- При чем здесь волчьи сливки?
- Не боимся китайских расходников
- Классификация и маркировка
- Как выбрать самый подходящий расходник
- Заточка и еще раз заточка
- Аргонодуговая сварка, советы
- Вольфрамовые электроды для аргонодуговой сварки
- Маркировка вольфрамовых электродов
- Заточка вольфрамовых электродов
- Аргонодуговая сварка неплавящимся электродом (tig)
- Аргонодуговая сварка плавящимся электродом
- Применение вольфрамовых электродов
- Вольфрамовые электроды — классификация, описание, характеристики
- Маркировка и характеристики вольфрамовых электродов
- Заточка вольфрамовых электродов
- Особенности заточки
- Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
- Разбираемся в характеристиках вольфрамовых электродов
- Сферы использования вольфрамовых электродов различных марок
- Критерии выбора электрода из вольфрама
- Особенности и способы заточки
- Вольфрамовый пруток и круг

Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов – вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
При чем здесь волчьи сливки?
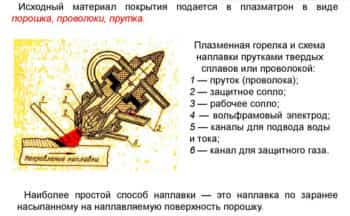
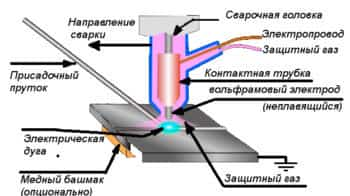 Схематическая сварка вольфрамовым электродом.
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века.
В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов.
Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.
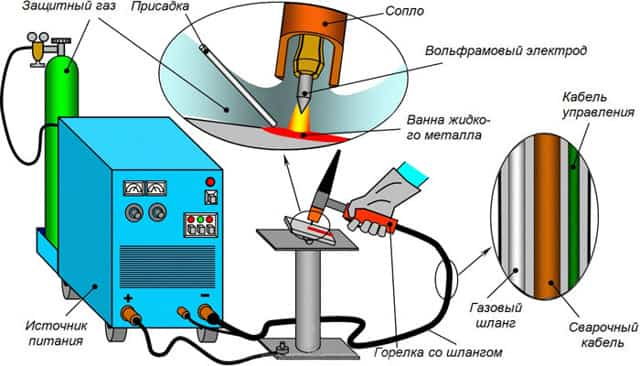
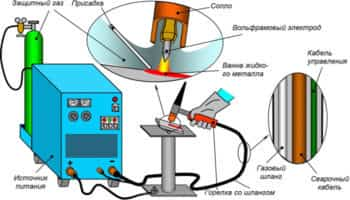 Сварочный аппарат для сварки вольфрамовым электродом.
Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
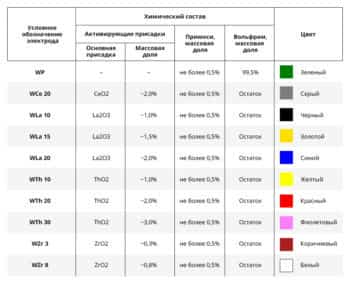 Химический состав вольфрамовых электродов.
Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения.
Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника.
Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг.
Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка.
Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
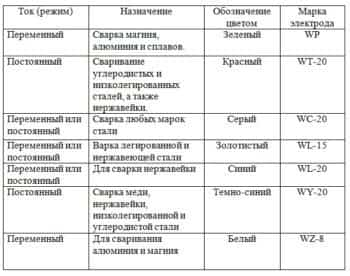 Ток сварки для вольфрамовых электродов.
Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик.
Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов.
На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
 Способ наплавки при сварке вольфрамовым электродом.
Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG – Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах – ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
 Марки и диаметр электродов.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования.
Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность.
А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
 Как затачивать вольфрамовые электроды.
Как затачивать вольфрамовые электроды.
