- Сверлильный станок 2Н135 – востребованный не одно десятилетие агрегат
- Технические характеристики вертикально сверлильного станка 2н135
- Функциональность и сфера применения
- Конструкционные особенности
- Технические характеристики
- Сильные и слабые стороны станка
- Обзор вертикально-сверлильного станка 2Н135 (видео)
- Вертикально-сверлильный станок 2н135
- Где применяется?
- Модификации
- Особенности конструкции
- Технические характеристики
- Выводы
- Обзор сверлильного станка 2Н135: характеристики, паспорт, схемы
- Обзор конструкции станка
- Характеристики оборудования
- Правила эксплуатации
- Сверлильный станок — назначение, классификация
- Другие статьи по сходной тематике
- Технические характеристики станка 2н135
- Технические характеристики станка 2м55
Подробности Категория: Сверлильные и расточные станки
Станки универсальные вертикально-сверлильные 2H125, 2H135, 2H150 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Скачать документацию
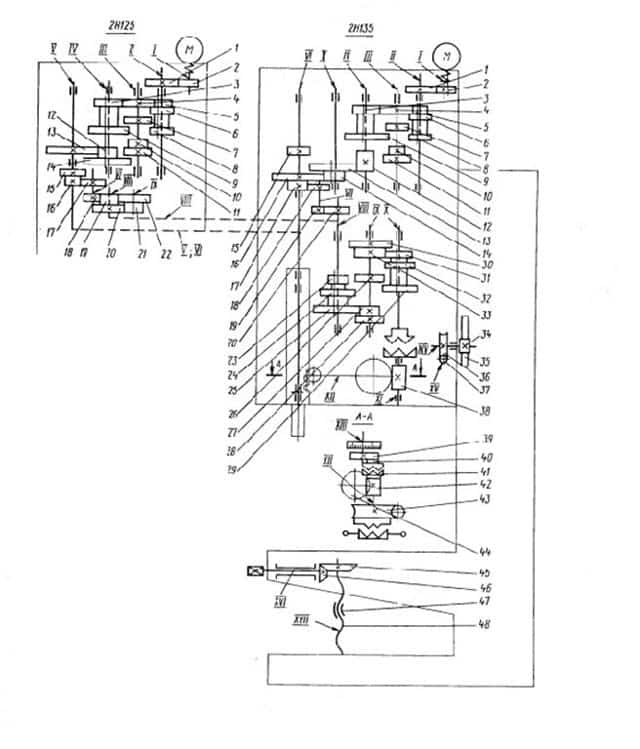
Кинематическая схема
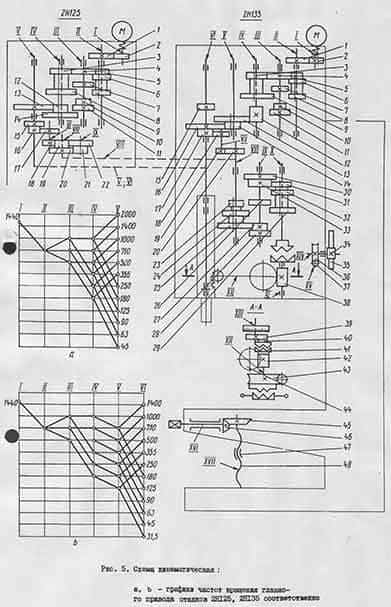
Схема кинематическая станков 2H125, 2H135 представлена на рис.5.Ввиду простоты кинематических схем описание их не приводится.Примечание. Цепь движения стола одинакова для всех трех станков.
Цепь подач одна и та же для станков моделей 2125 и 2H135.
Колонна, стол, плита
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод
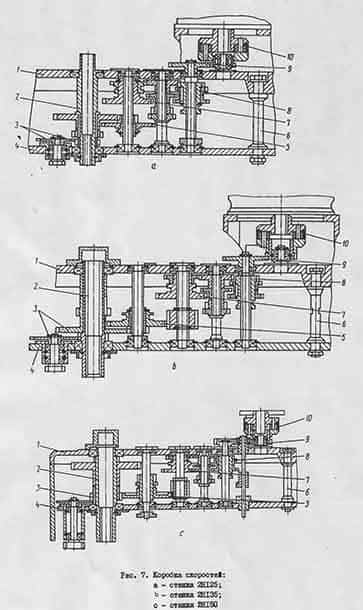
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах -верхней 1 и нижней 4,скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенная электродвигателем через эластическую муфту Ю и зубчатую передачу 9.
Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару 3 вращение передается на коробку подач.Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса,закрепленного на низшей плите 4.
Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключение скоростей и подач
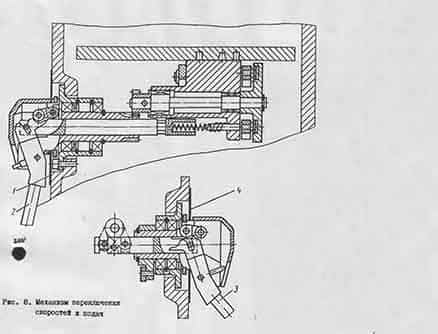
Переключение скоростей производится рукояткой 2 (рис.
8), которая имеет четыре положения по окружности и три вдоль оси» переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2H125, 2H135 и четыре для 2H150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач
Механизм смонтирован в отдельном корпусе в устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2H125, 2H135 и двенадцать подач на станке 2H150.
На станках 2H125 и 2H135 коробки подач отличаются только приводом, который состоит на станке 2H125 из зубчатых колес I (рис.9), на станках 2H125, 2H135 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач.
На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
ручного подвода инструмента к детали; включения рабочей подача;ручного опережения подачи;выключения рабочей подачи;ручного отвода шпинделя вверх; ручной подача, используемой при нарезания резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полу муфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, в обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга.
В этот момент кулачковая муфта 8 поворачивается относительно вала шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой с собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска 6 выполненного заодно с червячным колесом 5.
В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полу муфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт 11 передает крутящий момент от кулачковой муфты 8 на горизонтальный вал.
На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработки и настройки кулачков.Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары 1.
Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель
Шпиндель (рис.11) смонтирован на двух шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилие по выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси.
регулировка подшипников шпинделя осуществляется гайкой 1Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом.
Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси выбивает инструмент.
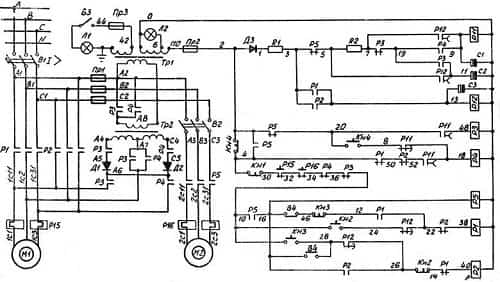
Электрическая схема
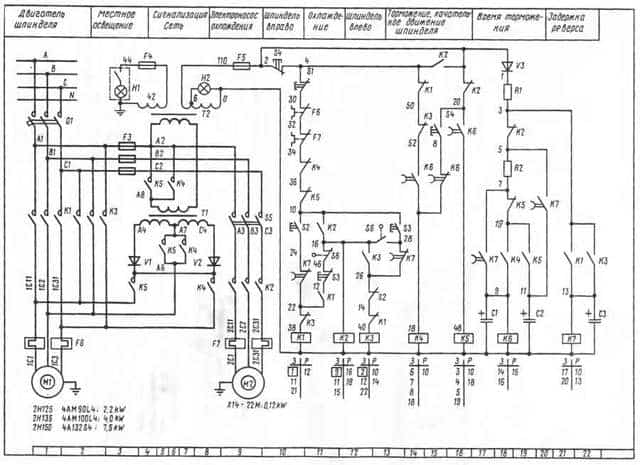
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель M1 на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя M1, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются,и происходит включение пускателя КЗ в электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка,установленного на лимбе.Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели K1 или КЗ, К2,отключающие электродвигатели M1, М2.
Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя M1 подключаются через выпрямитель V1, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, С2 отключается реле К6, отключающее пускатели K4, К5.При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя M1.
Нажатием кнопки S4 КАЧАТЕЛЬНСЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IC2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Скачать документацию
Источник: https://forkettle.ru/biblioteka/pasporta-i-tekhnicheskaya-dokumentatsiya/sverlilnye-i-rastochnye-stanki/8356-stanki-universalnye-vertikalno-sverlilnye-2n125-2n135-2n150
Сверлильный станок 2Н135 – востребованный не одно десятилетие агрегат
Данный станок, разработанный специалистами Одесского СКБ, имеет диаметр (условный) сверления 35 миллиметров. Чаще всего, его применяют небольшие предприятия. Агрегат выпускался на станкостроительном комбинате города Стерлитамак. Аналогами этой установки являются следующие виды станков разных производителей:
- 2С125–01, 2С125, 2С125–04, 2Н132, 2С132 (Стерлитамакский завод);
- 2ТС140 и 2Т140 (комбинат станочных узлов г. Гомеля);
- КА–232 (завод станкостроения Киева);
- 2Н135Л (завод Краснореченска);
- PK032 (Болгарское предприятие «Zmm Metalik»).
