- Виды правки металла
- Правка листового металла
- Выпуклость
- Волнообразность краев
- Правка полосового металла, изогнутого в плоскости
- Правка закаленного металла (рихтовка)
- Правка круглого металла
- Правка металла, скрученного по спирали
- Основные способы правки металла
- Для каких целей применяют правку металла
- Оборудование для правки
- Оборудование для правки металла
- Виды
- Типы заготовок
- Современные станки, машины для правки холодным и горячим методом
- Листоправильные вальцы
- Популярные модели
- ARKU Flat Master
- Kohler Peak Performer GC
- Лп 12.20 и 16.30
- Прессы
- Популярные модели
- Где купить
- Станок листоправильный серии СПРП-2 для правки тонколистового металла (толщина от 0 – 2мм, ширина листа 650мм – 2000мм) купить. Цена снижена
- Основные виды работ листоправильной машины СПРП-2:
- Производитель листоправильной машины СПРП-2:
- Модификации станка для правки листа СПРП-2:
- Станок листоправильный для выправки листа СПРП-2/1250 (лист 2,0мм * 1250мм) цена – 339165 рублей.
- Конструкция и принцип работы станка для правки листа серии СПРП-2:
- Основные узлы листоправильного станка СПРП-2:
- Особенности и преимущества листоправильного станка СПРП-2:
- Заводская гарантия на станок для выправки листа СПРП-2:
- Стандартная комплектация станка для правки листового проката СПРП-2:
- Дополнительная комплектация листоправильного станка СПРП-2:
- Купить в наличии, доставка листоправильного станка СПРП-2:
- Технические характеристики станка электромеханического для правки листа СПРП-2:
- Сертификат качества на СПРП-2:
- План фундамента и общие габариты СПРП-2:
- Листогибочные прессы
- Конструктивные особенности и преимущества
- Компания Metal Master – надёжный поставщик востребованного металлообрабатывающего оборудования
- Листоправильные машины — купить по низкой цене от дилера «УЦТР»
- Листообрабатывающие станки → Листоправильные станки
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
- Что такое правка металла?
- Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
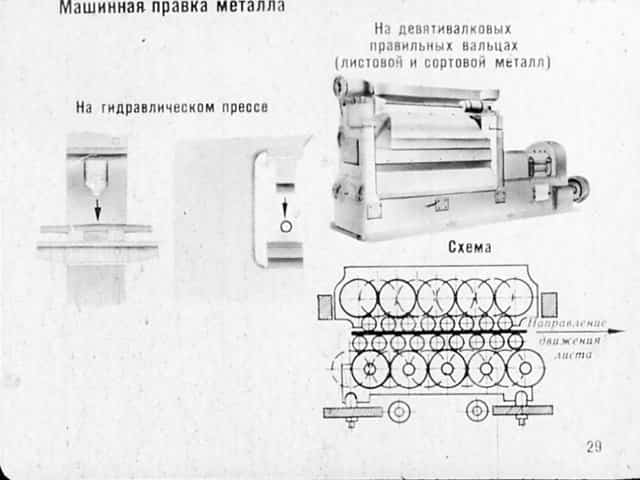
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
- От вида дефекта зависит и сложность операции правки листового металла.
- Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
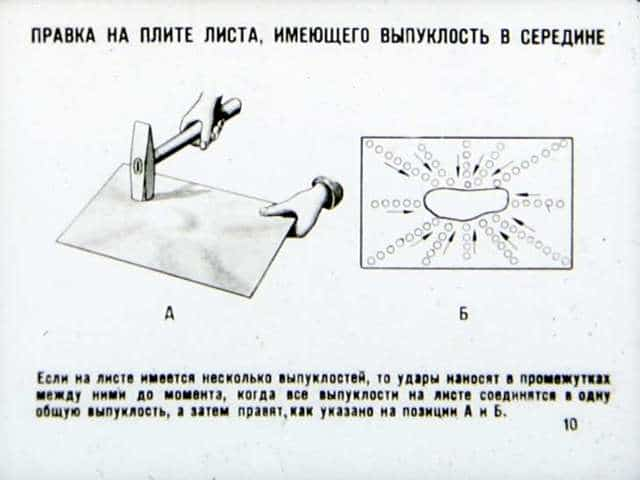
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
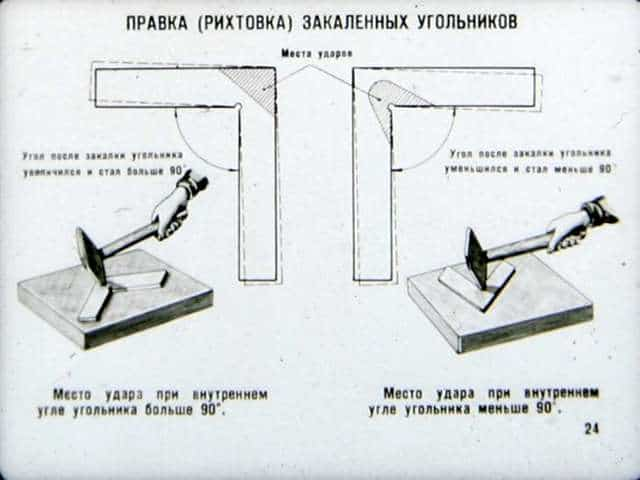
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
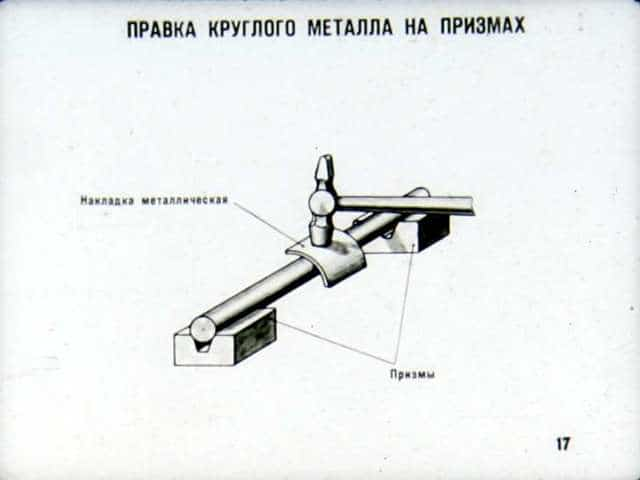
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
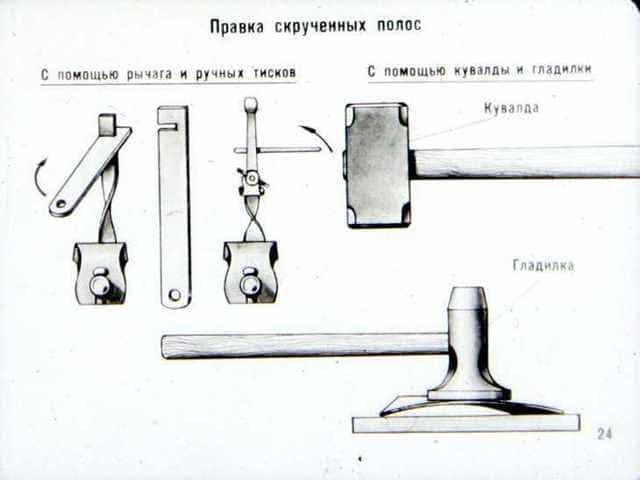
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
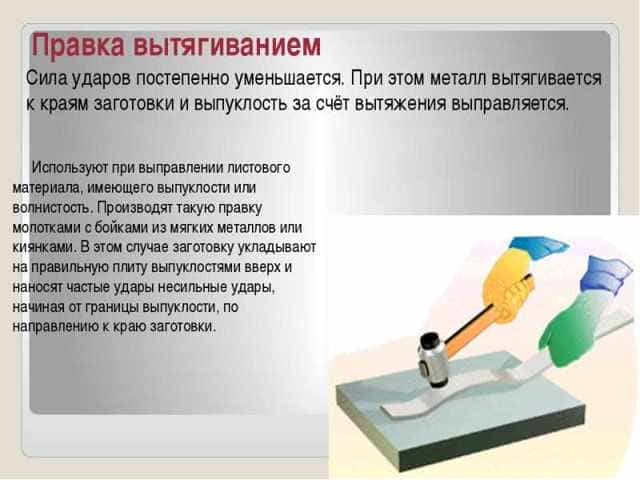
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины.
Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.
Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Оборудование для правки металла
 Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
 Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Это интересно: Инструменты для правки металла
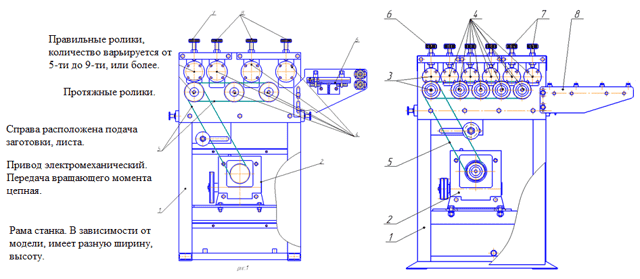
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке.
Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу.
В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
 Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.
30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
 Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Это интересно: Способы правки металла
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки.
Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler.
Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Лп 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
 Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки.
Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки.
Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки.
На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания.
Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
 Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Станок листоправильный серии СПРП-2 для правки тонколистового металла (толщина от 0 – 2мм, ширина листа 650мм – 2000мм) купить. Цена снижена
используются для вытягивания из бухты листового проката, с последующим прокатом и выправкой, до ровного листа, без остаточных напряжений. Эксплуатируются в полу-автоматическом режиме, имеется пульт управления, реверс, настройка толщины листа.
Листоправильный станок СПРП-2 может эксплуатироваться на промышленном предприятии, при серийной обработке металла.
Выправлять можно лист толщиной от 0,5мм до 2-х мм, для получения нужного качества оператор может включить обратный ход роликов, в итоге получается чистый, без волнообразных поверхностей, ровный лист.
Основные виды работ листоправильной машины СПРП-2:
— размотка листового проката из бухты, стальных полос, возможно проволоки. Для этого имеются протяжные ролики.
— выправка листа между правильными роликами. Количество пар может варьироваться, от 2-х пар до 6-ти. Толщина листа настраивается механическими прижимами, обычно это черновые и оцинкованные стали до 2-х мм.
— при необходимости, после выправки листоправильный станок СПРП-2 подает лист для резки, на гильотину, которая встроена в технологический процесс.
Производитель листоправильной машины СПРП-2:
данные станки собираются по чертежам и заказу нашей компании, оборудование промышленное, все узлы производство Россия, имеет гарантию 1 год. Заказчик, по готовности оборудования, может приехать на нашу базу, принять станок по внешнему виду и в работе.
Модификации станка для правки листа СПРП-2:
— листоправильный станок СПРП-2. Имеет электромеханический привод, цепную передачу, пульт управления, реверс. Предназначен для выправки листов толщиной обычно 1,2; 1,5 и 2,0 мм. Ширина роликов варьируется от загружаемого листа, это стандартные листы 1м, 1,25м, 1,5м, 2м.
— станок для правки тонколистового металла. Предназначен для выправки листового проката с наибольшей толщиной до 0,8мм-1мм (Ст3, оцинкованный металл). Модели СПРП-0,8/650, СПРП-1,0/950, СПРП-0,8/2650.
— если Заказчику необходимо выравнивать перфорированные листы, по чертежам наш технический отдел спроектирует станок с увеличенным количеством пар правильных роликов.
Станок листоправильный для выправки листа СПРП-2/1250 (лист 2,0мм * 1250мм) цена – 339165 рублей.
Станок новый, гарантия 1 год, предпродажная подготовка.
Конструкция и принцип работы станка для правки листа серии СПРП-2:
электромеханический привод приводит в движение протяжные ролики, с пульта управления оператор запускает движение листа, листового проката. Каждая пара правильных роликов имеет настройку, для выравнивания различных по толщине листов. Для максимального крутящего момента на листоправильную машину СПРП-2, вращение идет от цепной передачи.
С кнопок включается реверс, позволяющий пропускать лист в нескольких направлениях, до требуемого качества поверхности. Скорость подачи и диаметр валков подбирается техническим отделом нашей компании СтанкоПоставка. Поджимные винты регулируют и протяжные ролики, и правильные.
