- Рубка металла цель и назначение слесарной рубки
- Большая Рнциклопедия Нефти Рё Газа
- Рубка металла
- Рубительные инструменты
- Рубка, резание и опиливание при слесарных работах
- Как выполняется процесс рубки металла?
- Виды рубки металла
- Процесс рубки металла
- ТТК. Рубка металла
- Рубка металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила и др.) и ударного инструмента (слесарного молотка) с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
- Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
- Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале.
- Кроме того, рубка применяется тогда, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Заготовку перед рубкой закрепляют в тиски. Крупные заготовки рубят на плите или наковальне, а особо крупные — на том месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4-1,0 мм.
Резанием называется процесс удаления с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки, осуществляемый при помощи режущих инструментов. Процесс резания осуществляется при выполнении большинства слесарных операций: рубки, резания, опиливания, сверления, шабрения, притирки.
Форма режущей части (лезвия) любого режущего инструмента представляет собой клин с определенными углами (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник) (рис. 55,а-з).
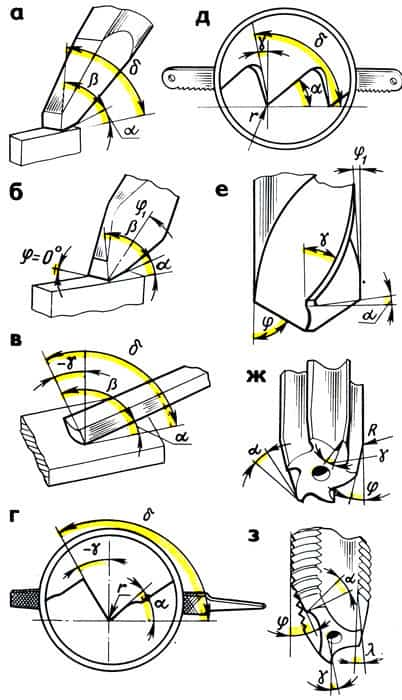 Рис. 55. Углы режущей части слесарного инструмента: а — зубила, д — ножовочного полотна, б — крейцмейселя, е — сверла, в — шабера, ж — развертки, г — напильника, з — метчика
Рис. 55. Углы режущей части слесарного инструмента: а — зубила, д — ножовочного полотна, б — крейцмейселя, е — сверла, в — шабера, ж — развертки, г — напильника, з — метчика 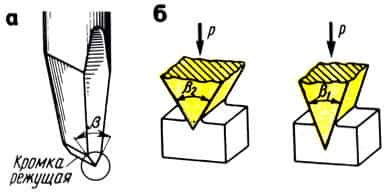 Рис. 56. Простейший вид клина-зубила (а), зависимость силы внедрения его от (б): Р — сила удара, Р — угол заострения, β — небольшой угол, β1 — угла заострения (б): β2 — большой угол
Рис. 56. Простейший вид клина-зубила (а), зависимость силы внедрения его от (б): Р — сила удара, Р — угол заострения, β — небольшой угол, β1 — угла заострения (б): β2 — большой угол
Зубило представляет собой простейший режущий инструмент, в котором форма клина особенно четко выражена (рис. 56,а).
В зависимости от того, как будет заострен режущий клин (рис. 56,6), как он будет установлен по отношению к плоскости (поверхности) детали и как будет направлена сила, двигающая клин в слое металла, можно получить наибольший или наименьший выигрыш в затрате труда, в качестве обработки, а также в количестве израсходованных инструментов.
Чем острее клин, т. е. меньше угол, образованный его сторонами, тем меньшее усилие потребуется для его углубления в материал.
Теорией и практикой резания установлены определенные углы заострения режущих инструментов для различных металлов. Элементы и геометрическая форма режущей части зубила изображены на рис. 57.
- На обрабатываемой заготовке различают следующие поверхности: обрабатываемую, обработанную, а также поверхность резания.
- Обрабатываемой поверхностью называется поверхность, с которой будет сниматься слой материала (стружка).
- Обработанной поверхностью называется поверхность, с которой снят слой металла (стружка).
Грань, по которой сходит стружка при резании, называется передней, а противоположная ей грань, обращенная к обрабатываемой поверхности заготовки, — задней. Пересечение передней и задней граней образуют режущую кромку, ширина которой у зубила обычно 15 — 25 мм.
Угол λ заострения β (бэта) — угол, образованный между передней и задней поверхностями инструмента.
Угол резания δ (дельта) — угол между передней гранью и обрабатываемой поверхностью; он равен сумме угла заострения и заднего угла, т. е.
δ = β + α.
