- Общая информация
- Ручная дуговая сварка с применением неплавящихся электродов
- Ручная дуговая сварка с применением плавящихся электродов
- Дуговая сварка с использованием защитного газа
- Автоматическая и полуавтоматическая сварка с использованием флюса или газа
- Прочие методы соединения металлов
- Технологический процесс сварки
- Вместо заключения
- Как правильно провести сварку металла?
- Как правильно варить
- Технология проведения работ
- Типы сварочных аппаратов
- Трансформаторные
- Инверторы
- Пошаговая инструкция по проведению сварочных работ
- Инструменты и средства защиты
- Какие электроды использовать
- Подготовка
- Подключение
- Сварочный процесс
- Какие могут быть ошибки
- Что можно изготовить
- Сварка. Процесс сварки и его виды
- Технологический процесс сварки
- технологический процесс сварки
Сварка — одно из важнейших ремесел для человека. С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.

Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы. Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.

Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.
Ручная дуговая сварка с применением неплавящихся электродов
Способ ручной дуговой сварки разных металлов с применением неплавящихся электродов — один из самых популярных методов как среди домашних умельцев, так и среди профессионалов своего дела. Ручная дуговая сварка — это вообще один из древнейших способов сварки. Благодаря большому выбору сварочных аппаратов для дуговой сварки такой метод стал доступен широкому кругу сварщиков.
Электрод — это стержень, выполняющий роль проводника тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.

Технология дуговой сварки неплавящимся электродом крайне проста: детали подгоняют друг к другу, затем электродом постукивают или чиркают о поверхность металла, зажигая сварочную дугу. В качестве основного оборудования используют сварочные инверторы.
Для сварки инвертором выбирают неплавящиеся электроды, сделанные из угля, вольфрама или графита. Во время сварки электрод нагревается до высокой температуры, плавя металл и образуя сварочную ванну, в которой как раз и формируется шов. Такой метод используют для сварки цветных металлов.
Ручная дуговая сварка с применением плавящихся электродов
Виды сварки плавлением металла не заканчиваются на применении неплавящихся стержней. Для работы также можно использовать плавящиеся электроды. Технология сварки металла с использованием плавящихся стержней такая же, что и при работе с неплавящимися материалами.
Отличие лишь в составе самого электрода: плавящиеся стержни обычно изготавливаются из легкоплавких металлов. Такие стержни также пригодны для сварки инвертором в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.

Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.

Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы.
Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения.
Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Мы расскажем про виды сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на маленький участок сварки. К таким методам относится лазерная сварка и плазменная сварка. Лазерная сварка металлов выполняется с помощью автоматического и полуавтоматического оборудования. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека. Здесь деталь нагревается, а затем и плавится под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.
Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать, какие необходимы документы на сварку и из каких этапов состоит сварочный процесс. Конечно, это справедливо только в отношении профессиональных сварщиков, выполняющих работу в цеху или на производстве. Вам это не нужно, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственно сварка
- Очистка металла
- Контроль качества
Сам по себе техпроцесс — это полное описание этапов сварки. Технический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на правила (ГОСТы, например), при этом во главу ставят качество будущей конструкции и разумную экономию.
Технологический процесс сварки оформляется на специально разработанных для этого бланках. Стандартный бланк для описания техпроцесса называется «технологическая карта». В технологической карте и описываются все этапы производства. Если производство серийное или крупномасштабное, то изложение может быть довольно подробным, с описанием каждого нюанса.
В технологическую карту заносят тип металла, из которого изготовлены детали, способы сварки металлов, используемые для соединения этих деталей, применяемое для этих целей сварочное или иное оборудование, типы присадочных материалов, электродов, газов или флюсов, используемых в работе. Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также в технологической карте указывают марку электродов, их диаметр, скорость их подачи, скорость сварки, количество слоев у шва, рекомендуемые настройки сварочного аппарата (параметр полярности и величины сварочного тока), указывают марку флюса.
Перед самой сваркой детали тщательно подготавливают, очищая их от коррозии, загрязнений и масла. Поверхность металла обезжиривают с помощью растворителя. Если у детали есть значительные видимые дефекты (например, трещины), то она не допускается к сварке.
После сварки предстоит контроль сварочных швов. Этой теме мы посвятили отдельную статью, но здесь кратко расскажем об основных методах контроля.