- Рекомендуем ознакомиться
- Также существует и ряд модификаций данной установки:
- вертикально-сверлильные координатные агрегаты с крестовым и поворотным круглым столом – соответственно, 2Н135–1 и 2Н135К;
- сверлильное оборудование с числовым программным управлением с револьверной головкой и столом крестового типа – 2Р135Ф2;
- вертикально-сверлильные однопозиционные специальные аппараты с пинолью (фланцевой), на которую можно монтировать многошпиндельные головки – 2Н135С;
- установки с управлением при помощи кнопок и кулачков, настраиваемых перед операцией сверления (автоматизированный вид управления) – 2Н135А;
- многопозиционные станки с возможностью монтажа поворотных столов и многошпиндельных головок – 2Н135Н.
К основным узлам описываемого сверлильного агрегата относят:
- сверлильную головку;
- масляный плунжерный насос;
- привод;
- систему охлаждения;
- коробку подач;
- шпиндель;
- электрическое оборудование и электрошкаф;
- коробку скоростей;
- устройство контроля за подачами и скоростями;
- стол, колонну и плиту.
На станке можно производить обработку заготовок из разных материалов в большом диапазоне их геометрических характеристик.
Достигается это за счет применения специального инструмента, изготовленного из быстрорежущих сталей (реже из обычных инструментальных сталей) и сплавов с высоким показателем твердости.
Пределы количества подач и оборотов шпинделя дают возможность получать требуемые отверстия на наиболее оптимальных схемах резки, что объясняет большую востребованность станков данной модели. Агрегаты, кроме всего прочего, оснащены механизмом реверсирования двигателя основного движения, что позволяет нарезать на них при подаче шпинделя вручную резьбы, используя машинные метчики.
Основные параметры рассматриваемой нами сверлильной установки имеют следующие значения:
- расстояние от направляющих до оси шпинделя (вертикального) – 300 мм;
- максимальный диаметр отверстия в стальной детали – 35 мм;
- наибольшая дистанция от плиты до торцевой части шпинделя – 1120 мм, наименьшая – 700 мм;
- максимальная дистанция от стола до торца шпинделя – 750 мм, минимальная – 30 мм;
- шпиндель: максимальный крутящий момент – 400 Нм, частота вращения – от 31,5 до 1400 об/мин, предельно возможный ход – 250 мм, число скоростей – 12, передвижение на оборот маховичка-рукоятки – 122,46 мм, на деление лимба – 1 мм;
- рабочий стол: размеры – 450 х 500 мм, предельно допустимое передвижение по оси Z (в вертикальной плоскости) – 300 мм, количество пазов Т-образной формы – 3;
- механика: допустимое (максимальное) усилие подачи – 15 кН, лимиты вертикальных рабочих подач шпинделя (один оборот) – от 0,1 до 1,6 мм, количество ступеней подач – 9, циклы работы на станке задаются вручную, шпиндель оснащен системой динамической остановки;
- размеры установки – 2535 х 825 х 1030 мм;
- мощность двигателя основной подачи – 4 кВт;
- охлаждающая жидкость подается под действием отдельного электрического насоса серии Х14–22М;
- вес – 1200 кг.
Колонна агрегата делается из чугунной отливки. Вдоль нее происходит передвижение стола и сверлильной головки (данные узлы перемещаются вручную по направляющим). Внутри фундаментной плиты размещен отстойник и емкость для охлаждающего состава, непосредственно на плите – электрический насос.
Коробка подач расположена в сверлильной головке, в верхней опоре (точнее в ее расточке) червяка устройства подач. Червяк получает вращение от муфты, которая находится на последнем валу. Оператор имеет возможность выбрать одну из десяти подач. Это доступно, благодаря передвижению двух блоков (тройных) шестерен.
Коробка скоростей способна за счет перемещаемых блоков передавать 12 частот вращения шпинделю. В нижней и верхней плите размещены опоры валов коробки скоростей. Между собой они соединены стяжками (таковых насчитывается четыре).
