- Способы хромирования
- Помещение, приспособления, инструменты, средства защиты
- Как готовить электролит
- Подготовка детали
- Этап хромирования
- Причины появления дефектов
- Хромирование своими руками в домашних условиях
- Особенности процедуры хромирования в домашних условиях
- Способы хромирования
- Подготовительная работа
- Что представляет собой гальваническая установка для хромирования?
- Какие компоненты образуют электролит и как его приготавливают?
- Последовательность проведения гальванизации
- Гальванизация в ванной
- Хромирование с использованием гальванической кисти
- Как можно самостоятельно хромировать детали в домашних условиях?
- Технологии хромирования
- Источник питания
- Состав и методика подготовки электролита
- Хромирование
- Способ хромирования пластика дома
- Возможные дефекты и их причины
- Дефекты твердых хромовых покрытий. Часть 1
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.

В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
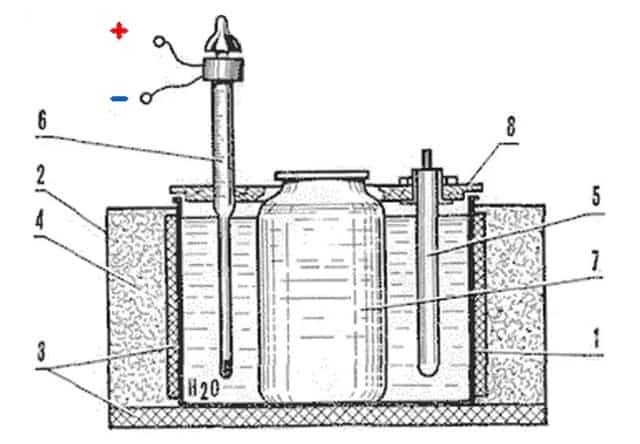
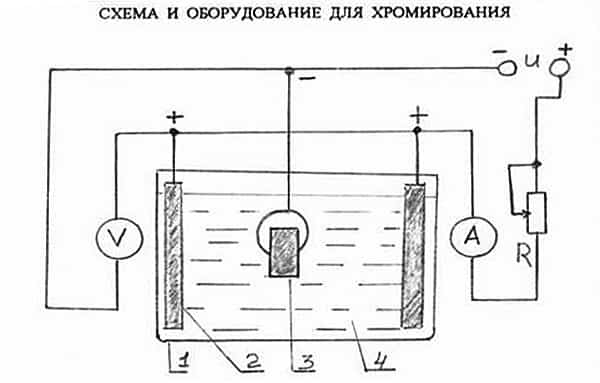
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.

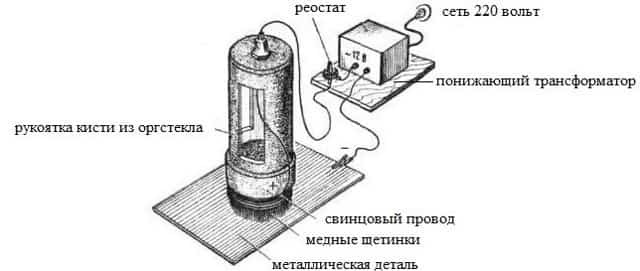
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора.
Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита.
При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
- Видео:
- Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
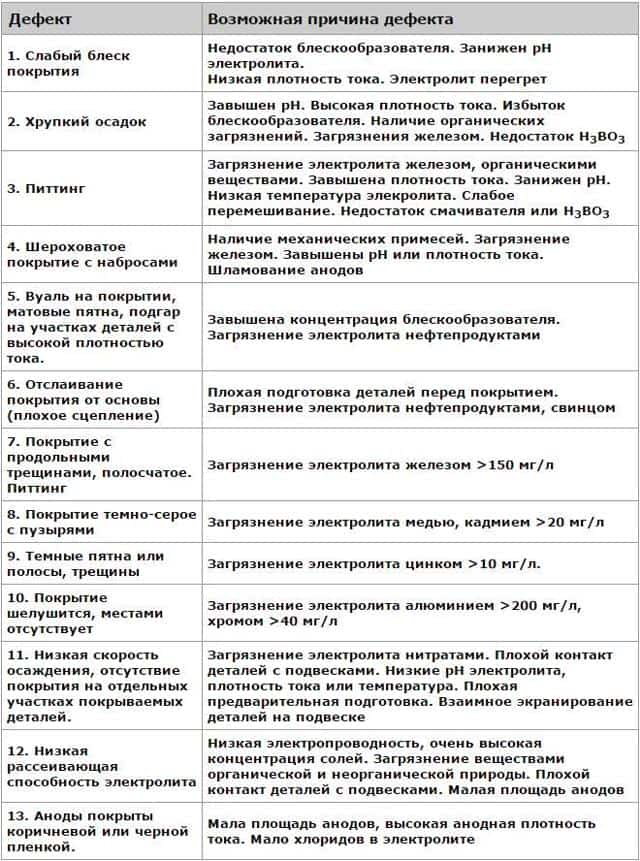
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.