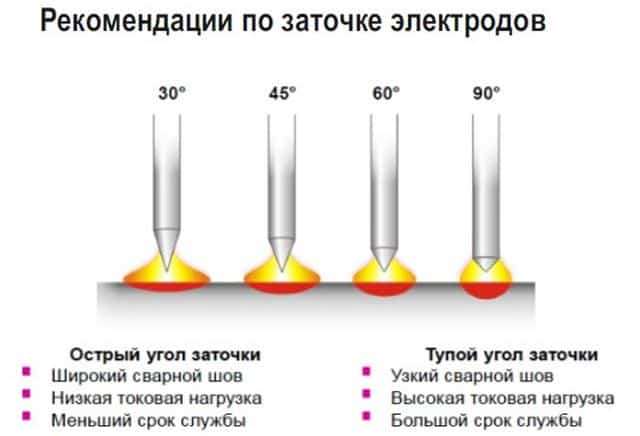
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением.
Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва.
Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G–Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH – компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы
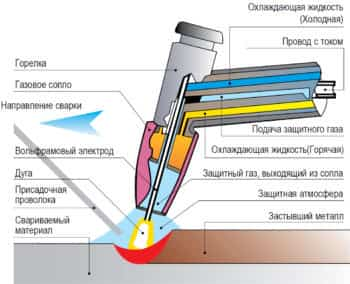 Принцип аргонодуговой сварки.
Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
Вольфрамовые электроды для аргонодуговой сварки


Постоянное применение в данной сварке имеют газовые составляющие. И действительно, аргон не образует с атмосферой взрывоопасной смеси. Он немного тяжелее чем воздух и более практичен при сварке, чем гелий. Но сама дуга при применении гелия имеет в 1,5–2 раза больше энергии, чем при использовании того же аргона. Повсеместное применение при проведении сварочных работ имеет смесь с такими составляющими: 35–40% чистого аргона плюс 60–65% чистого гелия. Аргон полностью стабилизирует дугу, а гелий качественно сплавляет металл.
У аргонодуговой сварки всего два международных названия. TIG – сварка неплавящимися специальными электродами из вольфрама в среде инертного газа. MIG/MAG – сварка самой электродной проволокой непосредственно в среде инертного аргона или даже углекислого газа.
Маркировка вольфрамовых электродов
В аргонодуговой сварке используют вольфрамовые электроды. Использование вольфрама в этом случае оправдано, так как он тугоплавкий – способен выдерживать высокие температуры не плавясь.
В настоящий период времени наша промышленность выпускает электроды длиной 175 мм и такими диаметрами: 1 мм; 1,6 мм; 2 мм; 2,4 мм; 3,2 мм; 4 мм. Разница между размерами обусловлена необходимостью работы при определённых диапазонах сварочных токов:
- 1 мм – до 50 А;
- 1,6 мм – до 100 А;
- 2 / 2,4 мм – до 200 А;
- 3,2 мм – до 300 А;
- 4 мм – свыше 300 А.

Вольфрамовые электроды для аргонодуговой сварки производятся из чистого вольфрама, а также тарированного и лантанированного, что способствуют повышению качества и стабильности сварочной дуги. Марка электродов квалифицируется от процентного содержания примесей и добавок. В настоящее время существует всего три категории вольфрамовых сварочных электродов:
- постоянного тока (WY, WT);
- переменного тока (WZ, WP);
- универсальные (WL, WC).
Расход количества электродов при использовании аргонной сварки зависит от типа самой сварки, диаметра применяемого прутка, вида тока и ещё ряда дополнительных показателей.
Вольфрамовые электроды для аргонодуговой сварки имеют следующую маркировку, обозначенную цветовыми кодами: WP (зелёный): электроды состоят из чистого вольфрама, используются для сварки таких металлов, как магний, алюминий и их разнообразных сплавов.
Ток переменный, на постоянном не применяются, так как заточить их гораздо сложнее, чем другие. WZ (белый): состав этих электродов включает оксид циркония. Дуга при сварке имеет высокую стабильность. Применяются при сварке бронзы, алюминия, никеля, а так же их сплавов.
WT (красный): в качестве добавки к основным химическим элементам используется оксид тория. Эта марка электродов имеет широкое применение, но необходимо помнить, что торий является низкорадиоактивным металлом. При использовании аргонной сварки необходимо соблюдать дополнительные требования безопасности.
