- Типы резцов
- Геометрия резца
- Токарные резцы по металлу: разновидности и назначение — Лед совет
- Виды токарных резцов
- Резцы для токарных станков – на что обратить внимание
- Виды резцов для токарного станка
- Презентация “Виды и назначение токарных резцов”
- Виды и назначение токарных резцов
- Токарные резцы: виды, применение, заточка
- Особенности использования отрезных резцов
- Назначение отрезного резца
- Конструкция отрезного резца
- Установка резца
- Резец отрезной инвертированный
- Критерии выбора резца
- Токарные резцы
- Токарные резцы: виды, применение, заточка
- Токарные резцы
- Геометрические параметры токарных резцов
- Заточка резцов
- Виды и назначение токарных резцов
- Резец токарный
- Конструкция токарного резца
- Классификация резцов
- Рекомендации по подбору резца
- Действующие стандарты
Токарные резцы по металлу предназначены для резания металлических, синтетических и др. материалов. Они отличаются между собой по назначению, конструкции, направлению.

Состоят из двух частей:
Рабочая часть резца – головка, оснащается режущими пластинами, которые припаиваются к головке. Имеются конструкции, где используются накладные – сменные — они закрепляются механически к головке резца. Крепление на станке осуществляется путем зажима державки в резцедержателе. По конструкции головки подразделяются на прямые, отогнутые и оттянутые.
По конструкции режущей части головки токарные резцы могут быть с напайными и сменными пластинами, а также цельными.
По виду обработки токарные резцы классифицируются для:
- черновой обработки;
- получистовой обработки;
- чистовой обработки.
Инструмент с механическим креплением режущих пластин
Типы резцов

Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Геометрия резца
Резец состоит из головки и державки (круглого или прямоугольного стержня). Головка имеет несколько поверхностей: переднюю, заднюю, режущие кромки и вершину.
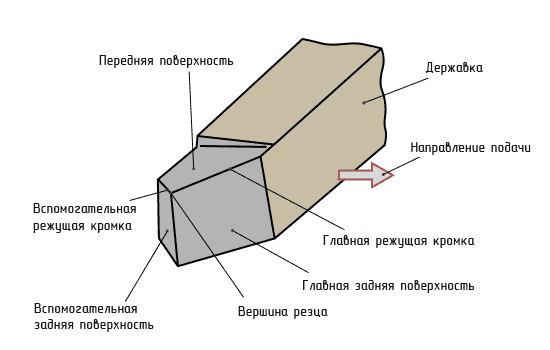
По передней плоскости сходит стружка во время точения детали. Задняя делится на 2 поверхности: основную и вспомогательную, а пересечения этих поверхностей дает 2 режущие кромки: главную и вспомогательную.
Место соединения вспомогательной и главной кромки называется вершиной резца.
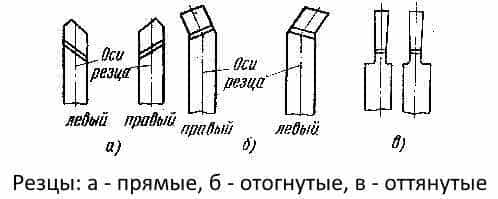
По направлению подачу резцы классифицируют на правые и левые.Чтобы определить к какому типу относится инструмент, необходимо положить его на правую руку головкой в сторону пальцев. Если главная режущая кромка находится со стороны большого пальца, то резец является правым, иначе – левым.
- Определение направления подачи
Источник: https://vi-pole.ru/vidy-i-naznachenie-tokarnyh-rezcov-po-metallu.html
Токарные резцы по металлу: разновидности и назначение — Лед совет
Резцы для токарных станков являются одним из наиболее часто используемых видов оснастки.
Резец необходим для обработки цилиндрических, плоских и фасонных поверхностей, нарезания резьб и других операций выполняемых на токарных металлообрабатывающих станках.
Метеорит72 — лучший интернет магазин светодиодного освещения! Товары высочайшего качества, безупречный сервис, широчайший ассортимент, отличные цены, гарантия. Посмотреть продукцию >>>
А так как именно токарный станок является наиболее распространенным и функциональным из металлообрабатывающего оборудования, то и резцу, как его основному рабочему инструменту, следует уделить особое внимание.
