- Оборудование для правки металла
- Виды
- Типы заготовок
- Современные станки, машины для правки холодным и горячим методом
- Листоправильные вальцы
- Популярные модели
- ARKU Flat Master
- Kohler Peak Performer GC
- Лп 12.20 и 16.30
- Прессы
- Популярные модели
- Где купить
- Станок листоправильный серии СПРП-2 для правки тонколистового металла (толщина от 0 – 2мм, ширина листа 650мм – 2000мм) купить. Цена снижена
- Основные виды работ листоправильной машины СПРП-2:
- Производитель листоправильной машины СПРП-2:
- Модификации станка для правки листа СПРП-2:
- Станок листоправильный для выправки листа СПРП-2/1250 (лист 2,0мм * 1250мм) цена – 339165 рублей.
- Конструкция и принцип работы станка для правки листа серии СПРП-2:
- Основные узлы листоправильного станка СПРП-2:
- Особенности и преимущества листоправильного станка СПРП-2:
- Заводская гарантия на станок для выправки листа СПРП-2:
- Стандартная комплектация станка для правки листового проката СПРП-2:
- Дополнительная комплектация листоправильного станка СПРП-2:
- Купить в наличии, доставка листоправильного станка СПРП-2:
- Технические характеристики станка электромеханического для правки листа СПРП-2:
- Сертификат качества на СПРП-2:
- План фундамента и общие габариты СПРП-2:
- Машина листоправильная модели МЛЧ 1725 (22х1700, 25х1000, 30х600, 40х450)
- Машина листоправильная МЛЧ 1725
- Листоправильные машины
Станок предназначен для правки листового металла путем холодной прокатки.
Принцип правки заключается в многократном перегибе заготовки семью валками станка, после которого, принимая во внимание свойства упругости листового металла, происходит постепенное исправление первоначальных неровностей.
Применяется в отраслях металлургии, производстве строительных материалов, химической и легкой промышленностях, в кораблестроении, локомотив и вагоностроении, на заводах металлоконструкций.
Технические характеристики:
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
| № | Параметр | Ед. изм. | Значение |
| 1 | Максимальная толщина | мм | 40 |
| 2 | Минимальная толщина | мм | 8 |
| 3 | Максимальная ширина | мм | 2000 |
| 4 | Предел прочности | мПа | 350 |
| 5 | Число правильных роликов | ролик | 7 |
| 6 | Число активных роликов | ролик | 7 |
| 7 | Диаметр правильных роликов | мм | Ø280 |
| 8 | Расстояние между роликами | мм | 320 |
| 9 | Материал правильных роликов | 9Cr2Mo | |
| 10 | Диаметр опорных роликов | мм | Ø300 |
| 11 | Число опорных роликов | ролик | 36 |
| 12 | Материал опорных роликов | 42CrMo | |
| 13 | Скорость правки | м/мин | 6 |
| 14 | Рабочий ход верхних роликов | мм | -10, +60 |
| 15 | Скорость движения вниз | мм/мин | 40 |
| 16 | Максимальное расстояние колебательного механизма | мм | ±5 |
| 17 | Мощность главного двигателя | кВт | 55 |
| 18 | Мощность прессовального двигателя | кВт | 7.5 |
| 19 | Мощность двигателя колебательного механизма | кВт | 3 |
| 20 | Точность правки | мм/м2 | 1 мм/м2 |
| 21 | Дисплей | FRO-FACE (Япония) отображает положение подъема и наклонных моментов рабочих роликов верхнего ряда с точностью 0.1мм и автоматическим запоминанием при выключении. | |
| 22 | ПЛК (Программный Логический Контроллер) Система управления | ORMON CJ1 (Япония) | |
| 23 | Система смазки | Моторизованная, централизованная система смазки для смазочного материала YONGJIA LUBE (КНР) | |
| 17 | Электрический контроль | TE (Германия) низковольтная электрическая часть. FRO-FACE (Япония) сенсорный дисплей. |
Принцип работы
Листоправильный станок W43S-40×2000 предназначен для правки листового металла путем холодной прокатки. Принцип правки заключается в многократном ровном перегибе заготовки семью валками станка, после которого, принимая во внимание свойства упругости листового металла, происходит постепенное исправление первоначальных неровностей.
