- Конструкционные особенности и принцип работы
- Виды станков
- Проблемы во время эксплуатации ленточнопильных станков и способы их решения
- Эксплуатация ленточнопильных станков
- Эксплуатация ленточных пил
- Подготовка металлического режущего полотна
- Регулировка натяжения
- Эксплуатация
- Смазывающая жидкость для лезвия
- Заточка металлического полотна
- Советы для мастеров
- Рекомендации на сайте ГК Практика: как пользоваться ленточной пилой по металлу
- Настройка ленточной пилы
- Натяжение ленточных пил по металлу — «Лентопил»
- Установка тензометра на полотно и контроль натяжения ленточнопильного полотна по металлу на станке.
- Как измерить натяжение пилы тензометром:
- Основы работы на ленточнопильном станке
- 1. Смазывающе-охлаждающая жидкость
- 2. Ленточное полотно
- 3. Подача
- 4. Закрепление заготовки
- 5. Настройка ленточнопильного станка
- Настройка ленточной пилы по металлу
- Настройка ленточнопильного станка
- Натяжение пилящего полотна
- Контроль за усилием натяжения
- Настройка и регулировка основных узлов
- Регулировка точности работы
- Правильный выбор смазочно-охлаждающей жидкости
- Пилящее полотно
Если мастер заметил плохое качество заготовок, произведенных с помощью ленточной пилы, то это может говорить о том, что присутствует неисправность агрегатов станка или самого режущего полотна. Советы мастерам о правильном обслуживании станков, помогут продлить срок эксплуатации оборудования.
Конструкционные особенности и принцип работы
Особых конструктивных особенностей ленточнопильные станки не имеют, их устройство весьма простое. Главным механизмом является ленточная пила, которая имеет вид узкой металлической полосы, натянутой между шкивами. В свою очередь, шкивы закрепляются к раме. Один из них играет роль привода, с помощью которого вращается ленточная пила, а из-за второго происходит ее натяжение.

Принцип работы станка простой:
- мастер помещает заготовку из металла или дерева между тисков;
- производит регулировку пилы с помощью винта натяжения;
- производит регулировку шкива привода;
- опускает подвижную направляющую;
- ленточная пила распиливает заготовки.
Процесс цикличный и не требует от мастера каждый раз производить регулировку тех или иных агрегатов.
Виды станков
Существует несколько видов станков:
-
Ручные. Мастер самостоятельно производит запуск станка и опускает раму для распила заготовки.
-
Полуавтоматические с гидроразгрузкой. Сам процесс обработки материала и резки происходит автоматически. Мастеру нужно только самостоятельно поднять раму.
-
Полуавтоматический. Может работать в разных режимах. Оператор может выполнять все операции вручную или запрограммировать весь процесс для автоматизированной работы.
-
Автоматический. Также предусмотрено несколько режимов работы: наладка и автомат. В первом случае, оператору нужно нажимать на соответствующие кнопки, чтобы пила начала обрабатывать заготовку. В режиме «автомат» весь цикл работы выполняется без вмешательства человека.

Проблемы во время эксплуатации ленточнопильных станков и способы их решения
При эксплуатации ленточных станков могут возникнуть проблемы. Они, как правило, связаны с износом агрегатов, неправильным выбором натяжения пилы или с отсутствием смазки на подвижных элементах.
Примеры наиболее распространённых проблем во время эксплуатации оборудования:
-
Пила начинает вибрировать, а также слышится нехарактерный звук. Проблема связана с износом шкивов, или мастер установил недостаточное натяжение для пилы. Рекомендуется обратиться в сервисный центр для замены элементов, а также проверить натяжение.
-
Проскальзывание пилы. Это связано с тем, что были неправильно выбраны зубья. Также подобная ситуация может произойти, тогда когда ведущий шкив слишком изношен. Это частая проблема ленточных станков.

-
Трещины. Трещины могут появиться из-за того, что было использовано слишком большое натяжение. Также подобное происходит тогда, когда при обработке металла скапливается стружка на направляющих, что ведет к повреждению.
-
Рывки. Здесь проблема возникает из-за того, что между зубьями скопилось большое количество стружки после обработки металла. Рекомендуется использовать такие пилы, которые имеют между зубьями широкий шаг.
-
Металлическое полотно быстро износилось. После приобретения нового полотна, желательно его использовать некоторое время на старом пропиле.
-
Пила уходит в сторону. Нужно выполнить регулировку направляющих станка. Провести осмотр на предмет выявления изношенных агрегатов. Также допускается увеличить натяжение, но не нужно переусердствовать.
-
Неровная резка. Мастера думают, что причиной неровной резки заготовок является дефект ленточных пил. Дело в неисправных направляющих. Нужно отрегулировать их.
-
Наблюдаются колебания. Колебания происходят из-за того, что было установлено недостаточное натяжение, требуется его отрегулировать.

-
Металлические фракции на полотне. Нужно внимательно осмотреть направляющие станка. Возможно, в них скопилась стружка. Требуется с помощью щетки аккуратно очистить зазоры и заново отрегулировать направляющие.
Эксплуатация ленточнопильных станков
Перед тем, как приступать к работе, мастеру нужно правильно подготовить ленточнопильный станок по металлу или дереву к работе:
-
Перед тем, как установить металлическое пильное полотно, нужно выполнить проверку пилы. Требуется осмотреть места спайки швов, заточку зубьев. Если наблюдается некачественная спайка швов или фракции металла, то следует приобрести новое полотно.
-
После того, как был произведен осмотр, нужно поместить полотно в шкивы. Производится натяжение путем перемещения шкива. Нужно подобрать оптимальную силу, чтобы пила не вибрировала.
-
После этого производится проверка симметричности шкивов. Также нужно убрать излишнюю смазку, опилки и стружку.

-
Также нужно выполнить регулировку нижних направляющих, чтобы заготовки могли свободно пройти через рабочую поверхность.