Прежде всего, применяется визуальный контроль, когда сварщик может сам определить наличие дефектов у сварочного соединения.
Специалистами проводится дополнительный контроль с помощью специальных приборов (это может быть магнитный контроль, радиационный или ультразвуковой).
Конечно, не все дефекты считаются плохими. Для каждых сварочных работ составляется перечень с дефектами, которые допустимы и не сильно повлияют на качество готового изделия. Контролером может быть сварщик или отдельный специалист. Его имя обязательно указывается в документах, он является ответственным лицом на этапе контроля.
Вместо заключения
В этой статье мы рассказали самое основное. Конечно, мы не сможем перечислить и описать все виды сварочных работ в рамках одной этой статьи, но на нашем сайте вы можете найти материалы, где мы рассказываем все о сварке и объясняем основы сварки различных металлов.
Для любого мастера теория сварочных процессов имеет большое значения, но без практики она не работает. Так что не теряйте время и вслед за чтением статей применяйте знания на практике. Желаем удачи в работе!
Как правильно провести сварку металла?
Сварка металла позволяет соединять различные детали и создавать сложные конструкции. Ее применяют при строительстве мостов, зданий, прокладке трубопроводов, создании сложных деталей. Сваривать вместе детали можно не только на специальном предприятии, но и далеко от городов, линий электропередач.
Метод соединения деталей свариванием осваивают профессионалы, любители. В гаражах, сараях умельцы воплощают в жизнь свои задумки, ремонтируют различные механизмы, делают полезные в хозяйстве вещи.
 Сварка металла
Сварка металла
Как правильно варить
Со стороны сварочные работы не представляет сложности. Однако опытные сварщики по металлу рекомендуют сначала изучить теорию и попрактиковаться на ненужных вещах, а только потом приступать к работе.
Мало соединить вместе 2 железки. Такой шов лопнет при первом ударе. Важно научиться сваривать металл, чтобы он не терял своих характеристик. Только правильно разогретая ванна, смешанные вместе расплавы краев деталей способны образовать прочное, герметичное соединение.
Технология проведения работ
Различают около 100 видов сварки металла. Применяют в основном технологию электродуговой сварки электродами, проволокой, пластинами.
Технология сваривания заключается в нагреве металла до жидкого состояния и его дальнейшем смешивании. Для соединения разных деталей используют расплавленную проволоку или сам электрод.
Типы сварочных аппаратов
По производительности, мощности сварочные аппараты можно разделить на два типа: бытовые, промышленные. Первыми можно сваривать детали толщиной до 5–6 мм. Промышленное оборудование способно долго работать без остановки. Сварка металлов происходит за счет нагрева до высоких температур. Расплавление достигается различными способами. Каждому из них соответствует свое оборудование. Оно делится на группы по принципу работы:
- трансформаторы;
- инверторы;
- выпрямители;
- TIG-аппараты;
- полуавтоматы;
- спотеры.
Кроме того, применяются аппараты для газовой обработки металлических заготовок, холодная сварка, создающая высокое давление и другие виды соединения деталей.
 Сварочные аппараты
Сварочные аппараты
Трансформаторные
Классические сварочные аппараты были изобретены первыми. Они просто понижали напряжение тока, оставляя его переменным. Силовой трансформатор понижает напряжение сети до значений холостого хода — 50–60В. По настройке параметров работы различают следующие типы оборудования:
- тиристорные — фазовая регулировка;
- с магнитным рассеиванием;
- со стандартным рассеиванием.
Недостаток аппарата заключается в нестабильной дуге из-за переменного тока. Трансформаторы отличаются крупными габаритами и большим потреблением энергии.
Инверторы
Инверторы создают оптимальные условия для сварки металлов. Они выравнивают переменный ток и делают его высокомощным, регулируемым с большой точностью. Работают инверторы от потребительской сети 220V с частотой 50Грц, промышленной в 380 V.В процессе преобразования, ток проходит:
- сетевой выпрямитель;
- частотный преобразователь;
- высокочастотный трансформатор;
- силовой выпрямитель.
Инверторы настраиваются на работу с прямым, обратным током. Работают с электродами любого типа, варят высоколегированные черные, цветные металлы. Они имеют защиту от перепадов, скачков напряжения. Подходят для обучения новичков, поскольку имеют стабильную дугу.