Виды токарных резцов
По своему технологическому назначению резцы для токарных станков подразделяются на следующие категории:
Помимо этого, резцы для токарных станков подразделяются по характеру обработки на черновые, получистовые и чистовые; по движению подачи – на правые и левые. По конструкции можно выделить щие виды токарных резцов:
В первом случае резец в целом и режущая часть изготавливаются из одного материала, в остальных – могут различаться. Также резцы отличаются и по форме державки. Чаще всего она бывает квадратной или прямоугольной, но встречаются и цилиндрические державки.
Резцы для токарных станков – на что обратить внимание
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
Все виды токарных резцов вы можете приобрести в Интернет-магазине «Мекка Инструмента». Для вас – огромный ассортимент, приятные цены и оперативная доставка в любой регион России.
Виды резцов для токарного станка

Наиболее востребованным инструментом, который необходим для токарной обработки металлов, являются токарные резцы. Резцы могут иметь разную конструкцию, но у них всех есть головка и тело.
Обычно они изготавливаются из стали и твердых сплавов, которые превышают твердость материала, подлежащего обработке.
Головка, или как еще ее называют, рабочая часть, включает в себя главную режущую кромку и вспомогательную режущую кромку, и вершину, которая является как бы пересечением двух этих кромок, а также одну переднюю и две задние поверхности. Причем по сути, всю основную работу по резанию выполняет именно главная режущая кромка.
Тело, или по-другому державка, как правило, имеет прямоугольную или квадратную форму поперечного сечения и предназначено для фиксации инструмента в резцедержателе станка. Схематично увидеть элементы, из которых состоит токарный резец, можно на рисунке ниже:
При выборе резцов для токарного станка предпочтение лучше отдавать тем, что идут в наборе, т.к. это наиболее выгодный вариант в большинстве случаев.
Кроме этого, следует обращать внимание на такие важные параметры, как материал изготовления, форма (в зависимости от того, что вам именно нужно), конструкция, углы.
Углы имеют обозначение греческих букв и измеряются в секущих плоскостях. Перечислим основные углы:
- передний угол;
- главный задний угол;
- угол заострения;
- угол резания.
- Все вышеуказанные углы расположены в главной секущей плоскости, которая перпендикулярна основной плоскости, а также главной режущей кромке.
- Теперь перейдем непосредственно к видам резцов для токарного станка.
- Резцы по виду обработки подразделяются на:
- отрезные – предназначены для отрезания заготовки;
- проходные – нужны для точения прямых цилиндрических и конических поверхностей;
- расточные – у них обычно большая длина и поперечные размеры меньше, чем у отверстия для обработки, соответственно, используются такие резцы для обработки отверстий;
- подрезные – как правило, имеют поперечную подачу и нужны для подрезания уступов детали;
- фасонные – предназначены для получения детали довольно сложной геометрической формы;
- фасочные – нужны для того, чтобы снять внутренние и наружные фаски.
Резцы по направлению подачи:
- правые – если наложить ладонь правой руки на резец сверху, то главная режущая кромка должна быть расположена под большим пальцем;
- левые – аналогично, но при условии использования левой руки.
В зависимости от установки резцы бывают:
- радиальные – расположены перпендикулярно по отношению к обрабатываемой поверхности, чаще всего применяется в промышленности из-за возможности простого закрепления и достаточно удобного выбора геометрических параметров режущей части;
- тангенциальные – расположены касательно, чаще всего используется там, где важна чистота обработки – на токарных автоматах и полуавтоматах.
По форме головки и расположению относительно державки:
- прямые – имеют прямую ось в плане и боковом виде;
- отогнутые – имеют изогнутую в плане ось;
- изогнутые – имеют загнутую ось в боковом виде;
- с оттянутой головкой – имеют ширину головки, которая меньше тела резца.
По сечению стержня:
- прямоугольные;
- квадратные;
- круглые.
В зависимости от материала изготовления, бывают из:
- инструментальной стали;
- углеродистой стали;
- легированной стали;
- быстрорежущей стали (высоколегированной);
- твердого сплава;
- металлокерамические;
- вольфрамовые;
- титанотанталовольфрамовые;
- минералокерамические.