-
Мастеру требуется выполнить регулировку ролика опоры. Когда станок работает вхолостую, металлическая лента не должна касаться ролика.
Важно! Правильная эксплуатация оборудования поможет избежать проблем во время обработки заготовок. Ленточные пилы для станка нужно выбирать исходя из нагрузки.
После проведенного обслуживания, можно приступать к выполнению работ.
Эксплуатация ленточных пил
Ленточные пилы нужно правильно эксплуатировать. Это не только поможет увеличить их срок службы, но и сам станок будет работать лучше.
Подготовка металлического режущего полотна
Нередки случаи, когда ленточные пилы приходят в негодность сразу же после распила первой заготовки. Чтобы подобного не произошло, полотну нужно дать немного времени, чтобы оно приработалось.
Станок требуется запустить в холостом режиме и дать ему проработать так в течение 10-15 минут.
Первую заготовку требуется обрабатывать на небольшой скорости, и в течение 30 минут увеличивать обороты до рекомендуемых значений.

Регулировка натяжения
У ленточных пил есть одна особенность – хрупкие зубья. Поломка зубьев приведет к тому, что распил будет выполнен некачественно, или пила начнет проскальзывать. Индекс максимального и минимально натяжения можно посмотреть в руководстве пользователя. Главное, не использовать сильное натяжение, так не исключен быстрый разрыв режущего элемента.
Эксплуатация
При работе пилы нужно обращать внимание на следующие моменты:
-
Во время обработки заготовки не наблюдаются посторонние шумы и вибрация.
-
Зуб срезает стружку одинаковой толщины, при этом, мелких или более крупных фракций нет.
-
Если стружка слишком тонкая, оператору нужно увеличить режим резки.
-
Если стружка практически не вьется, то рекомендуется немного повысить скорость резки.
-
В том случае, если стружка отливает голубым цветом, то требуется уменьшить скорость резки. Так проявляется перегрев пилы, что в дальнейшем приведет к деформации металла и потере эксплуатационных свойств.
-
Если наблюдаются вибрации при распиле, нужно снизить скорость резки.
-
Если поверхность среза неровная, имеет фракции металла и задиры, то рекомендуется попробовать выбрать другой режим обработки.

Смазывающая жидкость для лезвия
Смазывающая жидкость необходима, чтобы минимизировать трение. Оно разрушает металл, полностью меняет его свойства, и полотно становиться непригодным для дальнейшей эксплуатации.
Важно! Некоторые мастера используют воду для улучшения скольжения лезвия, но это – заблуждение. Вода не является смазочным материалом. Если ее использовать, то полотно покроется ржавчиной. В свою очередь, зубья пилы будут затупляться.
Чтобы получить качественную смазывающую жидкость для лезвия, не обязательно использовать смолу. Можно смешать масло для бензопилы и немного дизельного топлива, далее с помощью пульверизатора нанести жидкость с каждой стороны лезвия.
Заточка металлического полотна
Заточка металлического полотна – это одно из правил правильного обслуживания ленточной пилы. Только заточка зубьев не будет достаточно эффективной, если дополнительно не выполнить разводку. Она необходима для того, чтобы снизить трение, ее можно выполнить тремя способами:
-
Классический способ. Поочередно нужно отвести зубья вправо и влево.

-
Волнистый способ. Зуб требуется немного отогнуть в сторону. При этом, каждый из них будет иметь разную величину отгиба.
Рекомендуется выполнять заточку только на профессиональном оборудовании. Для этого используются специальные станки. Они выполняют всю работу автоматически. Затачиваются не только зубья, но и впадины. Для заточки пилы в домашних условиях используется классическая гравера.
Советы для мастеров
Ленточные пилы выходят из строя из-за износа шкивов. Мастеру нужно периодически проверять их состояния и симметричность, а также производить регулировку. Рекомендуется убирать стружку из направляющих, так полотно будет отрезать заготовку ровно, а режущий элемент не уйдет в сторону.
Не стоит допускать, чтобы станок постоянно работал под нагрузкой, это ведет к разрыву металлического полотна. Поэтому нужно в течение 5-10 минут дать оборудованию проработать вхолостую. Также необходимо использовать качественную смазку для снижения силы трения. Для этого разводится смазывающая жидкость для бензопилы и немного дизельного топлива. Обработка лезвия производится с обеих сторон.

Дополнительно, мастеру нужно обращать внимание на следующие пункты:
-
Рекомендуется проверять натяжение ленты. Слишком сильное или слабое приведет разрыву полотна.
-
Ремни на шкивах должны быть без механических повреждений и свободно вращаться. Один раз в полгода рекомендована их замена, особенно, если лента находится под постоянной нагрузкой.
-
Пилы требуется затачивать, чтобы обеспечить их правильных ход и ровную резку заготовок.
-
Если мастер является оператором автоматического станка, то требуется проверять параметры работы ежедневно. Желательно записывать все выявленные дефекты в журнал, чтобы другие операторы могли отреагировать на неисправности оборудования.
-
Если для распила используется загрязненный материал, то это приводит к скорому выходу из строя режущего элемента. Поэтому заготовки нужно очищать перед проведением работ.
-
Один раз в 40 минут нужно осматривать впадины между зубьями, чтобы там не скопились опилки или стружка.

Правильное обслуживание ленточнопильных станков позволит продлить их срок эксплуатации. При этом, особого внимания заслуживает и режущее полотно.
Если у пилы затупились зубья или выполнено неправильное натяжение, то это может привести к трещинам на поверхности и разрывам. Не стоит забывать о заточке, если она грамотно выполнена, то срок службы полотна продлевается минимум на 50%.
Дополнительно требуется регулировать наклон ведомого шкива и направляющих, а также смазывать поверхность полотна, чтобы снизить силу трения.
