- 5 способов нагартовки (пластической деформации металлов)
- Нагартовка или наклёп?
- Что такое пластическая деформация?
- Что происходит внутри металла при пластической деформации?
- Пример из жизни
- Почему упрочняются верхние слои?
- Виды нагартовки металла
- Какими же бывают виды холодной обработки металла давлением, запускающие процесс нагартовки в металле?
- Холодная ковка
- Холодная прокатка
- Холодное прессование или штамповка
- Холодное волочение
- Редуцирование
- Наклеп и нагартовка
- Описание процесса
- Виды наклепа
- Оборудование для наклепа
- Применение
- Технология наклепа и нагартовки металла
- Суть и назначение наклепа и нагартовки
- В каких случаях используют наклеп, а когда нагартовку
- Виды наклепа
- Перенаклеп
- Разупрочнение
- Используемое оборудование
- Наклеп и нагартовка: особенности и отличия видов упрочнения металла
- Сущность наклепа и нагартовки
- Типы наклепа
- Нагартовка и оборудование для нее
Наклеп является одним из видов упрочнения металлов и их сплавов путем пластической деформации, проходящей при температуре, которая ниже температуры рекристаллизации. Осуществляется этот процесс через изменение структуры материала и фазового состава.
Явление наклепа сопровождается дефектами кристаллической решетки, выходящими на поверхность образца.
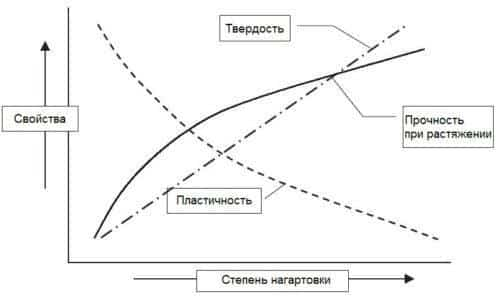
В результате увеличиваются твердость и прочность, но при этом снижаются такие характеристики, как ударная вязкость, пластичность и сопротивляемость материала деформации противоположного знака, также снижается и его устойчивость к коррозии.
У ферромагнитных же металлов, например у железа, возрастает коэрцитивная сила, а магнитная проницаемость, напротив, становится меньше.
Остаточная индукция при небольших степенях деформации падает, но если этот параметр увеличить, то она резко возрастет.
Кроме того, более пластичные материалы создают большее трение, наклеп деформируемого металла упрочняет его и, соответственно, данный показатель становится ниже.
Что же насчет нагартовки, так она, по сути, является тем же наклепом. Просто последний может быть полезным либо вредным (неумышленным).
Например, в результате резанья происходит интенсивный наклеп, металл упрочняется и становится более хрупким, хотя мы не хотели такого результата. В общем, все произошло само собой, без нашего желания и потребности.
А вот нагартовка – это осознанное упрочнение, когда хотят добиться такого эффекта.
Данное упрочнение бывает двух видов.
В случае если в металле произошли фазовые изменения, в результате чего образовались новые фазы, имеющие иной удельный объем, то такой процесс будет, соответственно, называться фазовым наклепом.
А когда изменения кристаллической решетки произошли в результате воздействия каких-то внешних сил, то это будет деформационный. Он, в свою очередь, делится на центробежно-шариковый и дробометный наклеп.
Так, при первом на обрабатываемую поверхность воздействуют шарики, которые располагаются на периферии обода и затем отбрасываются вглубь гнезда.
Дробеструйное (дробометное) упрочнение достигается посредством кинетической энергии быстрого потока (его скорость достигает 70 м/с) круглой дроби диаметром в пределах от 0,4 до 2 миллиметров.
Часто для этой цели используют чугунные, керамические, стальные элементы.
Разберемся в физике этого процесса. Если на металл производить некую нагрузку, которая будет превышать предел текучести, то при этом возникнут напряжения, а после снятия давления материал будет деформирован.
