- Виды работ
- Горячая клепка
- Холодная клепка
- Виды заклепок
- Типы стержней и закладочных головок
- Типы швов
- Принципы выбора размера заклепок
- Инструмент для проведения работ
- Этапы работ
- Высверливание отверстий
- Вставка заклепок
- Образование замыкающей головки
- Рекомендации
- Тема 12: «Клёпка»
- 4. Клепка. Слесарь. Практика слесарного дела. Строительство, ремонт, инструменты, материалы, инструкции
- 2.12. Клепальные работы и инструмент для клепки
- Особенности клепки металла. Требуемые инструменты, порядок действий | Машкрепеж
- Процедура клепки
- Типы заклепочных соединений
- Разновидности заклепок
- Типы закладных шляпок и стержней
- Инструмент для клепки
- Слесарные молотки
- Натяжка
- Чекан
- Поддержка
- Обжимка
- Заключение
Клепка металла и слесарное дело — два неразрывных понятия. С помощью клепочника можно соединять металлические детали разной толщины. Зависимо от вида крепежных элементов от готового соединения можно добиваться разных технических параметров.
 Мастер проводит клепку металла
Мастер проводит клепку металла
Клепка металла — технологический процесс, представляющий собой соединение деталей с помощью заклепок. Инструмент может быть ручным или пневматическим. Применяется, когда детали не получается сварить.
Виды работ
Специалисты выделяют две технологии клепки — горячую и холодную. Каждая из них применяется в разных ситуациях.
Горячая клепка
Перед соединением деталей стержень крепежного элемента нагревается. Температуру нагревания мастера определяют по цвету — металл должен быть раскален докрасна. Для проведения горячей клепки подходят стержни толщиной от 8 мм.
Холодная клепка
Стандартная технология, применяемая в разных ситуациях. Чаще холодную клепку проводят в домашних условиях, небольших мастерских для изготовления изделий, на которые не будут воздействовать большие нагрузки. Для ее выполнения применяются стержни толщиной не более 8 мм.
 Лист металла с клепками
Лист металла с клепками
Виды заклепок
Виды заклепок для металла:
- Полутрубчатые. Имеют небольшой показатель прочности, но устанавливаются просто. Подходят для соединений, которые не будут подвергаться большой механической нагрузке.
- Пистонные. Изготавливаются из мягких видов металлов, легко монтируются. Предназначены для простых соединений.
- Вытяжные, закладные. Состоят из двух частей. Удобны в установке.
- Стандартные. Подходят для создания разных видов швов.

Еще один вид — гаечные или резьбовые. Подходят для скрепления деталей с тонкими стенками.
Типы стержней и закладочных головок
По типу стержня заклепки бывают:
- Пустотелые. Внутри стержня присутствует свободная полость цилиндрической формы. Они не выдерживают высокие нагрузки, но легко расклепываются.
- Полупустотелые. В области закладной головки стержень сплошной.
- Сплошной стержень. Заклепки тяжело устанавливать, но они выдерживают высокую нагрузку.
- Возможные типы головок — конические, цилиндрические, полукруглые.
Типы швов
Типы клепочных швов:
- Прочный. Применяется, если нужно получить соединение высокой прочности. На готовую деталь при эксплуатации будет воздействовать большие нагрузки.
- Плотный. Применяются при изготовлении герметичных емкостей для хранения или перекачки жидкостей. Выдерживает небольшое давление.
- Прочноплотный. Применяются при сборке металлоконструкций, изделий, на которые будет воздействовать большое давление.
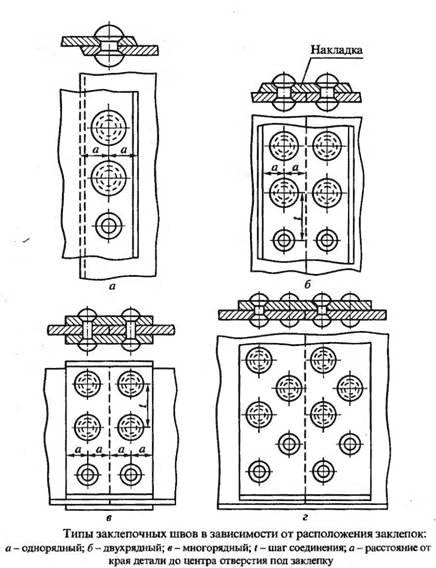
Зависимо от расположения крепежных элементов швы могут быть многорядными, двухрядными, однорядными.
