- Виды зубьев ленточных пил
- Форма зуба
- Скорость резания
- Уход за ленточной пилой
- Как выбрать полотно для ленточной пилы — РИНКОМ
- Выбор полотна для ленточной пилы
- Как выбрать ленточную пилу по металлу?
- Как подобрать ширину полотна
- Зубцы ленточной пилы: основные параметры
- Производители инструмента
- Важные моменты при подборе ленточной пилы
- Ленточнопильные полотна по металлу
- Специфика конструкции ленточных полотен
- Пошаговая инструкция: Как подобрать ленточное полотно по металлу?
- 2 Модель или марка полотна для ленточнопильного станка
- 3 Выбор шага зуба не ленточном полотне
- Пример подбора полотна для ленточной пилы
- Заключение
- Пильные ленты для ленточных станков
- Рабочие процесс и нюансы выбора
- Выбор и заточка полотна для ленточной пилы по дереву и металлу
- Выбор полотна для ленточных пил по металлу
- Шаг зуба
- Высота зуба
- Передний угол зуба
- Выбор полотна для ленточных пил по дереву
- Ширина оснастки
- Шаг зубьев
- Форма резцов
- Разводка зубьев
- Заточка ленточных пил
Продуктивность ленточнопильного станка напрямую зависит от того, насколько правильно выбрано полотно для ленточной пилы. Существует много разновидностей пильных лент, которые отличаются:
- материалом изготовления;
- формой зубьев;
- их заточкой;
- типом разводки.
Полотно для ленточной пилы по металлу изготовляется из углеродистой стали монолитной конструкции или биметаллического состава.
Стальные полотна, обладающие сопротивлением на разрыв до 80 МПа предназначены для распиливания цветного металла, пластик, сплошных стальных и чугунных заготовок.
Они хорошо зарекомендовали себя на консольных и одностоечных станках промышленного и полупромышленного назначения.
На мощных двухстоечных станках, в большинстве случаев, используется ленточное биметаллическое полотно по металлу.
Это вид пил имеет сложную конструкцию, основой которой является гибкая и прочная лента из пружинной стали, на которую напаяны зубья из инструментальной стали быстрорежущей марки 1Р2М10К8 (или иных сплавов с похожими характеристиками).
Они отличаются высокой твердостью, около 950 НV. Зубья расположены в специальных гнездах и закреплены методом электронно-лучевой пайки.
Биметаллические ленточные пилы используются для резания чугуна, сталей всех видов, особо прочных сплавов. Как правило, они применяются для работы со сплошными заготовками, при резке труб и профиля использовать лучше обычные стальные пилы.
Если выбрать форму зуба и разводку правильно, то твердосплавные ленточные полотна отлично справляются и со всеми видами нержавейки.
Виды зубьев ленточных пил
Полотно для ленточнопильного станка оснащается зубьями в количестве от 1 до 32 на один погонный дюйм. Если выбор ленточного полотна требует непостоянного шага зуба, то их количество находится в диапазоне от 0,75/1,25 до 10/14 на дюйм. От плотности зубьев зависит их число, которое пребывает в зоне реза одновременно. Оптимально — 3-5.
Зубья режущей кромки расположены не прямолинейно, а отклонены в стороны от плоскости основной ленты. Вид этого отклонения называется разводкой пилы. Зубья поочередно наклонены в правую и левую сторону, что обеспечивает более широкую, чем толщина полотна, линию реза и исключает его застревание в материале. Наиболее часто используется разводка трех видов:
- вправо, прямой зуб и влево;
- вправо и влево поочередно;
- волнообразная разводка с изменяемым углом наклона зуба.
Первый вид используется при резании пакетов сплошных заготовок, труб, профильного проката. Волнообразная — для труб, особенно тонкостенных, проката малых размеров с небольшой толщиной стенок. Стандартная вправо/влево практически универсальная, но лучше всего себя проявляет при резке мягких материалов — меди, алюминия, цветных сплавов и пластика.
Форма зуба
Полотна для ленточнопильных станков оснащаются зубьями нескольких стандартизированных форм:
NORMAL (N) HOOK (H) RP MASTER
- Зуб NORMAL (N) не имеет наклона фаски впереди. Рабочая кромка направлена вертикально вверх. Используется для резки высокоуглеродистых материалов, тонкостенных труб и проката.
- HOOK (H) обладает наклоном фронтальной части в 100. Его назначение резка труб с толстой стенкой и сплошного прута любого сечения из легированной стали.
- Для цветных сплавов, высоколегированных сталей, и труднообрабатываемых металлов используется полотно для ленточной пилы, оснащенное зубом RP с наклоном рабочей кромки и в 160.