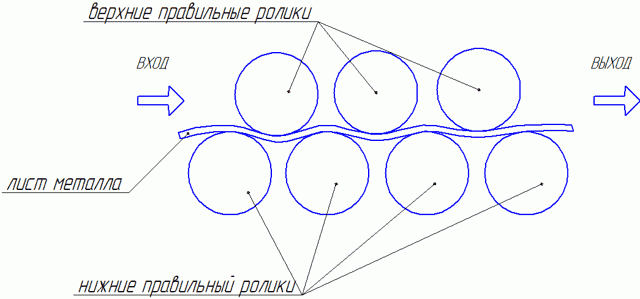
Расстояние между верхними и нижними роликами различно. По мере приближения листового металла к выходу это расстояние увеличивается, что позволяет эффективно произвести правку, и избежать избыточного перегиба. (А1≠А2).
Точность правки достигается только при наибольшей толщине металла. Так как при большой толщине и силы упругости выше.
Устройство станка
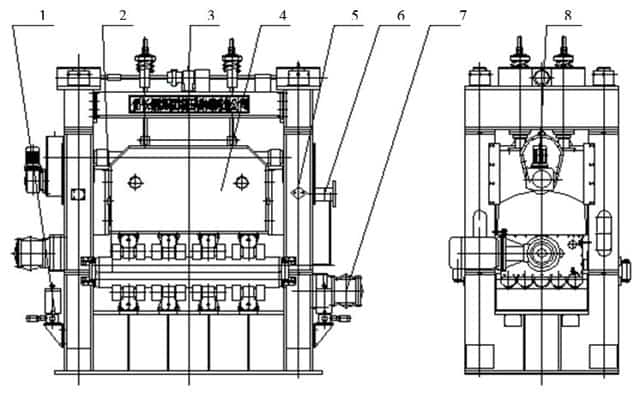
- система смазки;
- правящие валки;
- эксцентриковый механизм;
- подвижная поперечная балка;
- сварная станина;
- механизм контроля настроек;
- двигатель главного движения;
- поворотный механизм.
Станина станка стальная, сварная. Для снятия остаточных напряжений произведена нормализация. На станине расположены: приводы правящих валков с редукторами и распределителями, подвижная поперечная балка, механизм изменения угла наклона верхней поперечной балки, приборы контроля за параметрами правки листа, система централизованной смазки основных узлов станка.
- Механизм правки закреплён на станине (четыре нижних правящих валка) и на поперечной подвижной балке (три верхних правящих валка). Точность настройки размера правки +/- 0,1мм
- Для изменения угла наклона верхних правильных валов в горизонтальной плоскости установлен механизм на верхней поперечной балке.
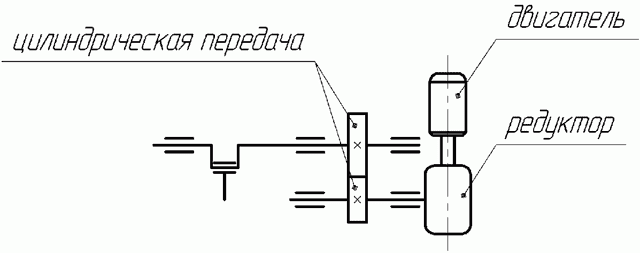
- При помощи двигателя и редуктора через цилиндрическую передачу крутящий момент приводит во вращение коленчатый вал, который поворачиваясь налоняет верхнюю балку на определённый угол.
Правящие валки кованные, из высококачественной стали 60ХМФ. Валки закалены до твёрдости HRC57-62 единицы. Глубина закалки- 4-6 мм.
Все рабочие валки имеют поддерживающие ролики. Под каждым валом группа поддерживающих роликов. Материал поддерживающих роликов- 40ХМ. Поддерживающие ролики закалены до HRC50-55. Глубина закалки- 3-4 мм.
Система смазки основных узлов централизованная. Маслостанция расположена на боковой стороне станины. Через систему маслопроводов смазка подаётся к наиболее нагруженым участкам станка.
Система управления состоит из пульта и шкафа управления. Установленых отдельно.
С пульта управления осуществляются регулировки и контрольза ходом правки. Все данные выводятся на жидкокристалический дисплей.