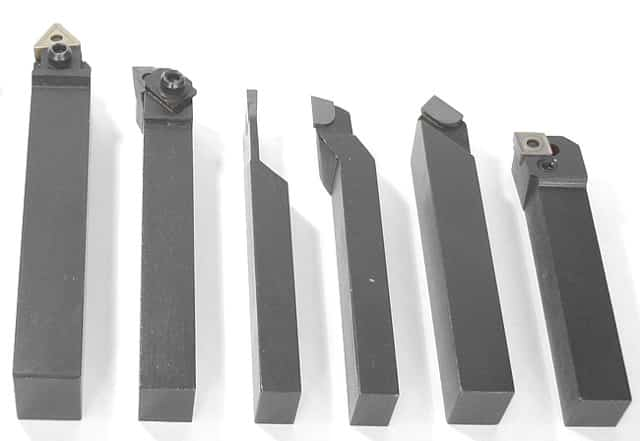
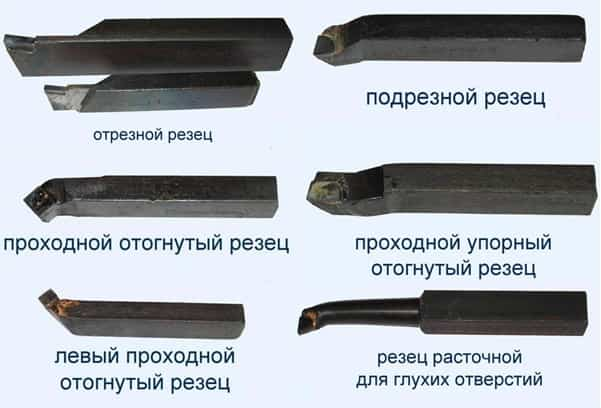
Вот для примера несколько резцов для токарного станка:
Презентация “Виды и назначение токарных резцов”

- Инфоурок › Технология › Презентации › Презентация “Виды и назначение токарных резцов”
- Описание презентации по отдельным слайдам:
- 1 слайд Описание слайда:
Виды и назначение токарных резцов Учитель технологии МБОУ Школа № 1 Прокофьев Н.В. Семенов 2015
2 слайд Описание слайда:
Цели и задачи занятия: 1.Познакомить: 1.1. С элементами токарного резца. 1.2. С процессом резания и углами резания токарного резца. 1.3. С видами и назначением токарных резцов. 1.4. С требованиями, предъявляемые к материалу рабочей части резца. 2.Научить: 2.1.
Определять виды токарных резцов и их назначение. 2.2. Определять все элементы токарного резца. 3. Воспитывать: 3.1 Бережное отношение к эксплуатации токарных резцов и их содержанию. 3.2. Желание овладевать определёнными техническими знаниями при изучении токарного дела. 4.
Развивать познавательную активность обучающихся.
3 слайд 4 слайд Описание слайда:
Геометрия токарного резца Резец – основной режущий инструмент для выполнения основных токарных операций на токарно-винторезном станке. Он состоит из головки 2 (рабочей части) и стержня 1, служащего для закрепление резца. Передней поверхностью 8 резца называют поверхность, по которой сходит стружка.
Задние (лавная 3 и вспомогательная 4) поверхности обращены к обрабатываемой заготовке. Главная режущая кромка 7 выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей.
Место пересечения главной и вспомогательной режущих кромок образуют вершину 5 резца.
5 слайд 6 слайд Описание слайда:
На эффективность работы резца очень важное значение имеют величины углов, образованные различными плоскостями его головки. Для определения углов резца установлено понятие координатных плоскостей.
Применительно к токарной обработке это плоскость резания и основная плоскость. Плоскость резания – плоскость, проходящая через главную режущую кромку резца, касательная к поверхности резания и перпендикулярна основанию резца.
- Основная плоскость параллельна направлениям подач (продольной и поперечной); она совпадает с опорной поверхностью резца
- 7 слайд Описание слайда:
- Как и всякий режущий клин, токарный резец имеет следующие углы заточки, измеренные в плоскости, перпендикулярной к плоскости резания и к главной режущей кромке.
- 8 слайд Описание слайда:
- Передний угол (
- 9 слайд Описание слайда:
Резцы классифицируются: по направлению подачи – на правые и левые (правые резцы на токарном стане работают при подаче справа налево, т. е.
перемещаются к передней бабке станка); по конструкции головки – на прямые, отогнутые и оттянутые : Резцы: а – прямые, б – отогнутые, в – оттянутые по роду материала – из быстрорежущей стали, твердого сплава и т. д.
; по способу изготовления – на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка – из инструментального материала, а стержень – из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически); по сечению стержня – на прямоугольные, круглые и квадратные; по виду обработки – на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. .