- Ленточное полотно с формой зуба MASTER отличается высокой универсальностью, кроме рабочей фронтальной кромки с углом 10 или 160 шлифуется продольная фаска, в результате чего шероховатость реза значительно снижается. Такие пильные ленты применяются на всех видах станков по металлу.
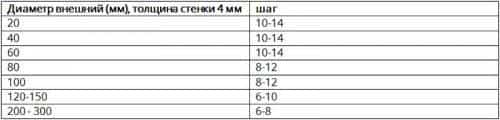
От шага пилы зависит толщина материала, который она может обрабатывать. При резке сплошного металла выбирается полотно для ленточной пилы с одним шагом, труб — с другим. Примерные параметры приведены ниже, в таблицах.
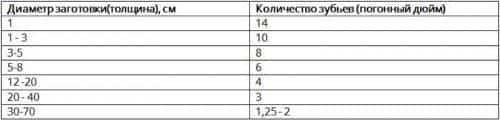 Таблица соотношения зубьев пилы к толщине металла
Таблица соотношения зубьев пилы к толщине металла
 Шаг зубьев ленточной пилы по отношению к диаметру трубы
Шаг зубьев ленточной пилы по отношению к диаметру трубы
Скорость резания
Стальные и биметаллические ленточные полотна рассчитаны на заданную скорость резания. Как правило, она указывается в специальных таблицах и для каждого станка своя. Если не удалось найти соответствующих данных для конкретного станка или ленты, то определить оптимальную скорость пиления можно экспериментальным путем, по получаемой стружке:
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов.
Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок.
Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Уход за ленточной пилой
Полотно для ленточной пилы, как и любой другой инструмент, требует надлежащего хранения и ухода.
Для продления срока эксплуатации ленты при перерывах в работе ее следует снимать со станка и хранить в ненапряженном состоянии. На станке натяжение полотна не должно превышать 300 н/м, превышение этого показателя грозит разрывом металла или деформациями.
При работе следует соблюдать режимы подачи СОЖ. Без смазки и охлаждения ресурс ленты значительно снижается. При установке нового полотна следует «прокатать» его в холостом режиме минут 10-15 и только затем выполнить несколько пилений в режиме с нагрузкой до 50% от номинальной.
Правильная работа и долговечность пилы для ленточного станка зависит от выполнения заточки и разводки. Для этих операций предназначены специальные станки с различными режимами настройки.
При заточке, кроме собственно восстановления остроты зубьев, производится устранение микротрещин и дефектов, возникающих в пазухах.
Регулировка высоты снятия припуска тоже очень важна для сохранения прочности полотна.
Заточка производится без нажима заточного диска, во избежание отжига ленты, которое может произойти даже при правильных настройках под тип зуба и его шаг.
Как выбрать полотно для ленточной пилы — РИНКОМ
Поделиться
Ленточные пилы используются в дерево- и металлообработке. Если выбрать полотно для ленточной пилы, которое максимально подходит для решаемой задачи, и установить оптимальный режим резания, стоимость технологического процесса снизится без ущерба качества. В этой статье рассмотрим, на какие моменты обратить внимание при покупке.

Фотография № 1: полотно к ленточной пиле 35х0.96 по дереву
Выбор полотна для ленточной пилы
Чтобы приобрести правильный инструмент, необходимо проверить его на соответствие ряду параметров. Такая предусмотрительность позволит добиться ровной линии среза, отсутствия трещин и сколов на заготовке. Для режущего инструмента выпускаются полотна нескольких типов, которые предназначены для работы:
- с камнем;
- металлом;
- деревом;
- синтетическими материалами.
Чем тверже сырье заготовки, тем плотнее сплав режущей части. На производство изделий идут композитные и твердые сплавы, сталь.
Как выбрать ленточную пилу по металлу?
Для работы с различными металлическими заготовками требуются полотна определенных типов:
- для резки высокоуглеродистых сталей подходят инструменты из композитных сплавов марки М-51;
- низко- и среднеуглеродистых сталей — биметаллическое полотно для ленточной пилы марки М-42;
- продолжительной резки жаростойких сталей — модели SP;
- резки титановых заготовок и никелевых сплавов — инструменты типа ТСТ.
Как подобрать ширину полотна
Размеры полотен ленточных пил по дереву и металлу следует выбирать с учетом характера работ. Ширина инструмента варьируется в пределах 14–80 мм. Стандартными считаются режущие части на 31–41 мм.
Чем шире пила, тем ровнее получится пропил. Так что при отсутствии инструкции для обычной резки выбирайте максимально широкое полотно, которое подходит для ленточнопильного станка. В этом случае материал будет подаваться максимально быстро.