В случае же повторного «нагружения» способность данного изделия к пластическим деформациям снизится, и его предел текучести повысится до значения возникших ранее напряжений. Материал, очевидно, станет прочнее.
И тогда чтобы опять вызвать очередное изменение формы с остаточным изгибом, необходимо будет прикладывать более высокую нагрузку.
Вообще, пластическая деформация является следствием перемещения дислокаций. И пара движущихся дефектных линий в кристаллической решетке способна породить сотни новых, результатом этого является повышение предела текучести. Но такое явление значительно отражается на строении металла.
Его решетка искажается, а беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации. И чем последняя окажется больше, тем заметнее будет увеличиваться степень структурированности, другими словами, все зерна станут ориентированы одинаково.
При этом мнение, будто зерна измельчаются, весьма ошибочно, они только лишь деформируются, сплющиваются, но сохраняют площадь поперечного сечения.
Таким образом, наклеп металла представляет собой физический процесс, в результате которого изменяется кристаллическая структура материала, и металл становится более прочным, твердым, но в то же время и хрупким.
Данный способ упрочнения нашел свое применение в том случае, когда необходимо повысить устойчивость деталей к растрескиванию, а также предотвратить усталость материала. Он часто используется в таких областях, как автомобиле- и авиастроение, в нефтяной и строительной индустриях.
Немаловажным в этом вопросе является и качество оборудования, с помощью которого производят наклеп металла. Сегодня выбор установок довольно велик, причем они могут быть как общего назначения, так и созданные для какого-то конкретного ассортимента, например болтов, пружин и т. д.
При этом независимо от размеров и вида обработки, процесс полностью автоматизирован, каждая установка позволяет регулировать как количество дроби, так и скорость, с которой она подается.
Как говорилось выше, данное явление может быть желаемым и наоборот.
Желательное (полезное) – его называют нагартовкой – в основном применяют, когда нет возможности упрочнить металл путем термической обработки, также тогда находят свое применение операции, осуществляемые путем холодного деформирования.
Это накатка, волочение, холодная прокатка, дробеструйная обработка и т. д. В основном нагартовке подвергаются медь, некоторые алюминиевые сплавы и сталь с содержанием углерода менее 0,25 %.
Что же насчет вредного наклепа, так здесь тоже все понятно, он возникает как бы сам собой и является нежелательным результатом какого-либо механического воздействия.
Таким образом, проводить дальнейшую обработку металла зачастую становится невозможно, потому что можно повредить как инструмент, так и само изделие.
Еще одним поводом для нежелательного упрочнения может служить нагрузка, повторявшаяся несколько раз, и в каждом случае было превышение предела текучести материала. Вследствие чего металл может быть подвержен полному разрушению.
В случае, когда необходимо вернуть образцу первоначальные свойства, производят снятие наклепа.
Осуществляется данная процедура путем нагревания металла, так как тогда движение атомов становится более интенсивным, что способствует протеканию процессов, которые возвращают его в более устойчивое состояние.
При этом следует иметь в виду, если нагрев относительно невысокий, тогда происходит возврат (снятие микронапряжений второго рода и частичного искажения кристаллической решетки).
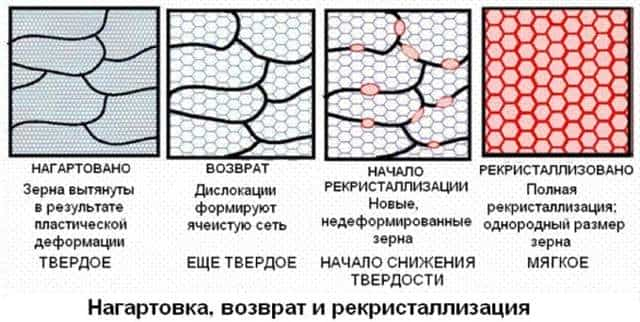
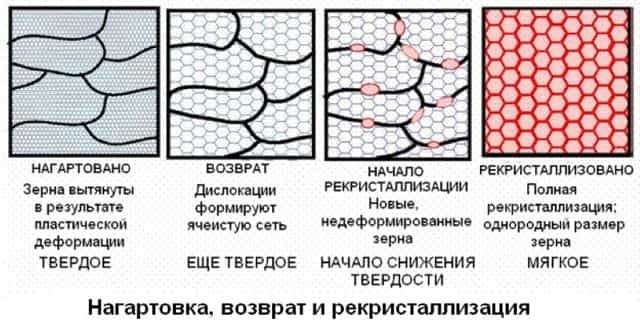
Но если температуру и дальше увеличивать, тогда атомы становятся все более и более подвижными, в результате чего появляются новые равноосные зерна. Данное явление носит название рекристаллизационный отжиг.