Средний срок эксплуатации нашего правильного промышленного станка СПРП-2 – 10 лет.
Основные узлы листоправильного станка СПРП-2:
Особенности и преимущества листоправильного станка СПРП-2:
- — качество получаемой поверхности заготовок, точность 0,5мм на 500мм по всей ширине листа
- — надежность рабочих узлов, проверенная временем конструкция
- — наличие запчастей
- — возможность увеличения количества гибочных роликов, для обработки сложных цветных, легированных металлов.
Заводская гарантия на станок для выправки листа СПРП-2:
наша стандартная гарантия 12 месяцев. Все станки проходят у нас предпродажную подготовку, редуктор так же предварительно обкатан. По дополнительному договору технического обслуживания гарантия составляет 24 месяца.
Стандартная комплектация станка для правки листового проката СПРП-2:
сам станок в сборе, пульт управления, ЗИП для настройки нужной толщины прокатываемого листа, паспорт на станок с гарантийным талоном «СтанкоПоставка».
Дополнительная комплектация листоправильного станка СПРП-2:
рольганги для подачи листов, роликовые стойки, под заказ мы можем изготовить механические приводные рольганги.
Купить в наличии, доставка листоправильного станка СПРП-2:
отдел продаж нашей компании предлагает станок по минимальной цене, включая НДС и доставку в Москву. При закупке обговаривается дополнительная скидка. Так же Вы можете купить листоправильный станок СПРП-2 с доставкой по России.
Технические характеристики станка электромеханического для правки листа СПРП-2:
| Параметры прокатываемого листа: | |
| — толщина листа, мм | от 0,8 (*0,5) до 2,0 |
| — ширина правки листа, мм | 450, 500, 950, 1000, 1250, 1500, 2000, 2650 |
| Стандартное количество роликов, шт. | 5, 7, 9 |
| Скорость подачи заготовки, м/мин | 5,5, 6,5 |
| Мощность привода, кВт | 1,5 – 3,0 |
| Ø валов, мм | 120 (* может варьироваться) |
| Точность правки, мм | 0,5 на 500 |
| Габариты СПРП-2, м | 2,3*1,0*1,1 |
| Вес СПРП-2, кг | справ.1500 |
Сертификат качества на СПРП-2:
План фундамента и общие габариты СПРП-2:
Листогибочные прессы
- Листогибочные прессы серии HPJ имеют… HPJ 2580 с ЧПУ E22
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 80
В наличии
-
Установка мощной стационарной техники…
HPJ 2580M c ЧПУ E22
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 80
В наличии
-
Листогибочные прессы серии HPJ-N имеют…
HPJ 2580 N c ЧПУ E22
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 80
В наличии
-
Листогибочные прессы серии HPJ имеют…
HPJ 32100 с ЧПУ Е22
- Рабочая зона, мм: 3200
- Макс. нагрузка тонн: 100
В наличии
-
Листогибочные прессы серии HPJ имеют…
HPJ 2040 с ЧПУ E22
- Рабочая зона, мм: 2000
- Макс. нагрузка тонн: 40
-
Листогибочные прессы серии HPJ имеют…
HPJ 2563 с ЧПУ E22
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 63
-
Листогибочные прессы серии HPJ имеют…
HPJ 2040K
- Рабочая зона, мм: 2000
- Макс. нагрузка тонн: 40
-
Листогибочные прессы серии HPJ имеют…
HPJ 2540
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 40
-
Листогибочные прессы серии HPJ имеют…
HPJ 2563
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 63
-
Листогибочные прессы серии HPJ имеют…
HPJ 2580
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 80
-
Листогибочные прессы серии HPJ имеют…
HPJ 2563K
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 63
-
Листогибочные прессы серии HPJ имеют…
HPJ 2580K
- Рабочая зона, мм: 2500
- Макс. нагрузка тонн: 80
-
Для эффективного решения широкого…
HPJ 32100m
- Рабочая зона, мм: 3200
- Макс. нагрузка тонн: 100
-
Предназначен преимущественно для работы…
MFH
-
Для обработки листового металла…
HBS
Когда требуется решать задачи связанные с гибкой листового металла в условиях серийного или среднесерийного производства, то необходимо мощное стационарное оборудование, обладающее значительными функциональными возможностями, отличающееся эргономичностью, износостойкостью, способностью работать долго и без сбоев.