«Сигнал к действию» подается механизму через зубчатую передачу и муфту электрическим двигателем, который находится в вертикальном положении.
Плунжерный насос, за функционированием которого оператор может следить по маслоуказателю на подмоторной плите, смазывает элементы коробки.
В сверлильной головке станка расположены все его основные сборочные компоненты:
- устройство переключения подач и скоростей;
- коробки скоростей и подач;
- противовес шпинделя и непосредственно шпиндель;
- узел подачи.
Переключение подач и скоростей осуществляется рукояткой с шестью вариантами положения:
- вдоль оси – три;
- по окружности – три.
Данный механизм представляет собой часть сверлильной головки. Он состоит из таких элементов:
- штурвал;
- червячная передача;
- обгонная храповая и кулачковая муфта;
- лимб;
- реечная шестерня на горизонтальном валу.
За счет описываемого устройства на станке можно производить ряд рабочих операций, указанных далее:
- опережение подачи (ручной режим);
- подвод к заготовке рабочего инструмента (вручную);
- нарезание резьбы посредством ручной подачи;
- включение и отключение подачи;
- отвод вверх (ручной) шпинделя.
Схема работы механизма подачи проста: оператор вращает на себя штурвал агрегата, что приводит в движение муфту кулачкового типа, которая задает движение вала-шестерни через полумуфту-обойму.
На валу-шестерне при подходе инструмента к обрабатываемой заготовке образуется крутящий момент.
Зубцы муфты (кулачковой) не способны передать его до того момента, пока кулачковые элементы не займут положение строго друг напротив друга.
Когда указанное положение достигается, муфта по отношению к валу совершает поворот на 20 градусов (больше не получится, так как угол ограничен штифтом и пазом).
Тогда храповый двухсторонний диск, расположенный на полумуфте, соединяется с червячным колесом через зубцы диска. Итогом является то, что от червяка вращение идет на реечную шестерню, и шпиндель получает механическую подачу.
Если продолжать крутить штурвал после этого, будет зафиксировано опережение (ручное) подачи.
По направляющим колонны сверлильную головку можно передвигать вручную, используя устройство, включающее в себя реечную и червячную пару. Также можно без проблем подавать шпиндель руками, отключив механическую подачу при помощи штурвала.
Источник: http://tutmet.ru/vertikalno-sverlilnyj-stanok-2n135.html
Технические характеристики вертикально сверлильного станка 2н135
В данной статье будет рассмотрен один из эталонных образцов советских вертикально-сверлильный установок – станок 2Н135.
Стационарный вертикально-сверлильный агрегат 2Н135
Мы изучим паспорт данного агрегата, его конструкционные особенности и технические характеристики, также будет рассмотрена электрическая схема и кинематическая схема устройства.
Функциональность и сфера применения
Вертикально-сверлильный станок 2н135 был разработан силами инженеров Одесского конструкторского бюро промышленных установок.
Во времена СССР данный агрегат, собиравшийся на Стерлитамакском станкостроительно заводе, считался наиболее технологичным и надежным оборудованием для мелкой промышленности и единичного производства.
Технические характеристики данного устройства позволяют выполнять на нем такие функциональные операции как сверление, развертывание, зенкование, зенкерование и нарезание резьбы. Станок 2Н135 дает возможность оператору точно выбирать режим подачи сверла и количество оборотов, что позволяет оптимально подстроить устройство для работы с любыми материалами.
Мощность силового агрегата, составляющая, как свидетельствует паспорт, 4 кВт, дает возможность станку 2н135 эффективно справляться даже с деталями из твердосплавной стали с большим содержанием углеродов.
Широкая популярность данного оборудования в мелкопромышленном и бытовом использовании стала причиной появления большого количества разнообразных модификаций. Рассмотрим основные из них:

Эксплуатирующиеся станки 2Н135
- 2Н135К – вертикально-сверлильный станок координатного типа, который оборудован крестовой рабочей поверхностью;
- 2Е135А – сверлильный станок оснащенный системой автоматической подачи шпинделя. Оператор станка управляет оборудованием с помощью кнопочного управления;
- 2Н135-1 – от оригинальной модели данный станок отличается лишь наличием поворотного стола круглой формы, который способен вращаться вокруг несущей колонны;
- 2Н135Н – вертикально-сверлильный станок многопозиционного типа, оператор имеет возможность свободного перемещения функциональных элементов устройства вокруг оси несущей колонны;
- 2Н135-С – паспорт устройства говорит, что данный агрегат аналогичен базовой модели во всем, за исключением фланцевой пиноли. Данная модернизация дает возможность устанавливать рабочую головку одновременно на несколько шпинделей;
- 2Н135Ф2 – сверлильный станок, оборудованный ЧПУ (числовое программное управление). Самая современная модификация 2Н135, которая также снабжена револьверной головкой и крестовой рабочей поверхностью.
