- Свариваемость сталей и сплавов — презентация, доклад, проект
- Свариваемость металлов и свойства сварных соединений Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования. — презентация
- Презентация на тему: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
- Первый слайд презентации: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
- Слайд 2
- Слайд 3
- Слайд 4
- Слайд 5
- Слайд 6
- Слайд 7
- Слайд 8
- Слайд 9
- Слайд 10
- Слайд 11
- Слайд 12
- Слайд 13
- Слайд 14
- Слайд 15
- Слайд 16
- Слайд 17
- Слайд 18
- Слайд 19
- Слайд 20
- Слайд 21
- Слайд 22
- Слайд 23
- Слайд 24
- Слайд 25
- Слайд 26
- Слайд 27
- Слайд 28
- Слайд 29
- Слайд 30
- Слайд 31
- Слайд 32
- Последний слайд презентации: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
Слайд 1  Текст слайда:
Текст слайда:
20.02.17Тема: Методы определения свариваемости стали
Цели: учебная: сформировать у студентов знания об углеродистых сталях, о свариваемости стали и режимах сварки.развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.Задачи: — сформировать у студентов знания о материалах, используемых в процессе сварки, об их свариваемости и режимах.
— научиться применять полученные знания на практике и в производственной деятельности.
Слайд 2  Текст слайда:
Текст слайда:
План урока1.Маркировка сталей.2.Режимы ручной дуговой сварки углеродистой стали.3. Методы определения показателей свариваемости
Слайд 3  Текст слайда:
Текст слайда:
Повторение пройденного материала
Слайд 4  Текст слайда:
Текст слайда:
Что такое сталь?Какие различают группы сталей?Какие стали обладают хорошей свариваемостью?
Слайд 5  Текст слайда:
Текст слайда:
Существует З группы сталей:1.Эвтектоидная (0,8%С)
2.Доэвтектоидная (0,8%С)
Слайд 6  Текст слайда:
Текст слайда:
Назовите достоинства углеродистых сталей различных марок :-высокая пл————— ть;-хорошая об————————— ть (вне зависимости от температуры нагрева металла);-отличная с —————— ть;-сохранение высокой пр————— ти даже при значительном нагреве (до 400°);-хорошая перено———сть д——————х н————к.
Слайд 7  Текст слайда:
Текст слайда:
Назовите недостатки углеродистых сталей:-образованию и развитие к—————ии-слабые э—————————-ие характеристики;-склонность к теп———————му расширению.
Слайд 8  Текст слайда:
Текст слайда:
Что такое свариваемость?
Слайд 9 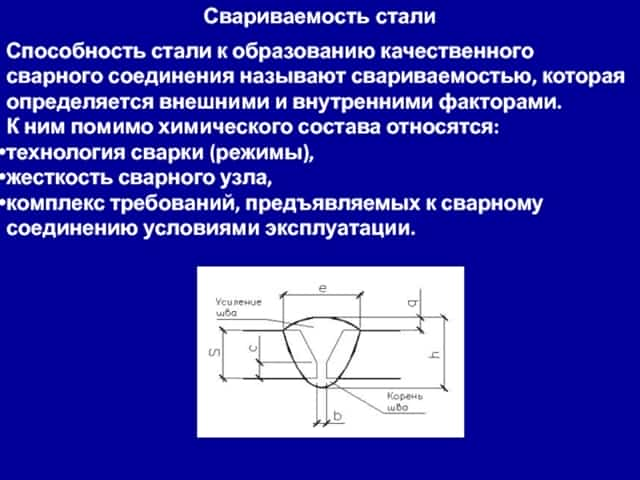 Текст слайда:
Текст слайда:
Свариваемость стали
Способность стали к образованию качественного сварного соединения называют свариваемостью, которая определяется внешними и внутренними факторами. К ним помимо химического состава относятся:технология сварки (режимы), жесткость сварного узла, комплекс требований, предъявляемых к сварному соединению условиями эксплуатации.
Слайд 10 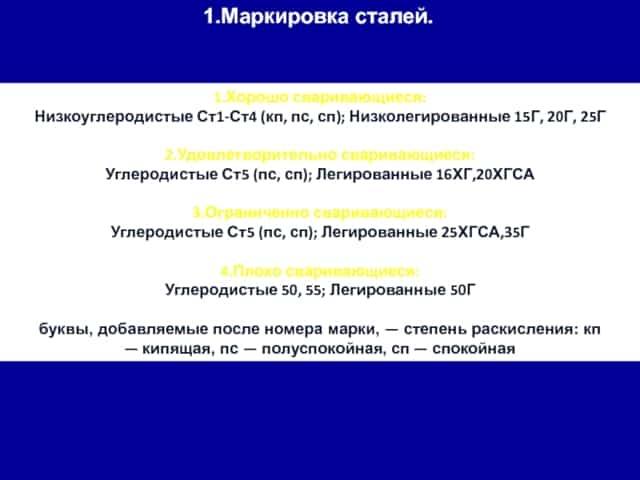 Текст слайда:
Текст слайда:
1.Хорошо сваривающиеся: Низкоуглеродистые Ст1-Ст4 (кп, пс, сп); Низколегированные 15Г, 20Г, 25Г2.Удовлетворительно сваривающиеся: Углеродистые Ст5 (пс, сп); Легированные 16ХГ,20ХГСА3.
