- ММА
- TIG
- MIG-MAG
- Сварка. Процесс сварки и его виды
- Характеристика способов сварки
- Классификация видов сварки
- Определение сварки
- Классификация сварочного процесса
- Сварка плавлением
- сварка давлением
- пайка
- процесс сварки
- ФОРМИРОВАНИЕ КОНТАКТА
- ОБРАЗОВАНИЕ ХИМИЧЕСКОЙ ИЛИ МЕТАЛЛИЧЕСКОЙ СВЯЗИ
- СОЗДАНИЕ И ТИПЫ ПРОЧНОГО СОЕДИНЕНИЯ
- 2 Описание способов сварки
- Сварка как процесс. Виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают.
Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами.
Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный.
Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна.
Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
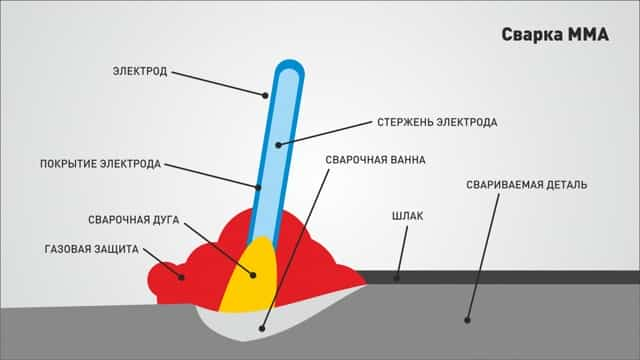
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако.
Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него.
Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
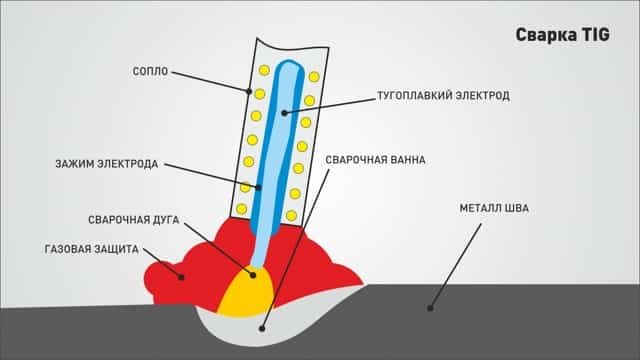
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто.
(А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем.
Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла.
Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла.
Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
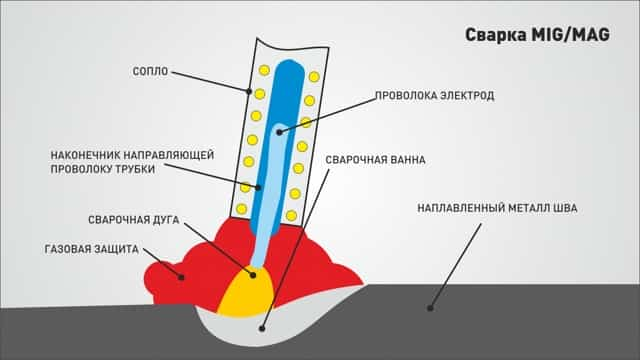
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS).
Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой.
Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги.
А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки.
Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Источник: https://www.kuvalda.ru/blog/articles/polz/osnovnye-vidy-svarki.html
Сварка. Процесс сварки и его виды
Сваркой называют технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми заготовками при их нагревании и (или) пластическом деформировании.
Это позволяет в результате сварки получить непрерывность структуры соединяемых металлических изделий.
Сварочные процессы применяют для изготовления разнообразных конструкций, исправления брака литья, восстановления поломанных и изношенных деталей (ГОСТ Р ИСО 857-1–2009).
Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн, трубопроводов, корпусов судов.
Сварка позволяет соединять элементы, имеющие различную толщину, и упрощать технологию изготовления сложных узлов и конструкций.
Возможность механизации и автоматизации производственных процессов, высокое качество сварных соединений и рациональное использование металла сделали сварку прогрессивным высокопроизводительным и экономически выгодным технологическим процессом.
Сущность процесса сварки заключается в возникновении атомномолекулярных связей между контактирующими поверхностями. Для этого необходимо поверхности сблизить на расстояние, соизмеримое с атомным радиусом. В реальных условиях сближению поверхностей препятствуют микронеровности, окисные и органические пленки, адсорбированные газы.