(4
Источник: https://plavitmetall.ru/obrabotka/xromirovanie-v-domashnix-usloviyax.html
Хромирование своими руками в домашних условиях
Оглавление:
- Особенности процедуры хромирования в домашних условиях
- Способы хромирования
- Подготовительная работа
- Что представляет собой гальваническая установка для хромирования?
- Какие компоненты образуют электролит и как его приготавливают?
- Последовательность проведения гальванизации
- Гальванизация в ванной
- Хромирование с использованием гальванической кисти
В связи с этими обстоятельствами, многие начинают интересоваться технологией хромирования в домашних условиях. Можно ли своими руками хромировать различные детали? Это реально, необходимо лишь ознакомиться со всеми тонкостями процесса хромирования.
Особенности процедуры хромирования в домашних условиях
Для безошибочного и безопасного проведения процедуры хромирования в домашних условиях необходимо знать, какие физико-химические реакции будут протекать в гальванической ёмкости. Практически все реактивы, задействованные в работе, являются особо опасными веществами, представляющими угрозу здоровью, поэтому перед началом экспериментов с хромом, нужно тщательно изучить теоретический аспект вопроса.
Под хромированием понимают совокупность физических и химических реакций, в результате которых обрабатываемая поверхность покрывается тонким слоем металлического хрома.
Этот твёрдый металл голубовато-белого цвета придаёт деталям блеск, благодаря чему хромированная поверхность становится более красивой.
Применяя гальванику, можно существенно повысить физические, химические и декоративные свойства материала.
Этот химический элемент демонстрирует крайнюю устойчивость к воздействию агрессивных сред, он не блекнет и не становится тёмным при многократном попадании на поверхность жидкости и воздуха. Всё это позволяет применять хром для оформления кузовных деталей автомобилей и сложных узлов, которые работают в трудных условиях.
Хромовое покрытие имеет толщину от 0,08 мм до 0,3 мм. Если никель наносят непосредственно на саму поверхность металла, то для хромирования требуется подложка. Её наносят тонким слоем, используя гальванический метод. Для создания такого подслоя применяют медь или никель. Такая дополнительная технологическая операция значительно усложняет процедуру хромирования.
Ещё один непростой момент, который создаёт препятствие для начинающего мастера на пути реализации намеченного плана, приобретение химических реактивов. Ключевой компонент хромирования — оксид хрома.
Его ещё называют хромовым ангидридом. Не каждый отважится работать с шестивалентным оксидом хрома, зная, что он является сильнейшим ядовитым веществом, летальная доза которого для людей приблизительно 5 г.
Оборот данного химического соединения ограничен и строго контролируется государственными органами. Отходы, образующиеся после покрытия деталей хромом, необходимо утилизировать, соблюдая особый порядок.
Ни в коем случае нельзя спускать отходы в канализационную систему или зарывать в землю.
Будучи сильным канцерогеном, раствор оксида хрома, попадая на кожные покровы, способен вызвать аллергическую реакцию, вплоть до развития экземы или дерматита, которые чреваты раком кожи.
Вступая в реакцию с каким-нибудь органическим веществом (масло, бензин), хромовый ангидрид может спровоцировать возгорание или взрыв. Окись хрома — чрезвычайно опасное соединение. Прежде чем приступать к работе с ним, следует трезво оценить все возможные риски, и только после этого закатывать рукава.