Рекомендации на сайте ГК Практика: как пользоваться ленточной пилой по металлу
Просмотров: 570
Перед установкой ленточнопильного полотна на станок убедитесь, что зубья пилы направлены правильно, в соответствии с направлением движения полотна. Если зубья пилы по металлу направлены в сторону противоположную направлению движения полотна, выверните ее.
После установки пильного полотна убедитесь, что оно установлено правильно: зазор между спинкой полотна и фланцем шкива должен быть равномерным на обоих шкивах (1-2 мм), полотно должно находится в направляющих максимально глубоко, до контакта с верхним опорным подшипником, зазор между направляющими и полотном должен быть выбран (до контакта с полотном не затрудняющим его движение), натяжение полотна должно соответствовать рекомендуемому (250-280 Н/кв.мм).
Перед установкой ленточнопильного полотна на станок убедитесь, что зубья пилы направлены правильно, в соответствии с направлением движения полотна. Если зубья пилы по металлу направлены в сторону противоположную направлению движения полотна, выверните ее.
После установки пильного полотна убедитесь, что оно установлено правильно: зазор между спинкой полотна и фланцем шкива должен быть равномерным на обоих шкивах (1-2 мм), полотно должно находится в направляющих максимально глубоко, до контакта с верхним опорным подшипником, зазор между направляющими и полотном должен быть выбран (до контакта с полотном не затрудняющим его движение), натяжение полотна должно соответствовать рекомендуемому (250-280 Н/кв.мм).
Перед началом пиления: убедитесь, что выбранное полотно соответствует поставленной задаче: шаг зуба полотна должен соответствовать размеру заготовки, а тип полотна разрезаемому материалу.
Для достижения наилучших результатам предлагаем пользоваться нашими рекомендациями по выбору ленточнопильного полотна для решения Ваших задач.
Если полотно выбрано правильно, для достижения его максимальной жесткости в зоне реза, установите направляющие максимально близко к разрезаемой заготовке (насколько позволяет её размер и конструкция станка — не допускать контакта блока направляющих с подвижной губкой тисков), убедитесь, что заготовка надежно закреплена в тисках, СОЖ бесперебойно подается в зону резания и соответствует рекомендуемой концентрации (зависит от материала заготовки), щетка для удаления стружки в рабочем состоянии.
Для подбора режимов резания для каждой конкретной задачи также необходимо воспользоваться нашими рекомендациями: скорость полотна и производительность определяются и устанавливаются в зависимости от материала, формы и размеров заготовок, ресурс пилы напрямую зависит от выбора оптимальных параметров резки.
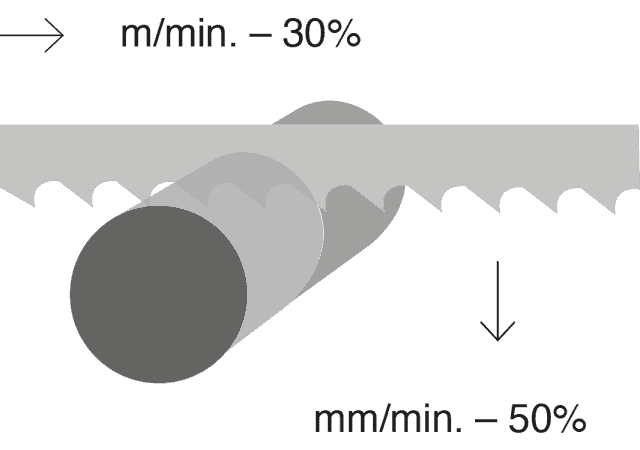 Во время пиления: При установке нового полотна необходимо провести его обкатку (приработку), для этого начните пиление со скоростью 70% и подачей 50% от рекомендуемых, при возникновении вибрации уменьшите скорость подачи, при этом необходимо следить за формированием стружки. По истечении 15-20 минут реального пиления постепенно, в несколько этапов увеличивайте скорость полотна, также постепенно доводите скорость подачи до нормальной — ориентируйтесь при этом на время одного реза, исходя из заданной производительности (кв.см/мин) и площади сечения заготовки (кв.см).
Во время пиления: При установке нового полотна необходимо провести его обкатку (приработку), для этого начните пиление со скоростью 70% и подачей 50% от рекомендуемых, при возникновении вибрации уменьшите скорость подачи, при этом необходимо следить за формированием стружки. По истечении 15-20 минут реального пиления постепенно, в несколько этапов увеличивайте скорость полотна, также постепенно доводите скорость подачи до нормальной — ориентируйтесь при этом на время одного реза, исходя из заданной производительности (кв.см/мин) и площади сечения заготовки (кв.см).
- Юридический адрес: 109202, г. Москва, ул. 1-я Фрезерная, д. 2/1, стр 6, этаж 2, пом IV, комн 1.
- Почтовый адрес: 109202, г. Москва, ул. 1-я Фрезерная, д. 2/1, стр 6, этаж 2, пом IV, комн 1.
Настройка ленточной пилы
Вот несколько советов — как это делать.
1 Выключите станок и снимите пильное полотно. Для этого ослабьте натяжение, отведите направляющий блок с подшипниками или сухарями и уберите, если необходимо, защитную планку. Снимите направляющие сухари, очистите и выровняйте, если требуется, их контактные поверхности.
2 Очистите шкивы. Независимо от эффективности работы системы удаления пыли, некоторое количество загрязнений всегда скапливается между резиновыми шинами и пильным полотном. Прижмите кусок наждачной бумаги № 100 к поверхности шины и, вращая шкив рукой, удалите налипшую грязь. Щеткой или пылесосом уберите пыль с внутренней части кожухов.
3 Установите пильное полотно и отрегулируйте его натяжение. Если полотно новое, сначала протрите его бумажной салфеткой,чтобы ликвидировать все следы масла. Хотя большинство станков имеют индикатор натяжения пильной ленты, мы предпочитаем оценивать степень ее натяжения рукой.