Передний угол γ (гамма) — угол между передней гранью и плоскостью, проведенной через режущую кромку перпендикулярно обрабатываемой поверхности. Чем больше передний угол у инструмента, тем меньше угол заострения и тем, следовательно, меньше будет усилие резания, но менее прочной и стойкой будет режущая его часть.
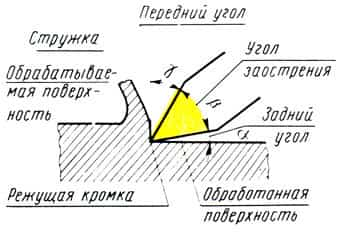 Рис. 57. Элементы резания и геометрия режущей части зубила
Рис. 57. Элементы резания и геометрия режущей части зубила
Задний угол α (альфа) образуется задней поверхностью (гранью) и поверхностью резания. Задний угол должен быть очень небольшим, чтобы не ослабить режущую часть инструмента. Для зубил он равен 3 — 8°.
Если зубило наклонить под большим углом, оно врежется в обрабатываемую поверхность; при меньших углах зубило скользит, не производя резания.
Этот угол уменьшает трение задней поверхности инструмента об обработанную поверхность.
- Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения оси клина и направления действия силы Р.
- Различают два основных вида работы клина:
- ось клина и направление действия силы Р перпендикулярны поверхности заготовки.
- В этом случае заготовка разрубается;
ось клина и направление действия силы Р образуют с поверхностью заготовки угол меньше 90°. В этом случае с заготовки снимается стружка.
При работе клина при угле менее 90° его передняя поверхность сжимает находящийся перед нею срубаемый слой металла, отдельные его частицы смещаются относительно друг друга; когда напряжение в металле превысит прочность металла, происходит сдвиг или скалывание его частиц, в результате чего образуется стружка.
По невысокой стоимости козырек спецодежда купить на сайте www.aspektsnab.ru.
Рубка металла цель и назначение слесарной рубки
ДОМАШНИЙ СЛЕСАРЬ
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила, крейцмейселя или канавочника) и ударного инструмента (слесарного молотка) с. заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
Рубка производится в тех случаях, когда не требуется высокой точности обработки. Точность обработки, достигаемая при рубке, составляет 0,4—0,7 мм.
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале.
Кроме того, рубка применяется тогда, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Производится рубка в тисках, на плите или на наковальне. Заготовки и отливки мелких размеров при рубке закрепляются в стуловых тисках. Обрубка дефектов сварных швов и приливов в крупных деталях осуществляется на месте.
Рубка металла ручным зубилом — очень трудоемкая и тяжелая операция. Поэтому необходимо стремиться максимально ее механизировать.
Средствами механизации рубки металла являются: замена обрубки обработкой абразивным инструментом, а также замена ручного зубила пневматическим или электрическим рубильным молотком.
Приступая к рубке, слесарь должен подготовить свое рабочее место. Достав из верстачного ящика зубило и молоток, он располагает зубило на верстаке с левой стороны тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным к тискам.
Большое значение для рубки имеет правильное положение корпуса слесаря. При рубке надо стоять у тисков устойчиво, вполоборота к ним; корпус рабочего должен находиться левее оси тисков.
Левую ногу выставлять на полшага вперед так, чтобы ось ступни располагалась под углом 70—75° по отношению к тискам.
Правую ногу немного отставить назад, развернув ступню под углом 40—45° по отношению к оси тисков.
Молоток необходимо брать за рукоятку так, чтобы рука находилась на расстоянии 20—30 мм от конца рукоятки (рис. 32, а). Рукоятку обхватывают четырьмя пальцами и прижимают к ладони; при, этом большой палец накладывают на указательный и все пальцы крепко сжимают. Держать зубило, надо левой рукой, не сжимая сильно пальцы, на расстоянии 20— 30 мм от головки (рис. 32, б).
| Рис. 32. Приемы держания инструмента при рубке |
|
Рис. 33. Приемы рубки: а — по уровню губки тисков; 6 — по разметочным рискам; в — при малом угле наклона зубила; г — при большом угле наклона зубила |
В процессе рубки зубило должно направляться под углом 30—35° по отношению к обрабатываемой поверхности (рис. рис. 33, а). При меньшем угле наклона оно будет скользить, а не резать (рис. 33, б), а при большем — излишне углубляться в металл и давать большие неровности обработки (рис. 33, г).
Существенное значение для процесса ручной рубки в тисках имеет также правильная установка зубила по отношению к вертикальной плоскости неподвижной губки тисков.
Нормальной установкой режущей кромки зубила следует считать угол 40—45° (рис. 34, а). При меньшем угле площадь среза увеличивается, рубка становится тяжелее, и процесс ее замедляется (рис. 34, б).