Помещение должно быть оснащено системой вентиляции. Данные электроды необходимы при сварке деталей из нержавеющей стали, тантала, молибдена. WY (тёмно-синий): применяются в особых случаях для сварки ответственных, сложных соединений в конструкциях как из углеродистых сталей, так и из низколегированных.
Необходим также при сварке нержавеющих сталей и титана. WL (золотистый): эти электроды универсального действия. Ими осуществляется сварка самых разных составов сталей и сплавов. Неоходимы для переменного и постоянного тока.
WC (серый): также универсальный электрод для аргонной сварки как на переменном, так и на постоянном видах электрического тока. В качестве добавки служит оксид церия.

Заточка вольфрамовых электродов
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить. Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны.
Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов.
Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным.
Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен.
При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги.
Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.
Аргонодуговая сварка неплавящимся электродом (tig)
При сварке неплавящимся электродом обязательно используют сварочный осциллятор. Так как из-за тугоплавкости вольфрама, плавление которого происходит при температуре около 5000 °C, сам электрод практически не сгорает. В связи с этим образование газов, ведущих к ионизации и зажиганию дуги не происходит. Кроме осциллятора, для образования сварочного шва применяют присадочный материал.
Аргонодуговая сварка плавящимся электродом
Электродом в данном случае является стержень из металла. Он покрыт слоем рутила. Сварочная дуга зажигается из-за паров расплавленного металла, которые в аргоне дают ионизацию. Осциллятор в данном случае не применяется.
Цены на электроды этих категорий зависят не только от страны-производителя, но и от ценовой политики предприятий их выпускающих. В настоящее время вольфрамовые электроды имеют такую стоимость:
- электроды марки WP – от 3657 руб/кг;
- электроды марки WZ – от 5000 руб/кг;
- электроды марки WT – от 5000 руб/кг;
- электроды марки WY – от 5000 руб/кг;
- электроды марки WL – от 5000 руб/кг;
- электроды марки WC – от 4730 руб/кг.

Применение вольфрамовых электродов
Аргонную сварку применяют в самых разных отраслях промышленности и сельского хозяйства.
Возможность аппаратом TIG ac/dc соединить различные углеродистые, нержавеющие, конструкционные стали, а также современные сплавы металлов, характеризует эту технологию как самую востребованную в производстве на данный момент. Аэрокосмическая отрасль, как правило, является основным пользователем данного типа сварки.
В промышленности tig-сварку используют для соединения деталей различных конфигураций. Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
В связи с простой технологией аргонной сварки алюминия, её можно применить в быту, используя домашние инверторы TIG ac/dc. В бытовых условиях возможно организовать даже сварочный процесс нержавейки.
Надёжность получаемого шва не вызывает сомнений, так как сварочный шов являет собой единое целое со свариваемым металлом.
Современные технологии сварочных работ ставят аргонодуговую сварку с применением вольфрамовых электродов на одно из первых мест в мире по качеству производимых работ.
Источник: https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
Вольфрамовые электроды — классификация, описание, характеристики
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент.
Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях.
Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов.
Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее.
Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Применение сварочной проволоки
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
 Таблица сравнения вольфрамовых электродов
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
 Влияние угла заточки на глубину провара
Влияние угла заточки на глубину провара
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Рекомендуем! Устройство и использование кислородных баллонов
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит.
Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов.
Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Источник: https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html
Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки.
Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые.
Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью.
По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание.
При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток.
Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков.
При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека.
Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание.
От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей.
Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др.
, делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока.
Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.
Источник: http://met-all.org/metalloprokat/metizy/volframovye-elektrody-dlya-argonodugovoj-svarki.html
Вольфрамовый пруток и круг
Калькулятор металлопроката
Рассчитать массу изделий из вольфрама Задать вопрос
Круг и пруток являются одними из самых востребованных промышленных полуфабрикатов. В сочетании с полезными свойствами вольфрама эти изделия нашли применение в очень важных отраслях. Сварные соединения, электронные приборы, нагревательные элементы участвуют в огромном количестве технологических процессов в самых разных областях деятельности, и весомая часть из них осуществима благодаря пруткам из вольфрама. Это универсальные полуфабрикаты, которые помимо использования в оборудовании являются исходными заготовками для производства изделий круглого сечения малых диаметров. Чтобы купить вольфрамовый пруток и круг в МТК Метотехника, достаточно связаться с нами одним из удобных способов — email, телефон, сайт. Мы ответим на вопросы, связанные с продукцией, и поможем подобрать необходимые позиции.