Способы хромирования
Самостоятельно покрыть деталь тонким слоем хрома можно, применяя одну из существующих технологий:
- Гальванизация в растворе. Метод довольно прост. Он подходит для хромирования в домашних условиях автомобильных дисков, съёмных деталей из салона, пластмассовых и металлических бытовых предметов. Среди недостатков гальванизации в ванне с раствором выделяют необходимость в просторном помещении и дополнительном оборудовании для заливки электролитов (вместительная ванна). Без выполнения этих условий сложно произвести полноценное декорирование габаритных предметов, например, автомобильных дисков большого диаметра.
- Напыление хромового слоя. Такой способ подразумевает использование гальванической кисти. Остановив свой выбор на этом методе, будет легче осуществлять контроль за толщиной и качеством напыления. Однако потребуется больше времени и денежных средств, потому что качественное декоративное оформление возможно только при многократном проведении кистью по одной и той же зоне. Применение технологии целесообразно, когда нужно хромировать мелкую несъемную деталь. Есть терпеливые специалисты, которые таким методом умудряются декорировать весь кузов автомобиля.
Подготовительная работа
Для выполнения хромирования в домашних условиях, требуется определённая подготовка. Первым делом подбирают подходящее для этой цели помещение. Помимо прочего, перед началом работ необходимо выполнить ряд рекомендаций:
- Позаботиться о вентиляции рабочего пространства. В помещении, оборудованном для технологической операции, должна быть не естественная, а принудительная вентиляция.
- Достать средства индивидуальной защиты: респираторную маску, защитные очки, латексные или резиновые перчатки, рабочую одежду.
- Заранее обдумать, куда будут утилизированы технологические отходы.
Что представляет собой гальваническая установка для хромирования?
Вряд ли удастся найти готовый комплект оборудования для хромирования в домашних условиях в сантехническом магазине, учитывая, что каждый компонент подбирается в индивидуальном порядке. Промышленная установка доступна лишь обеспеченной прослойке людей, к тому же заводские агрегаты предназначены для работы только с фирменными реактивами.
Чтобы собственноручно соорудить гальваническую установку, понадобится:
- Прочная ёмкость, обладающая повышенной кислотоустойчивостью. Она может быть выполнена из пластика, пропилена, полиэтилена. Геометрические параметры ёмкости не должны быть универсальными, в противном случае потребуется приготовить лишний объем раствора. Если в ванночке нет слива, то нужно найти плотную крышку, так как оксид хрома будет постепенно улетучиваться.
- Источник тока. Элемент питания должен иметь общую мощность, не превышающую 1 кВт. Нормальную работу можно обеспечить при помощи стабилизатора постоянного тока (наподобие зарядника для аккумулятора). Оптимальный уровень допустимого напряжения 12 В, а сила тока 50 А.
- Устройство, которое обеспечивает подогрев вещества, проводящего электрический ток. В качестве устройства подогрева зачастую используют керамический трубчатый электронагреватель. Также допустимо применение внешнего подогревателя.
- Термометр, показывающий температуру до 100 градусов.
Какие компоненты образуют электролит и как его приготавливают?
Химическое хромирование в домашних условиях проводят только после того, как был приготовлен специальный раствор (электролит). В первую очередь придётся заняться поиском компонентов, поскольку аптечные сети не распространяют подобные реактивы. В аптеке лишь можно купить дистиллированную воду, хотя её можно заменить обычной, только с небольшим добавлением соли.
- Чтобы получить устойчивый концентрат, нужен оксид хрома. Именно ангидрид хрома (Cr O3), осаждаясь на поверхности детали, образует декоративный слой. На литр жидкости требуется, как минимум, 200 г порошка.
- В создании электролита немаловажная роль отводится концентрированной серной кислоте, которую можно купить на авторынке. Необходимо 2 г вещества на литр воды.
Алгоритм приготовления электролита:
- 1Дистиллированную или обычную воду нагревают до 55–60 градусов.
- Засыпают требуемое количество окиси хрома, тщательно размешивая. Доливают воду до нужного объёма и аккуратно вводят серную кислоту.
- Далее через раствор в течение трёх часов пропускается ток. Силу тока рассчитывают исходя из того, что на литр жидкости должна приходиться мощность порядка шести ампер. Перед этим оценивают располагаемый источник тока и уточняют объем жидкости. Если мощность подобрана правильно, то электролит окрасится в коричневый цвет.