Для контурного распила выберите пилу настолько узкую, чтобы она могла использоваться для вырезания углов и фигур в материале.
Зубцы ленточной пилы: основные параметры
Количество зубцов. Первый момент, на который следует обратить внимание, — количество зубцов. При определении этого параметра учитывайте:
-
чем больше зубцов, тем ровнее распил толстостенных заготовок;
-
при небольшой плотности зубцов уменьшается нагрузка на площадь заготовки;
-
при большом количестве режущих кромок напряжение при выполнении операций распределяется на всю поверхность пилы.
Размер зубцов. При определении размеров зубцов учитывайте следующие рекомендации.
-
Зубцы стандартных размеров подходят для разделки тонкого материала и фигурной резки.
-
Крупные зубцы приспособлены для глубоких пропилов.
-
Режущие кромки малой высоты — оптимальный выбор для разделки тонкостенных листов.
Шаг зубцов полотна ленточной пилы должен совпадать с параметрами ответной части на станке. Наиболее рационально при выборе инструмента пользоваться такими рекомендациями:
-
крупный постоянный шаг подходит для разделки тонкостенных листов небольших размеров;
-
частые равномерно расположенные зубцы удачны при раскрое больших полотен обрабатываемого материала;
-
ленты с переменными зубцами подходят для обработки мягкого материала (пластика, цветного металла, древесины).
- Изображение № 1: Определение шага зубцов ленточной пилы
- Производители разрабатывают к номенклатуре изделий специальные руководства по подбору шага зубцов для различных типов проката (цельных заготовок, профилей, листов, труб).
Разводка зубцов определяет качество разделки материала, уровень вибраций во время операции и скорость стачивания инструмента.
-
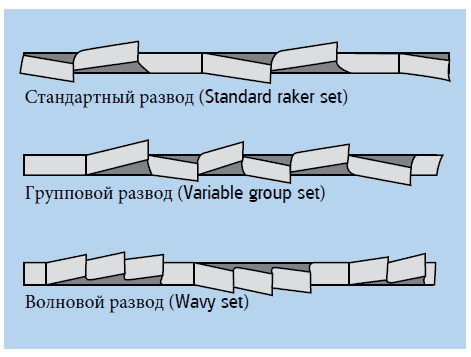
- Изображение №2: схемы разводок зубцов ленточной пилы
- По этому параметру все полотна делят на 3 группы.
-
Волнистый профиль. Зубцы расположены в виде волны по всей длине полотна ленточной пилы, имеют разный угол наклона. Волнистый профиль используют для резки тонких материалов и заготовок небольших размеров.
-
Стандартная разводка. Элементы кромки размещены попеременно в обе стороны, один зуб — в центре. Стандартная разводка подходит для пиления крупных металлических секций на горизонтальных станках, контурного пропила и обработки материалов на оборудовании с вертикальной подачей.
-
Групповая разводка. Зубцы на кромке расположены попарно с левой и правой сторон. Такие инструменты обеспечивают максимальную скорость и чистоту срезов при небольшой нагрузке на режущую деталь.
Качество заточки определяют на глаз, ориентируясь на такие критерии:
-
острота зубцов;
-
однородность материала режущей кромки;
-
ровность линии кромки.
Важно! Уточните при покупке, можно ли полотно затачивать и сколько допускается циклов обновления режущей кромки.
Производители инструмента
При выполнении операций в условиях производства, выбирайте продукцию импортных брендов. Но перед тем как купить полотна к ленточным пилам, убедитесь в подлинности товара. Просите у продавца сертификаты соответствия, обязательно проверяйте маркировку на инструменте. Наибольшей популярностью на рынке пользуется продукция нескольких брендов.
-
Arntz (Германия). Фирма производит элементы для ленточнопильных станков более 200 лет. Специализируется на твердосплавных полотнах.

Фотография №2: Ленточные пилы Arntz
-
Lenox (США). На все полотна наносятся дополнительные защитные покрытия Armor на основе нитрида алюминия и титана.

Фотография №3: Ленточные пилы Lenox
-
Wikus (Германия). Широкий модельный ряд компании позволяет подобрать инструменты для выполнения любых операций.
-
Forezienne (Франция). Компания производит полотна из стали, в состав которой входит обогащенная руда. Сложный процесс закалки и отпуска обеспечивает оптимальные прочностные показатели изделий.
-
Lennartz (Германия). Режущие кромки и подложки изготавливаются из закаленной стали. Зубчатые кромки привариваются.
Важные моменты при подборе ленточной пилы
Подобрать полотно для ленточной пилы важно с учетом будущих условий эксплуатации. Если инструмент отвечает требованиям, предъявляемым на производстве, он прослужит максимально долго. Чтобы изделия не испортились раньше времени, убедитесь:
-
что полотно соответствует материалу заготовки;
-
на станке установлена оптимальная скорость раскроя;
-
режущая часть не перегревается;
-
инструменту дается отдых.