- 10 слайд Описание слайда:
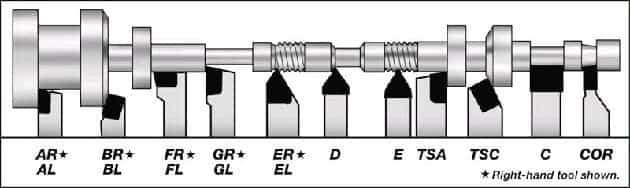
- Токарные резцы для различных видов обработки: а – наружное обтачивание проходным отогнутым резцом, б – наружное обтачивание прямым проходным резцом, в – обтачивание с подрезанием уступа под прямым углом, г – прорезание канавки, д – обтачивание радиусной галтели, е – растачивание отверстия, ж, з, и – нарезание резьбы наружной, внутренней и специальной
- 11 слайд
- Общая информация
- Оставьте свой комментарий
- Авторизуйтесь, чтобы задавать вопросы.
Виды и назначение токарных резцов
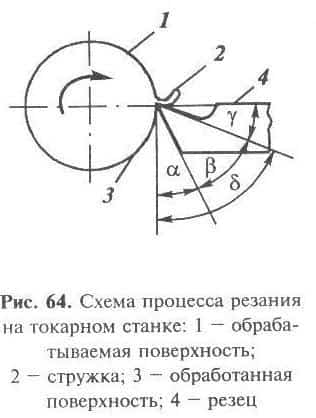
Для токарной обработки металлов применяют специальные инструменты – токарные резцы. Их изготавливают из сталей, имеющих твердость, значительно превышающую твердость обрабатываемого материала. Их рабочая часть, как и у многих других режущих инструментов, имеет форму клина (рис.64).
Токарные резцы отличаются один от другого по конструкции, но все они имеют тело и головку (рис.65).
Тело резца служит для закрепления в резцедержателе, головка непосредственно участвует в процессе резания.
На головке имеются передняя и две задние поверхности, главная и вспомогательная режущие кромки и вершина резца. Главная режущая кромка выполняет основную работу резания.
Важными характеристиками токарного резца являются углы его заточки (рис. 64).
Главный задний угол а (альфа) – угол между главной задней поверхностью резца и плоскостью резания. Увеличение данного угла уменьшает трение задней грани резца о поверхность заготовки.
Передний угол у (гамма) — оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности.
Угол заострения р (бета) — угол между передней и главной задней поверхностями. Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием. Однако при уменьшении угла заострения снижается прочность резца и он быстрей затупляется и ломается.
Угол резания 5 (дельта) – угол между передней поверхностью резца и плоскостью резания.
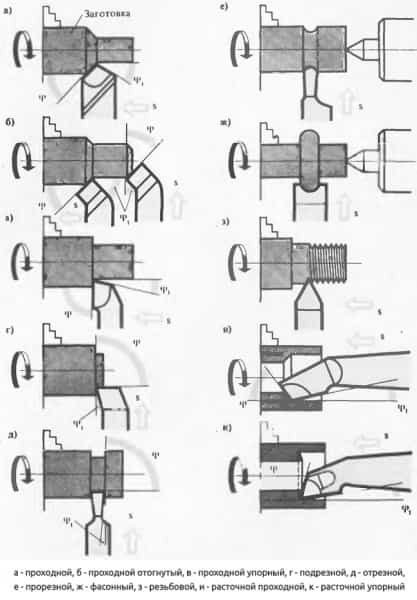
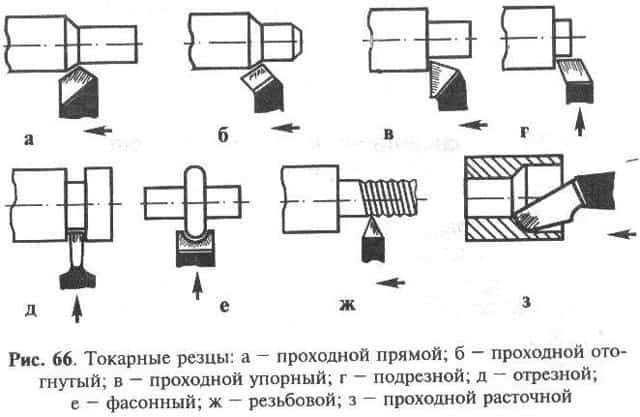
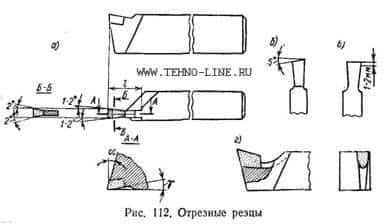
Токарные резцы подразделяют по направлению подачи {правые и левые), конструкции головки (прямые и отогнутые), способу изготовления (цельные и составные), сечению стержня (прямоугольные, круглые и квадратные), виду обработки (проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные). На рис. 66 показаны схематично некоторые из них (вид сверху).