Этот процесс является по своей сути диффузионным, первыми возникают зародыши новых зерен в местах, где плотность дислокаций повышена и сосредоточены наибольшие искажения кристаллической решетки. Далее же происходит рост очагов в результате перехода атомов от проблемных участков.
В конце концов деформированные зерна исчезают полностью, а металл состоит из новых, равноосных. Так становится видно, что наклеп и рекристаллизация являются противоположными процессами.
5 способов нагартовки (пластической деформации металлов)
Услышав слово «нагартовка», большинство пожмёт плечами. Бывшие студенты металлургических и машиностроительных учебных заведений наморщат лоб, пытаясь что-то вспомнить. Лишь единицы смогут объяснить суть явления. Расскажем об этом сложном термине, пришедшем к нам из материаловедения металлов.
Нагартовка или наклёп?
Часто нагартовку путают с наклёпом. Наклёп — более широкое понятие. Это все виды пластической деформации металлов, возникающие при наружном механическом воздействии.
Наклёп может быть полезным и вредным. Полезный наклёп создаётся специально и называется «нагартовка» (от немецкого слова hart — твёрдый).
Вредный наклёп образуется не специально и требует последующей термической обработки металла.
Что такое пластическая деформация?
Деформация — это изменение формы и размеров предмета. Она бывает упругой и неупругой. При упругой деформации размеры тела не меняются или восстанавливаются, при неупругой меняются.
Неупругая деформация возникает, например, в алюминиевой заклёпке при ударах по ней металлическим молотком для формирования второй шляпки. Под ударом молотка алюминий на мгновение становится пластичным в месте удара и меняет свою форму.
Поэтому неупругую деформацию металлов ещё называют пластической.
Что происходит внутри металла при пластической деформации?
Любой металл имеет кристаллическую пространственную решётку, в узлах которой находятся атомы.
Чистые металлы без примесей имеют правильную прямоугольную решётку, в которой расстояния между атомами равны. Освободить металл от примесей при плавке сложно и на 100% невозможно.
После плавки металл начинает остывать. Внутри него происходят сложные физико-химические процессы и формируется монолитный кристалл.
Примеси в виде атомов чужих металлов и неметаллов вклиниваются в структуру кристалла и мешают его правильному росту. Вот поэтому в любом металле после расплава при остывании образуются зёрна разной величины и формы.
Внутри каждого зерна находится чистый металл с правильной решёткой. Примеси располагаются на границах зёрен. Связи между атомами металла в кристалле очень сильны.
Но при пластичной деформации строгая прямоугольная решётка кристалла меняет свою форму, она сминается.
Пример из жизни
Если взять кусочек пластилина и немного покатать его между ладоней, можно получить некое подобие металлического зерна. Ударив несильно ладонью по окатышу, получим овальный блинчик. Приблизительно такую форму принимают зёрна металла после пластической деформации. Но не все зёрна становятся «блинчиками». Пластическая деформация сминает зёрна только в верхних слоях металла, упрочняя его.
Почему упрочняются верхние слои?