Для получения качественного соединения необходимо устранить причины, препятствующие сближению контактирующих поверхностей, и сообщить атомам твердого тела некоторую энергию для повышения энергии поверхностных атомов, которая называется энергией активации.
Эта энергия может сообщаться в виде теплоты (термическая активация) и в виде упругопластической деформации (механическая активация).
В зависимости от типа активации образование связей между атомами соединяемых поверхностей происходит в твердой или жидкой фазах. В соответствии с этим все способы сварки можно разделить на две основные группы: сварка пластическим деформированием (давлением) и сварка плавлением.
Сварка давлением осуществляется приложением внешней силы и сопровождается пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла.
При этой сварке сближение атомов и активация соединяемых поверхностей достигаются в результате совместной упругопластической деформации.
В контактирующих слоях заготовок выравниваются микронеровности, разрушается адсорбированный слой и увеличивается число активных центров взаимодействия, атомы активизированных поверхностей вступают во взаимодействие, и между ними образуется металлическая связь.
Методы сварки давлением разделяются на две подгруппы – термомеханические и механические.
Сварку давлением можно проводить:
- без предварительного нагрева места соединения (холодная, взрывом, ультразвуковая, трением), когда применяется только механическая энергия;
- с предварительным нагревом (контактная, диффузионная, газопрессовая), когда наряду с механической, применяется и тепловая энергия от внешних или внутренних источников теплоты.
Предварительный нагрев до пластического состояния или до оплавления применяют для металлов и сплавов, обладающих повышенным сопротивлением пластическим деформациям в холодном состоянии, что затрудняет их совместное деформирование, так как требует больших давлений на единицу поверхности.
Нагрев металла при сварке давлением осуществляется либо за счет дополнительных энергетических затрат (пропускание тока, сжигание газов, индуктирование в деталях токов высокой частоты), либо за счет частичного преобразования сообщаемой энергии в тепловую.
Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо только основной металл (заготовки) по кромкам, либо основной металл с дополнительным – электродным или присадочным.
Расплавленный металл заготовок с дополнительным образуют общую сварочную ванну. При этом достигается разрушение окисных пленок, покрывающих поверхность соединяемых элементов, и сближение атомов до расстояния, при котором возникают металлические связи. После кристаллизации металла образуется сварной шов, имеющий литую структуру.
- Для расплавления основного и электродного (или присадочного) металлов применяют источники теплоты с температурой не ниже 3 000 °С.
- В зависимости от характера источника теплоты различают электрическую и химическую сварку плавлением.
- При электрической сварке плавлением источником теплоты служит электрический ток. Существуют следующие виды электрической сварки плавлением:
- дуговая, при которой нагрев осуществляется электрической дугой;
- плазменная, при которой нагрев осуществляется сжатой дугой;
- электрошлаковая, при которой нагрев и плавление металла осуществляются за счет термической энергии, выделяемой шлаком при прохождении через него электрического тока;
- лучевые способы сварки, к которым относятся лазерная и электронно-лучевая сварки. При лазерной сварке для нагрева используется монохроматический когерентный луч, а при электронно-лучевой сварке – сфокусированный электронный луч;
- газовая сварка, где в качестве источника теплоты используют экзотермическую реакцию горения горючего газа или смеси горючих газов и кислорода.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Понятие свариваемости часто применяют при сравнительной оценке существующих и разработке новых материалов.
Свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др.
По этим признакам материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся. Многие разнородные материалы, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом.
Такие материалы относятся к числу практически несваривающихся.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных металлов и сплавов в месте соединения, как правило, образуется структура, идентичная или близкая структуре соединяемых заготовок. Этому случаю соответствует хорошая свариваемость материалов.
При сварке разнородных материалов, в зависимости от различия их физико-химических свойств, в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений, могут значительно отличаться от свойств соединяемых материалов. Такие материалы относятся к удовлетворительно сваривающимся.
Если образуются хрупкие и твердые структурные составляющие в сварном соединении, то в условиях действия сварочных напряжений возможно возникновение трещин в шве или околошовной зоне. В последнем случае материалы относятся к категории плохо сваривающихся.
Свариваемость, с одной стороны, зависит от материала, технологии сварки, конструктивного оформления соединения, а с другой – от эксплуатационных свойств сварной конструкции, которые определяются предъявляемыми к ним техническими требованиями.