Станок комплектуется входным и выходным рольгангами. Рамы для рольгангов не входят в комплект поставки, а поставляются только ролики с опорами.
Комплект поставки:
- Основной стан
- Силовой шкаф с пультом управления
- Электрические кабеля от оборудования до шкафа управления
- Комплект входных/выходных рольгангов без рам
- Техническая документация
Техническая документация включает в себя:
- Инструкцию по эксплуатации (включая электрическую схему)
- Список быстроизнашивающихся частей
- Паспорт
- Упаковочный лист
- Фундаментный чертеж
- Срок поставки: 60 дней
- Страна-изготовитель: КНР
- Объем поставки: 1×вагон-платформа, 1×20' контейнер
- Условия расчетов:
50% — авансовый платеж в течение 5 банковских дней с момента подписания контракта. 50% — в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-производителем и готовности его оправки на станцию назначения с предоставление товаросопроводительных документов.
Гарантийное и техническое обслуживание 12 месяцев.
Оборудование для правки металла
 Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
 Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Это интересно: Способы правки металла
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке.
Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу.
В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
 Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.
30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
 Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки.
Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler.
Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Лп 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
 Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки.
Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки.
Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Это интересно: Инструменты для правки металла
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки.
На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания.
Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
 Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Станок листоправильный серии СПРП-2 для правки тонколистового металла (толщина от 0 – 2мм, ширина листа 650мм – 2000мм) купить. Цена снижена
используются для вытягивания из бухты листового проката, с последующим прокатом и выправкой, до ровного листа, без остаточных напряжений. Эксплуатируются в полу-автоматическом режиме, имеется пульт управления, реверс, настройка толщины листа.
Листоправильный станок СПРП-2 может эксплуатироваться на промышленном предприятии, при серийной обработке металла.
Выправлять можно лист толщиной от 0,5мм до 2-х мм, для получения нужного качества оператор может включить обратный ход роликов, в итоге получается чистый, без волнообразных поверхностей, ровный лист.
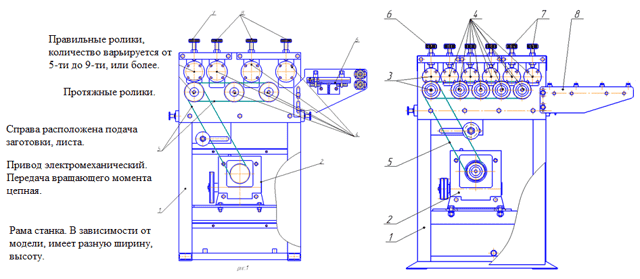
Основные виды работ листоправильной машины СПРП-2:
— размотка листового проката из бухты, стальных полос, возможно проволоки. Для этого имеются протяжные ролики.
— выправка листа между правильными роликами. Количество пар может варьироваться, от 2-х пар до 6-ти. Толщина листа настраивается механическими прижимами, обычно это черновые и оцинкованные стали до 2-х мм.
— при необходимости, после выправки листоправильный станок СПРП-2 подает лист для резки, на гильотину, которая встроена в технологический процесс.
Производитель листоправильной машины СПРП-2:
данные станки собираются по чертежам и заказу нашей компании, оборудование промышленное, все узлы производство Россия, имеет гарантию 1 год. Заказчик, по готовности оборудования, может приехать на нашу базу, принять станок по внешнему виду и в работе.
Модификации станка для правки листа СПРП-2:
— листоправильный станок СПРП-2. Имеет электромеханический привод, цепную передачу, пульт управления, реверс. Предназначен для выправки листов толщиной обычно 1,2; 1,5 и 2,0 мм. Ширина роликов варьируется от загружаемого листа, это стандартные листы 1м, 1,25м, 1,5м, 2м.
— станок для правки тонколистового металла. Предназначен для выправки листового проката с наибольшей толщиной до 0,8мм-1мм (Ст3, оцинкованный металл). Модели СПРП-0,8/650, СПРП-1,0/950, СПРП-0,8/2650.
— если Заказчику необходимо выравнивать перфорированные листы, по чертежам наш технический отдел спроектирует станок с увеличенным количеством пар правильных роликов.