Принципы выбора размера заклепок
Выбирать заклепки для соединения металлических деталей нужно зависимо от толщины соединяемых листов. При этом нужно учитывать диаметр стержня.
Для определения требуемого диаметра крепежного элемента нужно удвоить толщину металлических заготовок, которые будут соединяться. По длине стержень не должен быть меньше 2 диаметров.
Стандартные диапазоны размеров:
- диаметр — 1–36 мм;
- длина — 2–180 мм.
Мнение о том, что чем больше диаметр, тем выше прочность, ошибочное. Показатель прочности зависит от материала заклепки.
Инструмент для проведения работ
Инструменты:
- Набор слесарных молотков. Его нужно выбирать зависимо от диаметра заклепок. Лучше применять молоток с квадратным бойком.
- Чеканку. Слесарное зубило, которое с одной стороны имеет плоскую рабочую часть.
- Натяжку. Бородок, который имеет отверстие на рабочей части.
- Обжимку. Инструмент для придания формы замыкающей головке.
Дополнительно понадобятся тиски, инструмент для сверления, ручной заклепочник.
Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости. Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
Часто случаются ситуации, когда необходимо сначала удалить старые крепежные элементы, а потом прикрепить деталь повторно на то же место. Чтобы удалить полукруглую головку заклепки можно использовать острое зубило. Остатки крепежа нужно выбить пробойником.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
( 5
Тема 12: «Клёпка»
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной.
В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными.
Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки.
При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо.
Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки.
В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.
Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью.
В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок

При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.

Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3…5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
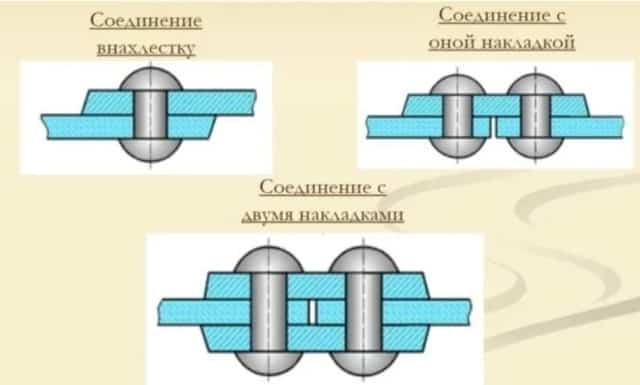
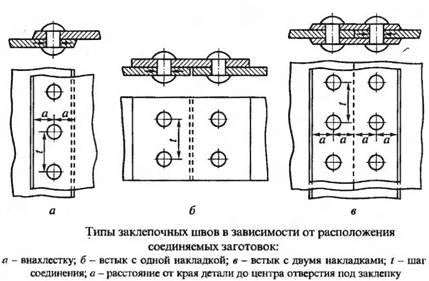
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки.
Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Выбор заклёпок:
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
- Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
- Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
- Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
- По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
- Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
- Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное).
В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров.
При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
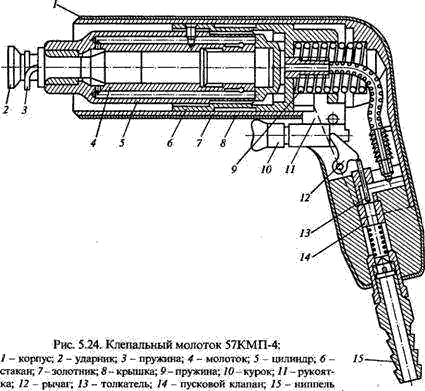
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.
Техника безопасности:
• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
4. Клепка. Слесарь. Практика слесарного дела. Строительство, ремонт, инструменты, материалы, инструкции
Образование неразъёмных соединений при помощи заклёпок. Клёпка подразделяется на холодную, выполняемую без нагрева заклёпок, и горячую, при которой перед постановкой на место стержень заклёпки нагревают до 1000…1100 °С.