Проходные резцы (рис. 66, а, б) предназначены для обтачивания внешних цилиндрических и конических поверхностей заготовок, проходной упорный (рис. 66, в) для обработки уступов.
Торцы заготовок обрабатывают подрезными резцами (рис. 66, г), а отрезают заготовки – отрезными (рис. 66, д). Резьбовыми резцами (рис. 66, ж) нарезают внешнюю и внутреннюю резьбу, а расточными (рис.
66, з)— растачивают отверстия.
Следует помнить, что токарные резцы являются дорогостоящим инструментом. Их нельзя использовать не по назначению, бросать, хранить “навалом”. Необходимо не допускать значительного затупления инструмента.
Токарные резцы: виды, применение, заточка
Источник: https://LEDsovet.ru/tokarnye-rezcy-po-metally-raznovidnosti-i-naznachenie/
Особенности использования отрезных резцов
Большинство токарных обработок производится с помощью резцов. Среди основных видов отрезной резец занимает лидирующее место по частоте использования. Их изготавливают из специальных марок стали особой твердости.
Назначение отрезного резца

В зависимости от вида операции используются основные типы резцов:
- резьбовые для внешней и внутренней нарезки;
- проходные прямые, отогнутые и упорные;
- расточные для глухих и сквозных отверстий;
- отрезные.
Токарные отрезные резцы применяют для отрезания детали от прута малого диаметра и формирования канавок в заготовке. Их вырезают отрезными инструментами особого назначения — канавочными.
Форма рабочей головки соответствует размерам и форме будущей канавки. Зачастую в один проход паз нужного размера сделать не получается.
В несколько заходов работают и с твердыми металлами, а также при большой ширине паза.
Длина рабочей области должна составлять немногим больше половины от поперечника разрезаемой детали.
Виды конструкций отрезных инструментов:
- цельные: выточен из единого куска металла. Их изготавливают из инструментальной углеродистой стали, мелкие — из быстрорежущих. Не нашли широкого применения на практике;
- с приваренными пластинками: на головке приварена твердосплавная или быстрорежущая пластинка. При их приваривании важно соблюдать технологию, иначе возникают трещины, инструмент быстро разрушается;
- с механической фиксацией пластин: в головку инструмента вставляется режущая пластинка и крепится механически. Их часто используют для минералкерамических режущих пластин.
Токарные резаки могут быть левыми и правыми, прямыми или отогнутыми. Наиболее распространены на практике левые отогнутые и правые прямые.
Конструкция отрезного резца
 углы заточки отрезного резца
углы заточки отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла. Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Установка резца
Инструмент устанавливают под углом 90 градусов к обрабатываемой заготовке, по ее центру. Перепад в доли миллиметра приводит к поломке резца.
При токарной обработке хрупких металлов резец держат под углом до 10 градусов. В противном случае заготовка отломается быстрее, чем резак достигнет центра. При работе с быстрорежущими инструментами из цельного металла необходимо соблюдать скорость обработки не более 30 мминуту. Твердосплавные резаки с напайками работают на повышенных скоростях — до 130 метров в минуту.
Резец отрезной инвертированный
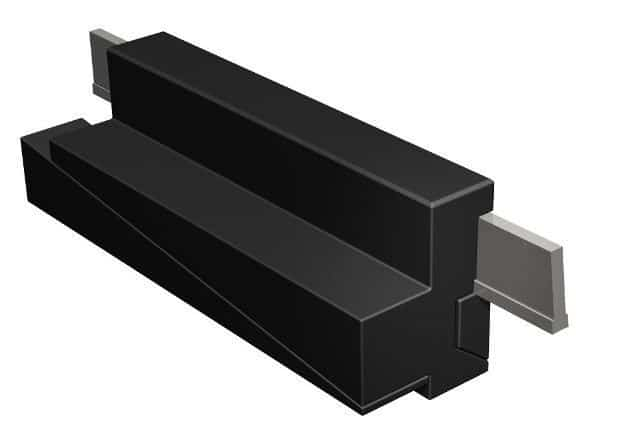 инвертированный отрезной резец
инвертированный отрезной резец
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.