Отличным примером такой техники является листогибочный пресс от компании Metal Master. Купить данный станок, а также ознакомиться с подробной информацией касательно той или иной модели оборудования вы можете в нашем интернет-магазине. В каталоге будут представлены фото, видео, подробное описание, тех.
характеристики каждого станка, что значительно упрощает выбор, делая его взвешенным и обдуманным, ведь вы найдёте большое количество сведений необходимых для принятия правильного решения. В случае затруднений при подборе станка всегда можете позвонить нашему опытному менеджеру по номеру телефона, который указан на сайте.
Специалист прекрасно разбирается в тонкостях устройства различных моделей оборудования, что позволит ему предоставить вам грамотную консультацию.
Реализуемая техника широко применяется в таких областях промышленности, как строительство, машиностроение, приборостроение, авиастроение, изготовление рекламных конструкций и многих других, где необходима быстрая и качественная гибка листового материала значительной толщины. На выходе получаются профили без дефектов и изъянов (вмятин, царапин и прочих). Эффективная и бесперебойная работа станка позволяет снизить себестоимость готовых изделий. При полной загрузке оборудование способно окупить себя в течение нескольких месяцев.
Теперь создание комплектующих для сбора мебели, корпусных деталей, элементов сложной формы, а также всевозможных гнутых изделий станет простой и удобной задачей для выполнения которой не нужно тратить значительное количество времени, а также усилий.

Наличие системы ЧПУ позволяет станку стать частью автоматизированной линии. ЧПУ отличается высокой производительностью, рассчитана на 30 программ, в каждой программе предусмотрено до 15 рабочих шагов.
Корректировка угла гибки; работа в метрической и дюймовой системах; высокоточное отображение заданных и текущих положений рабочих органов по осям – все эти особенности заметно упрощают решение поставленных задач, поэтому даже сложные технологические операции будут выполнены в кратчайшие сроки, в точности с установленными требованиями.
Высокопрочная стальная конструкция оборудования отличается повышенной надёжностью, ведь благодаря данной особенности техника обладает повышенной устойчивостью к негативному вибрационному и коррозионному воздействию.
Современная гидравлическая система с пропорциональными клапанами, цилиндрами с хромированным покрытием, прецизионными поршнями и высококачественными уплотнителями позволяют станку трудиться быстрее, максимально эффективно, с высочайшей точностью справляясь с требуемой работой.
Перед тем, как купить листогибочный пресс важно внимательно подойти к оценке технических характеристик, таких как толщина листового металла, длина обрабатываемой заготовки, мощность двигателя, масса и габаритные размеры станка. По некоторым параметрам рекомендуем подобрать станок с небольшим запасом по определённым параметрам. При таком подходе оборудование не будет работать на пределе своих возможностей, а значит прослужит существенно дольше.
Для того чтобы приступить к выполнению поставленных задач оператор должен обладать определёнными знаниями и навыками. Но обучение не отнимет значительного количества времени, не потребуется множества часов кропотливо изучать устройство станка.
В комплекте поставки предоставляется грамотное руководство по эксплуатации на русском языке. Внимательно изучите его, а также пройдите инструктаж и освойте технику безопасности. Теперь можно приступать к выполнению требуемых операций. С задачей тех.
обслуживания вы легко сможете справиться самостоятельно, не прибегая к помощи стороннего специалиста.
Конструктивные особенности и преимущества
- Безопасность. Не допускаются посторонние в опасную зону станка. Наличие защиты задней стенки, а также концевой выключатель, что обеспечивает быстрое отключение питания в случае открытия задней стенки;
- Рассматриваемая техника будет отличным помощником, который способен прослужить длительное время.