Ограниченно сваривающиеся: Углеродистые Ст5 (пс, сп); Легированные 25ХГСА,35Г4.
Плохо сваривающиеся: Углеродистые 50, 55; Легированные 50Гбуквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная
1.Маркировка сталей.
Слайд 11 Текст слайда:
Режимы ручной дуговой сваркиРод сварочного тока — постоянный или переменный — и его полярность зависит от марки и толщины свариваемого металла.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку.
Экспериментально установлена следующая зависимость:
Слайд 12 Текст слайда:
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d, где I — сила сварочного тока, А; К — коэффициент, А/мм; d — диаметр электрода, мм. При сварке в вертикальном положении в выше приведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока I=0,9∙К∙d.
При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d.
Коэффициент К выбирают в зависимости от диаметра электрода:
Слайд 13 Текст слайда:
Напряжение дуги. Определяется разностью потенциалов между катодом (электродом) и анодом (свариваемым металлом).В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60…90 В. Такие трансформаторы называются понижающими.
Расчет скорости сварки, м/ч, производится по формуле
где αН – коэффициент наплавки, г/А· ч (принимают из характеристики выбранного электрода по табл.); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Слайд 14 Текст слайда:
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
Слайд 15 Текст слайда:
- Время горения дуги, ч, (основное время) определяется по формуле
- Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле
- где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла
Слайд 16 Текст слайда:
Расход электроэнергии, кВт· ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO– мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч.Значения η источника питания сварочной дуги и WO можно принять по таблице.
Слайд 17 Текст слайда:
- Основные методы определения свариваемости сталиПрименяемые на практике методы определения свариваемости используются для проверки свойств основного металла и выяснения пригодности данной технологии сварки или сварочных материалов для изготовления конструкции, соответствующей требованиям эксплуатации:электродов,сварочной проволоки, флюсов, защитных газов)
- Аргон — негорючий и невзрывоопасный газ.
- Гелий – газ без цвета, запаха и вкуса
Слайд 18 Текст слайда:
Методы определения показателей свариваемости 1. прямые (оценку производят путём сварки образцов заданной конструкции), 2. косвенные (сварочный процесс заменяют другим, имитирующим его процессом)
Образцы для определения стойкости металла шва против образования кристаллизационных трещин: А — тавровое соединение; б — стыковое соединение; S — толщина металла; L1 = L — 40 мм; В = 180 мм
Слайд 19 Текст слайда:
К группе технологических проб относятся составные образцы, в которых наплавку производят на отдельные полосы или сегменты, скрепленные между собой прихватками или закрепленные в жёстком приспособлении (рис. 4-4, а), и образцы переменной жёсткости (рис. 4-4, б).
Рис. 4-4. Образцы: составной (а) и переменной (б) жёсткости
Стойкость против образования кристаллизационных трещин определяют качественно по наличию или отсутствию трещин на поверхности шва и в изломе образца после его расчленения.
Слайд 20 Текст слайда:
Рис. 4-5. Образцы, имитирующие реальное нахлёсточное (а) и стыковое (б) сварное соединение: 1 — контрольный шов
Методы испытания стойкости металла околошовной зоны против трещин дают в большинстве случаев качественную характеристику (наличие или отсутствие трещин).
Для испытаний обычно используют специальный образец, имитирующий реальные сварные соединения (рис. 4-5, а, б). Осматривают образцы через 5—20 суток после сварки, что способствует наиболее полному выявлению трещин. Трещины выявляются при внешнем осмотре поверхности металла и по макрошлифам.
Слайд 21 Текст слайда:
Рис. 4-6. Образец для количественной оценки стойкости металла против образования холодных трещин
Для количественной оценки стойкости металла околошовной зоны против образования трещин служит образец, показанный на рис. 4-6. Образец собран из трёх пластин толщиной не менее 4 мм с зазором не более 0,5 мм. Сварку проводят при нескольких заданных нормативными документами температурах.
Слайд 22 Текст слайда:
Процесс хрупкого разрушения металла состоит из двух стадий. На первой стадии в металле возникают значительные пластические деформации. В хрупком изломе начальную стадию разрушения можно обнаружить по матовой поверхности. Вторая стадия разрушения металла является процессом непрерывного роста хрупких трещин, которые возникают на разных участках.
Кривые, характеризующие хрупкое и вязкое разрушение одного и того же металла
Слайд 23 Текст слайда:
Развитие хрупкой трещины представляется следующим образом. Впереди фронта главной трещины (рис. 4-8) образуются микротрещины. Каждая такая микротрещина, развиваясь, распространяется в радиальном направлении до тех пор, пока не встретит на своем пути другие развивающиеся микротрещины или фронт главной трещины.