Поднимите верхний направляющий узел с установленными сухарями или подшипниками на высоту 150 мм над столом станка и пальцем нажмите на пильную ленту сбоку примерно в середине. Если она при умеренном нажиме прогибается больше, чем на 6 мм, следует усилить натяжение.
Некоторые настраивают пильное полотно, как гитарную струну, определяя степень натяжения на слух. Для этого, слегка подергивая пальцем ленту, словно струну, постепенно увеличивают натяжение до прекращения дребезжащих звуков и появления чистых тонов. Если звук снова стал глухим, значит, натяжение избыточно.
Следует ослаблять его до тех пор, пока полотно снова не зазвенит.
Добившись нужной степени натяжения полотна, поставьте метку где-нибудь на натягивающем механизме, тогда вы сможете быстро вернуть те же настройки, продолжая выполнение процедур по уходу за станком. (Кстати, когда вы не планируете использовать станок в течение нескольких дней, ослабляйте натяжение ленты. Это увеличит срок службы шкивов и их подшипников.)
5 Сначала добейтесь параллельности шкивов. Приложив правило, как описано в пункте 4, наклоняйте верхний шкив, пока ребро правила не будет касаться ободьев обоих колес (эта настройка обычно описывается в инструкции производителя). Удерживайте правило прижатым к верхнему шкиву и продолжайте изменять наклон до тех пор, пока зазор между правилом и вторым шкивом не станет параллельным.
6 Если сейчас правило не соприкасается с обоими шкивами в четырех точках, нужно сдвинуть один из шкивов вперед или назад на величину зазора. Эту настройку также следует делать по инструкции.
На некоторых станках для достижения копланарности требуется удалить или добавить шайбы-прокладки сзади шкива. Для этого годятся обычные шайбы, а можно сделать специальные прокладки из листового металла.
Если для установки шайб-прокладок требуется снять пильную ленту, завершив операцию, снова установите ее и натяните.
7 Теперь пора проверить ход пильного полотна. Если ранее вы все сделали правильно, потребуется лишь небольшая регулировка. Вращая верхний шкив рукой, наблюдайте, как движется пильная лента по шине.
Если она стремится к одному краю, чуть-чуть измените наклон шкива, чтобы заставить ее двигаться ровно. Не беспокойтесь о выравнивании ленты точно посередине шины — она сама определит линию и будет ее придерживаться.
Снова установите или закройте крышки кожухов.
9 Установите верхний направляющий узел так, чтобы передний край сухарей располагался чуть позади пазух (впадин между зубьями) пильной ленты. То же самое проделайте с нижним направляющим узлом. Вставьте измерительный щуп из банкноты (на этот раз не складывая ее) между пильной лентой и левым верхним сухарем.
Отрегулируйте положение сухаря так, чтобы он лишь слегка удерживал бумажку, не изгибая при этом ленту. Зафиксируйте его положение. Оставив банкноту слева, вставьте другой ее уголок между лентой и правым сухарем, придвинув его к банкноте и ленте (фото В).
Затем повторите процедуру с сухарями нижнего направляющего узла.
10 Установите на место стол. Поднимите верхний направляющий узел на максимальную высоту и с помощью чертежного угольника убедитесь, что стол установлен точно под прямым углом к пильному полотну (фото С). Если требуется, добейтесь перпендикулярности вращением регулировочного винта (обычно расположенного снизу). По материалам журнала «Wood-Мастер»
Натяжение ленточных пил по металлу — «Лентопил»


Одна из самых частых проблем, с которой сталкиваются все, кто использует ленточнопильные станки — это разрывы ленты. Это могут быть как разрывы по шву, так и разрывы по телу пилы.
И в том и другом случае речь идет о выходе из строя инструмента – пилы, которая не отрабатывает полный ресурс и снижает экономическую эффективность процесса.
Ниже разберем, как избежать разрывов, что такое натяжение пилы, каким прибором измеряется и как добиться высокой производительности.
Важнейшим параметром, напрямую влияющим на количество разрывов, является значение натяжения ленточной пилы. В основе её измерения лежит принцип, что при приложении усилия ленточная пил увеличивает свою длину прямо пропорционально приложенной нагрузке. Прибор, с помощью которого проводят данное измерение – тензометр.
Установка тензометра на полотно и контроль натяжения ленточнопильного полотна по металлу на станке.
- В зависимости от конструкции станка натяжение пилы может создаваться:
- — оператором вручную, при вращении специальной ручки/ колеса, которое разводит шкивы станка в разные стороны;
- — смешанным типом – оператор вращением ручки регулировки дотягивает до определенного значения, далее тянет гидравлическая система;
- — гидравлической системой станка, которая по нажатии кнопки изменяет положение шкивов друг относительно друга и давая натяжение.
- Установив тензометр и подав натяжение, необходимо следить чтобы пила в зависимости от ширины ее ленты достигла рекомендованных значений натяжения:
- 20 мм – 1500 кгS/cm2 ,
- 27мм – 1800 кгS/cm2 ,
- 34 мм – 2000 кгS/cm2 ,
- 41 мм – 2300 кгS/cm2 ,
- 54 мм – 2500 кгS/cm2 ,
- 67 мм – 2900 кгS/cm2 ,
- 80 мм – 3300 кгS/cm2.
При этих значениях под действием рекомендованного усилия натяжения пила работает в зоне упругой деформации. При сниженных значениях натяжения – пила неустойчива в зоне реза, пила не может проникать в материал с заданной скоростью подачи, возникают вибрации, отклонение от перпендикулярности реза и в итоге разрывы. Превышение рекомендуемых значений натяжений влечет переход работы пилы из зон упругой деформации в зону пластической деформации. Материал безвозвратно растягивается, пила не может выдержать режим резания и выходит из строя.