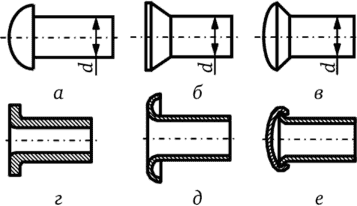
При выполнении слесарных работ применяют, как правило, только холодную клёпку с использованием заклёпок диаметром до 8 мм. Инструмент для ручной клёпки — натяжка, обжимка и поддержка (рис. 1).
Диаметр d стержня заклёпки выбирают равным примерно двойной наименьшей толщине соединяемых деталей.
Длина стержня заклёпки берётся исходя из суммы толщин соединяемых деталей и длины выступающей части стержня, необходимой для образования замыкающей головки: в случае полукруглой головки выступающий конец должен составлять (1,2…1,5) d, в случае потайной — (0,8…1,2) d.
Рис. 1. Инструменты для ручной клёпки: а — поддержка; б — натяжка; в — обжимка; 1 — заклёпка; 2 — соединяемые листы; 3 — ударная часть; 4 — тиски.
Перед клёпкой очищают склёпываемые детали от грязи, окалины, ржавчины. Правкой или опиливанием подгоняют сопрягаемые поверхности так, чтобы они плотно прилегли друг к другу. В соответствии с чертежом размечают подготавливаемые поверхности: наносят осевые риски и накернивают центры отверстий.
При соединении внахлёстку разметку выполняют на одной из деталей, при соединении с накладкой — на накладке. Шаг t между заклёпками и расстояние а от центра заклёпки до кромки детали принимают: в случае однорядных швов — t=3d и а=1,5d; в случае двухрядных швов — t=4d и а=1,5d. Диаметр отверстия под заклёпку делают на 0,1…
0,2 мм больше диаметра стержня заклёпки; для облегчения вставки заклёпки в отверстие концу заклёпки придают слегка коническую форму. Сверление обычно выполняют в два приёма: сначала сверлят пробное отверстие меньшего диаметра, а затем рассверливают окончательное, соответствующее диаметру стержня заклёпки.
Снимают фаску на кромке отверстия, а для потайных головок отверстие зенкуют конической зенковкой (см. статью 3. Зенкование, зенкерование, развертывание).
В зависимости от того, свободен ли доступ к замыкающей и к закладной головкам заклёпки либо доступ к замыкающей головке невозможен, различают два метода клёпки: прямой (открытый) и обратный (закрытый).
Прямой метод характеризуется тем, что удары молотком наносят по стержню заклёпки со стороны вновь образуемой (замыкающей) головки. Последовательность операций: вводят в отверстие снизу стержень заклёпки (рис.
2,а); ставят под закладную головку массивную поддержку, а сверху на стержень — натяжку и ударами молотка по вершине натяжки осаживают соединяемые детали (рис.
2,6); равномерными ударами молотка, направляемыми под углом к торцевой части стержня, предварительно формируют замыкающую головку (рис.
2,а), удары наносят так, чтобы замыкающая головка концентрично располагалась относительно отверстия; на предварительно сформированную замыкающую головку устанавливают обжимку и равномерными ударами (при упоре в поддержку) окончательно формируют замыкающую головку (рис. 2, г).
Рис. 2. Последовательность операций при клёпке прямым методом: а — закладывание заклёпки; б — осаживание деталей (листов) с помощью натяжки; в — предварительное формирование замыкающей головки; г — окончательное формирование замыкающей головки; 1 — натяжка; 2 — поддержка; 3 — обжимка.
Обратный метод характеризуется тем, что удары наносят по закладной головке. При работе этим методом стержень заклёпки вводят в отверстие сверху (рис. 3), поддержку ставят под стержень.
Для предварительного формирования замыкающей головки используют плоскую поддержку, для окончательного, например полукруглой головки,- поддержку с полукруглым углублением.
Молотком ударяют по закладной головке через обжимку, формируя с помощью поддержки замыкающую головку. Качество клёпки обратным методом несколько ниже, чем прямым.