Для наглядности нужно опять обратиться к пластилину. Сделаем много окатышей и положим их ненадолго в морозилку. Из несильно замороженных кусочков слепим кучу. Ударим ладонью по этой куче. Что произошло? В месте удара образовались знакомые нам «блинчики». В глубине кучи окатыши тоже немного помялись. Чем глубже, тем меньше было сминания.
А теперь попробуем отрывать окатыши пластилина от кучи. С обратной от удара стороны это получается легко. Но чем ближе к месту удара, тем тяжелее это делать. Почему? Зёрна в глубине металла имеют определённую площадь соприкосновения друг с другом.
В месте удара площадь соприкосновения увеличивается из-за увеличения внешней поверхности смятого зерна. При увеличении площади соприкосновения «родные» атомы металла соседних зёрен образуют между собой дополнительные связи. «Блинчики» крепче связаны между собой, чем простые «окатыши».
Вот и весь секрет уплотнения и упрочнения верхних слоёв металла после пластической деформации!
Виды нагартовки металла
Нагартовка — это полезный процесс, при котором уплотняются верхние слои металла. Такой уровень упрочнения не приводит к появлению трещин и разрушению верхних слоёв. Снаружи металла появляется «корка», которая защищает деталь при эксплуатации. После нагартовки не нужна последующая механическая обработка металла.
В отличие от нагартовки вредный наклёп требует снятия возникших в верхних слоях напряжений. Металлу устраивают «баню», нагревая поверхность до величины в 40–60% от температуры плавления. При остывании происходит рекристаллизация, восстанавливается обычная структура зёрен, напряжений больше нет и можно проводить дальнейшую механическую обработку деталей, не ломая инструмент.
Полезный наклёп (нагартовка) и вредный наклёп возникают в результате пластической деформации верхних слоёв металла только в результате холодной обработки давлением. «Холодный» – подразумевает температуру окружающего воздуха. Справочники говорят нам о допустимой верхней температуре — не больше температуры «рекристаллизации».
Важной особенностью пластической деформации является отсутствие разрушения. Пластичность оценивается величиной относительного удлинения стандартного образца при разрыве. Эта величина составляет 10–50%. К сплавам, обладающим высокой пластичностью, относятся низкоуглеродистые стали (содержание углерода 0,25%), сплавы алюминия, меди (латуни), многие легированные стали.
Какими же бывают виды холодной обработки металла давлением, запускающие процесс нагартовки в металле?
Их всего пять:
- Ковка.
- Прокатка.
- Прессование или штамповка.
- Волочение.
- Редуцирование.
Холодная ковка
Оборудованием служат пневматические молоты при весе заготовок от 0,3 до 20 кг, паровоздушные молоты для заготовок 20–350 кг, гидравлические прессы для обработки деталей весом до 200 тонн.
Холодную ковку включают в технологию обработки, если нужно:
- расплющить деталь — уменьшить высоту, увеличив поперечное сечение (осадка);
- увеличить длину поковки за счёт уменьшения поперечного сечения (протяжка);
- получить глухое или сквозное отверстие (прошивка);
- изогнуть ось заготовки, при этом радиус изгиба не должен вызывать складки на внутренней и трещины на внешней стороне изделия (гибка);
- увеличить ширину заготовки за счёт уменьшения её толщины (разгонка).
Холодная прокатка
Это самый распространённый способ нагартовки. Так получают длинные заготовки — трубы, рельсы, профили строительных конструкций. Прокаткой получают листовой металл, используемый в машиностроении. Примером холодной прокатки может служить алюминиевая фольга толщиной до 0,001 мм, получаемая из чистого алюминия.
Холодное прессование или штамповка
Есть два вида — объёмная и листовая штамповка.
При объёмной штамповке можно делать:
- выдавливание заготовки;
- высадку;
- формовку.
Выдавливание производят на прессах в штампах, имеющих пуансон и матрицу. Исходной заготовкой служит пруток или лист. Если делают прямое выдавливание, то получают болты и клапаны. Обратным выдавливанием изготавливают полые детали. При боковом выдавливании производят различные тройники и крестовины. В сложном изделии, выдавливание делают комбинированным.