Для работы с постоянным током используют и выпрямители, которые состоят из диодов и полупроводников. Они преобразуют переменный ток в постоянный, позволяют регулировать его величину. Тонкой настройки не имеют.
Все остальные виды сварочного оборудования представляют собой различные варианты трансформатора и инвертора.
Пошаговая инструкция по проведению сварочных работ
Перед началом сваривания необходимо проверить место проведения работ на соответствие технике безопасности. На участке не должно быть лишних предметов, особенно легковоспламеняющихся, луж с водой, разлитого масла.
Следует проверить на исправность и подключить оборудование. Плита должна быть заземлена. На деталь цепляется зажим с соответствующим значением тока. Заготовка подготовлена к сварке, если выполнены следующие действия:
- места соединений зачищены;
- заготовка установлена на сборочную плиту или стеллаж и закреплена;
- детали соединены между собой прихватами или зажаты в специальном устройстве.
Начинать варить следует после полной подготовки места, оборудования и инструмента.
Инструменты и средства защиты
Кроме зажима для электродов у сварщика всегда должен быть с собой тонкий металлический молоток, чтобы отбивать шлак. Шов проверяется на наличие непроваров, подрезов, волчков. При необходимости режим работы можно изменить.
Сварка относится к числу вредных и опасных работ. Соблюдение техники безопасности особенно важно для начинающих работников, которые еще не имеют практических навыков. При проведении сварочных работ можно получить повреждения разного типа: поражение током, ожоги, поражение глаз, отравление парами при сгорании флюса.
Обязательные средствами защиты для сварщика при работе являются:
- маска;
- рукавицы или перчатки;
- штаны и куртка;
- рабочие ботинки;
- брезент.
Маска с темным стеклом защищает глаза от слепящего света, возникающего при сваривании. Рукавицы и костюм из негорючих материалов закрывают кожу от брызг металла и искр. При работе вне оборудованного сварочного поста рабочему может понадобиться брезент. Им он закрывает предметы, которые невозможно убрать. Например, стену и стоящую рядом мебель при сварке труб водопровода или отопления в доме.
 Инструменты и средства защиты
Инструменты и средства защиты
Какие электроды использовать
Толщина металла и количество накладываемых швов определяют диаметр электрода. При сварке деталей большой толщины корневой шов прокладывается тонким электродом 2–3 мм. В дальнейшем используют четверку. При толщине листа более 20 возможно применение электрода диаметром 6 мм.
Для сваривания конструкций из низколегированных сталей, применяют электроды с обмазкой марок: УОНИ, ОЗС, АНО. Они широко используются в создании строительных конструкций, при прокладке трубопроводов и сварке других деталей, к которым предъявляются высокие требования в прочности соединений.
При сварке высоколегированных и углеродистых старей специалисты рекомендуют использовать хромоникелевые электроды марки ЭА 395.
Качественную сварку цветных металлов производят с помощью рутиловых электродов серии МР 3С. Вольфрамовые неплавящиеся марки WC 20 подходят для соединения деталей из сплавов цветных металлов.
Хромоникелевые и рутиловые электроды рекомендуют для обучения процессу сварки. Они легко зажигаются, хорошо держат дугу.
Электроды с рутиловым и другими специальными покрытиями считаются универсальными. Они могут работать на любом токе, шов ложится по горизонтали. Вертикаль только снизу-вверх. Разбрызгивание металла минимальное. После них переходить на УОНИ и другие марки тяжело, но только освоив классические электроды, можно стать сварщиком.
Подготовка
Перед началом работы следует провести подготовку металла под сварку. Поверхность заготовки должна быть очищена от грязи, масел, ржавчины. Пленки окислов удаляются химическим путем непосредственно перед сваркой.
Если толщина шва превышает 3–5 мм, следует разделать кромки на станке, сняв их под углом 45⁰.
Свариваемые детали соединяются прихватами. При массовом производстве могут использоваться специальные приспособления.
 Зачистка места соединения
Зачистка места соединения
Подключение
Перед работой проверяется состояние оборудования и заземление. Затем к детали подключается 0 или минус, в зависимости от типа применяемого тока. Оборудование включается в сеть и производится настройка режимов. После этого вставляется электрод, включается сварочный аппарат.