Как измерить натяжение пилы тензометром:
— установить ленточную пилу на ленточнопильный станок, так чтобы обеспечить правильное расположение пилы в направляющих подшипниках и твердосплавных направляющих, сидело и не сползало со шкивов. Важно чтобы был соблюден зазор между буртом шкива и спинкой полотна.
— разместить тензометр на участке полотна между подвижной и неподвижной стойкой. Ослабить винты фиксации ножек тензометра. Установить прибор на полотно и затянуть винт неподвижной ножки.
— Обеспечить зазор 1-3 мм между спинкой пилы и корпусом прибора.
— отклонить подвижную ножку примерно на треть ее хода и затянуть винт подвижной ножки. Проверить надежность фиксации прибора на полотне, затянуть еще раз оба винта.
— вращением шкалы совместить ноль шкалы измерения с положением стрелки
— Подать рабочее натяжение на пилу. Стрелка прибора начнет фиксировать значения натяжения. Довести до рекомендованных значений. Когда требуемое значение натяжение для данной ширины ленты достигнуто, нужно прекратить натяжение.
При повышенном натяжении на пиле быстро образуются микротрещины, а при недостаточном натяжении пила отклоняется от перпендикулярности реза, возможно возникновение заклинивания полотна в пропиле и выкрашивание зубьев. Для того, чтобы пила работала максимально долго, требуется следовать рекомендациям производителя ленточной пилы.
Основы работы на ленточнопильном станке
Если получаете плохое качество отрезаемых заготовок, то обратите внимание на эти ключевые факторы. 5 параметров для качественной резки на ленточнопильном станке, которые сделают качественный рез: смазывающе-охлаждающая жидкость, ленточное полотно, подача, закрепление заготовки, настройка ленточнопильного станка. Если Вы будете понимать все эти ключевые факторы, то всегда сможете достичь хорошей резки на ленточнопильном станке.
Со временем любой ленточнопильный станок будет изнашиваться, но слишком часто причины плохого реза могут быть прослежены до брака на заготовке или механических проблем станка, которые, возможно, были предотвращены регламентным техобслуживанием.
На современном ленточнопильном станке можно получать низкую величину шероховатости и ровные края на резе. И даже старый ленточнопильный станок, который правильно эксплуатировался, может достичь качества реза, приближенного к тому, что можно получить современном ленточнопильном станке.
Чтобы гарантировать получить качественный рез, нужно обратить внимание на эти пять ключевых факторов. К сожалению, многие операторы не полностью понимают их влияние.
1. Смазывающе-охлаждающая жидкость
Смазывающе-охлаждающая жидкость (СОЖ) смывает стружку из прорези и вместе с чистящей лезвие вращающейся щёткой гарантирует, чтобы никакая стружка не возвращалась в зону резания.
СОЖ также выполняет функцию теплопередачи, чтобы охладить заготовку и смазать полотно ленточной пилы для увеличения его стойкости.
Во многом, как и масло в автомобильном двигателе, СОЖ может ухудшаться со временем и должна быть заменена.
Для углеродистых сталей отношение воды к СОЖ должно быть 10 к 1 или 12 к 1 для низкоуглеродистой стали и 8 к 1 для высокоуглеродистой стали. Многие предполагают, что СОЖ не испаряется, и что все операторы или технический персонал должны добавляет больше воды.
Но со временем отношение СОЖ может подняться до величины 30 к 1. Это значительно уменьшает способность СОЖ к теплопередаче и может вызвать формирование трещин и зазубрин вдоль края заготовки.
Кроме того, когда концентрация СОЖ значительно уменьшена, то полотно ленточной пилы будет изнашиваться гораздо быстрее.
2. Ленточное полотно
Острое и хорошо смазанное ленточное полотно сделает качественный рез.
Поскольку режущая кромка зубаленточного полотна в процессе работы становится тупой, то выделяется больше тепла, и в какой-то момент это произведённое количество тепла может стать выше, чем способность СОЖ забрать это тепло из зоны резания, особенно если СОЖ уже старая или имеет неправильное соотношение с водой.
Удостоверьтесь, что шаг зуба ленточного полотна подобран правильно для отрезаемого материала. Использование слишком маленького шага зуба может привести к тому, что стружка будет забиваться в небольшие стружечные канавки ленточного полотна и препятствовать процессу резания, а также будет получаться шероховатая поверхность реза на заготовке.
Для большинства применений более крупный шаг зубьев ленточного полотна более эффективен и увеличивает производительность. Осмотрите получаемую стружку после резки. Она должна быть мелкой и завитой.
Если она не такая, то проверьте ленточное полотно и чистящую ленточное полотно щётку, чтобы удостовериться, что стружка не забивается в стружечные канавки. Голубая стружка — признак слишком большого выделения тепла. Удостоверьтесь, что подачи ленточной пилы выбрана верно для данной заготовки.
Даже небольшая корректировка этого параметра может значительно улучшить качество реза. Нужно проверить этот параметр в каталоге производителя ленточного полотна. Также проверьте направляющие ленточной пилы, включая расположение и точность вставок и роликов.
Убедитесь, что направляющие ролики могут свободно вращаться. Заклинивший или повреждённый ролик может зажать ленточное полотно.
3. Подача
Величина подачи (и давления) выбирается в зависимости от толщины, формы и типа отрезаемого материала.
Если при резке на ленточнопильном станке используется автоматическая подача для нового острого ленточного полотна, то она должна периодически меняться и контролироваться, чтобы принять во внимание постепенный износ и затупление зубьев ленточного полотна, что приведёт к плохому качеству реза на заготовке.
Заусенцы и неровности на краю отрезаемой заготовки обычно указывают, что металл стал слишком горячим. Это происходит, когда обе стороны заготовки не полностью закреплены, и ленточное полотно пилы находится почти у основания реза. Если у ленточнопильного станка есть руководство, то оператор должен знать о величине подачи и уметь её регулировать.