Только этот вид штамповки позволяет получить максимальную деформацию поверхности без её разрушения.
Холодная высадка — самый высокопроизводительный способ изготовления продукции. Процесс поддаётся автоматизации, поэтому в минуту можно получить от 20 до 400 деталей.
Исходным материалом здесь служит пруток или проволока диаметром 0,5–40 мм. В высадке есть потребность при выработке деталей с местным утолщением: заклёпок, болтов и винтов, гвоздей, шариков, звёздочек и накидных гаек.
Коэффициент использования металла достигает 95%.
Процесс холодной формовки аналогичен горячей штамповке. Однако здесь нужны более высокие усилия, потому что материал имеет низкую формуемость из-за упрочнения и действия сил трения. Обычно так получают детали из цветных металлов.
При холодной листовой штамповке заготовками служат листы, полосы или ленты толщиной не более 10 мм.
У листовой штамповки есть много преимуществ:
- получение деталей с малой массой;
- высокая точность и качество поверхностей;
- производительность — до 40 тысяч деталей в смену на одном станке;
- возможность автоматизации процесса.
При листовой штамповке деформации можно подвергать всю заготовку (отрезка и вырубка) или её часть (гибка, вытяжка и формовка).
Холодное волочение
Если нужно уменьшить диаметр и уплотнить поверхность проволоки для повышения её прочностных характеристик, применяют волочение. Это единственный способ нагартовки больших объёмов проволоки.
В отличие от прокатки, где инструментом служат вращающиеся валки, в волочении для обжатия используют неподвижную матрицу с фильерами.
За один цикл нельзя значительно сократить диаметр изделия, потому что тянущее усилие приложено к его тонкому концу.
Волочильные станы позволяют получать проволоку диаметром от 1 микрона до 6 мм.

Редуцирование
При этом способе нагартовки заготовка помещается между вращающимися обжимными валами или вращающаяся заготовка формуется под действием пуансона. В процессе вращения и обжима происходит изменение формы поверхности детали и её уплотнение.
Виды:
- накатка наружной и внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка заготовок.
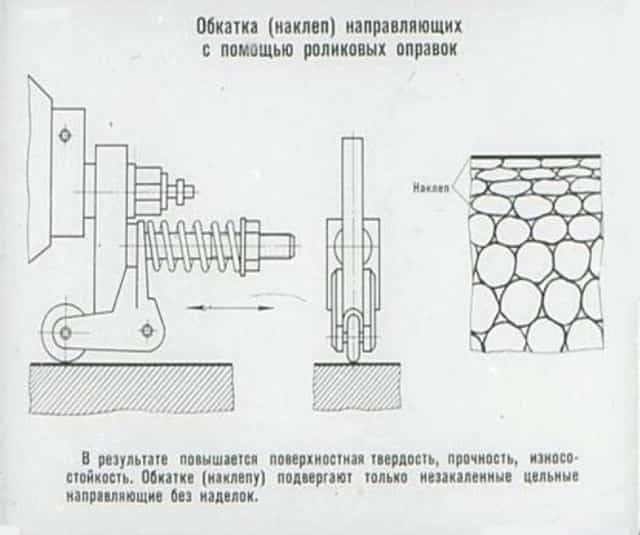
На резьбонакатных станках получают заготовки с наружной и внутренней резьбой М3 — М68, используя для этого накатные ролики или оправки. При редуцировании труб происходит в основном закатка или раскатка концов на длину до 200 мм. Правка заготовок нужна для выправления геометрической оси изделия. Гибку заготовок используют для получения пружин разного диаметра.
Как оказалось, нагартовка очень интересный, полезный и распространённый способ деформации металлов, который позволяет значительно увеличить эффективность металлообработки.
Наклеп и нагартовка
Для того, чтобы увеличить прочность и твердость материалов, их подвергают тепловой обработке: нагревают и выдерживают в термопечи и охлаждают. Но этот метод не всегда подходит. В частности,его не используют для таких металлов, как медь и алюминий.