Лёгкое выполнение широкого круга работ, которые связаны с высокой повторяемостью изделий;
- Своеобразная гарантия отличной производительности станка – мощные гидроцилиндры и качественная гидравлическая система;
- Значительная рабочая поверхность обеспечивает оптимальное выполнение гибки по всей рабочей длине;
- Быстрая настройка оборудования для работы с требуемой толщиной металла. Необходимо всего лишь несколько минут. Это становится возможным благодаря наличию манометра и регулятора усилия пресса;
- Электрооборудование пресса Siemens и Schneider расположено в специальном электрошкафу;
- Кронштейны поддержки листа с регулируемым перекидным упором, которые находятся на фронтальной части позволяют обеспечить высокоточное расположение обрабатываемого материала;
- Высокопрочная конструкция. Возникающее вибрационное воздействие не оказывает влияния на точность выполнения требуемых операций;
- Выполнение настройки границы переключения скорости подачи, а также рабочего хода пуансона будет сделано достаточно быстро. Предусмотрена высокая скорость регулировки подъёма ножа;
- Превосходное качество гиба, исключающее возникновение различных дефектов (эффекта саблевидности, недогиба и других);
- Удобная эксплуатация. Функциональная система ЧПУ и качественный графический интерфейс;
- Лёгкое и удобное выполнение задач, связанных с гибкой, штамповкой, прошивкой и прессованием деталей.
В каталоге представлен значительный выбор оборудования, Metal Master: HPJ 2040 С ЧПУ E22; HPJ 2580 С ЧПУ E22 ; HPJ 2040K; HPJ 2563 ; Vartek BasicForm 3700×135 и других.
Компания Metal Master – надёжный поставщик востребованного металлообрабатывающего оборудования
Определить какой поставщик максимально быстро и правильно справиться с подбором требуемой металлообрабатывающей техники – важный и ответственный шаг, который необходимо выполнить с учётом определённых критериев. Оцените трудовой стаж компании.
Избегайте сотрудничества с фирмами-однодневками. Учитывайте квалификацию сотрудников.
Важно, чтобы менеджер по продажам прекрасно ориентировался во всех тонкостях устройства оборудования и был способен подобрать надёжный станок основываясь на технологических реалиях вашего предприятия.
Работаем уже более 20 лет. С возникающими задачами справляемся на отлично. Подтверждением этому будет значительное количество положительных отзывов.
Предлагаем станки без завышенных наценок. Также регулярно проходят акции позволяющие купить необходимое оборудование ещё дешевле. Следите за новостями на нашем сайте.
Не пропустите выгодное предложение. Регулярно проходят специальные акции, где предусмотрены скидки до 20%. Просто следите за новостями.
Посетите наш демо-зал. Это верное решение, которое позволит оценить станок в работе и основываясь на полученной информации сделать выбор, о котором вы не пожалеете в будущем.
Собственный сервисный центр. Быстрое и грамотное гарантийное, а также постгарантийное обслуживание.
Доставка выполняется в максимально сжатые сроки, в любой город РФ. Отгрузка в ТК осуществляется в тот же день, когда средства поступят на счёт нашей компании.
Листоправильные машины — купить по низкой цене от дилера «УЦТР»
-
Москва
Санкт-Петербург
Астрахань
Белгород
Благовещенск
Брянск и область
Великий Новгород
Владимир и обл
Владивосток
Волгоград
Вологда и обл
Череповец
Воронеж
Екатеринбург и обл
Нижний Тагил - Иваново
Ижевск
Иркутск
Казань (Татарстан)
Калуга и обл
Кемерово
Краснодар и край
Красноярск
Набережные Челны
Новосибирск
Новороссийск
Курск
Липецк
Нижний новгород
Дзержинск - Новокузнецк
Омск
Орел
Оренбург
Пенза
Пермь
Петрозаводск
Псков
Ростов-на-Дону
Ставрополь
Самара и обл
Тольятти
Саранск
Саратов
Смоленск - Сургут
Сыктывкар
Тамбов
Тверь
Тула
Тюмень
Уфа и республика
Чебоксары
Чита
Ярославль и область
Респ. Казахстан
Главная / Металлообрабатывающее оборудование / Листоправильные машины
Для того чтобы осуществить выравнивание поверхности листового металла применяется листоправильная машина. Данное оборудование обычно используется в различных заготовительных цехах и на участках промышленных предприятий.