При соблюдении этих параметров срок службы полотна составит 140–160 часов непрерывной работы. Приобретайте расходные материалы для всех типов оборудования в компании «Ринком». У нас вы также можете заказать сегментные пилы Геллера.
Ленточнопильные полотна по металлу

Ленточные полотна по металлу позволяют добиться высокого качества пила, повысить производительность. Оптимальные режимы работы ленточнопильных станков во многом зависят от состояния ленточной пилы.
Работа длительное время в усиленных режимах, обработка заготовок из высокопрочных сплавов выдвигает для оснастки повышенные требования. Правильно подобранная пила обеспечивает минимальный расход материала, необходимую скорость резки заготовок и чистоту поверхности в местах пила.
Инструмент используется для комплектации станочного оборудования различных типов и видов, включая ручные станки, полуавтоматы и оборудование с ЧПУ.
Инструменты в процессе работы испытывают значительные динамические нагрузки. При вращении на шкивах, выравнивание рабочего полотна достигается с помощью направляющих.
Соблюдение точности распила, движение полотна под правильным углом, обеспечивается благодаря наличию в направляющих ленточнопильных станков подшипниковой группы.
Присутствие в конструкции станочного оборудования специальных приспособлений способствует длительной эксплуатации режущего инструмента, сохраняя основные технологические параметры режущей кромки полотна.
Основные преимущества, которыми обладает ленточное полотно:
- минимальные материальные потери во время работы;
- высокая точность обработки;
- увеличенный ресурс при нормальных условиях эксплуатации;
- возможность выполнения реза различных материалов, изделий разного диаметра, конфигурации и форм.
Специфика конструкции ленточных полотен
Ленточные пилы изготавливаются из прочной, легированной стали, имея штатные параметры ширины в диапазоне 6-41 мм.
Полотно имеет композитную основу, состоящей из основного полотна и кромки из быстрорежущей стали.
Рабочая поверхность биметаллических полотен оснащена зубья, которые наносятся путем фрезерования полосы из быстрорежущей стали. В большинстве случаев режущие инструменты имеют три типа режущей кромки:
- с зубьями стандартной N- образной формы, для распила чугунных заготовок, высокоуглеродистых сталей;
- с зубьями формы CS, на которых передний угол составляет 100, для обработки сплошных и толстостенных заготовок небольшого диаметра;
- с формой зубьев DCS, рассчитанной на выполнение серийных работ с крупными деталями большого и среднего диаметра.
В процессе изготовления инструмента в сталь добавляется кобальт, обеспечивающий необходимую прочность полотну, увеличивая его износостойкость. Качество заточки, высокие технологические параметры шероховатости полотен достигаются путем специальной разводки зубьев.
Пошаговая инструкция: Как подобрать ленточное полотно по металлу?
После приобретения ленточнопильного станка возникает вопрос: «как выбрать ленточные полотна?». На подбор ленточной пилы влияют несколько факторов, рассмотрев каждый из них в правильной последовательности, Вы подберете правильное полотно, которое обеспечит наиболее эффективную работу на ленточнопильном оборудовании.
В ранее опубликованной статье «Что такое ленточное полотно?» были рассмотрены все конструктивные элементы ленточных полотен, поэтому сейчас мы не будем к ним возвращаться.
Для начала поймем, почему так важно работать на правильно подобранных пилах. Дело в том, что даже не совсем подходящие пилы тоже пилят заготовки, но правильно подобранные пилы работают дольше, следовательно меньше расход, реже остановки станка на замену полотна, меньше брака, т.е. на практике верный подбор полотна обеспечивает:
- Экономию денежных средств
- Повышение производительности
По-сути к этим двум моментам стремятся все производства и делаем вывод, верный подбор полотна необходим каждому предприятию без исключения.
Здесь все просто, чтобы уточнить размер полотна нужно заглянуть в паспорт ленточнопильного станка, иногда размер можно найти на шильдике. Размер указывается в формате Длина Х Ширина Х Толщина, например, 4775х34х1,1 мм.
Но, если станок куплен б/у и нет паспорта, руководства по эксплуатации и шильдика, как измерить полотно. Речь идет об измерении длины окружности полотна, остальные размеры легко замеряются штангенциркулем. Есть 2 способа:
- Полотно обтянуть ниткой с наружи, а потом измерить длину нити;
- Для данного способа нужен ровный пол, заключается методика в том, чтобы прокатить полотно как колесо по ровному полу, перед прокатом начертить линию по полотну и полу и после проката начертить линию на полу так чтобы она совмещалась с уже имеющейся линией на полотне, дальше вы замеряете длину между линиями на полу и получаете длину полотна.