Это может быть одно свойство или комплекс свойств, в зависимости от назначения конструкции. Если эксплуатационные требования удовлетворяются, то свариваемость материалов считается достаточной.
Если не обеспечивается хотя бы одно из этих свойств, то свариваемость материала считается недостаточной.
Для исследования свариваемости, как правило, применяют сварные образцы специальной конструкции или образцы с имитацией сварочных циклов.
В результате испытания сварных образцов определяются условия появления дефектов, механические и специальные свойства соединений.
Наряду с экспериментальными используют расчетные методы определения показателей свариваемости, учитывающие химический состав, тип соединения, вид, режим сварки и другие факторы.
В каждом конкретном случае основные показатели выбирают с учетом того, какие свойства и характеристики связаны с наиболее частыми отказами сварных соединений при эксплуатации.
При сварке однородных металлов в месте соединения, как правило, образуется структура, близкая к структуре соединяемых заготовок. В этом случае свариваемость оценивается как хорошая или удовлетворительная.
В процессе сварки разнородных материалов в зависимости от степени их взаимной растворимости в соединении могут образовываться твердые растворы, химические и интерметаллические соединения. Механические и физические свойства соединений могут существенно отличаться от свойств свариваемых материалов.
При этом высока вероятность образования несплошностей в виде трещин и несплавлений. Свариваемость в этом случае оценивается как ограниченная или плохая.
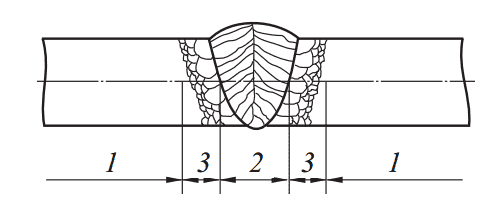
Рис. 1. Неоднородность механических свойств различных зон сварного соединения легированной стали: 1 – основной металл; 2 – шов с литой структурой; 3 – зона термического влияния
Прочность и твердость шва при сварке сплавов, как правило, ниже, чем у основного материала. Это объясняется тем, что для предотвращения образования трещин при сварке плавлением применяют менее легированный присадочный материал, чем металл заготовок. Пониженная пластичность шва также может быть обусловлена крупнокристаллической литой макроструктурой (рис. 1) и повышенным содержанием газов.
Источник: https://extxe.com/5621/svarka-process-svarki-i-ego-vidy/
Характеристика способов сварки
- Классификация процессов сварки
- Сварку металлов классифицируют по физическим, техническим и технологическим признакам.
- Выделяют три основных физических признака: вид вводимой энергии, наличие давления и тип инструмента – носителя энергии.
- В зависимости от вида энергии сварочные процессы (сварка, резка и пайка) делятся на три класса:
- – термический– сварка осуществляется плавлением с использованием тепловой энергии: дуговая, плазменная, электронно-лучевая, лазерная, электрошлаковая, газовая, высокочастотная, термитная и др.;
- – термомеханический– сварка осуществляется с использованием тепловой энергии и давления: контактная, диффузионная, газопрессовая и др.;
- – механический – сварка производится с использованием механической энергии и давления: ультразвуковая, сварка трением, холодная, взрывом и др.
- К техническим признакам относят способ защиты зоны сварки, непрерывность процесса и степень механизации сварки.
- По способу защиты металла различают сварку в воздухе, вакууме, защитных газах, под флюсом, по флюсу, в пене и с комбинированной защитой; по непрерывности процесса – непрерывные и прерывистые виды сварки; по степени механизации – ручные, механизированные, автоматизированные и автоматические.
Классификация способов сварки по технологическим признакам производится в зависимости от формы сварного соединения, рода и полярности тока, вида плавящегося или неплавящегося электрода и т. д. В соответствии с этим различают газовую, электрошлаковую, электронно-лучевую, диффузионную, ультразвуковую, холодную и другие виды сварки.
- Сварка — это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи.
- Различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка .
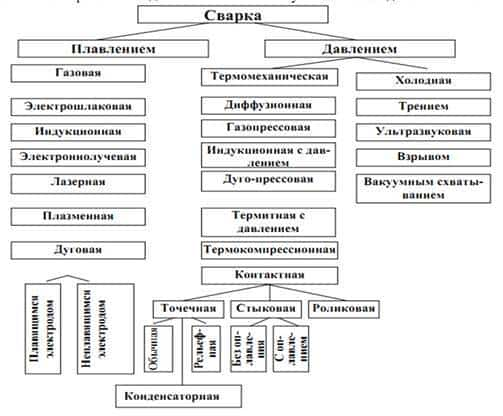 Рисунок 1 Классификация видов сварки
Рисунок 1 Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления.
Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло».
В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости.
Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой.
Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
Источник: https://studopedia.su/20_91061_harakteristika-sposobov-svarki.html
Классификация видов сварки
Ни один ремонтный или строительный процесс не может обойтись без сварочных работ. Сейчас рассмотрим самые популярные и востребованные виды сварки металла, их особенности, преимущества и недостатки.
Содержание статьи
Определение сварки
Сварка – это особая технология, применяемая для неразъемного соединения металлов методом установления между ними межатомных связей с помощью специального оборудования, работающего под высоким температурным режимом.
Таким способом можно создавать монолитные скрепления, как между однородными металлами, так и сплавами. На сегодняшний день сварочные работы применяются во многих промышленных отраслях, включая машиностроение, строительство и ремонтные работы.
Далее перечислим, какие виды сварки существуют.
Кроме этого, благодаря разнообразию агрегатов и материалов для процесса соединения деталей, данная технология используется в домашнем хозяйстве для ремонта многих деталей и предметов (посуда, мебель, техника, трубопроводы).
Данная методика металообработки столь популярна благодаря своей надежности. Начинающий сварщик, который желает обучиться этому процессу изначально интересуется, какие бывают виды сварки.
По основной классификации их три, но при этом каждый делиться еще на несколько:
- механическая производится, благодаря энергии и давления, которые деформируют изделие и позволяют им плотно соединиться. К механическому виду относятся: магнитно-импульсная, холодная и ультразвуковая сварки.
- термическая, которая характеризуется использованием дополнительного материала, расплавляющимся под действием высокой температуры. Благодаря этому жидким материалом заполняется пространство между двумя деталями, а при застывании (кристаллизации) создается надежное крепкое соединение. Данный тип, в свою очередь, делится еще на подвиды – электролучевая, светло-лазерная, термитная литьем, газовая, дуговая, плазменная и электрошлаковая сварка.
- комбинированная (термомеханическая) отличается тем, что процесс сварки происходит под воздействие давления и тепла одновременно. Перед соединением детали нагревают, чтобы они были более гибкими и пластичными. Благодаря этому соединение получается более прочным. Существует определенное количество типов комбинированной обработки – конденсаторная, газопрессовая, контактная, индукционно-прессовая и диффузионная.
Это самая основная классификация видов сварки, так как их принято разделять еще на несколько, по типу управления, используемого материала и т.д.
Классификация сварочного процесса
Сварочный процесс может реализовываться по нескольким классификациям способов сварки:
- Методом плавления — это определенное количество технологий сварочных работ, которые осуществляются способом плавления металлов, благодаря чему они плотно соединяются между собой.
- Способом давления реализуется за счет деформации металлических поверхностей и их атомному соединению. В результате качество зависит от многих аспектов: материал свариваемых деталей и качество их подготовки, уровень давления, способность металла к деформации.
- Пайка – это определенная технология для создания неразъемного соединения между двумя деталями, методом вплавления между ними дополнительного материала (припоя), который имеет гораздо меньшую температуру плавления, чем детали, требуемые спайки.
Сварка плавлением
основная особенность сваривания плавлением заключается в образовании сварочной ванны, в которой формируется соединительный шов, когда металл кристаллизуется. в различных промышленностях этот способ считается самым востребованным, распространенным и популярным.
его технология заключается в нагревании краев соединительных деталей, которые при остывании становятся одним целым. основное условие такой сварки – это высокая мощность аппарата, так как необходимо обеспечить высокий уровень нагревания. все дело в том, что не вся энергия направляется на сплавление.
часть ее излучается в окружающую среду, а еще часть тратится на нагревание холодного изделия, прежде чем оно начнет плавиться.
среди всех источников, которые могут использоваться для нагревания при термической обработке, самым надежным и качественным считается электронный луч.
но, несмотря на это, чаще всего используется метод электрической дуговой сварки с использованием электрода.
это связано с тем, что для использования луча нужно специальное оборудование, помещение и обученный персонал, а варить электродом может научиться каждый желающий.