Сварочный процесс
Перед тем как варить аппарат настраивается на нужный режим работы в соответствии с толщиной, материалом детали и рекомендованными для электродов токами. После этого можно приступить непосредственно к сварке.
- Зажечь дугу.
- Нагреть сварочную ванну.
- Электродом перемещать расплавленный металл вдоль шва, обеспечивая соединение кромок.
Во время проведения работ следует следить, чтобы флюс не оставался в шве, а расплавлялся и всплывал.
Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Что можно изготовить
Свариванием соединяют элементы изделий, выполненные с помощью холодной ковки. В результате получают ажурные заборы, неповторимую по красоте садовую мебель и другие поделки из металла. Умельцы превращают старые болты и гайки в очаровательных животных, морских монстров.
Сварка. Процесс сварки и его виды
Сваркой называют технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми заготовками при их нагревании и (или) пластическом деформировании.
Это позволяет в результате сварки получить непрерывность структуры соединяемых металлических изделий.
Сварочные процессы применяют для изготовления разнообразных конструкций, исправления брака литья, восстановления поломанных и изношенных деталей (ГОСТ Р ИСО 857-1–2009).
Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн, трубопроводов, корпусов судов.
Сварка позволяет соединять элементы, имеющие различную толщину, и упрощать технологию изготовления сложных узлов и конструкций.
Возможность механизации и автоматизации производственных процессов, высокое качество сварных соединений и рациональное использование металла сделали сварку прогрессивным высокопроизводительным и экономически выгодным технологическим процессом.
Сущность процесса сварки заключается в возникновении атомномолекулярных связей между контактирующими поверхностями. Для этого необходимо поверхности сблизить на расстояние, соизмеримое с атомным радиусом. В реальных условиях сближению поверхностей препятствуют микронеровности, окисные и органические пленки, адсорбированные газы.
Для получения качественного соединения необходимо устранить причины, препятствующие сближению контактирующих поверхностей, и сообщить атомам твердого тела некоторую энергию для повышения энергии поверхностных атомов, которая называется энергией активации.
Эта энергия может сообщаться в виде теплоты (термическая активация) и в виде упругопластической деформации (механическая активация).
В зависимости от типа активации образование связей между атомами соединяемых поверхностей происходит в твердой или жидкой фазах. В соответствии с этим все способы сварки можно разделить на две основные группы: сварка пластическим деформированием (давлением) и сварка плавлением.
Сварка давлением осуществляется приложением внешней силы и сопровождается пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла.
При этой сварке сближение атомов и активация соединяемых поверхностей достигаются в результате совместной упругопластической деформации.
В контактирующих слоях заготовок выравниваются микронеровности, разрушается адсорбированный слой и увеличивается число активных центров взаимодействия, атомы активизированных поверхностей вступают во взаимодействие, и между ними образуется металлическая связь.
Методы сварки давлением разделяются на две подгруппы – термомеханические и механические.
Сварку давлением можно проводить:
- без предварительного нагрева места соединения (холодная, взрывом, ультразвуковая, трением), когда применяется только механическая энергия;
- с предварительным нагревом (контактная, диффузионная, газопрессовая), когда наряду с механической, применяется и тепловая энергия от внешних или внутренних источников теплоты.
Предварительный нагрев до пластического состояния или до оплавления применяют для металлов и сплавов, обладающих повышенным сопротивлением пластическим деформациям в холодном состоянии, что затрудняет их совместное деформирование, так как требует больших давлений на единицу поверхности.
Нагрев металла при сварке давлением осуществляется либо за счет дополнительных энергетических затрат (пропускание тока, сжигание газов, индуктирование в деталях токов высокой частоты), либо за счет частичного преобразования сообщаемой энергии в тепловую.
Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо только основной металл (заготовки) по кромкам, либо основной металл с дополнительным – электродным или присадочным.
Расплавленный металл заготовок с дополнительным образуют общую сварочную ванну. При этом достигается разрушение окисных пленок, покрывающих поверхность соединяемых элементов, и сближение атомов до расстояния, при котором возникают металлические связи. После кристаллизации металла образуется сварной шов, имеющий литую структуру.
- Для расплавления основного и электродного (или присадочного) металлов применяют источники теплоты с температурой не ниже 3 000 °С.
- В зависимости от характера источника теплоты различают электрическую и химическую сварку плавлением.