Станок листоправильный для выправки листа СПРП-2/1250 (лист 2,0мм * 1250мм) цена – 339165 рублей.
Станок новый, гарантия 1 год, предпродажная подготовка.
Конструкция и принцип работы станка для правки листа серии СПРП-2:
электромеханический привод приводит в движение протяжные ролики, с пульта управления оператор запускает движение листа, листового проката. Каждая пара правильных роликов имеет настройку, для выравнивания различных по толщине листов. Для максимального крутящего момента на листоправильную машину СПРП-2, вращение идет от цепной передачи.
С кнопок включается реверс, позволяющий пропускать лист в нескольких направлениях, до требуемого качества поверхности. Скорость подачи и диаметр валков подбирается техническим отделом нашей компании СтанкоПоставка. Поджимные винты регулируют и протяжные ролики, и правильные.
Средний срок эксплуатации нашего правильного промышленного станка СПРП-2 – 10 лет.
Основные узлы листоправильного станка СПРП-2:
Особенности и преимущества листоправильного станка СПРП-2:
- — качество получаемой поверхности заготовок, точность 0,5мм на 500мм по всей ширине листа
- — надежность рабочих узлов, проверенная временем конструкция
- — наличие запчастей
- — возможность увеличения количества гибочных роликов, для обработки сложных цветных, легированных металлов.
Заводская гарантия на станок для выправки листа СПРП-2:
наша стандартная гарантия 12 месяцев. Все станки проходят у нас предпродажную подготовку, редуктор так же предварительно обкатан. По дополнительному договору технического обслуживания гарантия составляет 24 месяца.
Стандартная комплектация станка для правки листового проката СПРП-2:
сам станок в сборе, пульт управления, ЗИП для настройки нужной толщины прокатываемого листа, паспорт на станок с гарантийным талоном «СтанкоПоставка».
Дополнительная комплектация листоправильного станка СПРП-2:
рольганги для подачи листов, роликовые стойки, под заказ мы можем изготовить механические приводные рольганги.
Купить в наличии, доставка листоправильного станка СПРП-2:
отдел продаж нашей компании предлагает станок по минимальной цене, включая НДС и доставку в Москву. При закупке обговаривается дополнительная скидка. Так же Вы можете купить листоправильный станок СПРП-2 с доставкой по России.
Технические характеристики станка электромеханического для правки листа СПРП-2:
| Параметры прокатываемого листа: | |
| — толщина листа, мм | от 0,8 (*0,5) до 2,0 |
| — ширина правки листа, мм | 450, 500, 950, 1000, 1250, 1500, 2000, 2650 |
| Стандартное количество роликов, шт. | 5, 7, 9 |
| Скорость подачи заготовки, м/мин | 5,5, 6,5 |
| Мощность привода, кВт | 1,5 – 3,0 |
| Ø валов, мм | 120 (* может варьироваться) |
| Точность правки, мм | 0,5 на 500 |
| Габариты СПРП-2, м | 2,3*1,0*1,1 |
| Вес СПРП-2, кг | справ.1500 |
Сертификат качества на СПРП-2:
План фундамента и общие габариты СПРП-2:
Машина листоправильная модели МЛЧ 1725 (22х1700, 25х1000, 30х600, 40х450)
Машина листоправильная предназначена для правки (рихтовки, выравнивания) листового металла с пределом текучести σT ≤ 340 МПа (34 кг/мм2).
| Предел текучести рихтуемого листа σт, МПа | ≤340 |
| Скорость правки, м/мин | 10,1 |
| Максимальная толщина рихтуемого листа, мм | 22 |
| Минимальная толщина рихтуемого листа, мм | 6 |
| Максимальная ширина рихтуемого листа, мм | 1700 |
| Максимальное сечение рихтуемой полосы, мм | 25х1000, 30х600, 40х450 |
| Количество валков, шт | 9 |
| Диаметр рабочих валков, мм | 250 |
| Шаг рабочих валков, мм | 290 |
| Длина рабочей части валка, мм | 1800 |
| Привод главный | электромеханический |
| Мощность главного электропривода, кВт | 22 |
| Привод подъема верхних валков | электромеханический |
| Мощность механизма подъема валков, РєР’С‚ | 1,1Г—3=»3,3″ |
| Габаритные размеры: — длина, РјРј — ширина, РјРј- высота, РјРј | 3200 31001750 |
| Масса, кг | 16725 |
Заключительные испытания каждой листоправильной машины под нагрузкой и сертифицированная Система менеджмента качества (стандарт ISO 9001) гарантирует длительную и надежную работу машины на предприятиях.