Тогда применяют нагартовку – технологическую обработку, которая включает изменение формы изделия посредством холодной пластической деформации. При этом твердость и прочность материала увеличивается, но падает пластичность – способность деформироваться без разрушения.
Для некоторых сплавов нагартовка является единственно возможным способом увеличения прочности. К таким сплавам, например, относятся стойкие к коррозии сплавы хрома и никеля. Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения. Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения. Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Термины наклеп и нагартовка часто считают практически синонимами, которые означают:
- процесс изменения структуры материала;
- повышение его твердости и прочности в результате этих изменений.
Но в части литературных источниках эти термины различают: под наклепом понимают процесс, который может быть как самопроизвольным, так и целенаправленным, а под нагартовкой – осознанный процесс, целью которого является упрочнение металла.
С этой точки зрения наклеп может быть процессом как полезным, так и вредным, а нагартовка – процесс, который может быть только полезным.
При повышении температуры способность к нагартовке заметно снижается. Например, нагартовка алюминия невозможна при температурах выше 200 °С. Эта температура (температура рекристаллизации) будет различной для разных веществ. Для легкоплавких металлов (к ним относятся цинк, свинец, олово) температура рекристаллизации может быть отрицательной.
Описание процесса
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру.Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом. Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
Но следует иметь в виду, что при наклепе пластические свойства материала становятся хуже. Например,пластичность низкоуглеродистой стали уменьшается в 5-6 раз. Также снижается устойчивость к сопротивлению пластической деформации при изменении ее знака (так называемый эффект Баушингера).
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
 Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
Виды наклепа
В основном, выделяют два вида наклепа:
- фазовый, когда изменения кристаллической решетки вызваны фазовыми изменениями;
- деформационный, когда изменения решетки вызваны внешними силами.
Формирование деформационного наклепа происходит при воздействии на обрабатываемую поверхность шариками или потока дробинок.
Оборудование для наклепа
Оборудование для процесса нагартовки алюминия и других металлов и сплавов достаточно разнообразно. В промышленности нагартовка полностью автоматизированный процесс, который выполняется на устройствах, контролируемых электроникой.
В частности, при формировании деформационного наклепа автоматически регулируется количество и скорость подачи дробинок.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов. Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются.
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
- Электропровода из нагартованной проволоки не подвержены коррозии и обладают длительным сроком службы.
- Также нагартованная проволока может служить как материал для нержавеющих сеток, из которых делают перегородки.
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия.
Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение.
Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести. Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Рассмотрим характерные изменения материала, которые происходят при деформационном упрочнении.
В результате действия внешних сил элементы внутренней структуры начинают активно перемещаться, что приводит к искажению внутри кристаллической решетки.
При этом зерна, ориентация которых носит беспорядочный характер, приобретают четкую структуру – наиболее прочная ось кристаллов будет располагаться вдоль направления деформирования.
Во время изучения явления некоторые специалисты высказали мнение, что под действием внешних сил зерна металла дробятся, а это приводит к измельчению структуры. На самом деле они лишь деформируются, сохраняя прежний объем.
Перенаклеп
Это явление, характеризующееся разрушением кристаллической решетки материала. Процесс сопровождается шелушением и отслаиванием частичек металла, что снижает эксплуатационные показатели поверхности.
Обычно перенаклеп происходит при нарушении технологических требований механической обработки изделий. Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Данный процесс необратим: свойства металла невозможно восстановить даже с помощью термообработки.
Разупрочнение
Процесс, при котором наблюдается снижение напряжения, требуемого для пластичного течения материала. Как правило, данное явление можно наблюдать в закаленных сортах стали при высокотемпературном отпуске.
Тепловые параметры разупрочнения зависят от степени наклепа. Негативные последствия данного явления необходимо учитывать при любых операциях с металлическими изделиями.