- При электрической сварке плавлением источником теплоты служит электрический ток. Существуют следующие виды электрической сварки плавлением:
- дуговая, при которой нагрев осуществляется электрической дугой;
- плазменная, при которой нагрев осуществляется сжатой дугой;
- электрошлаковая, при которой нагрев и плавление металла осуществляются за счет термической энергии, выделяемой шлаком при прохождении через него электрического тока;
- лучевые способы сварки, к которым относятся лазерная и электронно-лучевая сварки. При лазерной сварке для нагрева используется монохроматический когерентный луч, а при электронно-лучевой сварке – сфокусированный электронный луч;
- газовая сварка, где в качестве источника теплоты используют экзотермическую реакцию горения горючего газа или смеси горючих газов и кислорода.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Понятие свариваемости часто применяют при сравнительной оценке существующих и разработке новых материалов.
Свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др.
По этим признакам материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся. Многие разнородные материалы, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом.
Такие материалы относятся к числу практически несваривающихся.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных металлов и сплавов в месте соединения, как правило, образуется структура, идентичная или близкая структуре соединяемых заготовок. Этому случаю соответствует хорошая свариваемость материалов.
При сварке разнородных материалов, в зависимости от различия их физико-химических свойств, в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений, могут значительно отличаться от свойств соединяемых материалов. Такие материалы относятся к удовлетворительно сваривающимся.
Если образуются хрупкие и твердые структурные составляющие в сварном соединении, то в условиях действия сварочных напряжений возможно возникновение трещин в шве или околошовной зоне. В последнем случае материалы относятся к категории плохо сваривающихся.
Свариваемость, с одной стороны, зависит от материала, технологии сварки, конструктивного оформления соединения, а с другой — от эксплуатационных свойств сварной конструкции, которые определяются предъявляемыми к ним техническими требованиями.
Это может быть одно свойство или комплекс свойств, в зависимости от назначения конструкции. Если эксплуатационные требования удовлетворяются, то свариваемость материалов считается достаточной.
Если не обеспечивается хотя бы одно из этих свойств, то свариваемость материала считается недостаточной.
Для исследования свариваемости, как правило, применяют сварные образцы специальной конструкции или образцы с имитацией сварочных циклов.
В результате испытания сварных образцов определяются условия появления дефектов, механические и специальные свойства соединений.
Наряду с экспериментальными используют расчетные методы определения показателей свариваемости, учитывающие химический состав, тип соединения, вид, режим сварки и другие факторы.
В каждом конкретном случае основные показатели выбирают с учетом того, какие свойства и характеристики связаны с наиболее частыми отказами сварных соединений при эксплуатации.
При сварке однородных металлов в месте соединения, как правило, образуется структура, близкая к структуре соединяемых заготовок. В этом случае свариваемость оценивается как хорошая или удовлетворительная.
В процессе сварки разнородных материалов в зависимости от степени их взаимной растворимости в соединении могут образовываться твердые растворы, химические и интерметаллические соединения. Механические и физические свойства соединений могут существенно отличаться от свойств свариваемых материалов.
При этом высока вероятность образования несплошностей в виде трещин и несплавлений. Свариваемость в этом случае оценивается как ограниченная или плохая.
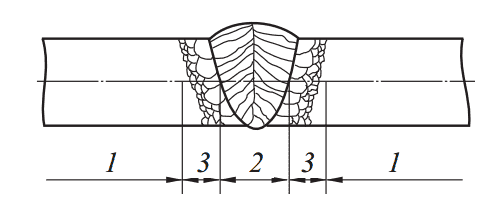
Рис. 1. Неоднородность механических свойств различных зон сварного соединения легированной стали: 1 — основной металл; 2 — шов с литой структурой; 3 — зона термического влияния
Прочность и твердость шва при сварке сплавов, как правило, ниже, чем у основного материала. Это объясняется тем, что для предотвращения образования трещин при сварке плавлением применяют менее легированный присадочный материал, чем металл заготовок. Пониженная пластичность шва также может быть обусловлена крупнокристаллической литой макроструктурой (рис. 1) и повышенным содержанием газов.
Технологический процесс сварки
Сеть профессиональных контактов специалистов сварки
Технология: | Теория сварки
Темы: Технология сварки.