Второй метод более точный и удобный.
А как узнать размер полотна, если на станке нет полотна? Тут только один способ: нужно накинуть на шкивы нить и потом измерить её длину, главное при таком замере проследить, чтобы шкив не находился в крайнем максимальном положении, иначе у Вас не будет хода для натяжки полотна.
2 Модель или марка полотна для ленточнопильного станка
Определившись с размерами, необходимо определится с видом (моделью) полотна. На модель влияет материал заготовки, определиться с выбором поможет приведенная ниже таблица 1, там вы найдете назначение каждой модели полотен Amada:
Как видно из таблицы для некоторых задач подходит несколько моделей, какую из них выбрать? Тут нужно разобрать задачу более детально, например: Super HL и Magnum HL предназначены для одних и тех же задач. Они сделаны из разных материалов Super HL – М42, а Magnum HL – М71.
Для резания труднообрабатываемых материалов конечно же лучше взять более твердый материал (М71), но он дороже. А если на производстве в основном режется обычная конструкционная сталь, но 3-4 пила в смену нужно пропускать труднообрабатываемую сталь, то лучше приобрести Super HL, т.к.
она дешевле Magnum HL.
3 Выбор шага зуба не ленточном полотне
Далее нужно определить шаг зуба. Он зависит от размеров и формы заготовки.
Если необходимо резать полнотелую заготовку (круг, квадрат, полосу, шестигранник и т.п.), то подбор шага зубьев можно сделать по таблице 2
| до 3 | до 10 | до 30 | 15-30 | 20-50 | 25-60 | 35-80 | 50-80 | 50-100 | 80-120 | 80-150 | 120-350 | 250-600 | 500-3000 |
| 32 | 18 | 10/14 | 10 | 8/12 | 6/10 | 5/8 | 6 | 4/6 | 4 | 3/4 | 2/3 | 1,4/2 | 0,75/1,25 |
Если необходимо резать полую заготовку (круглую или профильную трубу, уголок, швеллер, двутавр и т.п.), то выбирать шаг зуба нужно по этой таблице 3
| 2 | 32 | 24 | 18 | 18 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 5/8 |
| 3 | 24 | 18 | 14 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 4/6 |
| 4 | 24 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 |
| 5 | 18 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 |
| 6 | 18 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 |
| 8 | 14 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 1.4/2 | |||
| 50 | 3/4 | 2/3 | 2/3 | 2/3 | 1.4/2 | 1.4/2 | |||||
| 75 | 2/3 | 1.4/2 | 1.4/2 | 1.4/2 | |||||||
| 100 | 1.4/2 | 0.75/1.25 | 0.75/1.25 |
ВАЖНО! Если необходимо резать пакет заготовок, размер заготовки считается по размеру пакета.
Пример подбора полотна для ленточной пилы
Допустим, у некого производства есть задача пилить 2 вида заготовок на ленточнопильном станке с лентой размерами 4700х34х1,1 мм:
- Кругляк из нержавеющей стали диаметром 110 мм
- Швеллер № 12
Разберем пункт 1:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: по Таблице 1 мы видим, что нержавеющей стали подходят несколько моделей полотен, но, учитывая, что пилить нержавейку нужно будет большими партиями, то материал выберем М71, и т.к. для конкретной задачи лучше иметь узкоспециальную пилу, остановим свой выбор на Magnum HL.
Шаг 3: т.к.
у нас полнотелая заготовка воспользуемся таблицей 2, диаметр 110 мм входит в диапазон 80-150 мм, значит выберем шаг 3/4.
- Для кругляка диаметром 110 мм из нержавеющей стали выбрано полотно: Amada Magnum HL 4700х34х1,1 с шагом 3/4.
- Разберем пункт 2:
- Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: т.к. материал обычная конструкционная сталь, то мы, даже не заглядывая в таблицу 1, выбираем SGLB, т.к. это самая популярная модель как раз потому что она для конструкционной стали.
Шаг 3: т.к.
швеллер относится к полым заготовкам, то для подбора шага воспользуемся таблицей 3, толщина стенок 12-го швеллера примерно 5 и 8 мм и ориентируемся на диаметр 120 мм, поэтому выбираем шаг 5/8.
(вообще эти размеры не дают однозначный ответ, рекомендуется 2 шага 6/10 и 5/8, сначала выбираем покрупнее, если в процессе будут вибрации или не устроит качество реза можно попробовать шаг мельче).
Для швеллера № 12 выбрано полотно: Amada SGLB 4700х34х1,1 с шагом 3/4.