При большем угле стружка, завиваясь,
Создает дополнительное сопротивление срезу, поверхность среза получается грубой и рваной; возможно смещение заготовки в тисках (рис. 34, в).
| Рис. 34. Установка зубила в рабочее положение по отношению к губкам тисков |
При рубке с применением кистевого удара делают в среднем 40—50 ударов в минуту; при более тяжелой работе и плечевом ударе темп рубки снижается до 30—35 ударов в минуту.
Удар молотка по зубилу должен быть как можно более точным. Нужно, чтобы центр бойка молотка попадал в центр головки зубила, а рукоятка молотка с зубилом образовывали прямой угол. Рубить можно только остро заточенным зубилом; тупое зубило соскальзывает с поверхности, рука от этого быстро устает и в результате теряется правильность удара.
Размеры снимаемой зубилом стружки зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Наиболее производительной считается рубка, при которой за один проход снимается слой металла толщиной 1,5—2 мм. При снятии слоя большей толщины слесарь быстро утомляется, а поверхность рубки получается нечистой.
Рубку хрупких металлов (чугун, бронза) следует производить от края к середине заготовки, чтобы избежать откалывания края детали. При рубке вязких металлов (мягкая сталь, медь, латунь) режущую кромку зубила рекомендуется периодически смачивать машинным маслом или мыльной эмульсией.
Рубку в тисках можно выполнять по уровню губок тисков либо выше этого уровня — по размеченным рискам. По уровню губок тисков чаще всего рубят тонкий металл, а выше уровня — широкие поверхности заготовки.
При обрубании широких поверхностей для сокращения времени следует пользоваться крейцмей — селем и зубилом. Сначала крейцмейселем прорубают канавки, а затем срубают зубилом образовавшиеся выступы.
Чтобы правильно выполнять рубку, нужно хорошо владеть зубилом и молотком, т. е. правильно держать зубило и молоток, без промахов и правильно производить замахи и удары молотком по головке зубила.
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Большая Рнциклопедия Нефти Рё Газа
- Cтраница 1
- Чистовая рубка производится широким острым зубилом при легких удар эх молотка. [1]
- РџСЂРё чистовой СЂСѓР±РєРµ зубилом Р·Р° РѕРґРёРЅ РїСЂРѕС…РѕРґ снимают слой металла толщиной 0 5 — 1 РјРј, РїСЂРё черновой СЂСѓР±РєРµ — 1 5 — 2 РјРј. [2]
- РџСЂРё чистовой СЂСѓР±РєРµ толщина снимаемого слоя составляет 0 5 — 0 7 РјРј. [3]
Р’ противном случае обрабатываемая поверхность получается неровной, стружка завивается СЃ большим трудом, РІ С…РѕРґРµ СЂСѓР±РєРё заготовка оседает; прогибается Рё ажс может вырваться РёР· РіСѓР±РѕРє тисков. Чистовую СЂСѓР±РєСѓ ведут РїСЂРё толщине снимаемого слоя 0 5 — 0 7 РјРј. [4]
| Приемы рубки листового металла. [5] |
Р’ противном случае обрабатываемая поверхность получается неровной, стружка завивается СЃ большим трудрм, РІ С…РѕРґРµ СЂСѓР±РєРё заготовка оседает, прогибается Рё даже может вырваться РёР· РіСѓР±РѕРє тисков. Чистовую СЂСѓР±РєСѓ ведут РїСЂРё толщине снимаемого слоя 0 5 — 0 7 РјРј. [6]
| Приемы рубки листового металла. [7] |
Р’ противном случае обрабатываемая поверхность получается неровной, стружка завивается СЃ большим трудом, РІ С…РѕРґРµ СЂСѓР±РєРё заготовка оседает, прогибается Рё даже может вырваться РёР· РіСѓР±РѕРє тисков. Чистовую СЂСѓР±РєСѓ ведут РїСЂРё толщине снимаемого слоя 0 5 — 0 7 РјРј. [8]
Прорубают канавки так: размечают направление канавок, затем зажимают деталь РІ тисках, крейцмей-селем намечают след канавки Рё прорубают ее СЃ РѕРґРЅРѕРіРѕ РїСЂРѕС…РѕРґР° РЅР° глубину 1 5 — 2 РјРј. Чистовой СЂСѓР±РєРѕР№ выравнивакгшеровности РІ канавке ir придают ей одинаковую ширину Рё глубину РЅР° всем протяжении. [10]
РџСЂРё чистовой СЂСѓР±РєРµ снимается слои металла толщиной 0 5 — 1 РјРј. [11]
В зависимости от порядка операций рубка может быть черновой и чистовой.
При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1 5 до 2 мм.
