Ag — 1200… 1250 °С, для сплава с содержанием 40…70 % Ag — 1180… 1240 °С, для сплава с содержанием 80% Ag- 1170… 1230 °С.
При легировании золота медью (приготовление двойных золотомедных сплавов) плавку шихты начинают с золота. Если величина шихтовых материалов различна, то плавят раньше слитки и крупные куски золота, а затем догружают мелочь. Медь загружают только после того, как полностью расплавится золотая шихта.
Для всех сплавов с содержанием меди в качестве медной лигатуры используют прокат марок не ниже Ml. Расплав, содержащий до 2 % Си, нагревают до 1190… 1250 °С; 8,4 % Си — до 1180…1240 °С; 42,7% Си — до 1150… 1230 °С.
При приготовлении тройных золотосеребряномедных сплавов сначала загружают золото и серебро, а затем в золотосеребряный расплав — медь. Нагрев расплава производится: для сплава 958-й пробы до 1180… 1240 °С; 750-й — до 1 180… 1200 °С; 583-й — Ю80…1200°С; 500-й — 1070… 1160 °С; для сплавов 375-й пробы до 1120… 1230 °С.
Загрузку золотоникелевомедного сплава начинают с золота. После его расплавления догружают никель и медь. Тигель нагревают на 150…250° выше температуры полного расплавления.
При плавке серебряных сплавов загрузку тигля начинают с серебра и после полного расплавления загружают медь. Для сплавов серебра 875-й пробы и выше температура нагрева 1090… П40°С.
Плавку золотых припоев с содержанием легкоплавких металлов цинка и кадмия можно производить двумя способами: 1) цинк и кадмий вводят в расплав в последнюю очередь подогретыми до температуры 150 °С; 2) сначала создают промежуточные лигатуры легкоплавких металлов с медью при постепенном нагревании металлов, а затем сплавляют весь набор сплава.
Защитные покровы, флюсы, раскислители.
При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами из окружающей среды, а также для верхней теплоизоляции расплавов (для сокращения расходов, теплоты на плавку) применяют следующие защитные покровы: древесный уголь, буру, борную кислоту, хлористый кальций, хлористый натрий, хлористый калий, хлористый барий.
Флюсы очищают расплавы от нежелательных компонентов, загрязнений и примесей путем окисления и перевода оксидов в шлаки. В большинстве случаев в качестве флюсов используются те же вещества, что и для защитных покровов.
Раскислители восстанавливают окисленные компоненты расплава до металлов для повышения его жидкотекучести и качества отливаемых слитков. Для драгоценных сплавов раскислителями являются цинк, фосфористая медь и марганцовокислый калий.
При выборе защитных покровов, флюсов и раскислителей необходимо учитывать характер их взаимодействия с расплавами и отдельными компонентами расплавов.
Например, древесный уголь, один из лучших защитных покровов для серебра и его сплавов, не пригоден для платины, так как платина, металлы платиновой группы и никель, а также сплавы с содержанием этих металлов при плавке подвержены науглероживанию.
Недопустимо также применение угля совместно с калиевой селитрой и поташом, так как эти флюсы при нагревании в присутствии углерода образуют взрывоопасные соединения.
Древесный уголь может выполнять роль как защитного покрова, так и флюса. Для плавок драгоценных металлов и сплавов лучшим считается хорошо прокаленный березовый уголь. Температура вспышки угля 250…300°С. Уголь прокаливается без доступа воздуха до вишнево-красного цвета.
Хранится в сушильных шкафах при температуре на 20…50° выше температуры окружающей среды. В качестве защитного покрова может быть применен при плавке серебра, серебряно-медных сплавов, золота и золотых сплавов без содержания платины, металлов платиновой группы и никеля.
Бура (плавленая) используется в качестве флюса и защитного покрова при плавке драгоценных металлов. Обладает свойством хорошо отшлаковывать оксиды многих металлов и шлаковых включений. Расплавленная бура обладает хорошей смачиваемостью. Находясь в шихте, она обволакивает нерастворимые тугоплавкие включения и оксиды и поднимает их на поверхность.
Переплавленную, мелкоистолченную и прокаленную при температуре 450 °С буру хранят в сухой посуде с притертой пробкой. В качестве флюса и защитного покрова бура может применяться для всех драгоценных металлов и сплавов, как самостоятельно, так и в сочетании с другими флюсами.
Для лучшего скольжения расплава по стенкам бурой покрывают рабочую часть тигля.
Борная кислота (плавленая) используется в качестве флюса при плавке золотых сплавов.
Буру или борную кислоту засыпают на дно прогретого тигля до загрузки шихты, таким образом смачивая частицы металла до начала их окисления.
Смесь поташа с бурой (1:1 по массе) применяют как флюс при очистительных плавках. Смесь должна быть прокалена. Флюс вводят порциями. При загрязнении шихты нежелательными металлами применяют смесь буры с калиевой или натриевой селитрами.
При плавке драгоценных сплавов с селитрой можно повысить пробу сплава до 20 ед. При плавке с селитрой шихту нагревают под покровом буры до температуры отливки и в расплав двумя-тремя приемами вводят селитру.
Другие флюсы — хлористый кальций, хлористый барий, хлористый натрий, хлористый калий — также применяют при очистительных плавках. Свойства и действие флюсов однотипны. Температура плавления 772…925°С.
Образуют хорошие защитные покровы для сплавов с температурой плавления до 1300°С.
Хлористый кальций, хлористый барий, хлористый натрий или хлористый калий, как и буру, применяют в переплавленном, измельченном и прокаленном виде.