Заключение
Из приведенного выше примера понятно, что, к сожалению, в условиях реального производства иногда не получается получить однозначный ответ какое ленточное полотно приобрести, т.к.
обычно ленточнопильные станки загружены заготовками разного размера из различных материалов и покупать пилы на все случаи жизни не целесообразно, во-первых, потому что это требует немалых денежных вложений, а во-вторых, придется каждый раз останавливать станок, когда поступит новая заготовка.
Редко встречаются задачи, где нужно пилить все время одну заготовку, наоборот, как правило, режут различные заготовки, а иногда диапазон размеров бывает очень большим. На большой диапазон нельзя подобрать один шаг зуба, поэтому в таких случаях рекомендуется разбить имеющийся диапазон на несколько и к каждому подобрать средний шаг.
ВАЖНО! Иногда по всем рекомендациям подходят несколько видов полотен и точно определить какие лучше подходят для решения Вашей задачи можно только по результатам эксперимента.
Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен.
Пильные ленты для ленточных станков
Лента пильная 9,5х3460 К-36
|
Полотно для ленточной пилы – это узкая металлическая полоска с зазубринами на краю. Этот расходный материал замыкается в кольцо, а начало и конец сваривается вместе. Качественность выполнения основной задачи напрямую зависит от заточки зубьев. Из-за того, что полотно нельзя заточить ни ручным, ни механическим способом, при износе его нужно заменить.
Рабочие процесс и нюансы выбора
Полотно устанавливается на барабаны и совершается распил заготовки. Качество металлического кольца влияет на чистоту и аккуратность среза, поскольку оно вращается по кругу. Также оказывается влияние на эффективность агрегата и износ режущего элемента.
Материал изготовления полотна – высокоуглеродистая сталь, позволяющая сделать распил древесины, ДСП, МДФ, пластика и мягких металлических пластин. Стоит отметить, что некоторые резаки могут обрабатывать и камень Обычно применяются на мебельных фабриках, частных столярных помещениях и на лесопилках.
Каждое полотно имеет свои преимущества:
- крупные зубья предоставляют максимально быстрый распил;
- мелкие используются для аккуратного и чистого среза;
Также различают их по форме зубьев:
- стандарт;
- редкие (используются для обработки крупных заготовок);
- загнутые (применяются для быстрого распила твердых материалов).
Еще одним критерием для выбора является разводка зубьев. Например, для криволинейного распила и удобства работы с заготовкой, используют разводку снижающую трение, а зубья расположены так, чтобы распил был толще полотна. Разводка бывает:
- стандарт (зубья в разные стороны);
- защищающая (1 и 3 зуб смотрят в разные стороны, а 2 прямой).
- волнистая (весь ряд загнут в одну сторону, но угол наклона создает подобие волны).
Перед покупкой полотна изучите параметры ленточного оборудования. Внимательно прочтите инструкцию и техпаспорт и только после этого выбирайте длину. Ширина же зависит от предполагаемой заготовки.
Для обработки древесины, например дсп и мдф, можно выбрать ширину от 0,06 до 2,6 см. Резка профильного волокна предполагает использование ширины до 0,8 см.
Крупные деревообрабатывающие предприятия и лесопилки – от 3,2 см до 5,4 см.
Выбор и заточка полотна для ленточной пилы по дереву и металлу
Ленточнопильные станки по дереву и металлу широко применяются на производстве и в бытовых условиях домашними мастерами.
Главным режущим инструментом данных агрегатов является ленточная пила, которая со временем изнашивается и требует заточки либо замены на новую.
Следует знать, что от правильного выбора полотна для ленточнопильного станка зависит не только качество обработки материала, но и производительность агрегата в целом.
Выбор полотна для ленточных пил по металлу
Режущее полотно для данного типа пил – это лента с определенным количеством зубьев, сваренная в виде кольца. Основу ленты изготавливают из рессорно-пружинной стали, имеющей высокие показатели упругости. К основе приваривается лента, изготовленная из быстрорежущей стали, на которой в дальнейшем происходит фрезеровка зубьев.
Каждая ленточная пила по металлу и не только имеет маркировку. К примеру, маркировка М42 20 х 0,9 х 2362, 8/12TPI, расшифровывается следующим образом:
- М42 – материл, из которого изготовлены зубья ленты;
- 20 – это значение обозначает ширину полотна, мм;
- 0,9 – толщина оснастки, мм;
- 2362 – длина окружности пильной ленты, мм;
- 8/12TPI – шаг зуба на пильной ленте, на дюйм.