4. Закрепление заготовки
Проверьте, что заготовка, надёжно зажатая с обеих сторон, неспособна переместиться во время процесса резки. Если на станке можно регулировать усилие зажима, то используйте максимальное усилие зажима для стабильного давления, но без искажения геометрии заготовки. Общие вибрации происходят, когда отрезаемая сторона заготовки неправильно зажата.
Когда ленточное полотно приближается к концу реза, масса отрезаемой заготовки может вытягивать или немного перемещать общую заготовку из зажима. Если происходит резка прямоугольной заготовки, то её нужно разместить вертикально, а не по большей плоскости.
Это уменьшает площадь контакта ленточного полотна с заготовкой, приводящее к более эффективной отрезке и меньшей шероховатости отрезаемой поверхности. Для лучшей устойчивости ленточного полотна в вертикальном положении направляющие должны быть максимально близко расположены к заготовке.
Если расстояние слишком большое, то ленточное полотно может “блуждать” при резке, особенно со слишком большой подачей. У современных моделей ленточнопильных станков есть твердосплавных направляющие в дополнение к роликам, чтобы помочь сохранять лезвие в точном вертикальном положении.
5. Настройка ленточнопильного станка
Все подвижные части ленточнопильного станка должны быть хорошо смазаны, тогда все скользящие направляющие будут работать без дополнительного сопротивления. Это гарантирует сохранение линейного размера при повторяющихся резах. Фитинги смазывают высококачественной пастой, а другие машинные поверхности — общим промышленным смазочным маслом.
Проверьте подшипники на колёсах, чтобы удостовериться его прилеганию к плоскости ленточного полотна. Изношенный подшипник может заставить немного повернуться ленточное полотно, создав скошенное движение реза. В зависимости от конструкции ленточнопильного станка Вам, возможно, придётся заменить всю сборку колёс.
Обязательно следуйте рекомендациям и техническим требованиям производителя. Осмотрите чистящую лезвие щётку, чтобы гарантировать, что она достаточно контактирует с ленточным полотном. Если металлические щетины стёрлись, рассмотрите замену на щётку с нейлоновой щетинной кистью.
Нейлоновые щётки не изнашиваются так быстро, потому что щетины гибки, они могут прослужить дольше.
Кривой рез может быть признаком вибрации и увода ленточного полотна. Если ленточнопильный станок старый, то проверьте износ привода. Стёртый привод может вызвать вибрацию в системе зажима, которая может быть передана к ленточному полотну. Это производит к волнистому резу.
Обычно привод не может быть заменён, или стоимость его ремонта почти равняется стоимости нового ленточнопильного станка. Если пришла пора заменить его, то лучше выберите новый высококачественный ленточнопильный станок. Не позволяйте цене быть Вашим единственным параметром при таком выборе.
Если привод Вашего ленточнопильного станка все ещё работает, то Вы должны бросить серьёзный взгляд на то, как Вы обслуживаете машину. В большинстве случаев кривой рез может привести к неисправимому браку. В других случаях Вы должны будете провести полный контроль.
Действительно ли ленточное полотно увело? Действительно ли натяжение ленточного полотна слишком слабое? В итоге, понимая все эти перечисленные выше пять ключевых факторов, Вы обязательно будете достигать качественного реза каждый раз.
Дополнительную техническую информацию можно прочитать в разделе «Статьи».
Настройка ленточной пилы по металлу
Верно выполненная настройка ленточной пилы по металлу увеличит стойкость режущего инструмента во время непрерывной работы.
В ленточном пилении стойкость ленточного полотна (пилы) оценивается по общему количеству отрезанного материала (м²), но чаще всего – по количеству материала на один метр погонный полотна пилы (м²/м пог.
), а также по количеству отрезанных заготовок (шт.; резов).
Как правило, неправильные настройки ленточнопильного станка и полотна в частности являются основными причинами выхода ленточных пил из строя является, среди которых:
- разрушение зубьев пилы на участке полотна длиной более 100 мм;
- разрыв полотна пилы в любом месте;
- отклонение от прямолинейности пропила («увод») вследствие износа режущих кромок зубьев;
- износ или смятие спинки полотна пилы.
Предприятия оправданно стараются минимизировать финансовые расходы на обеспечение производства, это относится и к покупному режущему инструменту. В связи с этим к ленточным пилам предъявляется такое требование как максимально возможный срок службы при минимальных финансовых затратах.
Одна же из задач технических специалистов и обслуживающего персонала – обеспечить выполнение и соблюдение всех необходимых требований, чтобы это условие выполнялось, то есть обеспечить максимально возможный срок службы полотна ленточнопильного станка и при этом сохранить требуемую производительность и технологию.
Именно для достижения этой цели необходима точная настройка ленточной пилы по металлу.
Настройки ленточных пил с целью повышения их стойкости, в значительной мере зависит от совокупности следующих факторов.
При подготовке к работе ленточнопильного станка важным является точность выбора параметров режимов резания: скорости резания (м/мин) и производительности (см²/мин).
Тут следует учитывать, что для каждой группы материалов и типоразмеров заготовок в справочных данных каждого производителя ленточных полотен существуют рекомендованные настройки диапазона режимов резания.
Принимая минимальные значения диапазона, получаем наибольшую стойкость полотна пилы, но низкую производительность, и наоборот, если настройка ленточной пилы по металлу предполагает максимальные режимы резания, то на выходе получим высокую производительность, но меньшую стойкость инструмента.
Например, для биметаллических пил Eberle, при пилении круглой заготовки Ø 100 мм из стали 45, рекомендуются следующие настройки режимов резания:
- скорость резания: V = 65 — 75 м/мин;
- производительность: Q = 41 — 67 см²/мин.
Для обеспечения наибольшей стойкости пилы принимаем меньшие значения диапазона: V = 65 м/мин; Q = 41 см²/мин. (время реза составит 1,9 минут). Для повышения производительности пиления – используем высшее значение: V = 75 м/мин; Q = 67 см²/мин (время реза составит 1,2 минуты).