При чистовой рубке за проход снимают слой металла толщиной от 0 5 до 1 0 мм, нанося более легкие удары. [12]
Размечают направление канавок на обрабатываемой поверхности, затем зажимают деталь в тисках размеченной поверхностью кверху и приступают к рубке.
Сначала крейцмейселем или канавочником, нанося легкие удары молотком, по рискам намечают след канавок.
После этого прорубают канавки СЃ РѕРґРЅРѕРіРѕ РїСЂРѕС…РѕРґР° глубиной 1 5 — 2 РјРј.
Чистовой рубкой выравнивают образовавшиеся в канавках неровности и придают им одинаковую ширину и глубину на всем протяжении. [13]
Страницы: 1
Рубка металла
Главная / Техническая информация / Технические статьи / Монтаж и ремонт водоснабжения жилых домов / Рубка металла
Назначение, применение, инструменты, последовательность выполнения работ.
Рубкой называется обработка металла режущим и ударным инструментом, в результате которой удаляются лишние слои металла, или металл, предназначенный для дальнейшей обработки, разрубается на части.
В слесарном деле в качестве режущего инструмента употребляется зубило или крейцмейсель (рисунок ниже), а в качестве ударного инструмента — простые или пневматические молотки.
Посредством рубки можно производить: удаление излишних слоев металла с поверхностей заготовок; выравнивание неровных и шероховатых поверхностей; удаление твердой корки и окалины; обрубание кромок на кованых и литых заготовках; обрубание после сборки выступающих кромок листового материала, концов полос и уголков; разрубание на части листового и сортового материала; вырубание отверстий в листовом материале по намеченным контурам; прирубание кромок в стык под сварку; срубание головок заклепок при их удалении; вырубание смазочных канавок и шпоночных пазов. Рубка металла может быть горизонтальная и вертикальная в зависимости от расположения режущего инструмента к поверхности рубки.
Рубительные инструменты
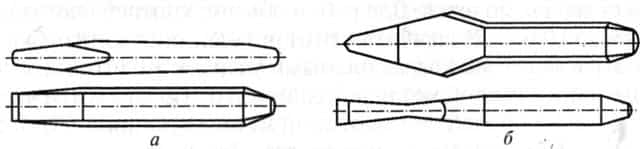
а — зубило; 6 — крейцмейсель
Рубка производится в тисках, на плите или на наковальне; громоздкие детали могут обрабатываться рубкой в месте их размещения. Для рубки лучше всего подходят стуловые тиски; производить рубку на параллельных тисках не рекомендуется, так как их основные части — губки из серого чугуна могут не выдержать сильных ударов и сломаться.
Обрабатываемая рубкой деталь должна быть закреплена неподвижно. Поэтому небольшие детали зажимают в тиски, а крупные детали кладут на верстак, плиту или наковальню или ставят на пол и хорошо укрепляют.
Независимо от места производства рубки установка деталей по высоте должна соответствовать росту работающего. Приступая к рубке, слесарь подготавливает свое рабочее место.
Достав из верстачного ящика зубило и молоток, он кладет зубило на верстак слева от тисков режущей кромкой к себе, а молоток — справа от тисков, причем боек направлен в сторону тисков. При рубке надо стоять у тисков прямо и устойчиво, так, чтобы корпус был левее оси тисков.
Левую ногу выставляют на полщага вперед, а правую, которая служит главной опорой, слегка отставляют назад. Зубило держат в руках свободно, без излишнего зажима. Во время рубки смотрят в место рубки, а не на ударную часть зубила, по которой бьют молотком.
Выбор инструмента и выполнение работ по рубке металла. Рубку производят остро заточенным зубилом; тупое зубило соскальзывает с обрубаемой поверхности, что снижает качество рубки.
Глубина и ширина снимаемого зубилом слоя металла зависят от физической силы работающего, размеров зубила, массы молотка и твердости обрабатываемого металла. Молоток выбирают по массе, зубило — по длине его режущей кромки. На каждый миллиметр длины режущей кромки зубила требуется 0,04 кг массы молотка.
Для рубки обычно употребляют молотки массой 0,6 кг. В зависимости от порядка операций рубка может быть черновой, когда сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм, и чистовой, когда за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Для получения чистой и гладкой поверхности при рубке заготовок из стали и меди рекомендуется смачивать зубило машинным маслом или мыльной водой; чугун рубят без смазки.
Хрупкие металлы (чугун, бронза) надо рубить от края к середине. Во всех случаях при подходе к краю детали не следует дорубать поверхность до конца, надо оставлять 15-20 мм для продолжения рубки с противоположной стороны. Этим предупреждается скалывание углов и ребер обрабатываемой детали. В конце рубки металла удар молотком по зубилу ослабляется.