Рис. 3. Последовательность операций при клёпке обратным методом: а — закладывание заклёпки; б- предварительное формирование замыкающей головки на плоской поддержке; в- окончательное формирование замыкающей головки на поддержке с полукруглым углублением; 1 — обжимка; 2 — поддержка с плоским выступом; 3 — поддержка с полукруглым углублением.
Нередко клёпку деталей (особенно из кожи, картона, пластмассы) выполняют с применением пустотелых заклёпок (пистонов).
Наиболее простой способ такого соединения: закладывают заклёпку в отверстие на поддержке с небольшим коническим выступом (под закладную головку) и раздают края заклёпки ударами молотка по кернеру (рис. 4, а).
Часто, чтобы не повредить поверхность детали краями пустотелой заклёпки, при соединении нескольких листов под головки заклёпки подклады- вают металлические шайбы (рис. 4, б).
Рис. 4. Соединение с помощью пустотелой заклёпки: а — раздача краёв пустотелой заклёпки с помощью кернера; б — соединение деталей (листов) пустотелой заклёпкой с подкладными шайбами; 1 — поддержка с коническим выступом; 2 — кернер; 3 — шайба.
Возможные виды брака при клёпке:
- замыкающая головка смещена в сторону (причина — неровный торец стержня заклёпки или стержень длиннее требуемого);
- обе головки смещены в разные стороны (обычно это происходит в том случае, когда отверстие просверлено косо);
- неплотное прилегание замыкающей головки (может произойти из-за перекоса обжимки);
- рваные края замыкающей головки (чаще всего получаются из-за плохого качества материала заклёпки).
В ряде случаев возникает необходимость удалить старые заклёпки (например, разболталась или оторвалась ручка у кастрюли) и заново приклепать деталь.
Полукруглую головку у заклёпки можно срубить зубилом, лучше с односторонней заточкой (как у долота). Когда головка срублена, заклёпку выбивают из отверстия пробойником.
У заклёпок с потайной головкой накернивают центр головки и высверливают её спиральным сверлом, затем выбивают заклёпку пробойником.
2.12. Клепальные работы и инструмент для клепки
2.12. Клепальные работы и инструмент для клепки
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
- Заклепочные соединения применяются:
- в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
- когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
- в случаях соединения различных металлов и материалов, для которых сварка неприменима.
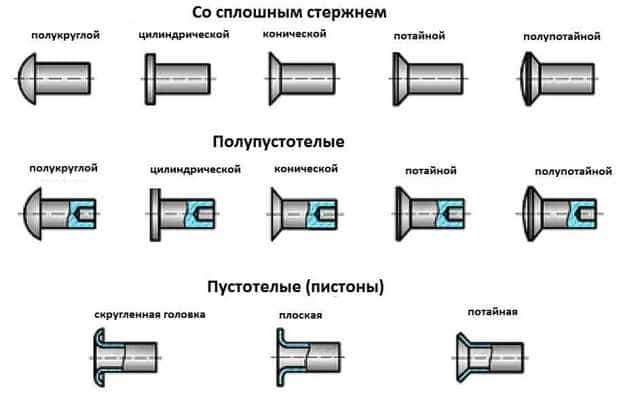
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
Рис. 29. Заклепки:
а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия.
Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 30).
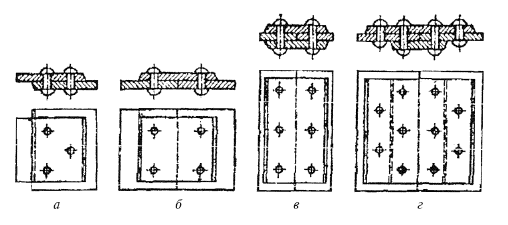
Рис. 30. Виды заклепочных соединений:
а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок.
Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные (рис. 31).
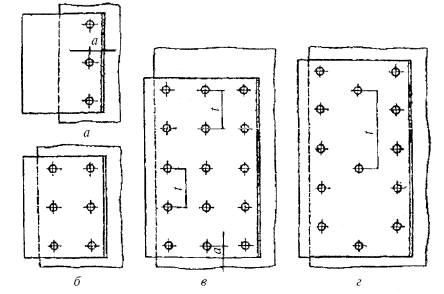
Рис. 31. Виды заклепочных швов:
- а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
- Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы.