Приобретаемый металлопрокат как правило имеет значительные отклонения по плоскостности (вогнутость, выпуклость и т.д.
), при газовой резке и рубке листового металла появляются дополнительные отклонения (пропеллерность, волнистость).
Деформированные листы и заготовки значительно увеличивают трудоемкость при их правке традиционными методами, снижают качество продукции, требуют соответственно квалифицированных исполнителей. Для устранения вышеперечисленных отклонений в листовом металлопрокате и заготовках из него целесообразно применение листоправильной машины МЛЧ 1725, значительно повышающей производительность труда и качество выпускаемой продукции.
- Поставляемая заводом машина МЛЧ 1725 проста в обслуживании, имеет высокую надежность в работе и не требует высококвалифицированного обслуживающего персонала.
- В настоящее время листоправильные машины работают на предприятиях России, Украины, Беларуси, обеспечивая высокие показатели даже после 20 лет работы.
- Учитывая, что рихтуемые листы имеют большую длину, желательно использовать при рихтовке рольганги.
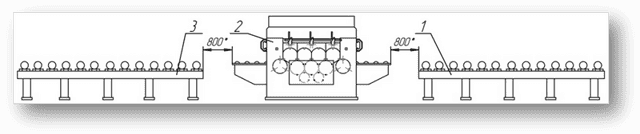
Схема установки машины: 1 — РїСЂРёРІРѕРґРЅРѕР№ рольганг, 2 — листоправильная машина МЛЧ 1725, 3 — рольганг РЅРµ РїСЂРёРІРѕРґРЅРѕР№.
Завод поставляет машины следующих модификаций: без рольгангов; с двумя приводными рольгангами; с двумя не приводными рольгангами; с одним приводным и одним не приводным рольгангом.

Машина листоправильная МЛЧ 1725
Машина листоправильная МЛЧ 1725 (22х1700, 25х1000, 30х600, 40х450) предназначена для правки (рихтовки, выравнивания) листового металла с пределом текучести σT ≤ 340 МПа (34 кг/мм2).
| Предел текучести рихтуемого листа σт, МПа | ≤340 |
| Скорость правки, м/мин | 10,1 |
| Максимальная толщина рихтуемого листа, мм | 22 |
| Минимальная толщина рихтуемого листа, мм | 6 |
| Максимальная ширина рихтуемого листа, мм | 1700 |
| Максимальное сечение рихтуемой полосы, мм | 25х1000, 30х600, 40х450 |
| Количество валков, шт | 9 |
| Диаметр рабочих валков, мм | 250 |
| Шаг рабочих валков, мм | 290 |
| Длина рабочей части валка, мм | 1800 |
| Привод главный | электромеханический |
| Мощность главного электропривода, кВт | 22 |
| Привод подъема верхних валков | электромеханический |
| Мощность механизма подъема валков, кВт | 1,1×3=»3,3″ |
| Габаритные размеры: — длина, мм — ширина, мм- высота, мм | 3200 31001750 |
| Масса, кг | 16725 |
Заключительные испытания каждой листоправильной машины под нагрузкой и сертифицированная Система менеджмента качества (стандарт ISO 9001) гарантирует длительную и надежную работу машины на предприятиях.
Приобретаемый металлопрокат как правило имеет значительные отклонения по плоскостности (вогнутость, выпуклость и т.д.), при газовой резке и рубке листового металла появляются дополнительные отклонения (пропеллерность, волнистость).
Деформированные листы и заготовки значительно увеличивают трудоемкость при их правке традиционными методами, снижают качество продукции, требуют соответственно квалифицированных исполнителей.
Для устранения вышеперечисленных отклонений в листовом металлопрокате и заготовках из него целесообразно применение листоправильной машины МЛЧ 1725, значительно повышающей производительность труда и качество выпускаемой продукции.