в подведении итога можно сделать вывод, что сваривание плавлением реализуется через источник энергии. для его осуществления необходимы определенные навыки, для образования качественного шва. это самая распространенная классификация способов сварки.
сварка плавлением делится на определенные виды сварки металла:
- электродуговой метод для реализации требует электрическую дугу, которая образуется между рабочим материалом и электродом, применяемый для данного типа металлообработки. она может быть выполнена в трех разных способах:
- ручная, где электрод держит мастер и полностью контролирует процесс сваривания изделий;
- полуавтоматическая, при которой проволока подается с помощью специального механизма, встроенного в аппарат;
- механическая сварка или автоматическая, которая выполняется полноценно сварочной машиной.
при таком виде термообработки материалов самая главная задача мастера удержать дугу, иначе придется заново совершать поджог и устанавливать электросоединение, которое расплавляет железо.
- электрошлаковая обработка происходит за счет тепловой энергии, выделяемой агрегатом. при этом образуется ванна плавления, в которой металл защищается от окисления из внешней среды газами. такая методика не требует дуги, так как тепло исходит от сварочного тока, проходящего через проводной шлак;
- электроннолучевой тип выполняется в специальных камерах, где тепло выделяется за счет бомбардировки зоны сварки электронным потоком, приобретающим высокие скорости в высоковольтной установке, имеющей мощность до 50 квт. анодом является изделие, подлежащее свариванию, а катодом — спираль или вольфрамовая нить, нагретая до температуры 2300° с.
- газовое сплавление происходит посредством высокой температуры, которая образуется за счет горения газовой среды в аппарате;
- импульсно-дуговой метод заключается в том, что сварочный ток не сохраняет постоянную величину, а поступает в дежурную сварочную дугу определенными кратковременными импульсами.
- лазерная методика основана на использовании фотоэлектронной энергии. при большом усилении световой луч способен плавить железо. для его образования используют специальные устройства — лазеры.
- плазменный способ термосваривания материалов. плавление металлов осуществляется плазменно-дуговой струей, имеющей температуру выше десяти тысяч градусов.
основные виды сварки способом плавления часто применяются в промышленных и домашних условиях.
сварка давлением
сваривание давлением знакома издавна. еще кузнецы использовали такой метод, когда нагревали на костре две части детали до белого каления и с помощью сильного удара соединяли их в одно целое. такой метод используется и в современном мире, например в радиоэлектронике, потому что сваренные детали не имеют остаточного заряда, который может помешать при работе техники.
все виды сварки давлением рассмотрим далее:
- ультразвуковой способ осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические частоты и применения небольшого сдавливающего усилия;
- термитный процесс сварки заключается в том, что рабочие изделия закладываются в огнеупорную форму, а в установленный сверху тигель засыпается специальный термит — порошок из алюминия и окиси железа. при его горении окись железа восстанавливается, а образующийся при этом жидкий металл при заполнении формы оплавляет и соединяет кромки свариваемых изделий.
- сваривание трением осуществляется за счет силы трения. она появляется в результате вращения одной из частей изделия, которое поддается сцеплению;
- контактный способ происходит следующим образом: место сварки разогревается или расплавляется теплом, образованным при прохождении электрического тока через контактируемые места изделий.
- холодная сварка основана на способности металла образовывать общие кристаллы при значительном давлении;
- газопрессовой метод осуществляется нагреванием концов стержней или труб по всему периметру окружности многопламенными горелками до пластического состояния или плавления с их последующим сжатием;
- сваривание токами высокой частоты. данный способ сцепления железных элементов основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
пайка
пайка — это способ соединения железных поверхностей, находящихся в твердом состоянии, с использованием дополнительно введенного металла или сплава припоя, имеющего меньшую, чем соединяемые металлы, температуру плавления.
процесс производится специальным аппаратом – паяльником. он при соприкосновении создает температурный режим, который выше t плавления припоя, но ниже t плавления изделия.
при этом припой расплавляется и создает жидкую каплю, которой соединяются детали. когда материал остывает в результате остается прочное скрепление. его качество напрямую зависит от подготовки рабочего изделия и площади расплавления припоя.
чем лучше произведена предварительная очистка, тем крепче получится спайка.