Правильность выбора параметров ленточного полотна (типоразмеров, материала, марки, формы зуба, шага зубьев) в зависимости от формы и материала отрезаемых заготовок также имеет большое значение при подготовке станка к работе и настройках ленточной пилы.
Шаг зубьев полотна пилы обязательно должен соответствовать габаритам заготовки (пакета заготовок), а форма зубьев пилы – марке обрабатываемого материала.
Например, для металлов, образующих короткую стружку, хрупких материалов из высокоуглеродистых, инструментальных сталей и чугунов, тонкостенных профилей следует применять пилы со стандартным зубом «N», у которого передний угол 0°, а для сплошных вязких материалов, дающих удлиненную стружку, железонесодержащих металлов и сплавов следует применять пилы, имеющие положительный передний угол 12-15°, так называемый зуб-крючок «CS». Это связано с тем, что данные материалы склонны к образованию наклепа.
Для пиления труднообрабатываемых, жаропрочных, нержавеющих, титановых и никелевых сплавов целесообразно применять твердосплавные ленточные пилы (с твердосплавными напайными пластинами на зубьях). Это позволит увеличить стойкость и производительность как минимум в 3-5 раз.
Марка материала и форма обрабатываемых заготовок, а также качество материала заготовок вносит свои коррективы при подготовке оборудования к работе.
При настройке биметаллической ленточной пилы по металлу к пилению труднообрабатываемых металлов и сплавов нужно быть готовым, что стойкость пил может снижаться в несколько раз, либо инструмент практически сразу выйдет из строя. В этом случае целесообразно применять твердосплавные пилы.
Кроме того, значительно снижает ресурс инструмента наличие в структуре заготовки песка, раковин, неоднородной твердости, а также наличие на поверхности заготовок окалины.
При пилении пакетов заготовок необходимо следить за надежностью его крепления в зажимном устройстве станка, поскольку проворачивание хотя бы одной заготовки в пакете приводит к выкрашиванию режущих кромок зубьев пилы и преждевременному выходу ее из строя.
При разрезании тонкостенных труб и профилей на режущие кромки зубьев действуют неравномерные и ударные нагрузки из-за того, что первоначально режется сплошная часть заготовки (например, у трубы), а затем зона резания смещается на тонкие стенки.
Из-за этого происходит увеличение вибрационной составляющей резания и, как следствие, – микроскалывание режущих кромок зубьев. В связи с этим наблюдается падение ожидаемой стойкости инструмента до 50-60%.
Всё это необходимо учитывать при выполнении настроек ленточной пилы.
Конструктивные особенности ленточнопильного оборудования имеют большое значение при проведении настроек ленточной пилы для работы.
Для основных серийных производств требуются промышленные высокопроизводительные станки с жесткой двухколонной конструкцией и наличием устройств обратной связи.
Для небольших и вспомогательных производств подойдут упрощенные двухстоечные станки или станки с консольным расположением пильной рамы.
Ширина полотна – важный фактор увеличения возможностей ленточного пиления, повышения стойкости, производительности и мощности (режущей способности).
Техническое состояние ленточнопильного станка и его отдельных узлов (узла натяжения, шкивов и подшипников, твердосплавных и роликовых направляющих, равномерности и плавности опускания пильной рамы) имеют большое значение при настройках ленточной пилы по металлу.
Необходимо периодически контролировать и проверять усилие натяжения ленточного полотна с помощью тензометра. В зависимости от ширины полотна оно должно быть в пределах 140 — 300 Н/мм² (1400 — 3000 кгс/см²).
Для полотен размером 13х0,65 и 20х0,9 — 1400 — 2000 кгс/см²; для полотен размером 27х0,9 и 34х1,1 — 1800 — 2500 кгс/см²; и для полотен размером 41х1,3 — 80х1,6 — 2100 — 3000 кгс/см².
Это предотвратит преждевременный выход пилы из строя.
- Шкивы должны находиться в одной плоскости параллельно друг другу, не иметь биения и регулярно очищаться от стружки.
- Зазор между твердосплавными направляющими пластинами и полотном пилы должен быть отрегулирован согласно паспортным данным станка.
- Пильная рама должна быть жестко закреплена на станине и плавно перемещаться по направляющим станка без рывков и «провалов».
- Настройка и контроль вышеназванных параметров продлит работу оборудования и ленточного полотна.
Качество и концентрация применяемой смазочно-охлаждающей жидкости (СОЖ) в значительной степени влияет на ресурс ленточной пилы.
СОЖ должна иметь ту концентрацию, которая рекомендована для обрабатываемой марки материала.
Это должна быть качественная синтетическая или полусинтетическая водорастворимая эмульсия на масляной основе, которую необходимо менять 1-2 раза в год, а также производить промывку всей системы ее подачи.
При настройке ленточной пилы по металлу к работе необходимо обеспечить обильную подачу СОЖ в зону резания. Применение некачественной СОЖ может снижать стойкость полотна пилы на 10-20%.
Качество приработки нового ленточного полотна важное условие правильно выполненных настроек перед работой.
Новая ленточная пила имеет сверхострые режущие кромки с минимальными радиусами при вершине, которые очень легко и быстро скалываются, что приводит к быстрому выходу из строя ленточного полотна. Поэтому для увеличения срока службы пилу необходимо приработать, т.е.
произвести пиление материала на сниженных режимах резания: подачу следует снизить на 50%, а скорость резания на 10-20% от рекомендуемых для данной заготовки.
- При настройке биметаллической ленточной пилы по металлу на таких режимах резания следует отрезать примерно 300–500 см², твердосплавными пилами 1500–3000см² материала, после чего следует плавно увеличить режимы резания до рекомендуемых.