- Поставляемая заводом машина МЛЧ 1725 проста в обслуживании, имеет высокую надежность в работе и не требует высококвалифицированного обслуживающего персонала.
- В настоящее время листоправильные машины работают на предприятиях России, Украины, Беларуси, обеспечивая высокие показатели даже после 20 лет работы.
- Учитывая, что рихтуемые листы имеют большую длину, желательно использовать при рихтовке рольганги.
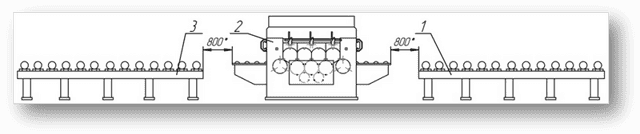
Схема установки машины: 1 — приводной рольганг, 2 — листоправильная машина МЛЧ 1725, 3 — рольганг не приводной.
Завод поставляет машины следующих модификаций:
- без рольгангов;
- с двумя приводными рольгангами;
- с двумя не приводными рольгангами;
- с одним приводным и одним не приводным рольгангом.

Листоправильные машины
Каждая крупная отрасль промышленного производства, где в той или иной степени производится металлообработка сырья, нуждается в высококачественном профессиональном оборудовании, способном осуществлять обработку заготовок с высокой скоростью и высокой точностью.
Каждая крупная отрасль промышленного производства, где в той или иной степени производится металлообработка сырья, нуждается в высококачественном профессиональном оборудовании, способном осуществлять обработку заготовок с высокой скоростью и высокой точностью.
Заготовительные цеха, как правило, комплектуются различными станками, использующимися для осуществления заготовительных операций, — здесь могут быть установлены агрегаты для раскроя материала, для его гибки, штамповки и так далее.
Листоправильные машины также представляют собой оборудование, которое достаточно часть применяется для осуществления заготовительных операций.
Чаще всего данный тип оборудования используется для правки листовых стальных заготовок небольшой толщины.
Низкоуглеродистая сталь, а также другие типы металла, зачастую, при штамповке вытяжными штампами могут подвергаться различным деформациям — к примеру, при обработке таким методом в металле могут образовываться складки и даже разрывы в том месте, где формируется изгиб материала.
Для того, чтобы этого не происходило, и используются листоправильные машины. Система валов, осуществляя перегиб заготовки, меняет структуру листового металла, тем самым повышая его пластику.
Если отказаться от снятия внутреннего напряжения, возникающего в обрабатываемом материале, дальнейшая работа с заготовкой может вызвать множество сложностей. Деформация заготовки во многом повлияет на:
- точность гибки;
- качество сварки;
- технологичность сборки;
- внешний вид готового изделия;
- и так далее.
Таким образом, использование листоправильных машин поможет сэкономить значительные средства при покупке сварочного оборудования, а также сделает производство деталей на предприятии непрерывным, благодаря тому, что листоштамповочное оборудование сможет работать без дополнительных ограничений.
Листоправильные машины также могут интегрироваться в автоматические системы, которые содержат в себе оборудование для пробивки, резки и сварки металлических заготовок.
В каталоге компании «Дюкон» Вы можете найти большой выбор установок, которые эффективно устраняют деформацию листовых металлических заготовок и снимают внутреннее напряжение в обрабатываемом материале.
Сегодня листоправильные установки получили широкое распространение в различных областях промышленного производства. Они востребованы в таких областях, как:
- металлургия;
- изготовление стройматериалов;
- машиностроительная отрасль;
- судостроительная отрасль;
- создание металлоконструкций.
Стоит отметить, что помимо применения листоправильных машин в промышленности, данный тип станков успешно используется и на предприятиях небольшого размера, занимающихся обработкой листового металла.
Как правило, конструкция всех листоправильных станков имеет схожее строение. К основным узлам конструкции листоправильной машины относятся такие элементы, как:
- силовой агрегат;
- несколько приводов;
- прочная станина;
- нижние валки;
- верхние валки;
- специальные пружины, уравновешивающие давление внутри машины и не допускающие образование зазора.
Принцип работы листоправильных машин достаточно прост — основным рабочим инструментом в конструкции станка являются листоправильные валки, которые многократно сгибают материал в процессе обработки.