Подробное описание способов производства указанной продукции, марки и рекомендации по применению представлены на данной странице в соответствующих разделах.
Прутки и круги изготавливают из вольфрама ВА, ВРН, ВЛ, СВИ, ВТ. Все перечисленные марки содержат в своем составе 99,9% вольфрама. Для улучшения свойств сплавов в их состав вводят различные присадки. Как правило, к ним относятся следующие элементы: торий, лантан, иттрий, кремний, алюминий. ВА и ВРН содержат кремнещелочную и алюминиевую присадки, ВЛ — присадку окиси лантана, ВТ — окиси тория, СВИ — окиси иттрия.
Химический состав представленных материалов описан в стандартах ГОСТ 23949-80, ТУ 48-19-221-83, ТУ 48-19-27-88, ТУ 48-19-59-87.
Вольфрамовые прутки, а также круги изготавливаются с помощью ковки, которая входит в группу методов обработки металлов давлением. Исходным сырьем для производства служат штабики. Ковка осуществляется на ротационной ковочной машине. В силу свойств W обработка давлением данного металла выполняется в нагретом состоянии. Ковка проводится в несколько этапов, на каждом из которых получают полуфабрикаты меньшего диаметра. Вольфрамовый пруток Ø около 3мм и менее часто производят с помощью протяжки. Вольфрамовые круги не подвергаются ни термической, ни химической обработке. Для изделий некоторых марок и диаметров выполняется шлифование поверхности. Эта операция относится к механической обработке. Также стоит отметить, что вольфрамовый круг должен быть прямым. Прямолинейность описываемых полуфабрикатов является важным требованием, которое присутствует во всех нормативных документах, регламентирующих изготовление данной продукции.
Круги и прутки из вольфрама должны соответствовать требованиям ряда ГОСТов и ТУ. Среди них ГОСТ 23949-80, ТУ 48-19-221-83, ТУ 48-19-27-88, ТУ 48-19-59-87 и другие. Контролируются размеры изделий и предельные отклонения по ним, состояние поставки, механические свойства, маркировка, упаковка.
Очень часто пруток круглого сечения называют вольфрамовый круг. Это справедливо для полуфабрикатов достаточно большого диаметра. ГОСТ 25501-82 не содержит определение круг для заготовок и полуфабрикатов, однако на практике такое название прутка круглого сечения и большого диаметра часто употребляется.
Наиболее распространенным применением прутков является изготовление неплавящихся электродов, которые используются для сварки. В данном случае электрод не расходуется, поэтому необходима присадочная проволока, которая расплавляется вместе с металлом свариваемых элементов и образует сварочную ванну. Вольфрамовые электроды применяются для сварки цветных металлов и сплавов, высоколегированных сталей, в случаях, когда необходим сварной шов повышенной прочности. Они нашли широкое применение в аргонодуговой сварке. Стоит отметить, что свариваемые элементы могут иметь разный химический состав. Среди выпускаемых промышленностью электродов стоит выделить ЭВЛ (W с присадкой окиси лантана), ЭВТ (W с присадкой окиси тория), ЭВИ (W с присадкой окиси иттрия), ЭВЧ (W чистый). Такие изделия имеют мерную длину и цветовую маркировку. Также для целей сварки можно использовать вольфрамовые прутки марок ВА, ВЛ, ВТ, СВИ. Еще одним применением прутков из вольфрама является изготовление нагревателей высокотемпературных печей. Такие нагреватели должны работать в атмосфере водорода, инертного газа или вакууме.
Также данные полуфабрикаты могут служить катодами радиоламп, электронных и газоразрядных приборов.
Наличие вольфрамовых прутков и кругов, их стоимость представлены на странице Цены. Также указанная продукция доступна для заказа через сайт.
Источник: https://www.metotech.ru/volframovyy-prutok-krug.htm