к меню ↑
Конструкционные особенности
Несущая колонна агрегата выполнена в виде монолитной чугунной конструкции. Регулировка положения рабочего стола по несущей колонне выполняется оператором вручную, посредством отжима фиксирующего элемента и поворота регулирующего штурвала. Для перемещения рабочей поверхности на колонне предусмотрены специальные направляющие.
Опорная плита также выполнена из чугуна. Плита имеет пустотелую форму, внутри которой расположен резервуар для хранения охлаждающей жидкости, фильтрующее устройство и отстойник для механических загрязнений.
За подачу охлаждающей жидкости отвечает электронасос мощностью 120 Ватт, который расположен на поверхности опорной колонны. Подача жидкости выполняется через систему трубок, подводящих воду непосредственно к сверлу.
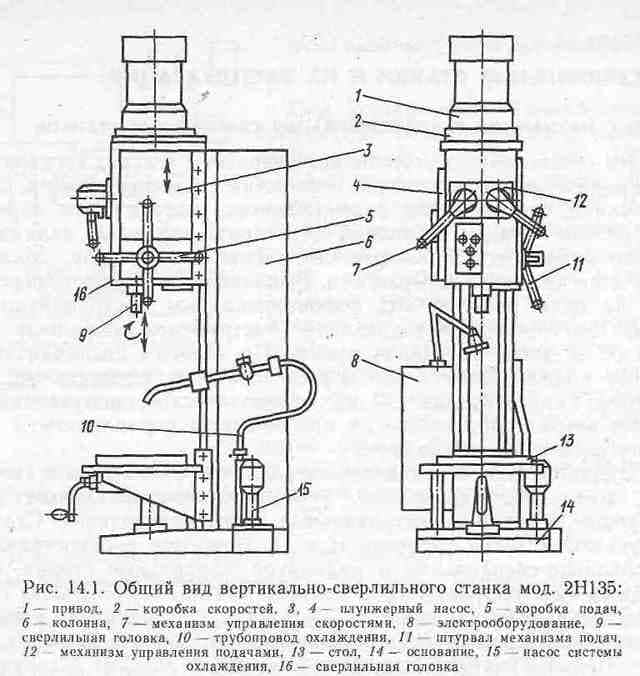
Конструкционная схема станка 2Н135
Силовой агрегат вертикально-сверлильного станка 2Н135 расположен поверх основного корпуса, в котором размещена коробка передач и шпиндельный блок. Кинематическая схема станка 2Н135 довольно простая: коробка скоростей и силовой агрегат соединяются посредством прямого вала.
Сама коробка скоростей способна выдавать двенадцать частот оборотов шпинделя. Регулировка скорости выполняется вручную, с помощью регулировки ремней натяжения. Рукоять для механической регулировки скоростей расположена на фронтальной части сверлильной головы.
Также на фронтальную панель вынесен датчик масла. Смазка функциональных элементов агрегата выполняется автоматическом режиме с помощью плунжерного насоса, оператору лишь необходимо отслеживать по датчику наличие необходимого количества масла.
Вертикально-сверлильный станок 2Н135 оборудован ручной системой подачи шпинделя. Данная система состоит из регулировочного штурвала, червячной передачи, кулачковой и обгонно-храповой муфты, лимба, и горизонтального вала с реечной шестерней. к меню ↑
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
На промышленных предприятиях, либо в мастерских народных умельцев, нередко можно встретить прошедший капитальный ремонт 2Н135, в приличном внешнем и функциональном состоянии, выпущенный свыше 30-ти лет назад.
- Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
- Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.

Коробка скоростей вертикально сверлильного станка 2Н135
- Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
- При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
- Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.
Электронная схема станка 2Н135
к меню ↑
Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Не каждый станок, появившийся свыше 30-ти лет назад, может вполне успешно заменять современное сверлильное оборудование.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.

Сверлильный станок 2Н135
- Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
- И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
- Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
Сам ремонт обойдется вам в сущие копейки, поскольку комплектующими данного оборудования рынок наполнен сверх меры.