Резцы могут быть изготовлены из других материалов, например, из М51, PQ, TSX и других. М42 отличается высокой износоустойчивостью и имеет твердость кромок резцов 67–68 HRC. Поэтому пилы из такого материала можно применять для резки стали с твердостью не более 45 HRC.
Пилы с резцами из материала М51 более устойчивы к абразивному износу, чем упомянутые выше. Твердость кромки резцов у этих пил равняется уже 68 HRC, благодаря чему данной оснасткой режут нержавеющие стали, а также стали, отличающиеся высокой прочностью и жаростойкостью.
Кроме всего, материал пилы М 51 позволяет резать толстые стальные заготовки, то есть детали с большим поперечным сечением.
Делая выбор ленточной пилы, следует уделять особое внимание не только материалу, из которого изготовлены резцы, но и их шагу, а также – геометрии.
Шаг зуба
Это расстояние между кромками двух соседних резцов.
Совет! Шаг зуба следует подбирать в зависимости от типа металла, а также от скорости резания.
Большой шаг сильнее нагружает двигатель агрегата и дает плохое качество распила. Малый шаг резцов приводит к более длительному пилению, повышает энергозатраты, но дает чистый спил с гладкой поверхностью.
Для резки листового материала, труб (тонкостенных) и профиля следует выбирать полотно, имеющее минимальный шаг между режущими элементами (на 1 дюйм).
Но если требуется распилить крупную заготовку из сплошного металла, требуется установить полотно с наибольшим шагом резцов. Чем меньше зубьев (на дюйм) будет иметь оснастка, тем более глубокую канавку они будут образовывать.
Благодаря этому пропил меньше забивается стружкой. Также большой шаг зубьев на оснастке повышает производительность агрегата.
Высота зуба
Высота резца – это расстояние от нижней точкой впадины между зубьями до вершины режущего элемента. Благодаря наличию впадины удаляется стружка, образуемая при резке металла.
Высота зуба должна быть достаточной, чтобы впадина не забивалась стружкой, и процесс пиления происходил без затруднений.
К тому же, недостаточная высота зубьев вызывает перегрев полотна, вследствие чего на нем могут возникнуть микротрещины.
Передний угол зуба
Передний угол или угол заточки отвечает за степень зацепления полотна за материал заготовки. Большой угол заточки не позволит добиться высокой точности при резке металла. В то же время, малый угол позволяет обеспечить хорошее качество пропила, но при этом снижается производительность инструмента.
Выбор полотна для ленточных пил по дереву
Прежде всего, чтобы правильно выбрать полотно для ленточной пилы, следует заглянуть в инструкцию к вашему станку. В ней будут указаны все параметры ленточных пил, которые возможно установить на данной модели оборудования (максимальная и минимальная ширина ленты, а также ее длина). Длина полотна должна быть именно такой, как указано в паспорте к агрегату.
Ширина оснастки
Ширина ленты выбирается исходя из тех операций, которые будут выполняться на станке. Также ширину ленты ограничивает не только ширина шкива, но и его диаметр. При малом диаметре шкива установленная на нем широкая лента будет разрушаться и в итоге разорвется. Поэтому для каждого агрегата существует ограничение по ширине оснастки.
Для прямолинейного распила обычно используют пилы с шириной от 20 до 30 мм. Конечно же, на циркулярном станке сделать продольный пропил можно быстрее и точнее. Но на нем существует ограничение по высоте, которое равняется не более 80 мм. На ленточнопильных же станках возможно обрабатывать заготовки высотой до 200 мм и больше.
Но основная задача ленточных агрегатов – это фигурный рез. Самая маленькая оснастка, которую можно установить на ленточнопильный станок – это лента шириной 3 мм. Она вырезает окружность с таким же радиусом.
Чем больше ширина ленты, тем больше минимальный радиус, который можно вырезать с ее помощью. Например, лентой с шириной 12 мм вырезать радиус меньше 60 мм не получится. А для ленты шириной 25 мм минимальный радиус будет около 100 мм.
В среднем, ширина полотна должна быть в три раза меньшей, чем требуемый радиус пропила на заготовке. Поэтому оснастка подбирается в соответствие с поставленными задачами.
Шаг зубьев
Указывается числом, означающим количество резцов на один дюйм. Числовое значение шага ставится перед аббревиатурой TPI. При выборе шага следует учитывать:
- какую имеет толщину заготовка;
- какой твердостью обладает материал заготовки;
- какую требуется получить чистоту кромки детали после распила.
Чтобы эффективно резать пластик и пилить древесину, лента должна иметь не менее трех резцов на дюйм. Чем больше резцов будет на одном дюйме, тем более качественный получится распил. Но при этом снизится скорость подачи и уменьшится предельное значение толщины заготовки.