Критерии выбора резца
Чтобы отрезной резец служил эффективно и долго, необходимо учитывать следующие параметры при его выборе:
- обрабатываемый материал и виды обработок, интенсивность нагрузок;
- приоритет качеству поверхности или точности габаритов детали;
- степень износостойкости инструмента.
Видеоролик о том, как самому сделать отрезные резцы и правильно его заточить:
Источник: http://StanokGid.ru/osnastka/otreznoy-rezets-vidy-tokarnyh-reztsov.html
Токарные резцы
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
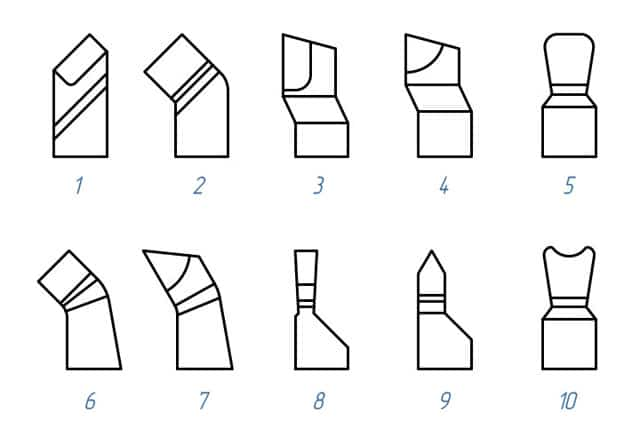
1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали.
При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается.
Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.

На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Источник: http://www.axispanel.ru/technology/turning-metal/turning-tools.php
Токарные резцы: виды, применение, заточка
Просмотров: 19171
Резец является одним из самых распространенных металлорежущих инструментов. Он широко применяется для выполнения резьбы, обработки плоскостей, цилиндрических и фасонных поверхностей, а также при строгальных и долбежных работах.
Резец состоит из рабочей части, называемой головкой, и тела — державки. Основными элементами рабочей части являются главная режущая кромка, вспомогательная режущая кромка и вершина — точка пересечения двух кромок. Срезание слоя металла осуществляется главной кромкой, имеющей прямую или фасонную форму. Образующаяся в процессе работы стружка сходит по передней поверхности резца.
Державка служит для закрепления инструмента в держателе станка и обычно имеет квадратную или прямоугольную форму поперечного сечения.
Державка служит для закрепления инструмента в держателе станка и обычно имеет квадратную или прямоугольную форму поперечного сечения.
В зависимости от установки по отношению к обрабатываемой поверхности, резцы токарные подразделяются на радиальные и тангенциальные. Первые расположены перпендикулярно оси детали, вторые — касательно.
Если первый тип резца имеет широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части, то второй используется главным образом на токарных автоматах и полуавтоматах, где особенно важна чистота обработки.
По направлению подачи резцы подразделяются на два типа: правые и левые. Если при наложении ладони правой руки сверху на инструмент главная режущая кромка находится под большим пальцем, то резец называется правым. Если режущая кромка располагается подобным образом при наложении левой руки, то и резец, соответственно, будет левым.
Форма головки и её положение относительно стержня также могут быть различными. По этим параметрам резцы делятся напрямые, отогнутые, изогнутые и с оттянутой головкой.
Прямые имеют прямую ось в плане и боковом виде. Ось отогнутых в плане изогнута. У изогнутых ось загнута в боковом виде. У резцов с оттянутой головкой ширина головки меньше ширины тела резца
Резцы применяются для токарных, строгальных и долбежных работ и имеют соответствующие названия. Сейчас мы более подробно коснемся резцов, используемых на токарных станках, и расскажем об их разновидностях.
Токарные резцы
Токарные резцы подразделяются на проходные, подрезные, отрезные, расточные, фасочные и фасонные.
Подрезные токарные резцы служат для подрезания уступов под прямым или острым углом к основному направлению обтачивания. Обычно этот инструмент имеет поперечную подачу.
Отрезные резцы предназначены для отрезания материала от прутков небольшого диаметра. Как правило, для этих целей применяются инструмент с оттянутой головкой. В связи с тем, что работа ведется с большим усилием, а отвод стружки из зоны резания затруднен, нередко происходят выкрашивание или сколы режущей части инструмента, а иногда и отрыв пластинки от державки.