- Опытным путем в ходе многочисленных исследований и испытаний установлено, что если все вышеперечисленные настройки выполняются, то ориентировочную теоретическую стойкость биметаллических ленточных пил Eberle шириной 20-41 мм (наиболее распространенные), при работе на жестких двухколонных станках при пилении углеродистых конструкционных и низколегированных сталей, можно рассчитать так: принимается 1,5–3,0 м² материала на погонный метр полотна пилы.
- При использовании недорогих и нежестких моделей станков консольного типа вышеуказанные параметры расчета теоретической стойкости следует уменьшать на 25-50%.
При пилении углеродистых конструкционных и легированных сталей твердосплавными пилами стойкость, как и производительность, возрастает в среднем в 2-3 раза. На это необходимо обращать особое внимание, так как стоимость такого инструмента в среднем в 3-4 раза выше по сравнению с биметаллическими пилами.
Что же касается труднообрабатываемых, жаропрочных, коррозионностойких, титановых и никелевых сплавов, то теоретическая стойкость рассчитывается как 0,2-0,5 м² материала на 1 м. пог. ленточного полотна.
Настройка ленточнопильного станка
Ленточный пильный станок, как и любое сложное техническое оборудование, с течением времени изнашивается. Постепенно ослабляются ремни передач, затупляются пилы и т.д. Износ станка приводит к ухудшению качества выпускаемой продукции, что снижает производительность предприятия в целом, так как срезы полученных заготовок приходится дополнительно обрабатывать.
Срок эксплуатации станка зависит в основном от того, как соблюдаются правила работы и как своевременно проводится регламентное обслуживание. Если за агрегатом не ухаживать, он может не отработать даже положенное ему время.
И наоборот, если станок содержать в порядке, вовремя проводить профилактические и ремонтные работы, то долговечность оборудования возрастет в разы.
В этой статье мы уделим внимание правилам эксплуатации и обслуживания ленточных станков для обработки металла.
Натяжение пилящего полотна
Усилие натяжения пилящей ленты — это один из основных факторов, от которого зависит качество выпускаемой продукции. С течением времени по мере эксплуатации это усилие уменьшается. Из-за этого полотно начинает ходить «волной». В итоге срез изделия получается неровным, приходится дополнительно обрабатывать его вручную.
Для избежания таких ситуаций необходимо периодически проверять усилие натяжения пилы, и если необходимо — натягивать. Примерное натяжение должно быть 270-300 МПа. Именно при таком усилии полотно имеет такую жесткость, которая требуется для качественной работы.
Однако, если станок не профессиональный, то на нем, как правило, отсутствует специальный механизм для натяжения полотна. Регулировать приходится вручную с помощью винта.
При этом обычно винт не справляется с таким усилием натяжения, поэтому наибольший показатель — до 250 МПа.
Контроль за усилием натяжения
Возникает вопрос, как при визуальном осмотре сразу понять, что пришло время подтянуть полотно. Это довольно важный момент, так как не стоит дожидаться, пока пила ослабнет настолько, что начнет портить качество продукции.
Для проверки натяжения оборудование часто оснащается специальным датчиком в виде стрелки, который контролирует натяжение Если такого устройства на станке нет, то нужно использовать тензометр. Этот прибор позволяет измерить напряжение ленточной пилы.
Необходимо еще при наладке измерить напряжение и сделать отметку на регулировочном винте. Если отметка смещается — значит натяжение ослабло, пора подтянуть ленту.
Настройка и регулировка основных узлов
Кроме непосредственно пилящего полотна важными узлами являются шкивы агрегата. У ленточного станка есть приводной и ведомый шкивы. Чтобы станок прослужил длительное время, важно обращать внимание на их расположение. При правильном расположении они должны находиться в одной плоскости. Если шкивы расположены неправильно, то пилящее полотно очень скоро придет в негодность.
Большинство станков имеют узел регулировки шкива в виде плоскости, на которой установлены натягивающий механизм, подшипник и винты. Настраивать шкив совсем несложно — нужно выставить его в таком положении, чтобы три точки были на одной плоскости.
Регулировка точности работы
Одно из главных достоинств такого оборудования — высокая точность работы, минимальное количество отходов. Однако, если не соблюдать некоторые правила или неверно настроить станок, то точность работы будет очень низкой.
Точность работы регулируется при помощи стабилизаторов (направляющих). Между ними фиксируется участок детали, который предстоит распилить. Дорогостоящие профессиональные станки имеют автоматические стабилизаторы, они сами фиксируют деталь. Модели попроще подразумевает выставление стабилизатора вручную.
Необходимо регулярно проверять все подвижные детали и узлы станка, вкладыши и подшипники. Если они разрушаются или изнашиваются, точность работы станка сразу упадет.
Правильный выбор смазочно-охлаждающей жидкости
Смазка выполняет важную функцию — снижает трение при работе, вследствие чего заготовка распиливается быстро и точно, без заусениц и прочих дефектов. Лучше всего для ленточнопильных станков подходят жидкости, содержащие масло.
Оно предохраняет станок от коррозии. При смене марки жидкости проверяйте, совмещается ли новая смазка со старой.
Если не совмещается, нужно удалить старую жидкость и промыть резервуар, в который она заливается, иначе смесь смазок свернется и забьет важные системы станка.
Пилящее полотно
Производительность зависит не только от режима эксплуатации, но и от правильного выбора полотна. Форма и частота зубьев пилы должна подходить к материалу и типу распиливаемой заготовки. Главный принцип — в распиливании должны участвовать сразу не меньше 4 зубьев, но не больше 12. Если планируется обрабатывать различные типы изделий, придется купить несколько разных полотен.
Грамотное и своевременное обслуживание станка, а также соблюдение правил эксплуатации гарантируют качество выпускаемой продукции и долговечность агрегата. Строго выполняйте все указания, прописанные в инструкции и ваш станок надежно прослужит длительное время без поломок и сбоев.