По шагу зубьев полотна различаются на два типа: “skip” и “regular”. Тип полотен “skip” имеет шаг от 3 до 6 TPI. Между зубьями имеется пространство для эффективного отвода опилок, так как плохое их удаление снижает качество реза. Тип полотен “regular” имеет зубья, по форме напоминающие треугольник.
Размещаются они на оснастке с шагом от 10 TPI и выше. Данный тип зубьев не имеет достаточного пространства для быстрого отвода стружки. Благодаря большему количеству режущих элементов рез таким полотном получается довольно чистым.
Оснастку можно использовать для пиления заготовок небольшой толщины и из твердых материалов.
Совет! При пилении твердых заготовок необходимо уменьшать подачу.
Данные типы полотен имеют следующие характеристики.
- 3 TPI “skip”. Полотно применяют при черновом распиливании древесины, имеющей большую толщину. Оснасткой производят пиление вдоль волокон. Чтобы хоть немного улучшить качество пропила, можно по максимуму натянуть ленту на станке и уменьшить скорость подачи.
- 4 TPI “skip”. Это универсальная оснастка для пиления вдоль волокон. Данным типом полотна можно распиливать большинство пород древесины, включая заготовки с множеством сучков. Если хорошо натянуть пилу и уменьшить подачу, то качество распила будет близко к финишному.
- 6 TPI “skip”. Это оснастка общего назначения. Ею пилят заготовки толщиной до 50 мм (вдоль волокон) и древесину поперек волокон толщиной до 150 мм. Эти цифры указаны для пиления материалов с нормальной подачей их на пилу. Если подачу снизить, то можно обрабатывать детали и большей толщины. Данная пила дает чистовое качество реза и подходит почти для всех пород древесины.
- 10 TPI “regular”. Полотна применяются для пиления листовых материалов (ДСП, фанера, МДФ и т.д), для резки цветных металлов и пластика. Но при обработке металлических заготовок требуется снизить скорость движения оснастки. Не на всех станках есть такая возможность.
- 14 TPI “regular”. Можно пилить фанеру, МДФ, ДСП и пластик. Что касается натуральной древесины, то ее толщина должна быть не более 25 мм. Наиболее чистый рез данным полотном получается при минимальной скорости подачи. Также данной оснасткой можно резать мягкие металлы на низкой скорости ленты.
Форма резцов
Ленточные полотна могут иметь следующие профили зубьев.
- WM. Оснастка, имеющая данный профиль резцов, предназначена для распиловки мягких и твердых пород древесины и является универсальной. Применяется профиль на пилах шириной не более 50 мм.
- AV. Профиль зубьев позволяется справляться с твердой древесиной, в том числе и мерзлой. Также такими пилами можно производить поперечную распиловку материала.
- NV. Применяется на лентах шириной до 30 мм, которые можно использовать для фигурной резки любых пород древесины.
- NU. Профиль имеет большую впадину. Применяется для пиления мягких пород дерева.
- PV. Данный профиль используют на оснастке шириной более 50 мм. Благодаря PV профилю пилы имеют хорошую устойчивость при пилении мягкой древесины.
- KV. Используют на широких лентах (до 80 мм) для распиловки мягкой древесины.
- PU. Применяют для распиловки твердой древесины на лентах шириной более 80 мм.
Разводка зубьев
Зубья на пиле разводятся для того, чтобы уменьшить трение полотна о заготовку и для предотвращения его заклинивания. Ширина пропила должна превышать толщину оснастки приблизительно на 30-60%.
Разводка резцов может быть трех видов.
- Классическая разводка. Зубья пилы отогнуты в разные стороны поочередно и на одинаковое расстояние.
- Зачищающая разводка.
Через каждые два зуба следующий (третий) не отгибается и имеет форму трапеции. Резец находится по центру оснастки и задает направление для всей ленточной пилы. Данная разводка используется для пил, работающих по твердым материалам.
- Волнистая разводка считается самой сложной. Резцы отгибаются в форме волны в разные стороны.
Важно знать, что, делая разводку зубьев, отгибается не весь резец, а его часть: от 1/3 до 2/3 расстояния от вершины зуба. Каждый производитель оснастки рекомендует свое значение отклонения зубьев в сторону. Но в среднем оно находится в диапазоне от 0,3 до 0,7 мм.
Чем мягче материал, тем сильнее должна быть разведена пила, и наоборот. Но нельзя допускать такой разводки резцов, чтобы по центру пропила оставались не вырезанные участки. Следует стараться, чтобы зубья отклонялись в сторону на одинаковое расстояние. Если разводка произведена неравномерно, то ленточную пилу будет уводить в ту сторону, где зубья имеют более сильный наклон.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
- Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.
- Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.
- Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.
- Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.