пайка бывает нескольких типов, первая из которых производится под воздействием температуры до 450 градусов, а вторая – выше 450 градусов. это зависит от типа припоя:
- галлиевый сплав (50°с);
- сплав розе (96 °c);
- оловянно-свинцовый (220 °c);
- медно-цинковые (865 °c);
- медно-серебряные (779 °c).
такой способ позволяет скреплять металлы и неметаллы между собой. в сравнении со сваркой этот способ осуществляется под действием меньших температур. но при этом прочность буден гораздо ниже.
процесс сварки
Выше описано, какие виды сварки существуют, но все они вне зависимости от типа происходят по одному и тому же процессу. Есть три основных шага, которые необходимо выполнить для создания полноценного и правильного скрепления:
- Формирование контакта между агрегатом и изделием.
- Образование связи, в зависимости от классификации сварки (химической или металлической).
- Создание качественного шва.
Основные виды сварки – это ручная электродом и полуавтоматическая. С них и рекомендуется начинать обучение новичкам.
Прежде чем переходить к основному процессу, необходимо пройти подготовительные процедуры:
- Нужно выбрать сварочную категорию для работы.
- Подобрать соответствующее оборудование.
- Приобрести робу и защитную маску, чтобы не получить ожог роговицы во время работы.
- Зачистить рабочие изделия от грязи, пыли, масла и остатков лакокрасочных изделий.
- Подготовить рабочее место, с учетом всех правил безопасности.
ФОРМИРОВАНИЕ КОНТАКТА
Вне зависимости от классификации сварки первым шагом в работе будет формирование контакта между рабочим изделием и термическим элементом. При этом необходимо материал довести до температуры кипения или плавления. На этом этапе важно не перепутать плавку железа с образованием сварочной ванны.
ОБРАЗОВАНИЕ ХИМИЧЕСКОЙ ИЛИ МЕТАЛЛИЧЕСКОЙ СВЯЗИ
Вторым и самым важным шагом является образование ванны. Вне зависимости от класса сварки она выглядит одинаково. Под воздействием температуры образуется практически белое пятно. От его ширины и длины и будет зависеть качество будущего шва. Сама ванна получается в результате расплавления основного металла и дополнительного материала, которым проводится работа, например – электродом.
СОЗДАНИЕ И ТИПЫ ПРОЧНОГО СОЕДИНЕНИЯ
При разной классификации видов сварки применяются разные способы создания монолитного скрепления. Типы швов делятся на три основные категории:
- в зависимости от положения в пространстве они могут быть в потолочном, вертикальном, горизонтальном или в нижнем исполнении;
- по количеству наплавленного материала они делятся на ослабленные (западающие), нормальные и усиленные;
- по отношению к нагрузкам внешней среды – косые, лобовые, фланговые и комбинированные.
Основными характеристиками является ширина и высота создаваемого шва. Кроме этого, они бывают следующих видов в зависимости от типа соединения и разновидности сварки:
- стыковые – применимы почти для всех типов сваривания и самые популярные за счет своих преимуществ – высокой прочности и экономичности затрачиваемых материалов;
- нахлесточные, которые используются при точечном и контактном варении;
- торцовые, когда элементы соединяются в виде «сэндвича» и обрабатываются по торцам;
- угловые односторонние или двухсторонние, обеспечивающие более прочное сцепление.
Мы рассмотрели самые распространенные виды швов, так как их насчитывается около 50 видов.
В подведении итогов важно отметить, что мы рассмотрели все виды сварки, которыми пользуются на сегодняшний день мастера. Каждый из них имеет как преимущества, так и недостатки. Не все методы можно применить к одному и тому же материалу. То есть для одних металлов актуально использовать одни типы сварки, для других – другие.
Рассматривая, какая бывает сварка, необходимо учитывать, что для реализации каждого типа есть ряд условий: тип металла, помещения, КПД и так далее.
Источник: https://zen.yandex.ru/media/id/5bf3137cd8320000adc8b015/5bf5b3aa87c57b00aa789d55
2 Описание способов сварки
2.1
Для ручной дуговой сварки покрытыми
электродами.
Перемещение
электрода в процессе сварки и подачу
электродного и присадочного металла
осуществляют вручную. При этом возникают
трудности, связанные с поддержанием
постоянства длины дуги. Колебание
дугового промежутка отражаются на
основных параметрах режима- величине
тока и напряжении.