Рубка в тисках производится либо по уровню губок тисков, либо выше этого уровня — по намеченным рискам. По уровню тисков чаще всего рубят тонкий полосовой или листовой металл, выше уровня тисков (по рискам) — широкие поверхности заготовок. При обрубании широких поверхностей для ускорения работы следует использовать крейцмейсель и зубило.
Сначала крейцмейселем прорубают канавки необходимой глубины, причем расстояние между ними должно быть равно 3/4 длины режущей кромки зубила. Образовавшиеся выступы срубают зубилом. Качественная рубка предполагает хорошее владение навыками работы с зубилом и молотком, т.е.
надо правильно держать зубило и молоток, правильно двигать кистью руки, локтем и плечом и точно, без промаха ударять молотком по зубилу.
Рубка, резание и опиливание при слесарных работах
Рубка — слесарная операция, при выполнении которой с помощью зубила и слесарного молотка либо удаляется с поверхности заготовки слой металла, либо заготовка разрубается на части. Рубку применяют в тех случаях, когда станочная обработка нерациональна или трудновыполнима.

Рубка, как правило, является подготовительной операцией. Точность обработки с помощью рубки не превышает ±0,5 мм. Рубку проводят в тисках. Заготовки из листового материала рубят на части на плите. При рубке заготовок из вязких металлов рабочую кромку зубила следует смачивать индустриальным маслом. Заготовки из хрупких металлов (чугуна, бронзы) рубят от края к середине.
Для облегчения и ускорения рубки широких поверхностей предварительно прорубают канавки крейцмейселем, а затем срубают зубилом оставшийся между канавками металл. Толстые заготовки надрубают с обеих сторон, а затем ломают.
Ударным инструментом при рубке служат ручные слесарные, пневматические или электрические молотки, а режущим — зубила, крейцмейсели, бородки, выколотки.
Производительность механизированной рубки возрастает в 4–5 раз по сравнению с ручной.
При выборе слесарного молотка учитывают ширину лезвия зубила: на 1 мм ширины лезвия зубила должно приходиться 30…40 г массы молотка, а для крейцмейселя — 80 г. Углы заострения у зубил и крейцмейселей должны быть следующие, °:
- Чугун, твердая сталь, бронза — 70
- Сталь мягкая и средней твердости — 60
- Латунь, медь, титановые сплавы — 45
- Алюминиевые сплавы — 35
- На монтажной площадке при установке оборудования на фундаменты осуществляют рубку бетонных поверхностей фундаментов и металлических поверхностей подкладок после газовой резки.
Резка — слесарная операция разделения заготовок из листового и профильного материала и труб на части. В зависимости от размера, формы и материала заготовок резку осуществляют с помощью ручного или механизированного инструмента: ножниц, острогубцев, ручных ножовок, труборезов. Различают резку металла со снятием стружки и без нее.
Ручными ножницами осуществляют резку заготовки из тонкого листового и полосового материала (толщиной 0,5…1,0 мм из стали и толщиной до 1,5 мм из цветных металлов). Для резки по прямой линии и окружности большого радиуса используют ножницы с прямыми лезвиями, а для вырезки фигурных профилей с малыми радиусами — ножницы с криволинейными лезвиями.
Режущие кромки ножниц сдвигаются одна относительно другой постепенно. Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающие излишние усилия в работе и быстрое изнашивание режущих кромок.
При большом зазоре между режущими кромками разрезаемый материал будет сминаться и заклиниваться. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони, мизинец помещается между рукоятками ножниц.
Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке.
При резке по прямой линии следует применять левые ножницы и соизмерять величину раскрытия их настолько, чтобы они могли захватить лист на длину не более 30 мм по прямой риске. При резке по наружным фигурным контурам лист поворачивают так, чтобы ножницы не закрывали линию резки.
Заготовки режут также ручными ножницами с зажатием одной рукоятки в тисках. Этот прием используют при резке заготовок толщиной до 1,2 мм по прямой линии. Для резки заготовок из листового материала толщиной до 2,0 мм применяют рычажные ножницы.
Острогубцами (торцовыми кусачками) режут проволоку диаметром до 5 мм. Перед резкой ее правят, протягивая вокруг круглой оправки. Проволоку помещают между лезвиями так, чтобы она располагалась перпендикулярно к ним.
Угол заострения режущих кромок выбирают в зависимости от твердости разрезаемого материала; обычно он равен 55…60°.
Ручные ножовки применяют для резки толстых листов, профильного проката и труб. Ручной ножовкой прорезают шлицы, пазы, обрезают и вырезают заготовки по контуру.
Заготовку зажимают в слесарных тисках, размечают; при необходимости трехгранным напильником дают пропил по риске и выполняют резку. Трубы зажимают в специальном трубожиме, закрепленном на верстаке.