Схема процесса развития хрупкой трещины
Слайд 24 Текст слайда:
В настоящее время широко распространено испытание на поперечный изгиб стандартных образцов с условным надрезом. На рис. 4-9, а—в показаны образцы с полукруглым, остроугольным и ключевидным надрезами, применяемые для испытания на ударный изгиб.
Образцы для испытания на ударный изгиб с полукруглым (а), остроугольным (б) и ключевидным (в) надрезами: I; II; III — профили надрезов
Слайд 25 Текст слайда:
Изменение ударной вязкости в зависимости от температуры
Слайд 26 Текст слайда:
Вопросы:1.Что такое свариваемость?2.На какие группы по свариваемости подразделяются стали?3.К какой группе сталей по свариваемости относятся марки сталей 25ХГ, 25ХГСА, 20Г, Ст3кп?4.Расшифруйте сталь марки Ст3кп.
Слайд 27 Текст слайда:
Решение задач
Слайд 28 Текст слайда:
Решите задачу №1Условие:Определите силу тока, если напряжение в сети составляет 220В, а сопротивление 5 Ом.Дано:U=220 ВR=5ОмI-?
Слайд 29 Текст слайда:
Ответ I=U/R=220/5=44 A
Слайд 30 Текст слайда:
Решите задачу №2Условие:Определите расход электродов для сварки одного узла , если коэффициент, учитывающий расход электродов на 1 кг наплавленного металла составляет 1,6% , а вес наплавленного металла 58,4 грамма. Дано:Gэ-?kэ=1,6%Gн=58,4г
Слайд 31 Текст слайда:
РешениеGэ=kэ*GнGэ=1,7*GнGэ=1,7*67,4=114,6гРасход электродов для сварки одного узла 114,6г
Слайд 32 Текст слайда:
Решите задачу №3:Определите мощность сварочного генератора, если напряжение в сети составляет 225В, а внутреннее сопротивление генератора 19 Ом.Дано:W-?U=225ВR=19 Ом
Слайд 33 Текст слайда:
Решение:W-?U=220ВR=22 ОмI=U/R=220/22=10АW=U*I=220*10=2200Вт или 2,2кВт
Слайд 34 Текст слайда:
Условие:Длина проводника составляет 242 метров. Напряжение на его концах составляет 216Вольт. К проводнику подключен сварочный трансформатор мощностью 2,5 кВт.Определите номинальный ток сети.Выдержит ли автоматический выключатель (АВ) нагрузку сварочного трансформатора, если номинал АВ-10 А, а 1 метр проводника обладает сопротивлением 0,2 Ом.
Решите задачу №4:
Слайд 35 Текст слайда:
Решение:L пр=240-длина проводникаR=Lпр*0,1ом/м =240*0,1=24 (Ом) –общее сопротивление проводникаI=218/24=9,1(А)-номинальный ток сети
9,1АI=W/U=2,5 кВт=2500Вт/218В=11,5(А)-потребление сварочного трансформатора11,5 (А)>10(А)-мощность трансформатора превышает номинал автоматического выключателя.АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя.
Слайд 36 Текст слайда:
Решите задачу №5Для подъёма автомобиля массой 1000 кг, требуется двигатель мощностью 1,8 кВт. Определите ток сети и мощность двигателя для подъёма автомобиля массой 1500 кг с напряжением сети 380 В.УсловиеДано:m1=1000 кгm2=1500 кгU=380ВW1=1,8кВтW2-?I-?
Слайд 37 Текст слайда:
Решение:m1=1,8кВт=1 тоннаW2=W1*m2W2=1,8кВт*1,5т=2,7кВтW=I*U, отсюда следуетI=W/U=2,7кВт/380В=2700Вт/380В=7,1А Ответ: I=7,1 А
Слайд 38 Текст слайда:
Определите количество кислорода, находящегося в баллоне? Дано: Вместимость баллона V=40 дм3 Давление P=15 МПаКоличество кислорода в баллоне υ-?
Слайд 39 Текст слайда:
Решение V=40 дм3 (0,04 м3)P=15 Мпа υ= 0,04X15=6 м3. Ответ: υ= 6 м3.
Свариваемость сталей и сплавов — презентация, доклад, проект
Слайд 1 Описание слайда:
Описание слайда:
Свариваемость сталей и сплавов
Слайд 2 Описание слайда:
Описание слайда:
Свариваемость – способность стали (металла) или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее эксплуатационным требованиям. Свариваемость – способность стали (металла) или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее эксплуатационным требованиям.
Слайд 3 Описание слайда:
Описание слайда:
В сварочной практике различают свариваемость физическую и технологическую Физическая свариваемость — свойство материалов давать монолитное соединение с химической связью.
Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами Технологическая свариваемость отражает реакцию материала на тепловое, силовое и металлургическое воздействие сварки.
Эта реакция оценивается при сравнении механических свойств металла сварных соединений и одноименных свойств основного металла (например, прочности, пластичности, ударной вязкости и др.).