- В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие недогретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Данный текст является ознакомительным фрагментом.
Особенности клепки металла. Требуемые инструменты, порядок действий | Машкрепеж
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной.
К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала.
Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие.
Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н.
замыкающая головка, которая:
- препятствует свободному извлечению заклепки из монтажного отверстия;
- обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
- внахлестку – на одну металлическую пластину накладывается другая;
- встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой. В зависимости от сферы предназначения заклепочные швы подразделяются на:
- прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
- прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
- плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень.
Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка.
Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
- полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
- плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
- под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.
Что же касается стержней, то они бывают:
- сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
- полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
- пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки.
Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки.
Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.
Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
- даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
- когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77.
Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно.
Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
| Обозначения по ГОСТу 2310-77 головок молотков | Сторона квадрата ударной плоскости бойка, мм | Вес (номинальный) квадратных головок молотков, кг |
| 7850-0122/001 | 36,0 | 1,0 |
| 7850-0121/001 | 33,0 | 0,8 |
| 7850-0119/001 | 29,0 | 0,6 |
| 7850-0118/001 | 27,0 | 0,5 |
| 7850-0117/001 | 25,0 | 0,4 |
| 7850-0147/001 | 19,0 | 0,3 |
| 7850-0116/001 | 0,2 | |
| 7850-0115/001 | 15,0 | 0,1 |
| 7850-0114/001 | 11,0 | 0,05 |
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение Dз):
- 4,0 мм ≤ Dз ≤ 5,0 мм молотки с головкой весом 0.4 кг;
- 6,0 мм ≤ Dз ≤ 8,0 мм – молотки с головкой весом 0,5 кг.
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Работа с натяжкой предусматривает:
- введение выступающего участка стержня заклепки в имеющееся в ней отверстие;
- нанесение нескольких ударов молотком по ударной части этого приспособления.
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности.
Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки.
На рисунке представлены чеканы, наиболее часто используемые при клепке.
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
- диаметра стержня крепежной детали;
- конструкции сопрягаемых объектов;
- предполагаемого к использованию способа клепки. Он бывает двух видов: прямой. Закладная головка заводится в лунку поддержки, а формообразование замыкающей головки осуществляется нанесением ударов молотком по специальной верхней части обжимки; обратный. Применяется этот метод для клепки в местах с ограниченным доступом и предусматривает нанесение ударов по закладной головке крепежной детали. Замыкающая головка обретает требуемую конфигурацию за счет деформации в специальной выемке, находящейся в рабочей части поддержки. Принцип использования этого приспособления можно понять, изучив рисунок.
Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
Значения отображенных на чертеже параметров указаны в таблице.
| Диаметр стержня заклепки | Общая длина обжимки (L), мм | Радиус углубления (R), мм | Глубина лунки (h), мм | Диаметр лунки в рабочей части (d1), мм | Диаметр стержня обжимки (D), мм | Масса, кг |
| 31,0 | 180,0 | 26,0 | 18,0 | 48,7 | 50,0 | 2,78 |
| 28,0 | 23,5 | 16,0 | 43,8 | |||
| 25,0 | 21,0 | 14,0 | 39,1 | |||
| 22,0 | 18,0 | 12,0 | 34,2 | 45,0 | 2,20 | |
| 19,0 | 16,0 | 10,0 | 29,2 | |||
| 16,0 | 13,0 | 8,5 | 24,3 | 35,0 | 1,40 | |
| 13,0 | 170,0 | 12,5 | 7,0 | 20,4 | 30,0 | 0,93 |
| 11,5 | 10,0 | 6,0 | 18,4 | |||
| 10,0 | 9,0 | 5,0 | 15,5 |
В качестве сырья для изготовления обжимок используется высококачественная углеродистая инструментальная сталь марок У7A и У8A.
Заключение
В заключение необходимо отметить один важный момент. Клепка металла должна производиться крепежными деталями, изготовленными из того же материала, что и соединяемые листы.
Выполнение этого требования исключит протекание процесса электрохимической коррозии.
Что же касается медных пластин, то их соединение может вестись заклепками, произведенными не только из металла Сu, но и из латуни.