Этот станок поможет справиться с неровностями, которые возникли в результате: прокатки листа при изготовлении, раскрое листа, неправильного хранения.
Листоправильные машины бывают валковыми (наиболее распространённый вид) и растяжными. Роликовые станки служат для правки как тонких, так и толстых листов металла в горячем и в холодном состоянии, а растяжные применяются для того чтобы осуществлять правку в холодном состоянии тонких листов, качество которых должно быть на высоте.
Процедура правки заключается в следующем – приводной ролик осуществляет упругопластический изгиб. Точность правки напрямую зависит от шага ролика (большой шаг не может обеспечить нужную точность), числа и размера роликов (если много роликов, то точность высокая).
Число правильных роликов изменяется от 9 до 23. Скорость правки, как правило, варьируется от 0,1 до 6 м/с и это значение определяется толщиной обрабатываемого листа. Отсек правки представляет собой сварную конструкцию с левой и правой стойкой.
Управление станком, как правило, либо ручное с пульта, либо программное.
На растяжной листоправильной машине процедура правки осуществляется следующим образом: растягивающим усилием в листе создаётся напряжение, которое близко по своему значению к пределу текучести.
Растяжная машина состоит из следующих элементов: станина, две зажимные головки, механизм перемещения рабочих головок и привод.
На сегодняшний день становятся очень популярными листоправильные растяжные машины с гидравлическим приводом рабочей головки.
Высочайшее качество продукции, превосходное обслуживание и минимально возможная стоимость делает наши станки востребованными не только в России. Всё оборудование отвечает европейским нормам безопасности. На станки даётся гарантия и в случае поломки наши специалисты быстро устранят причину.
Сортировать по: умолчанию / цене / названию
- Листоправильные машины ЛП 16.30
- Листоправильные машины ЛП 12.20
Листообрабатывающие станки → Листоправильные станки
- Листоправильные станки предназначены для правки листового металлопроката при движении его между вращающимися нижними приводными и верхними, регулирующимися по высоте, валками.
- Листоправильные станки применяются в оборонной и автомобилестроительной промышленности, машиностроительной и металлообрабатывающей отрасли, а также в металлургии, судостроении, авиастроении, при производстве строительных материалов и на заводах металлоконструкций.
- Листоправильный станок представляет собой прочную конструкцию, которая состоит из двигателя, станины и валков цилиндрического типа (прижимные и правильные валки), которые размещены в шахматном, двухъярусном порядке в подшипниках, которые закреплены в станине станка.
Прижимные валки, являющиеся валками подачи, прижимают лист. Верхний прижимной вал гидравлически регулируется в направлении вверх и вниз, в то время как нижний вал фиксирован, что необходимо для того, чтобы вытягивать металл рулона и подавать сквозь станок. Правильные валки непосредственно выправляют лист.
Верхние правильные валки управляются гидравлически, положение каждого независимо от других регулируется вверх и вниз. Нижние правильные валки фиксированы. Для регулировки положения верхнего прижимного и верхнего правильного валков существует переключатель на панели управления.
Листоправильные станки оснащены специальными рабочими столами, которые называются рольгангами. Входной рольганг служит для подачи металлических листов в валки, а выходной обеспечивает поддержание изделия после обработки на выходе.
Рольганг состоит из сварной рамной конструкции с установленными на нее роликами. Все ролики являются приводными, связанными между собой цепной передачей.
Отбор мощности для привода роликов рольганга осуществляется непосредственно от привода правильных валков посредством цепной передачи.
Характерными параметрами листоправильного станка являются материал заготовки, подвергающейся обработке, габаритные размеры этой детали, диаметр и количество листоправильных валков, а также минимальное и максимальное расстояние между правильными роликами.
Среди преимуществ листоправильных станков MG можно отметить:
- Высокопрочный стальной корпус машины;
- Электрическая система с защитой от перегрузки электромотора;
- Закаленные валки 50-60 HRC;
- ЧПУ Touch Command обеспечивает полный контроль параллельности и регулирования положения валков;
- Функция «быстрого программирования», при помощи которой можно автоматически генерировать последовательность вертикальных положений.