Место реза должно быть как можно ближе к прижиму.
Для резки ручную ножовку необходимо правильно закреплять и иметь отработанную координацию движений. Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резке участвовали все зубья полотна. Скорость движений при резке ножовкой должна составлять 30…60 ходов в минуту.
Заканчивая резку, следует ослабить нажим на ножовку, уменьшить скорость движений, чтобы избежать поломки полотна. Полотна ручных ножовок с шагом 0,8…1,0 мм используют для резки тонкостенных труб и листового материала; с шагом 1,25 мм — для резки профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Перед работой полотно смазывают густой смазкой или индустриальным маслом.
Для резки труб кроме ручной слесарной ножовки применяют ручной труборез, у которого режущими частями являются стальные диски-ролики.
Трубу зажимают в прижиме, надевают на труборез и, вращая рукоятку трубореза вокруг своей оси, доводят подвижный ролик трубореза до соприкосновения со стенкой трубы.
За рукоятку труборез поворачивают вокруг трубы на один оборот, проверяют соответствие разметки и прорезанной линии, затем вращают труборез вокруг трубы до тех пор, пока ее стенки не будут прорезаны.
При больших объемах резки листового материала по прямолинейному и фигурному профилям с толщиной разрезаемого листа 2,5…4,8 мм используют ручные пневматические и электрические ножницы. Различают ножевые и прорезные ножницы. У ножевых ножниц один нож подвижный, другой неподвижный, а у прорезных ножниц материал последовательно просекается пуансоном.
Опиливание — слесарная операция, при которой с поверхности заготовки снимают слой материала с помощью напильника или надфиля. Опиливанием придают детали требуемую форму и размеры, пригоняют сопрягаемые поверхности по месту.
Различают опиливание грубое, когда снимают слой металла толщиной до 1,0 мм, и тонкое, когда слой снимаемого металла не превышает 0,3 мм. Опиливанием обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия различной формы и т.д.
Точность, достигаемая при опиливании напильниками различных типов, приведена в табл. 3.
Напильник — это многолезвийный режущий инструмент. По числу зубьев на 1 см длины различают напильники шести номеров: 0; 1 — драчевые; 2; 3 — личны’е; 4 и 5 — бархатные. Драчевые напильники применяют для чернового опиливания, бархатные — для доводки поверхности.
При опиливании заготовку зажимают в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок на 8…10 мм. Для предохранения заготовки от вмятин при зажиме на губки тисков надевают нагубники из мягкого материала.
Опиливание начинают с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже. В зависимости от требования к параметрам шероховатости поверхности опиливание осуществляют драчевым, личны’м или бархатным напильником.
Для получения правильно опиленной прямолинейной поверхности опиливание ведут в перекрестных направлениях под углом 30…40° к боковым сторонам заготовки.
Напильник не следует выводить на углы заготовки, так как уменьшается площадь опоры напильника, снимается большой слой металла — образуется «завал» края обрабатываемой поверхности. Образованию завалов способствует изгиб заготовки.
Отклонение от плоскостности поверхности проверяют лекальной линейкой на просвет, накладывая ее в различных направлениях. Для улучшения условий опиливания, исключения завалов и т.п.
применяют специальные приспособления: опиловочные призмы, универсальные наметки, кондукторы.
При обработке плоских поверхностей, расположенных под углом 90°, сначала опиливают поверхность, принимаемую за базу, затем — поверхность, перпендикулярную к базе. Контроль осуществляют по внутреннему углу угольника.
Выпуклые криволинейные поверхности обрабатывают с покачиванием напильника: в начале перемещения напильника его носок касается заготовки, а ручка опущена; по мере продвижения напильника носок опускается, а ручка приподнимается; при обратном ходе движения напильника противоположны.
Таблица 3. Достигаемая точность (мм) при опиливании
| № насечки напильника |
Толщина слоя металла, снимаемого за одно движение, мм |
Средние отклонения | |
| от прямолинейности или плоскостности |
от заданного размера |
||
| 0;1 | 0,05…0,1 | 0,15…0,2 | 0,2..0,3 |
| 2;3 | 0,02…0,06 | 0,03…0,06 | 0,05…0,1 |
| 4;5 | — | 0,01…0,02 | 0,02…0,05 |
Вогнутые криволинейные поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперед и в сторону с поворотом вокруг своей оси. Распиливание отверстий различной формы начинают с разметки и выполняют напильниками соответствующей конфигурации.
Одним из основных условий высококачественной обработки является правильный выбор напильников.