Слайд 4 Описание слайда:
Описание слайда:
При сварке плавлением свариваются металлы, имеющие хорошую взаимную растворимость. Хорошую свариваемость имеют все однородные металлы, например сталь со сталью, чугун с чугуном, медь с медью и т. п. Любые металлы при сварке плавлением могут образовывать сварные соединения удовлетворительного качества.
Слайд 5 Описание слайда:
Описание слайда:
Физическая свариваемость
Слайд 6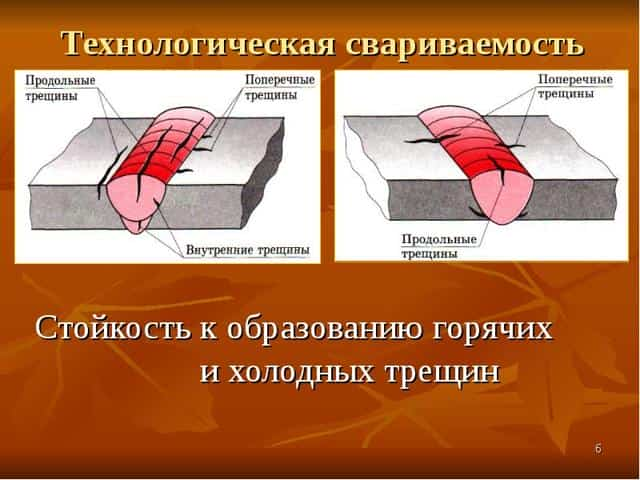 Описание слайда:
Описание слайда:
Технологическая свариваемость Стойкость к образованию горячих и холодных трещин
Слайд 7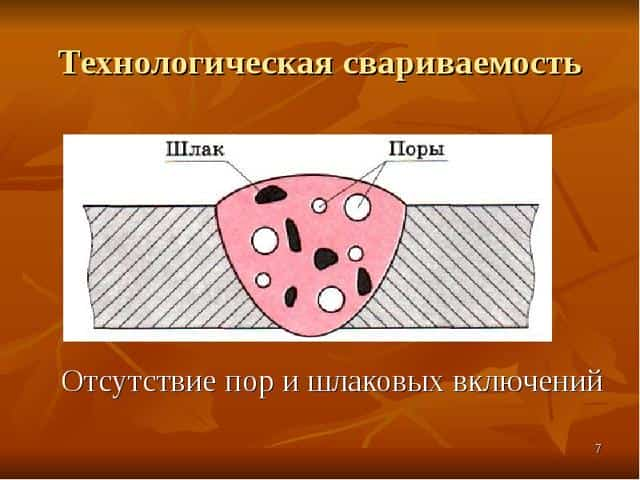 Описание слайда:
Описание слайда:
Технологическая свариваемость Отсутствие пор и шлаковых включений
Слайд 8 Описание слайда:
Описание слайда:
Технологическая свариваемость Отсутствие оксидных пленок на поверхности металла
Слайд 9 Описание слайда:
Описание слайда:
При сварке плавлением свариваются только те металлы, которые имеют хорошую взаимную растворимость. При сварке плавлением свариваются только те металлы, которые имеют хорошую взаимную растворимость. Хорошо свариваются все однородные металлы Для обеспечения свариваемости разнородных металлов применяют третий металл, обладающий взаимной растворимостью со свариваемыми металлами
Слайд 10 Описание слайда:
Описание слайда:
Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что при сварке последних необходима более сложная технология (строгое соблюдение параметров режима, предварительный подогрев, термическая обработка, облицовка кромок, последующая термообработка и т.д.).
Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что при сварке последних необходима более сложная технология (строгое соблюдение параметров режима, предварительный подогрев, термическая обработка, облицовка кромок, последующая термообработка и т.д.).
Слайд 11Описание слайда:
Признаки плохой свариваемости Склонность металла к перегреву образованию закалочных структур охрупчиванию в зоне сварки образованию трещин в металле шва и переходной зоне Образованию других дефектов при сварке (пор, раковин, несплавлений и т.д.)
Слайд 12Описание слайда:
Существует примерно Существует примерно 150 способов определения свариваемости металлов и их сплавов
Слайд 13Описание слайда:
Оценка стойкости материалов против образования горячих
(кристаллизационных) трещин а) составная листовая проба МГТУ; б) проба ИМЕТ; в) проба Ходдкрофта – «рыбья кость»; в) крестовидная проба (Al и Mg сплавы)
Слайд 14Описание слайда:
Оценка стойкости материалов против образования горячих
(кристаллизационных) трещин а) проба Пеллини; б) кольцевая сегментная проба; в) проба с кольцевым многослойным швом; г) образец с канавками
Слайд 15Описание слайда:
Оценка стойкости материалов против образования холодных трещин Метод МГТУ Проба «Тэккен» Крестовая проба (Канада)
Слайд 16Описание слайда:
Свариваемость стали в зависимости от ее химического состава Наибольшее влияние на свариваемость стали оказывает количество содержащегося в ней углерода легирующих компонентов
Слайд 17Описание слайда:
Количественная характеристика свариваемости: Эквивалентное содержание углерода где С – содержание углерода, %; Mn, Cr… — содержание легирующих элементов, %
Слайд 18Описание слайда:
Количественная характеристика свариваемости
Слайд 19Описание слайда:
Особенности сварки сталей разных групп свариваемости
Слайд 20Слайд 21Описание слайда:
Оценка склонности сталей к образованию трещин Наиболее простым способом оценки свариваемости сталей является оценка их склонности к образованию горячих трещин по расчету показателя UCS (по ЕN 1011—2) на основе содержания (%) легирующих элементов.