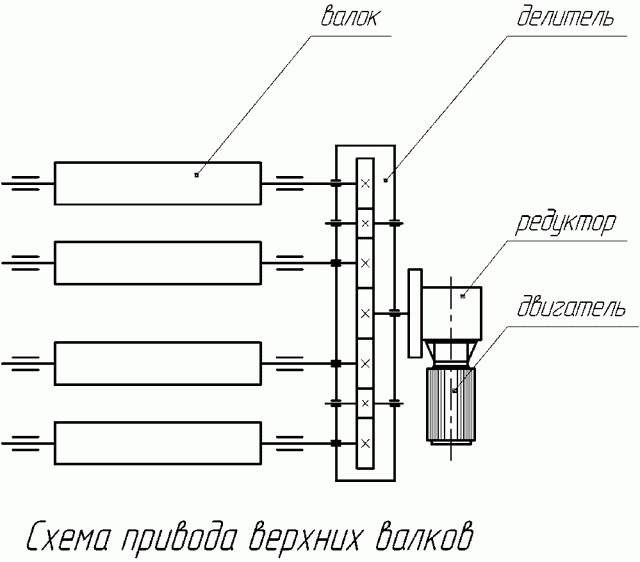
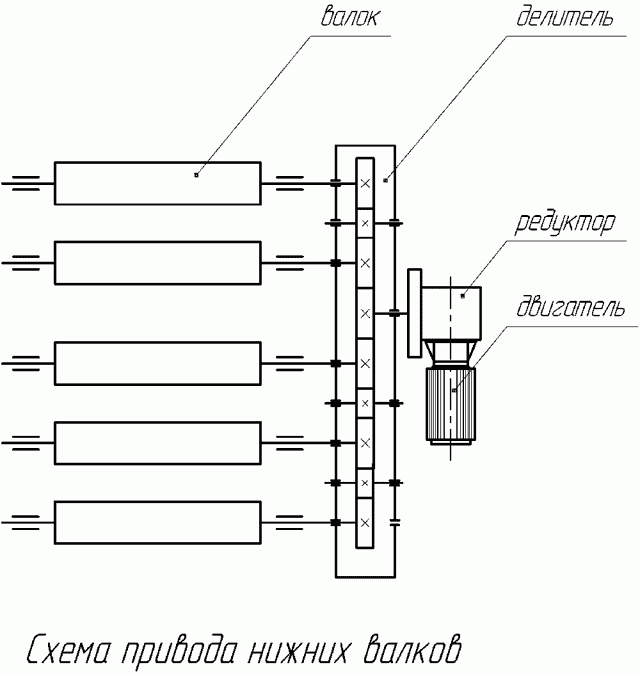
Движение рабочих валков обеспечивается шпинделями шарнирного типа, которые передают энергию от силового агрегата. В том случае, когда материал нуждается в существенной деформации, он подвергается правке в машине несколько раз.
При этом валки, расположенные в нижней части машины, имеют неподвижную ось, которая закрепляется на станине, а верхние валки, напротив, устанавливаются в подвижной траверсе.
При помощи специальной системы регулировки можно достаточно легко отрегулировать зазор между верхним и нижним рядом рабочих валов, что необходимо при настройке машины на обработку разнообразных по сечению и форме заготовок.
Выбирая листоправильную машину для своего производства необходимо учитывать различные параметры как самого устройства, так и характеристики тех заготовок, которые будут подвергаться обработке. Таким образам важными аспектами станут:
- материал изготовления заготовки;
- габариты заготовки;
- количество рабочих валков, а также их диаметр;
- минимально и максимально возможное расстояние между верхними и нижними валками для правки.
Также стоит обратить внимание на мощностные и производительные характеристики машины, на максимальную скорость и точность обработки заготовок, и так далее. В некоторых случаях также немаловажным является наличие в машине дополнительного оснащения, способного расширить функционал станка.
Компания «Дюкон» рада предложить Вам большой выбор листоправильных машин по самым оптимальным ценам. Мы реализуем только фирменную продукцию, которая уже успела зарекомендовать себя на предприятиях металлообрабатывающей отрасли. Вы также можете рассчитывать на высокопрофессиональную помощь при необходимости сервисного обслуживания и ремонта оборудования.