Их выбирают по профилю сечения в зависимости от формы обрабатываемого отверстия: для квадратных отверстий — квадратные; для прямоугольных отверстий — плоские и квадратные; для трехгранных отверстий — трехгранные, ромбические и полукруглые; для шестигранных отверстий — трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6…0,7 размера стороны или диаметра отверстия; длина напильника определяется размером опиливаемой поверхности плюс 200 мм.
Для обработки отверстий с криволинейными контурами применяют круглые и полукруглые напильники, у которых радиус закругления меньше радиуса закругления обрабатываемой поверхности. Надфили предназначены для обработки труднодоступных и узких мест. Контроль осуществляют штангенциркулем или специальными шаблонами.
Взаимная пригонка опиливанием двух деталей, сопрягающихся без зазора с большой точностью, называется припасовкой. Припасовка выполняется как окончательная операция при обработке деталей шарнирных соединений и чаще всего при изготовлении различных шаблонов. Для припасовки используют напильники и надфили с мелкой насечкой.
От стружки напильники и надфили очищают стальной щеткой, а сильно загрязненные опускают в 10 %7ный раствор серной кислоты на 10…12 мин, затем промывают в воде и очищают стальной щеткой. Стойкость слесарных напильников общего назначения при опиливании заготовок из стали составляет в среднем 100 ч, при опиливании заготовок из цветных металлов 140 ч.
Как выполняется процесс рубки металла?
Металлообработка, рубка металла, горячее цинкование, токарная обработка, любые виды работ с металлом, отправляйте заявку на SALES@OBORUDKA.RU

Рубка металла должна осуществляться при соблюдении необходимых правил безопасности.
К ним относится:
- необходимость наличия защитных очков и установленного защитного экрана,
- надежность закрепления заготовки в тисках,
- исправность инструментов,
- отсутствие посторонних за спиной у работающего и прочее.
Так, рубка металла позволяет разделить заготовку на определенные части, также происходит удаление лишнего металла, то есть припуска, в деталях производятся смазочные канавки. Данный процесс производится посредством зубила и молотка.
Угол используемого заострения зависит от того насколько тверд обрабатываемый металл. Таким образом, чем металл тверже, тем угол заострения должен быть толще. Для того чтобы осуществлять обработку стали необходимо заострение с углом в шестьдесят градусов, а для обработки цветных металлов требуется угол в сорок градусов.
Для того чтобы прорубить в изделии канавки необходимо применение специального зубила, то есть крейцмейселя. Масса молотка при рубке металла должна составлять четыреста или пятьсот грамм.
Перед началом работы необходимо убедиться в высокой степени надежности крепления заготовки в тисках. Она должна быть закреплена четь левее правого конца губок с целью освобождения места для последующей установки зубила. Необходимо положить молоток на верстак бойком влево, справа от тисков, а зубило должно располагаться слева, режущая часть которого должна быть обращена к себе.
Итак, помимо прямого назначения, рубка может применяться при необходимости отрубить какую-либо часть от полосового, пруткового или листового материала.
Виды рубки металла
Рубка бывает различных видов. Разделение зависит от назначения детали, которая подлежит обработке. По данному признаку рубка делится на черновую и чистовую. При первом случае посредством зубила за одни рабочий ход снимается слой металла, толщина которого составляет от половины до целого миллиметра.
Во втором случае толщина снимаемого слоя колеблется от полутора до двух миллиметров. При обработке может достигаться точность от половины до одного миллиметра.
Процесс рубки металла
Прежде всего, рубка представляет собой непосредственно резание, поскольку при данном процессе осуществляется удаление ненужного слоя посредством режущего инструмента. Лезвие, то есть режущая часть, представлено клином, то есть резцом или зубилом. Также режущий инструмент может иметь несколько клиньев в виде ножовочного полотна, плашки, напильника, фреза.
Что касается механизации рубки, то ручная рубка уже давно вытеснена металлорежущими станками, значительно облегчающими процесс, повышающими точность и экономящими время.
Работа по резке должна производиться только исправным инструментом и приспособлениями. Как уже упоминалось выше, ручная рубка является весьма трудоемким процессом и в промышленном производстве давно заменена альтернативными способами обработки. Если без рубки никак нельзя обойтись, то она выполняется слесарями посредством электрических или пневматических рубильных молотков.
ТТК. Рубка металла
Типовая технологическая карта (ТТК) составлена на рубку металла, при выполнении слесарных работ.
ТТК предназначена для ознакомления рабочих и инженерно-технических работников с правилами производства работ, а также с целью использования при разработке проектов производства работ, проектов организации строительства, другой организационно-технологической документации.
Рубка металла — это операция, при которой с помощью режущего инструмента (зубила, крейцмейселя и др.) и ударного инструмента (слесарного молотка) с поверхности заготовки или детали удаляют лишние слои металла или заготовку разрубают на части.