Расточные резцы необходимы для обработки отверстий. Они имеют меньшие поперечные размеры, чем обрабатываемое отверстие, и довольно большую длину. В силу своей малой жесткости, расточные резцы не позволяют снимать стружку большого сечения.
Для обработки длинных отверстий или отверстий большого диаметра применяются вставные резцы круглого или квадратного сечения, используемые вместе с державками. Державки позволяют производить расточку с помощью как одностороннего, так и двустороннего резца.
Фасочные резцы предназначены для снятия наружных и внутренних фасок.
Фасонные резцы используются для получения детали сложной формы.
Геометрические параметры токарных резцов
При выборе токарного резца следует учитывать целый ряд требований, обеспечивающих высокую производительность и точность обработки. Это
- материал режущей части резца;
- геометрия режущей части;
- прочность и виброустойчивость державки и режущих кромок;
- форма и размеры пластинки инструментального материала;
- способ и конструкция крепления пластинки инструментального материала (если используются пластины с механическим креплением);
- способ стружколомания;
- размеры, шероховатость, геометрия и конструкция гнезда для крепления пластины инструментального материала.
Все перечисленные факторы определяют выбор оптимальных режимов резания – глубины, подачи и скорости.
Главными критериями выбора геометрических параметров резца являются:
- стойкость инструмента (время образования на его задней или передней поверхности допустимой величины площадки износа);
- размерная стойкость инструмента (допустимое изменение его настроечного размера);
- поддержание заданной шероховатости обработанной поверхности;
- уменьшение амплитуды автоколебаний в ходе рабочего процесса.
При выборе резца следует учитывать такие параметры, как его углы. Они измеряются в секущих плоскостях и обозначаются греческими буквами.
К основным углам относятся главный задний угол, передний угол, угол заострения и угол резания. Все они находятся в главной секущей плоскости — перпендикулярной главной режущей кромке и основной плоскости.
Главным задним углом (его принято обозначать буквой «альфа») называется угол между главной задней поверхностью резца и плоскостью резания. Его назначение — уменьшение трения задней поверхности резца о заготовку.
Увеличение заднего угла вызывает уменьшение угла заострения, что влечет за собой снижение прочности лезвия и увеличение шероховатости обрабатываемой поверхности.
Уменьшение заднего угла, в свою очередь, повышает трение, что ускоряет износ резца и снижает качество обработки.
При обработке твёрдых материалов величины задних углов снижаются, а при работе с более мягкими — увеличиваются. Рекомендуемые значения главного заднего угла зависят от типа резца и указываются в таблицах.
Угол между передней и главной задней поверхностями резца (обозначается буквой «бетта») называется углом заострения.
Передний угол («гамма») — это угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания.
Назначение переднего угла — уменьшить деформацию срезаемого слоя и облегчить сход стружки.
Увеличение угла облегчает процесс резания и позволяет снизить усилие подачи резца, но прочность режущего клина снижается.
Отклонение величины переднего угла всего на 5 градусов от рекомендуемых оптимальных значений может вызвать снижение стойкости резцов почти в три раза. Уменьшение переднего угла повышает стойкость резцов.
И наконец, угол резания («дельта») — угол между передней поверхностью резца и плоскостью резания.
Кроме того, существуют вспомогательный задний угол, главный угол в плане, вспомогательный угол в плане, угол при вершине резца и угол наклона главной режущей кромки.
Вспомогательным задним углом называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Этот угол измеряется на вспомогательной секущей плоскости, перпендикулярной к вспомогательной режущей кромке и основной плоскости. Аналогично главному заднему углу он обозначается как «альфа1».
Угол между главной режущей кромкой и направлением подачи называется главным углом в плане и обозначается буквой «фи». Его назначение – изменять соотношение между шириной и толщиной среза при постоянных глубине резания и подаче. При уменьшении угла повышается прочность вершины резца, но силу приложения приходится увеличивать.
При этом повышается трение об обрабатываемую поверхность и возникают вибрации. Выбор величины главного угла в плане зависит от условий обработки,, конструкции резцов и особенностей крепления пластин.
Значение угла «фи» может быть 90, 75, 63, 60, 50, 45, 35, 30, 20, 10 градусов, что позволяет подобрать угол , наиболее соответствующий конкретным условиям.