На глубину проплавления
металла и скорость расплавления электрода
особенно большое влияние оказывает
изменение тока. Качество швов, выполненных
ручными способами, зависит от квалификации
сварщика, удобства ведения процесса и
т.п. Способы ручной дуговой сварки
доступны и универсальны.
Ручную дуговую
сварку применяют при монтажных работах,
для сварки швов и в мелкосерийном
производстве.
Схема процесса
ручной дуговой сварки металлическим
покрытым электродом показана на рис.
1. Дуга горит между стержнем 5 и основным
металлом 1. Под действием теплоты дуги
электрод и основной металл расплавляются,
образуя сварочную ванну 2. Капли жидкого
металла 6 с электродного стержня
переносятся в ванну через дуговой
промежуток.
Рисунок
2
—
Схема процесса ручной дуговой сварки
покрытыми электродами
Вместе
с металлическим стержнем плавится и
электродное покрытие 4, образуя газовую
защиту 7 и жидкую шлаковую пленку 8 на
поверхности расплавленного металла.
В
связи с тем что большая часть теплоты
выделяется на торце металлического
стержня электрода, на его конце образуется
коническая втулочка из покрытия,
способствующая направленному движению
газового потока. Это улучшает защиту
сварочной ванны.
По мере движения дуги
сварочная ванна охлаждается и затвердевает,
образуя сварной шов 9. Жидкий шлак также
затвердевает и образует на поверхности
шва твердую шлаковую корку 10, удаляемую
после сварки.
При этом способе выполняется
газошлаковая защита расплавленного
металла от взаимодействия с воздухом.
Качество газошлаковой защиты при сварке
может быть связано с толщиной покрытия
электродов δ или коэффициентом массы
покрытия kм:
δ = (Dэ-dс)/2; kм
= Gп/Gc;
где
Dэ, dс – диаметры электрода с покрытием
и стержня; Gп; Gс – масса электродного
покрытия и стержня на длине покрытой
части электрода. Толщина покрытия для
различных электродов составляет 0,1÷1
мм, а коэффициент массы 0,1÷0,5.
Рациональная
область применения ручной дуговой
сварки покрытыми электродами –
изготовление конструкций из металлов
с толщиной соединяемых элементов более
2мм при небольшой протяжённости швов,
расположенных в труднодоступных местах,
и различных пространственных положениях
Кроме того, шлаки позволяют проводить
необходимую металлургическую обработку
металла в ванне. Для выполнения функций
защиты и обработки расплавленного
металла покрытия электродов при
расплавлении должны образовывать шлаки
и газы с определенными физико-химическими
свойствами. Поэтому для обеспечения
заданного состава и свойств шва при
выполнении соединений на разных металлах
для сварку применяют электроды с
определенным типом покрытий, к которым
предъявляют ряд специальных требований.
При сварке покрытыми
электродами перемещение электрода
вдоль линии сварки и подачу электрода
в зону дуги по мере его плавления
осуществляют вручную. При этом возникают
частые изменения длины дуги, что
отражается на постоянстве основных
- Рисунок
2 — Схема поста ручной дуговой сварки
покрытыми электродами - а
— электрическая сварочная цепь, 6 —
компоновка сварочного поста, 1 — деталь - 2
– держатель, 3 — источник питания дуги
параметров режима:
напряжения дуги и силы сварочного тока.
С целью поддержания более стабильного
теплового режима в ванне при ручной
дуговой сварке применяют источники
питания с крутопадающими вольтамперными
характеристиками. Схема питания дуги
при ручной дуговой сварке показана на
рис. 2.
Кроме источника
питания дуги основным инструментом
сварщика при ручной сварке покрытыми
электродами является электродо-держатель,
предназначенный для крепления электрода,
подвода к нему сварочного тока и
возможности манипулирования электродом
в процессе сварки. По способу закрепления
электродо-держатели разделяют на
вилочные, пружинные, зажимные.
Рациональная
область применения дуговой сварки
покрытыми электродами — изготовление
конструкций из металлов с толщиной
соединяемых элементов более 2 мм при
небольшой протяженности швов, расположенных
в труднодоступных местах и различных
пространственных положениях.
Основными
преимуществами способа являются
универсальность и простота оборудования.
Недостаток — невысокая производительность
и применение ручного труда. Невысокая
производительность обусловлена малыми
допустимыми значениями плотности тока.