Более того, схема конструкции, кинематическая схема и электросхема станка в свободном доступе представлена в интернете, и в случае необходимости вы сможете изготовить необходимую деталь собственноручно. к меню ↑
Обзор вертикально-сверлильного станка 2Н135 (видео)
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Главная страница » Сверлильные
Источник: https://ostanke.ru/sverlilnye/2n135.html
Вертикально-сверлильный станок 2н135
Вертикально-сверлильный станок 2н135 представляет собой универсальное одношпиндельное оборудование, которое изготавливается Стерлитамакским станкостроительным заводом. Это предприятие было основано еще во времена Великой отечественной войны в результате перемещения мощного станкостроительного предприятия из Одессы в Стерлитамак.

Долгое время завод работал на благо оборонной промышленности. Сегодня же он представляет собой современное (насколько так можно сказать о постсоветском заводе) предприятие, которое специализируется на выпуске оборудования для обработки металла. И вертикально-сверлильные станки в ассортименте производителя стоят на одном из приоритетных мест.
Предприятие идет в ногу со временем, предлагая высокоточное оборудование, оснащенное числовым программным управлением. Многие агрегаты компании способны составить серьезную конкуренцию западным разработкам. И в этом плане сверлильный станок 2н135 можно назвать весьма успешным агрегатом, поставляемым на рынок в достаточно большом количестве по приемлемой цене.
Где применяется?
Одношпиндельные станки 2н135 зачастую применяются на предприятиях, которые занимаются мелкосерийным или единичным производством. В массовом производстве они практически не используются.
Техника рассчитана на выполнение ряда операций, будь то сверление, зенкерование, зенкование, подрезка торцев или развертывание. Оборудование Стерлитамакского завода – универсальное решение для реализации многих производственных задач.
Оператор станка может самостоятельно выбирать число оборотов и режим подачи шпинделя, что дает возможность настраивать работу оборудования для оптимальной обработки конкретного материала или получения определенного отверстия.
При этом мастер может вручную подавать шпиндель, благодаря специально предусмотренному механизму.
У вертикально-сверлильного станка 2н135 есть важное преимущество – он способен обрабатывать детали из самых разных материалов в большом диапазоне габаритов.
Техника демонстрирует особо высокую производительность при работе с инструментом, изготовленным из высокоуглеродистой стали. Оператор также может нарезать резьбу с помощью машинных метчиков, подавая шпиндель вручную.
Это стало возможным благодаря тому, что станок укомплектован системой реверсирования электрического двигателя.

Модификации
С целью обработки отверстий различных диаметров используются базовые агрегаты 2Н135. При этом на основе базовой модели производитель предлагает ряд модифицированных аппаратов. Определить целевое назначение конкретного станка можно по последней букве в его названии. К усовершенствованным моделям относятся:
- 2Н135А – агрегат, укомплектованный автоматической системой управления. Оператор контролирует работу техники посредством кнопочного управления.
- 2Н135К – агрегат координатного типа, оснащенный крестовым столом.
- 2Н135-1 – координатный станок, имеющий круглый стол, поворачивающийся вокруг оси колонны.
- 2Н135С – 1-позиционный аппарат с фланцевой пинолью, которая позволяет фиксировать головки для нескольких шпинделей.
- 2Н135Н – многопозиционный аппарат, в котором предусмотрена возможность фиксации многошпиндельных головок и столов, крутящихся вокруг оси колонны.
- 2Н135Ф2 – техника с числовым программным управлением. Данной модификацией также предусмотрено наличие револьверной головки, крестового стола и других дополнительных опций.
Особенности конструкции
Рассмотрим подробнее конструкционные особенности сверлильного станка 2Н135, состоящего из следующих элементов:
- Плита, колонна и стол. Это – основная «несущая» конструкция. В плите располагается резервуар, в котором находится охлаждающая жидкость. Сама же колонна – это высокопрочная чугунная отливка.
- Привод и коробка скоростей, которая обеспечивает двенадцать возможных частот вращения. Коробка движется благодаря встроенному электрическому двигателю и муфте.
- Плунжерный насос располагается на плите. Его функция – смазка основных элементов головки.
- Рукоятки для механического переключения скоростей, которые находятся на фронтальной части сверлильной головки.
- Коробка подач, установленная в сверлильной головке. Обеспечивает девять возможных подач.
- Сверлильная головка – место установки всех важных элементов агрегата. Ключевая составная часть конструкции – механизм подачи.