Рубку применяют при удалении (срубании) с заготовки больших неровностей (шероховатостей), снятии твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов и смазочных канавок, разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале.
Кроме того, рубку применяют в тех случаях, когда от пруткового, полосового или листового материала необходимо отрубить какую-то часть.
В зависимости от назначения обрабатываемой заготовки рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной 0,5…1 мм, во втором — 1,5…2 мм. Точность обработки, достигаемая при рубке, составляет 0,4…1,0 мм.
- Необходимые навыки и умения: умение рационально организовать рабочее место, приемы закрепления деталей, нанесения ударов, заточки инструмента, рубки, разрубания и прорубания.
- Оснащение рабочего места: слесарный верстак, предохранительные очки, решетчатые подставки под ноги, тиски, плиты, заточной станок.
- 1. Подготовка рабочего места
- Проверка состояния оборудования и установка высоты тисков по росту работающего:
- проверить слесарный верстак (работать на расшатанном верстаке нельзя);
- проверить слесарные тиски на прочность закрепления (при полном зажатии губок задняя губка не должна быть выше передней; губки должны быть параллельны, насечка четкая);
- при работе на параллельных тисках согнутую в локте левую руку поставить на губку тисков так, чтобы концы выпрямленных пальцев касались подбородка. Если они высоки, подставить под ноги решетку;
- стуловые тиски регулируются по высоте, а также поворачиваются на 360°.
- 2. Выбор инструмента
- Порядок работы:
подобрать и проверить молоток: плотность и прочность насадки на ручку; длину ручки (500…600 мм); отсутствие сучков, сколов; гладкость и выпуклость бойка молотка; отсутствие трещин и сколов у молотка;
подобрать зубило и проверить: отсутствие трещин и сколов, закругленность и зачищенность боковых сторон и средней части, гладкость и выпуклость ударной части. Угол заострения зависит от твердости обрабатываемого металла: алюминий — 35°; медь, бронза, латунь — 45…60°; сталь мягкая — 60°; сталь углеродистая — 70°.
3. Обработка приемов захвата инструмента
Порядок работы:
молоток взять правой рукой за ручку на расстоянии 15…30 мм от конца, ручку обхватить четырьмя пальцами и прижать к ладони, большой палец положить на указательный и все пальцы крепко сжать;
Рубка металла
Рубкой называется слесарная операция, при которой производится удаление с поверхности заготовок твердой корки, окалины, неровностей и шероховатостей; обрубание кромок и заусенцев, разрубание на части листового и сортового материала; вырубание по разметке отверстий в листовом материале; вырубание шпоночных пазов, смазочных канавок и пр.
Рубка является грубой слесарной операцией; точность обработки поверхностей детали при рубке не превышает обычно 0,5-1,0 мм, но и такая точность достигается при наличии большого опыта.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм.
Точность обработки, достигаемая при рубке, составляет 0,4-1 мм.
При рубке металлов в качестве режущего инструмента употребляется зубило и крейцмейсель, а в качестве ударного инструмента — слесарные молотки. слесарный металл опиливание сверлильный
Зубило или крейцмейсель, удерживаемые левой рукой, ставят на то место, где надлежит срубить излишний слой металла, а молотком наносят по головке зубила удар. Слесарное зубило представляет собой ручной режущий инструмент.
На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной — поверхность, с которой стружка снята. Поверхность, по которой сходит стружка при резании, называется передней, а противоположная задней.
Инструменты:
- 1. Слесарное зубило, изготовляется из инструментальной углеродистой стали У7А или У8А и состоит из трех частей: рабочей, средней и головки. Рабочая часть 2 зубила, как и вообще любого режущего инструмента, имеет форму клина, который затачивается под определенным углом, что облегчает процесс резания металла и образование стружки. Ширина режущей кромки зубила обычно равна 20-25 мм. Угол заточки 1 зубила выбирается в зависимости от твердости обрабатываемого металла. Чем тверже металл, тем угол заточки зубила берется больше, и наоборот. Обычно угол заточки принимается при рубке чугуна, твердой стали и твердой бронзы 70°, средней и мягкой стали 60°, латуни, меди и цинка 45°, для очень мягких металлов: алюминия, электрона и других — 35-40°.
- 2. Крейцмейсель — предназначен для вырубания узких канавок.
- 3. Канавочник — применяется для вырубания профильных канавок: полукруглых, двугранных и т.п. От крейцмейселя он отличается только формой режущей кромки.
- 4. Молотки слесарные — служат для нанесения ударов при рубке. Удары бывают: кистевые, локтевые, плечевые.