Для увеличения производительности
используют сварку погруженной дугой,
пучком электродов или применяют электроды
с железным порошком в покрытии.
- Достоинство:
-
1.
Простота и доступность; -
2.
Возможность сварки в труднодоступных
местах и во всех пространственных
положениях; -
3. Большой спектр
свариваемых материалов;
4. Значительный
спектр толщин (от двух мм и выше).
- Недостатки:
-
1. Низкая
производительность; -
2. Большой расход
материалов на разбрызгивание и огарки; -
3. Самый тяжелый
способ по технике исполнения;
4. Многофакторность
качества.
2.2 Для сварки под
слоем флюса.
Сущность процесса
дуговой сварки под флюсом заключается
в применении непокрытой сварочной
проволоки 1 и гранулированного флюса
3, насыпаемого впереди дуги слоем
определенной толщины. Сварку ведут
дугой, горящей под слоем флюса в
пространстве газового пузыря 4,
образующегося в результате выделения
паров и газов в зоне дуги.
Сверху пузырь
ограничен пленкой расплавленного флюса
5, снизу – сварочной ванной 7. Кристаллизация
расплавленного металла сварочной ванны
7 приводит к образованию сварного шва
6. По мере сварки давление газов в пузыре
возрастает. Наступает момент, когда
газы прорываются через пленку
расплавленного шлака и удаляются в
окружающую атмосферу.
Периодически
процесс удаления газа повторяется.
Рисунок
3 — Схема процесса ручной дуговой сварки
под флюсом.
Хороший контакт
шлака и металла, наличие изолированного
от внешней среды пространства обеспечивают
благоприятные условия для защиты и
металлургической обработки металла
сварочной ванны и тем самым способствуют
получению швов с высокими механическими
свойствами.
В отличие от ручной дуговой
сварки металлическим электродом при
сварке под флюсом, так же как и при сварке
в защитных газах, токоподвод к электродной
проволоке 2 осуществляется на небольшом
расстоянии (вылет электрода) от дуги
(до 70 мм).
Это позволяет без перегрева
электрода использовать повышенные
сварочные токи (до 2000 А).
Хорошая теплоизоляция
сварочной дуги (ηи =0,8-0,9), повышенное
давление газов над ванной (7-9 г/см2) и
большая плотность сварочного тока
(плотность в пятне нагрева достигает
~10³ Вт/см²) способствуют более глубокому
проплавлению свариваемого металла. Это
в свою очередь позволяет уменьшить
глубину разделки и сократить количество
металла, наплавляемого на единицу длины
шва. Оба эти фактора становятся решающими
в вопросе повышения производительности
процесса.
К недостаткам
процесса следует отнести трудность
сварки металлов небольшой толщины и
при выполнении швов в положениях,
отличных от нижнего. Затруднено визуальное
наблюдение за процессом.
Сваркой под флюсом
соединяют многие металлы: стали, алюминий,
титан, медь и их сплавы.
Сварку под флюсом
можно осуществлять переменным и
постоянным током. В зависимости от
способа перемещения дуги относительно
изделия сварка выполняется автоматически
и полуавтоматически. При автоматической
сварке подача электродной проволоки в
дугу и перемещение ее осуществляется
специальными механизмами. При
полуавтоматической сварке дугу перемещает
сварщик вручную.
Источник: https://studfile.net/preview/4241802/page:3/
Сварка как процесс. Виды сварки
Как происходит сварка.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии.
В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
- В аппаратах для электросварки постоянным током применяются выпрямители.
- Классификация
- По степени механизации различают:
- * ручную дуговую сварку * полуавтоматическую дуговую сварку
- * автоматическую дуговую сварку
- Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
- При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
- При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва.
Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.
) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде) * электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности * электрическая дуга, питаемая переменным током
- По типу дуги различают
- * дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
- По свойствам сварочного электрода различают:
- * способы сварки плавящимся электродом * способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами.
Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой.
При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
- По условиям наблюдения за процессом горения дуги различают:
- * открытую * закрытую
- * полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
- По роду защиты зоны сварки от окружающего воздуха различают:
- * дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием) * дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом) * дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами) * дуговая сварка с газовой защитой (в среде защитных газов)
- * дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси.
Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С).
МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность.
С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки.
Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Источник: http://xn--80aaag5b7acdc.xn--p1ai/content/svarka-kak-protsess-vidy-svarki