- Шпиндель с выбивкой, которая позволяет быстро извлекать инструмент.
Технические характеристики
Сверлильный станок 2н135 технические характеристики демонстрирует весьма достойные. Рассмотрим основные параметры данного агрегата:
- Класс точности: Н;
- Предельный диаметр отверстия: 35 мм для стали 45;
- Предельный ход шпинделя: 250 мм;
- Рабочие габариты стола: 450×500 мм;
- Предельный ход стола: 300 мм;
- Число скоростей: 12;
- Число подач: 9;
- Производительность: 55 отверстий/ч;
- Напряжение: 380/220V;
- Габариты : 2535х825х1030 мм;
- Масса: 1200 кг.
Выводы
Исходя из того, какие для сверлильного станка 2н135 свойственны технические характеристики, можно сделать вывод, что эта техника отлично подойдет для небольших объемов производства.
В этом смысле у данной модели практически нет конкурентов ни по цене, ни по надежности.
Если мастер планирует активно использовать вертикально-сверлильных станок для выполнения широкого спектра задач, то эта техника способна удовлетворить даже жесткие требования опытного профессионала.
Источник: http://prostostanok.ru/sverlilnye-stanki/vertikalno-sverlilnyj-stanok-2n135
Обзор сверлильного станка 2Н135: характеристики, паспорт, схемы
Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
Обзор конструкции станка

Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
 Схема расположения компонентов
Схема расположения компонентов
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:
Источник: http://StanokGid.ru/obzor/vertikalno-sverlilnyj-stanok-2n135.html
Сверлильный станок — назначение, классификация
Назначение сверлильных станков
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала.
Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Классификация сверлильных станков
Сверлильные станки делятся на следующие типы:
- Вертикально-сверлильные станки;
- Одношпиндельные полуавтоматы;
- Многошпиндельные полуавтоматы;
- Координатно-расточные станки;
- Радиально-сверлильные станки;
- Горизонтально-расточные;
- Алмазно-расточные;
- Горизонтально-сверлильные станки;
- Рразные сверлильные.
Модели станков обозначают буквами и цифрами.
Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки.
Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
- Из всех сверлильных станков можно выделить следующие основные типы универсальных станков: одно- и многошпиндельные вертикально-сверлильные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления.
- Сверлильные станки с ручным управлением
- Вертикально-сверлильный станок.
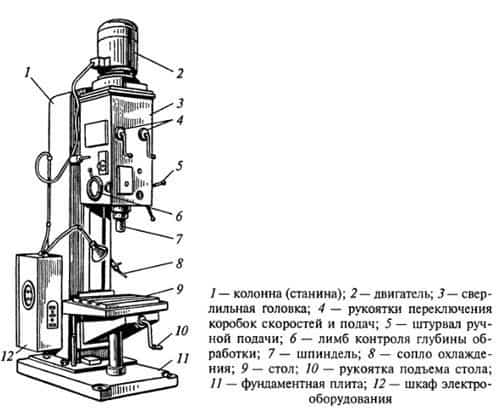
Рис. 1. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12.
Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Охлаждающая жидкость подается электронасосом по шлангу 8.
Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель.
Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости.
Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах).
По конструкции радиально-сверлильные станки подразделяют на станки общего назначения, переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
- Сверлильные станки с ЧПУ
- Вертикально-сверлильный станок с ЧПУ.
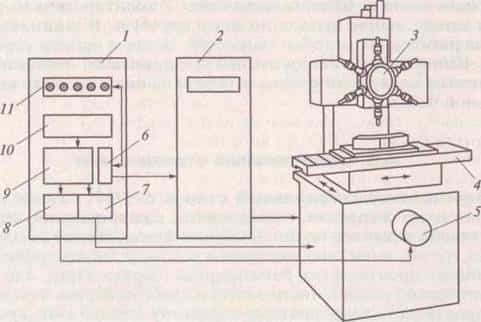 Рис. 2. Вертикально-сверлильный станок с ЧПУ:
Рис. 2. Вертикально-сверлильный станок с ЧПУ:
1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4 — стол; 5 — шаговый электродвигатель; б, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства.
Револьверная головка 3 с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов.