Резцы с малыми углами от 10 до 20 градусов применяются при обработке массивных деталей на тяжелых станках. Нежесткие изделия обрабатывают под углами 60-75 градусов, а угол 90 градусов применяется при наличии на заготовке ступеней с торцами.
Вспомогательным углом в плане называется угол между вспомогательной режущей кромкой и направлением подачи (по аналогии обозначается «фи1»). Уменьшение угла снижает шероховатость обработанной поверхности.
Угол, образованный пересечением главной и вспомогательной режущих кромок, называется углом при вершине. Его значение обозначается буквой «эпсилон».
Главная режущая кромка резца может иметь различные углы наклона с линией, проведенной через вершину резца параллельно основной плоскости.
Угол наклона режущей кромки обозначается буквой «ламбда». Изменение этого угла позволяет управлять направлением схода стружки и условиями контакта резца с заготовкой.
Значения 12-15 градусов следует применять при черновой обработке и прерывистом резании с ударами. При точении закаленной стали значение «ламбды» следует принять от 25 до 35 градусов.
При чистовой обработке детали используются резцы, угол наклона режущей кромки которых меньше или равен нулю.
Заточка резцов
Заточка токарных резцов производится как при их изготовлении, так и при износе. Процесс заточки проходит на точильно-шлифовальных станках с непрерывным охлаждением. Сначала затачивается главная поверхность, затем задняя и вспомогательная. После этого обрабатывают переднюю поверхность резца до получения ровной режущей кромки.
На каждом станке для заточки резцов имеется два шлифовальных круга: из электрокорунда и из зеленого карбида кремния. Первый применяется для обработки резцов из быстрорежущей стали, второй используется для заточки твердосплавных резцов. Для проверки правильности заточки резца существуют специальные шаблоны.
Такой инструмент, как токарные резцы, востребован достаточно хорошо и широко представлен в ассортименте каталога компании «Кибер-Инструмент».
Источник: http://www.prof.ru/articles/tokarnye-rezcy-vidy-primenenie-zatochka
Виды и назначение токарных резцов
Для токарной обработки металлов применяют специальные инструменты — токарные резцы. Их изготавливают из сталей, имеющих твердость, значительно превышающую твердость обрабатываемого материала. Их рабочая часть, как и у многих других режущих инструментов, имеет форму клина (рис.64).
Токарные резцы отличаются один от другого по конструкции, но все они имеют тело и головку (рис.65).
Тело резца служит для закрепления в резцедержателе, головка непосредственно участвует в процессе резания.
На головке имеются передняя и две задние поверхности, главная и вспомогательная режущие кромки и вершина резца. Главная режущая кромка выполняет основную работу резания.
Важными характеристиками токарного резца являются углы его заточки (рис. 64).
Главный задний угол а (альфа) — угол между главной задней поверхностью резца и плоскостью резания. Увеличение данного угла уменьшает трение задней грани резца о поверхность заготовки.
Передний угол у (гамма) — оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности.
Угол заострения р (бета) — угол между передней и главной задней поверхностями. Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием. Однако при уменьшении угла заострения снижается прочность резца и он быстрей затупляется и ломается.
Угол резания 5 (дельта) — угол между передней поверхностью резца и плоскостью резания.
Токарные резцы подразделяют по направлению подачи {правые и левые), конструкции головки (прямые и отогнутые), способу изготовления (цельные и составные), сечению стержня (прямоугольные, круглые и квадратные), виду обработки (проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные). На рис. 66 показаны схематично некоторые из них (вид сверху).
Проходные резцы (рис. 66, а, б) предназначены для обтачивания внешних цилиндрических и конических поверхностей заготовок, проходной упорный (рис. 66, в) для обработки уступов.
Торцы заготовок обрабатывают подрезными резцами (рис. 66, г), а отрезают заготовки — отрезными (рис. 66, д). Резьбовыми резцами (рис. 66, ж) нарезают внешнюю и внутреннюю резьбу, а расточными (рис.
66, з)— растачивают отверстия.
Следует помнить, что токарные резцы являются дорогостоящим инструментом. Их нельзя использовать не по назначению, бросать, хранить «навалом». Необходимо не допускать значительного затупления инструмента.
Источник: http://berezaklim.ru/u4eb_rabota/metodika/texno/texno7/metall/19.htm
Резец токарный
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.
Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы.
Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами.
Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
Источник: https://mekkain.ru/library/rezecz-tokarnyij.html