Метод оценки разработан в России. UCS— единицы склонности к горячим трещинам.
Для углеродистых и низколегированных сталей расчет ведут по выражению: UCS = 230С + 190S + 75Р + 45Nb — 12,3Si — 5,4Мп – 1 При UCS < 10 сталь имеет высокую сопротивляемость образованию трещин, а при UCS > 30 низкую.
Слайд 22Описание слайда:
Оценка склонности сталей к образованию трещин Склонность низколегированных сталей к образованию холодных трещин можно использовать расчет по эквиваленту углерода Сэкв (%) по соотношению: Сэкв = С + Мn/6 + Si/24 + Сг/5 + Ni/40 + Мо/4 + V/14 + Сu/13 + Р/2 Медь и фосфор учитывают, если их содержание: Сu >0,5 %, Р >0,05 %. Стали, у которых Сэкв > 0,35%, считают склонными к образованию холодных трещин. Увеличение толщины свариваемого материала ухудшает его свариваемость и в ряде случаев это надо учитывать.
Слайд 23Описание слайда:
Оценка склонности сталей к образованию трещин Для низкоуглеродистых сталей: Сэкв = С + Мn/6 + 0,0025S ≤ 0,5 % Для легированных сталей: Сэкв = С + Мn/20 + Ni/15 + (Сг + Мо + V)/10 + 0,0025S ≤ 0,45 % Если полученная величина Сэкв. выше указанных значений, то при сварке стали следует производить ее предварительный подогрев, температуру которого определяют по соотношению Тпод = 350√Сэкв – 0,25
Слайд 24Описание слайда:
Показатели склонности к горячим трещинам
Свариваемость металлов и свойства сварных соединений Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования. — презентация
1 Свариваемость металлов и свойства сварных соединений Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище 46»
2 pptPlex Section Divider Понятие о свариваемости The slides after this divider will be grouped into a section and given the label you type above. Feel free to move this slide to any position in the deck.
3 Понятие о свариваемости По ГОСТ свариваемость свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
4 Различают свариваемость физическую и технологическую. Под физической свариваемостью понимают принципиальную возможность получения монолитных сварных соединений, что особенно важно при сварке разнородных материалов.
Технологическая свариваемость есть реакция материала на сварочный термодеформационный цикл и металлургическое воздействие сварки.
Эта реакция оценивается, например, при сравнивании механических свойств металла сварных соединений и одноименных свойств основного металла (например, твердости, ударной вязкости и др.).
5 Кроме названных ранее показателей, под свариваемостью подразумевают также стойкость против образования трещин и обеспечение специальных свойств (коррозионной стойкости, прочности при высоких или низких температурах, сопротивления хрупкому разрушению). При наплавке деталей, работающих на истирание, особое значение приобретает их износостойкость, т.е. в понятие свариваемости входит прочность связи наплавленных слоев.
6 Для углеродистых сталей эта характеристика связана в первую очередь с содержанием в них углерода.
Под хорошей свариваемостью низкоуглеродистой стали, предназначенной для изготовления конструкций, работающих при статических нагрузках, понимают возможность при обычной технологии получить сварное соединение, равнопрочное с основным металлом, без трещин в металле шва и без снижения пластичности в околошовной зоне.
7 Для оценки свариваемости проводят ряд испытаний, выбор которых обусловлен назначением сварной конструкции и теми изменениями в структуре и свойствах, которые происходят в материале под влиянием сварки.
Так, при сварке сплавов с широким интервалом кристаллизации под действием возникающих при затвердевании растягивающих напряжений возможно образование кристаллизационных горячих трещин, являющихся весьма серьезным дефектом.
Стойкость металла сварных соединений против кристаллизационных трещин один из важнейших показателей свариваемости.
8 pptPlex Section Divider Методы оценки свариваемости металлов The slides after this divider will be grouped into a section and given the label you type above. Feel free to move this slide to any position in the deck.
9 Методы оценки свариваемости металлов Все испытания, проводимые для определения показателей свариваемости, условно можно разделить на две основные группы. К первой группе относят испытания, проводимые при разработке новых марок сплавов, новых способов сварки и сварочных материалов.
Эти испытания проводят, как правило, в лабораторных условиях. Ко второй группе относят испытания, применяемые при проверке пригодности изученного сплава или сварочного материала для изготовления новых конструкций. Испытания второй группы, как правило, производят в заводских условиях.
10 Методы определения показателей свариваемости можно разделить на : прямые, при которых оценку производят путем сварки по выбранной технологии образцов заданной формы.
косвенные, при которых сварочный процесс заменяют другим, имитирующим его процессом. Косвенные методы испытания следует рассматривать только как предварительные.