Другие статьи по сходной тематике
Источник: https://TochMeh.ru/info/sverl2.php
Технические характеристики станка 2н135
| Характеристика | Значение |
| Конус шпинделя | Морзе № 4 |
| Наибольшее осевое перемещение шпинделя, мм | 250 |
| Вылет шпинделя, мм | 300 |
| Расстояние от конца шпинделя до стола, мм | 30–750 |
| Частота вращения шпинделя, мин–1 | 31,5–1400 |
| Число частот вращения шпинделя | 12 |
| Подача, мм/об | 0,1–1,2 |
| Число подач | 9 |
| Мощность электродвигателя главного движения, кВт | 4,5 |
| Частота вращения вала электродвигателя, мин–1 | 1450 |
Рис.
3.7. Общий вид вертикально-сверлильного
станка 2Н135
Станок является универсальным
вертикально-сверлильным и относится к
конструктивной гамме вертикально-сверлильных
станков средних размеров 2Н118, 2Н125, 2Н135
и 2Н150 с условным диаметром сверления
соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы
между собой. Агрегатная компоновка и
возможность автоматизации цикла
обеспечивают создание на их базе
специальных станков.
Движения в станке (рис.
3.8).Главное
движение (вращение шпинделя) осуществляется
от вертикально расположенного
электродвигателя (N
= 4,5 кВт; n= 1450 мин–1)
через зубчатую передачу и коробку скоростей.
Коробка скоростей с помощью
одного тройного блока зубчатых колес
и двух двойных блоков сообщает шпинделю
12 различных значений частот вращения.
Последний вал коробки скоростей
представляет собой полую гильзу, шлицевое
отверстие которой передает вращение
шпинделю станка.
Рис.
3.8. Кинематическая схема станка 2Н135
Движение подачи передается от
шпинделя через зубчатые колеса, зубчатую
передачу, коробку подач, червячную пару
и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает
получение девяти различных подач.
Вспомогательные движения.
Коробки скоростей и
подач, шпиндель и механизмы подач
смонтированы внутри сверлильной головки,
имеющей возможность перемещаться вдоль
колонны при вращении соответствующей
рукоятки через червячную и реечную (z= 14; т= 3) пары. Вертикальное
перемещение стола можно производить
также вручную поворотом рукоятки через
коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен
для сверления, зенкерования и развертывания
отверстий и нарезания резьбы в заготовках
крупных деталей при единичном и серийном
производстве.
Таблица
3.4
Технические характеристики станка 2м55
| Характеристика | Значение |
| Наибольший диаметр сверления, мм | 50 |
| Конус шпинделя | Морзе № 5 |
| Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
| Частота вращения шпинделя, мин–1 | 20–2000 |
| Подача, мм/об | 0,056– 2,5 |
| Мощность электродвигателя главного движения, кВт | 4 |
| Масса, кг | 4700 |
Рис.
3.9. Общий вид радиально-сверлильного
станка 2М55
Обрабатываемую
заготовку устанавливают на приставном
столе 6 или
непосредственно на фундаментной плите
1.
Инструмент
закрепляют в шпинделе станка, а затем
устанавливают относительно
обрабатываемой заготовки, поворачивая
траверсу 4 вместе
с поворотной наружной колонной 2
и перемещая шпиндельную
головку 5 по
траверсе.
В зависимости от высоты
заготовки траверса может быть поднята
или опущена. Станок имеет механизированные
зажимы шпиндельной головки, траверсы
и поворотной наружной колонны.
Движения в станке. Главным
движением в радиально-сверлильных
станках является вращение шпинделя, а
движением подачи – осевое перемещение
шпинделя вместе с пинолью
(гильзой).
К вспомогательным движениям
относятся: поворот траверсы вместе с
поворотной наружной колонной и последующее
закрепление на неподвижной внутренней
колонне, вертикальное перемещение
по наружной колонне и закрепление
траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной
головки по траверсе вручную производят
с помощью маховичка и реечной передачи.
Механическое вертикальное перемещение
траверсы по поворотной колонне
осуществляется отдельным электродвигателем.
Закрепление траверсы по окончании
перемещения, а также освобождение
траверсы перед началом перемещения
происходит автоматически.
Закрепление поворотной
наружной колонны на неподвижной
внутренней, а также закрепление
шпиндельной головки на направляющих
траверсы происходит с помощью
гидромеханизмов, управляемых кнопками.
Нажим на одну кнопку вызывает закрепление
колонны иголовки, нажим на
другую – их освобождение. Сила закрепления
регулируется продолжительностью нажима
на кнопку.
Траверсу с полой колонной
поворачивают вручную.
Источник: https://studfile.net/preview/6085025/page:28/