Лучший раскислитель для золотых сплавов — цинк. Его вводят из расчета 0,05…0,1 % от массы шихты. Для серебряных сплавов используют фосфористую медь.
Процесс плавки. Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и подготовить для отливки слитка изложницы. Тигель перед загрузкой в него металла прогревают, на дно прогретого тигля засыпают флюс из расчета 1% от массы шихты.
Затем в тигель загружают шихту и задают нужную температуру. После расплавления шихты расплав покрывают небольшим количеством свежего флюса и перемешивают. Не понижая температуры нагрева, расплаву дают отстояться, чтобы флюс отшлаковал ненужные оксиды и примеси, вводят раскислитель.
В расплавы припоев и сплавов, содержащих цинк, раскислитель не вводится в связи с достаточным количеством компонентов, выполняющих роль раскислителя. Изложницы, нагретые до 100°С для удаления следов влаги, натирают технологической смазкой и устанавливают для отливки.
После этого расплав отливают через сливной желоб тигля в изложницы, и после полной кристаллизации и выдержки слиток извлекают.
На предприятиях, оборудованных плавильными комплексами, плавку и отливку производят в центробежных или вакуумных установках.В условиях мастерских, не оборудованных плавильными печами, шихту нагревают газопламенной горелкой. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г.
Плошки изготовляют из смесей на основе огнеупорной глины, каолина, графита, шамота. В этих же целях можно использовать шамотный кирпич или кусок древесного угля, обмазанного огнеупорной глиной. Используют также плошки из кварцевого стекла. Но самой доступной в любых условиях является плошка, изготовленная из асбестового картона толщиной 6…8 мм.
Обрезанный по размеру картон увлажняют и придают ему форму легкого прогиба (углубление не должно превышать 6…7 мм, чтобы не создать эффект отраженного пламени), сушат и перед плавкой глазуруют бурой. Асбестовый тигелек выдерживает 3…4 плавки.
Однако все эти тигельки недолговечны, застывающая бура отслаивает глиняную обмазку, а кварцевый тигелек сразу после отливки резко охлаждают в воде, иначе, бура, остывая, разрывает поверхность кварца.
Слитки трехкомпонентных сплавов «золото — медь — серебро» при охлаждении ниже 450 °С сохраняют первоначальную кубическую гранецентрированную решетку и свойства твердого раствора, поэтому слитки необходимо подвергать резкому охлаждению. Это придает им мягкость и пластичность.
Для отливки слитков драгоценных металлов используют чугунные и стальные изложницы (смотри рис. Изложницы для отливки слитков сборные, для вертикальной отливки и горизонтальной отливки). Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по форме будущего слитка.
Нерабочая стенка изложницы делается выше, она служит экраном, направляющим расплав в паз. Размеры изложниц и толщина их стенок зависят от размеров слитка. Изложницы для горизонтальной отливки делают сплошными. Они могут иметь несколько ячеек.
Для вертикальной отливки изготовляют разъемные изложницы, с заливной воронкой с торца. Изложницы рекомендуется делать из серого гематитового чугуна с малым содержанием примесей серы и фосфора или низкосортных сталей (как правило, разъемные). Изложницы прокаливают до температуры 500…
550°С с технологическими смазками. Роль технологических смазок — обеспечить хорошее качество отливаемых слитков, т. е. хорошее растекание расплава по ячейке, препятствовать образованию раковин и наплывов и пригоранию расплава к стенкам изложницы.
В качестве смазок употребляют: льняное, конопляное, подсолнечное, веретенное и машинное масла, пчелиный воск и водную эмульсию молотого мела.
Перечисленные масла рекомендуются для отливки слитков из серебра, золота и припоев. Если смазку производят непосредственно перед отливкой, то перед использованием масло обязательно обезвоживают кипячением на водяной бане при ПО… 120 °С в течение 2 ч.
Смазку наносят тонким слоем на рабочую поверхность изложницы, подогретой до температуры не более 100 °С. Пчелиный воск — одна из лучших смазок. Используется в тех же случаях, что и масла. Наносится на рабочую поверхность изложницы, нагретой до 50…70°С.
Водная эмульсия молотого мела применяется при отливке высокотемпературных металлов и сплавов — золота, платины, палладия. После нанесения слоя эмульсии на рабочую поверхность изложницы, нагретой до 150…200°С, ее тщательно просушивают до полного удаления влаги.
Просушенную изложницу рекомендуется прокаливать при температуре 550°С, тогда изложница выдерживает более 100 заливок. Делают это заранее, так чтобы к моменту отливки изложница имела рабочую температуру 150…200°С.
Плавка и отливка металлов — один из наиболее опасных процессов, при котором несоблюдение безопасности труда может вызвать серьезные травмы. Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Вся плавильная оснастка должна быть заранее подготовлена и разложена на удобных для работы участках.
Плавку следует проводить в защитных очках и с предельной осторожностью. Загружать шихту в нагретый тигель нужно при помощи специального жестяного совочка, размеры которого позволяют безопасно провести операцию.
Помешивание расплава и снятие шлака осуществляют специальной графитовой или кварцевой мешалкой, длина которой обеспечивает удобство работы и надежную защиту рук от ожогов. Особой осторожности требует разлив металла в изложницы. Кроме того, что необходим навык, надо убедиться в правильности установки изложницы и степени смазки ее.
Лишняя смазка может вызвать разбрызгивание сплава. Плавильщик обязан работать в защитном фартуке из кожи, брезента или войлока. Выброс слитков из изложниц и охлаждение их производят в рукавицах.