Методы и типы образцов обычно выбирают исходя из стремления максимально приблизить условия испытаний к реальному нагружению сварного соединения в конструкции.
- 11 Определение стойкости металла против образования горячих трещин Стойкость металла против образования горячих трещин согласно ГОСТ характеризуют по результатам: машинных методов испытаний, основанных на принудительном (под действием внешних сил) деформировании образцов, подвергнутых сварочному нагреву, в температурном интервале образования горячих трещин; технологических методов, или проб, в которых условия деформирования в температурном интервале образования горячих трещин регулируют выбором формы и размеров образцов, последовательности и режимов сварки.
- 12 Способы и критерии оценки склонности к холодным трещинам по характеру процедуры оценки на косвенные и прямые по характеру показателей на количественные, полуколичественные и качественные по характеру использования результатов оценки сравнительные и прикладные
- 13 Косвенные способы позволяют оценить склонность к образованию холодных трещин расчетным путем без непосредственного испытания материалов Прямые способы предусматривают сварку технологических проб, проведение специализированных испытаний сварных соединений или основного материала, подлежащего сварке, в условиях, имитирующих сварочные
14 Количественные критерии склонности к образованию холодных трещин имеют численное выражение, связанное с изменением одного из факторов, контролирующих процесс образования трещин.
Если при определении показателей склонности к холодным трещинам одновременно изменяются несколько активных факторов, а критерий оценки является числовой характеристикой одного из них, то критерий следует считать полу количественным.
Качественные критерии не имеют количественного выражения и, по существу, служат для отбраковки материала.
15 Способы оценки, критерии которых могут быть использованы только для сопоставления материалов или технологических вариантов сварки с целью выбора лучших, относят к сравнительным. Способы, позволяющие оценить стойкость против трещин реальных сварных конструкций, относят к прикладным.
16 Определение механических свойств сварного соединения Для обеспечения нормальной работы конструкции сварное соединение должно обладать необходимой и достаточной прочностью и пластичностью, коррозионной стойкостью и другими свойствами. Для определения прочности и пластичности металла шва и сварного соединения применяют комплекс испытаний, в том числе при статических и ударных нагрузках.
17 Испытания, регламентируемые ГОСТ , предусматривают отбор образцов из реальных конструкций или из специальных узлов или макетов, сваренных в условиях, полностью повторяющих условия сварки реальной конструкции Обычно испытания проводят при комнатной температуре, однако в соответствии с техническими условиями на данный вид продукции их могут провести как при пониженных, так и при повышенных температурах
18 Кроме приведенных видов испытаний ГОСТ предусматривает испытания на изгиб при продольном и поперечном расположениях шва Для определения изменения свойств в отдельных участках сварного соединения и степени неоднородности металла шва, околошовной зоны и основного металла измеряют твердость металла в этих участках по Виккерсу или Роквеллу и микротвердость
19 pptPlex Section Divider Классификация сталей по свариваемости The slides after this divider will be grouped into a section and given the label you type above. Feel free to move this slide to any position in the deck.
20 Классификация сталей по свариваемости
Презентация на тему: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
1
Первый слайд презентации: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
Изображение слайда
2
Слайд 2
СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ
Свариваемость – способность металлов и сплавов под действием термодеформационного цикла сварки образовывать бездефектное сварное соединение, отвечающее необходимым эксплуатационным требованиям.
Свариваемость – комплексная характеристика, включающая:
сопротивляемость образованию холодных и горячих трещин – основной параметр
чувствительность металла к окислению и порообразованию;
соответствие свойств Св-С заданным эксплуатационным;
реакцию на термические циклы и т.д.
Горячие трещины чаще возникают при ослаблении деформационной способности металла.
В интервале температур плавления и полного затвердевания происходит миграция примесей и загрязнений в межзеренные пространства, что нарушает связь между зернами и снижает деформационную способность шва и околошовной зоны.
Причиной образования горячих трещин также могут быть дефекты кристаллического строения, большие сварочные напряжения, не правильное конструктивное оформление сварного соединения (например: неправильные формы и размеры сварных швов).
Изображение слайда
3
Слайд 3
Вероятность появления при сварке или наплавке горячих трещин можно определить по показателю Уилкинсона (H.C.S):
Условия появления горячих трещин:
— для сталей с σ в < 700 МПа - Н.С.S. >4;
для сталей с σ в ≥ 700 МПа — Н.С.S. >2.
Для предотвращения образования горячих трещин обеспечивают:
— доп.
легирование металла шва;
снижение жесткости сварного соединения,
уменьшение скопления сварных швов на небольшом участке,
отсутствие пересечения сварных швов,
назначение размеров швов, обеспечивающих благоприятную форму и ориентацию кристаллитов в металле шва (рекомендуется избегать узких валиков),
проведение термообработки Св -С непосредственно после сварки.
Изображение слайда
4
Слайд 4
Холодные трещины чаще всего возникают из-за закаливаемости стали при быстром охлаждении и насыщении металла шва и ЗТВ водородом.