Технологический процесс сварки : принципы проектирования
Проектирование технологического процесса сварки представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования.
Оптимальный вариант технологического процесса изготовления сложной сварной конструкции выбирается из нескольких расчетных вариантов технологии.
В зависимости от основного назначения различают перспективные и рабочие технологические процессы.
Перспективный
технологический процесс сварки
включает в себя :
- последовательность технологических операций;
- разбивку конструкции на отдельные технологические узлы или элементы;
- эскизную проработку специальных приспособлений и оснастки;
- расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
- сравнительную оценку разработанныхвариантов технологии.
После окончательного утверждения технического проекта и прииятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя:
- уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
- разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование;
- краткие описания технологических приемов выполнения отдельных сварочных операций;
- требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида технологического процесса : типовой и единичный. Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых технологических процессов и стандартов на технологические операции.
В зависимости от степени детализации каждый технологический процесс сварки может быть маршрутным, операционным или операционно-маршругным.
Типовые технологические процессы разрабатывают на основе анализа многих действующих и возможных технологических процессов для типовых представителей групп изделий.
Технологическая операция является частью технологического процесса, выполияемой на одном рабочем месте.
- Технологический процесс сварки : разработка типового техпроцесса сварки
- К основным этапам разработки типового технологического процесса относятся:
- 1) классификация объектов производства — выбирают группы объектов, имеющих общие конструктивно-технологические характеристики, и типовых представителей групп;
- 2) количественная оценка групп объектов — оценка типа производства (единичное, серийное или массовое);
- З) анализ конструкций типовых объектов по чертежам, техническим условиям (ТУ), программам выпуска и типу производства разрабатывают основные маршруты изготовления конструкций, включая заготовительные процессы;
- 4) выбор заготовки и способов ее изготовления с технико-экономической оценкой оценивают точностные характеристики способов изготовления и качества поверхности, выбирают метод обработки;
- 5) выбор технологических баз;
- 6) выбор вида производства (сварка, литье, обработка давлением, механическая обработка);
- 7) составление технологического маршрута обработки — определяют последовательность операций и выбирают группы оборудования по операциям;
 разработка технологических операций, включающая в себя:
разработка технологических операций, включающая в себя:
- рациональное построение операций;
- выбор структуры операций;
- рациональную последовательность переходов в операции;
- выбор оборудования, обеспечивающего оптимальную производительность и требуемое качество;
- расчет загрузки технологического оборудования;
- выбор конструкции технологической оснастки;
- определение принадлежности выбранной конструкции к стандартным системам оснастки;
- установление исходных данных, необходимых для расчетов, и расчет припуска на обработку и межоперационных припусков;
- установление исходных данных для расчета оптимальных режимов обработки и их расчеты;
- установление исходных данных для расчета норм времени и их расчет;
- определение разряда работ и профессии исполнителей;
- 9) расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов с выбором оптимального варианта;
- 1О) оформление документации на типовой технологический процесс сварки, согласование ее с заинтересованными службами и утверждение.
- На предприятии должны быть компьютерные информационно-поисковые системы для поиска ранее разработанных аналогичных технологических процессов и отдельных технологических операций.
Всю информацию вводят в компьютер в кодированном виде. При разработке технологического процесса анализируют технологичность сварных изделий и конструкций. Количественная оценка технологичности основывается на системе показателей, включающей в себя:
- базовые показатели технологичности, устанавливаемые в техническом задании на проектирование изделия;
- показатели технологичности, достигнутые при разработке конструкции;
- уровень технологичности (отношение достигнутых показателей к базовым).
- Основными показателями технологичности являются трудоемкость и технологическая себестоимость изготовления изделия.
- Факторы, влияющие на выбор показателей: требования к изделию, вид изделия, объем выпуска, наличие информации, необходимой для определения показателей.
- Требования к изделию определяют, каким видом технологичности должна обладать конструкция: производственным, эксплуатационным или и тем и другим, что, в свою очередь, определяет группу показателей технологичности.
- В зависимости от вида изделия (сборочная единица, комплекс, комплект или деталь) из групп выбирают те показатели, которые могут характеризовать технологичность данного вида изделия.
- Знание объема выпуска позволяет выбирать показатели, характеризующие расходы или затраты и имеющие наибольшую значимость при данном объеме выпуска.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.