Например, элементы кузова автомобиля изготавливают методом штамповки и соединяют с помощью точечной сварки, применение которой носит местный характер. При кузовном ремонте необходимо использовать оборудование, которое имеет наименьшую зону термического воздействия.
В противном случае нагрев выше температуры рекристаллизации приведет к разупрочнению элемента.
Используемое оборудование
Процедура деформационного упрочнения поверхности используется в различных отраслях промышленности, в которых предъявляются повышенные требования к устойчивости поверхности к растрескиванию.

Существует широкий выбор оборудования для наклепа металла. Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Полезный наклеп в промышленных масштабах выполняют на станках с высоким уровнем автоматизации. В основном используют дробеструйные установки.
Для снятия наклепа применяют температурный отпуск металла. Это способствует активизации процессов, которые возвращают материал в первоначальное состояние.
Наклеп металла – это процесс, который наряду с нагартовкой активно используют при изготовлении узлов и агрегатов в различных отраслях промышленности. А вы сталкивались с деформационным упрочнением поверхности? Как вы считаете, будет ли процесс наклепа и нагартовки востребован в обозримом будущем? Напишите ваше мнение в блоке комментариев.
Наклеп и нагартовка: особенности и отличия видов упрочнения металла
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации.
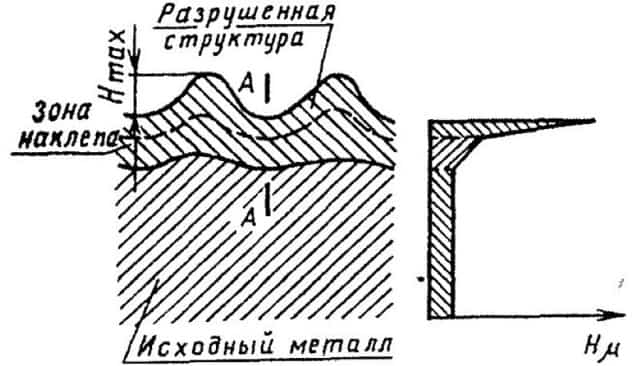
Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия.
Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
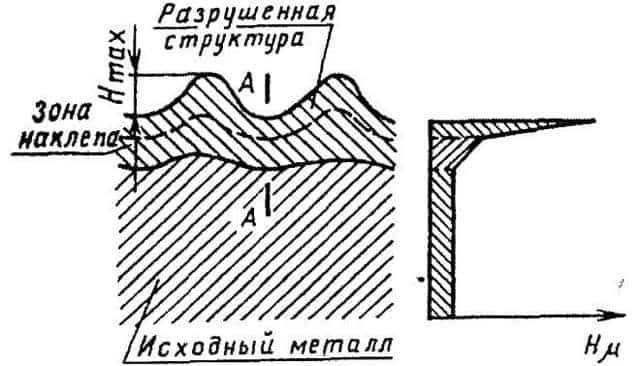
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается.
Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает.
Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
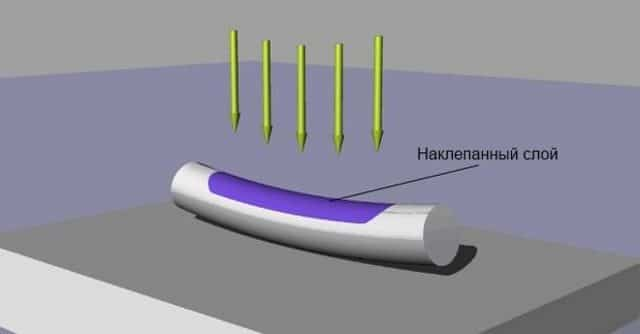
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным.
Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.
Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.
Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит ˜– это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале.
Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа.
Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода.
При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь.
Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с.
В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения.
В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие.
Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться.
Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается.
Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение.
Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций.
Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.
Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки.
Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации.
Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.
Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка.
При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее.
В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается.
Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении.
В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние.
Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие.
Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.