( зарождаются через некоторое время после сварки и наплавки и развиваются в течение нескольких часов или даже суток).
Склонность металла к появлению холодных трещин чаще оценивают по углеродному эквиваленту (показатель, характеризующий свариваемость при предварительной оценке).
Наиболее распространенное уравнение для определения Сэ :
Сэ = C + Mn /6 + ( Cr+Mo+V ) /5 + ( Ni+Cu ) /15, %
Если Сэ ˃ 0,45% – стали склонны к образованию холодных трещин, то необходимо предусмотреть предварительный подогрев изделия, температуру которого определяют по формуле:
Соб = С э×(1+0,005× S),
где: Соб – общий эквивалент углерода, учитывающий хим. состав материала и толщину S ;
Тп — температура предварительного подогрева заготовок, °С ;
S – толщина свариваемых элементов, мм
Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 200 до 450°С.
Изображение слайда
5
Слайд 5
Для предотвращения образования холодных трещин обеспечивают:
снижение V охл ( подогрев Св-С, назначение оптимальных режимов сварки);
зачистку кромок Св-С и сварочной проволоки от загрязнений;
прокалку электродов и флюса перед сваркой;
просушку защитных газов;
защиту зоны сварки от влияния атмосферы;
снижение жесткости Св-С;
уменьшение скопления сварных швов на небольшом участке;
отсутствие пересечения сварных швов;
проведение термообработки Св-С перед или непосредственно после сварки.
Термообработка до сварки зависит от марки стали, конструкции и метода получения детали:
для отливок – отжиг;
прокат или поковки, не имеющие жестких контуров, можно сваривать после закалки и отпуска.
Сварка при температуре окружающей среды ниже 0°С не рекомендуется.
Сварку деталей с большим объемом наплавляемого металла рекомендуется проводить с промежуточной термообработкой (отжиг или высокий отпуск).
Термообработка после сварки различна для разных марок сталей.
Основные виды применяемой термообработки: отжиг или высокий отпуск.
Изображение слайда
6
Слайд 6
СПОСОБЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Сварочные напряжения – образование дефектов в Св-С и снижение сопротивляемости конструкций разрушению.
Сварочные деформации затрудняют сборку изделий, ухудшают внешний вид и эксплуатационные качества.
МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Технологические мероприятия, выполняемые в процессе сварки
— Предварительный и сопутствующий подогрев
— способствует уменьшению неравномерности распределения температур при сварке и снижению жесткости металла свариваемых элементов.
2.
Технологические мероприятия, выполняемые после сварки
2.1. Термический способ
Отпуск – снижает σ ост после сварки на 85-90% и улучшает пластические свойства Св-С.
Бывает общим (нагревается все изделие) и местным (нагревается часть в зоне шва).
Преимущество общего отпуска — снижение σ ост во всей конструкции.
Наиболее часто применяют высокий отпуск (Т = 550 — 680°С).
Стадии отпуска: нагрев, выдержка (2 – 4 ч) и охлаждение на воздухе.
Изображение слайда
7
Слайд 7
2.2. Механические способы
-основаны на создании пластической деформации металла сварных соединений, вследствие чего происходит снижение σ ост.
2.2.1. Проковка
Металл проковывают после сварки по горячему металлу или после его остывания.
Преимущество – простота оборудования, универсальность и оперативность.
2.2.2. Прокатка
1 – сварной шов; 2 – накладка;
3 – стальные правящие ролики;
Р – усилие прокатки
Для уменьшения σ ост применяется прокатка сварных швов по принципу протяжки.
Шов, стремящийся сжаться, принудительно деформируется в направлении увеличения длины, что приведёт к уменьшению растягивающих его σ ост.
2.2.3 Приложение нагрузки к сварным соединениям
— осуществляется растяжением или изгибом.
Суммирование остаточных и приложенных напряжений вызывает пластические деформации удлинения и после снятия нагрузки снижение максимальных σ ост.
Изображение слайда
8
Слайд 8
МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ
Конструктивные мероприятия, выполняемые до сварки
В процессе конструирования необходимо стремиться:
к уменьшению общего количества наплавляемого электродного и расплавляемого основного металлов;
— к снижению тепловложения при сварке в результате уменьшения сечений сварных швов, их длины и количества;
Следует:
— не допускать в конструкциях чрезмерных скоплений и пересечений сварных швов (а);
— избегать назначения сварных швов в местах, претерпевших предварительную пластическую деформацию (б);
— использовать симметричное расположение сварных швов относительно общего ЦТ изделия с целью взаимного уравновешивания изгибающих моментов;
— рационально выбирать тип сварных соединений, отдавая преимущество стыковым соединениям, как наиболее прочным.
Изображение слайда
9
Слайд 9
Необходимо предусматривать конструктивные элементы,
снижающие угловые деформации ЗА СЧЕТ:
уменьшения сечения шва заменой V-образной разделки (а) на U — образную (б);
симметричным размещением металла относительно ЦТ шва заменой
V-образной разделки (а) на Х — образную (в);
— применением ребер жесткости (г)
Изображение слайда
10
Слайд 10
Технологические мероприятия, выполняемые до сварки
На стадии разработки технологии целесообразно предусматривать размеры и форму заготовок с учетом величины возникающих при сварке деформаций.
Деформации в плоскости Св-С
(продольная ( п) и поперечная ( пр) деформации Св-С)
Влияние деформаций поперечной и продольной усадок на размеры Св-С можно уменьшить увеличением размеров заготовок на величину предполагаемой деформации.
Изображение слайда
11
Слайд 11
2. Деформации вне плоскости Св-С
применяется способ обратных деформаций (детали перед сваркой располагаются так, чтобы после сварки они приняли требуемое взаимное расположение.
2.1.
Уменьшение угловых деформаций
предварительный обратный
угловой изгиб α заготовок
перед сваркой.
2.2.
Уменьшение деформаций изгиба
— предварительный обратный изгиб заготовок перед сваркой усилием Рппр (усилие предварительного прогиба)
Изображение слайда
12
Слайд 12
Уменьшение поперечной и продольной усадки Св-С
1…6 – последовательность укладки валиков
Шов разбивается на короткие участки, длиной от 100 до 300мм.
Часто за основу принимают длину, которую можно заварить одним электродом
(переход от участка к участку совмещается со сменой электрода)
Сварка коротких участков выполняется в обратных направлениях с таким расчетом, чтобы окончание каждого участка совпадало с началом предыдущего.
2. Жесткое закрепление свариваемых заготовок
Рпр — усилие прижима.
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку.
Св-С извлекается из кондуктора после полного охлаждения.
Возникают σ ост, для снятия которых необходима термообработка.
Технологические мероприятия, выполняемые в процессе сварки
1. Обратноступенчатый способ сварки
Изображение слайда
13
Слайд 13
3. Способ уравновешивания деформаций
— очередность наложения швов выбирают такой, чтобы последующий шов вызывал деформации, обратные деформациям, полученным при наложении предыдущего шва
3.1.
Уменьшение угловых деформаций
1…8 — последовательность укладки валиков
— переход при многопроходной сварке отдельных валиков с одной стороны сечения на другую (а).
После сварки валика №1 в результате поперечной усадки
сварного шва возникает угловая деформация α1 (б).
После сварки валика №2 возникает обратная деформация, частично ее компенсирующая и т.д.
ЦТ – центр тяжести сварного изделия; 1…4 — рациональная последовательность укладки швов.
После сварки шва №1 (а) в результате его продольной усадки возникает прогиб балки f 1 (б).
После сварки шва №2 возникает обратная деформация, частично компенсирующая деформацию изгиба от сварки первого шва и т.д.
3.2. Уменьшение деформаций изгиба
Балка после сварки будет иметь наименьшую деформацию изгиба.
Изображение слайда
14
Слайд 14
Технологические мероприятия, выполняемые после сварки
Термическая правка
1.1.
Термическая правка местным нагревом
1- форма изделия после сварки;
2- зоны нагрева;
3 – форма изделия после правки;
Рус –усадка нагретых зон в процессе охлаждения;
ЦТ – центр тяжести сварного изделия
Источник теплоты – пламя газовой горелки
Отдельные участки Св-С нагреваются до Т = 1000 – 1200 0 С (термопластичное состояние)
Их сокращение при охлаждении уменьшает деформации изгиба.
Повышаются σ ост в сварных швах, для их снятия целесообразен высокий отпуск изделия
При этом способе правки возможно образование трещин и разрывов в сварных швах.
1.2. Высокий отпуск
выполняется при их жестком закреплении в зажимных приспособлениях..
Изображение слайда
15
Слайд 15
2. Механическая (холодная) правка
2.1. Холодная гибка
-основана на выгибе изделия в сторону, обратную возникшей деформации.
-ведет к повышению σ ост в сварных швах и к исчерпыванию пластических свойств в активной зоне (после гибки целесообразно для снятия σ ост производить высокий отпуск.
Метод громоздкий и требует больших усилий, возможно образование трещин и разрывов в сварных швах.
2.2. Проковка и прокатка сварных соединений
— помимо остаточных деформаций уменьшает и σ ост
Изображение слайда
16
Слайд 16
Технологичность сварных конструкций
Сварка плавлением
Изображение слайда
17
Слайд 17
Изображение слайда
18
Слайд 18
Изображение слайда
19
Слайд 19
Изображение слайда
20
Слайд 20
Изображение слайда
21
Слайд 21
Изображение слайда
22
Слайд 22
Изображение слайда
23
Слайд 23
Изображение слайда
24
Слайд 24
Изображение слайда
25
Слайд 25
Изображение слайда
26
Слайд 26
Изображение слайда
27
Слайд 27
Изображение слайда
28
Слайд 28
Изображение слайда
29
Слайд 29
Изображение слайда
30
Слайд 30
Изображение слайда
31
Слайд 31
Изображение слайда
32
Слайд 32
Изображение слайда
33
Последний слайд презентации: Лекция «Свариваемость металлов и сплавов. Технологичность сварных конструкций»
Изображение слайда