- Полученную жидкость оставляют отстаиваться на сутки.
Для дальнейшей работы также понадобится соляная кислота, какой-нибудь растворитель и свинцовый лист.
Последовательность проведения гальванизации
Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Гальванизация в ванной
Если выбор пал на такую методику напыления хрома своими руками, то технологический процесс будет состоять из следующих шагов:
- К обрабатываемой детали присоединяется катод, после чего она опускается в ёмкость с электролитным раствором.
- Дожидаются момента, когда температура хромируемой детали и температура раствора будут аналогичными, затем подают ток.
- Декорируемая деталь должна находиться в ванной около 15 минут (время нахождения в электролитном растворе зависит от размера предмета и особенностей его поверхности).
- Достают изделие и просушивают в течение трёх часов.
Хромирование с использованием гальванической кисти
Чтобы покрыть металлическое изделие хромом можно использовать такой инструмент, как гальваническая кисть. Хромирование пластика в домашних условиях также допускает применение этого приспособления. Сделать гальваническую кисть можно самому:
- Берут нужную щетину и обматывают её свинцовыми проводами.
- Далее такая щетина помещается в подходящую цилиндрическую ёмкость (лучше, чтобы она была из органического стекла).
- Выпрямителем тока будет служить трансформатор из китайского радиоприбора. Его соединяют по следующей схеме: минусовая клемма идёт на свинцовую щетину, а плюсовая — на источник питания.
Способ хромирования гальванической щёткой простой, но требует выдержки:
- Присоединяют декорируемое изделие и гальваническую кисть, которая заправлена электролитом, к трансформатору.
- Медленными движениями проходят кистью по обрабатываемой поверхности детали. Движения не должны быть резкими, а слой должен наноситься равномерно.
- Завершив хромирование, деталь промывают и просушивают.
При таком способе покрытия хромом предмет будет сохнуть куда быстрее, чем при гальванизации в ванной. Нельзя забывать, что во время технологической операции недопустимо прикосновение к декорируемому предмету. Если на невысохшую поверхность попала пыль или грязь, то её убирают компрессором.
Источник: https://instrument.guru/svoimi-rukami/hromirovanie-v-domashnih-usloviyah.html
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками.
Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки.
Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде.
Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение.
Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.

Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
Порядок приготовления:
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение.
Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
- Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка.
Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств.
Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Источник: https://metmastanki.ru/hromirovanie-detaley-v-domashnih-usloviyah
Дефекты твердых хромовых покрытий. Часть 1
Главная » Литература » Статьи » Дефекты твердых хромовых покрытий. Часть 1
Устюгов А.Г. Год издания: 1990
В первой части статьи рассматриваются причины и методы устранения дефектов твердых хромовых покрытий, во-второй — способы предотвращения дефектов, их обнаружения и устранения.
На хромированной поверхности часто заметны дефекты. Правильно определить причины этих дефектов — такая задача стоит перед гальваниками и перед потребителями их продукции.
Откуда и как возникают эти дефекты, то ли из-за применения неподходящего электролита, то ли плохого обращения с оборудованием, то ли дефектов в самом металле, то ли каких-то других источников — все эти вопросы и рассматриваются в этой статье.
Необходимо понимать, что большинство дефектов твердых хромовых покрытий, таких как впадины, сетки, дендриты берут свое начало прежде всего в основном металле или на подготовительной поверхности предшествующей нанесению покрытия, стадии работ, и в меньшей степени эти дефекты возникают вследствие использования нестандартного электролита. Если заготовки получаются с широко распространенными дефектами, но хотя бы одна из них получилась с удовлетворительным покрытием, томаловероятно, что используемый электролит бракованный. Как правило, причину или источник дефектов следует искать в другом месте.
Однако всё ещё случается брак вследствие использования неподходящего электролита. С этого мы начнем.
Дефекты, вызванные применением нестандартных растворов.
Эти дефекты могут появиться, если подобран неправильный состав электролита или в нем скопились магнитные или другие частицы.
Применение растворов с высоким отношением содержания хромовой кислоты к содержанию катализатора может приводить к образованию больших слегка окрашенных впадин диаметром до 3 мм (1/8 дюйма) «налипших корочек» или «полулуний. Эти дефекты характерны для растворов с низкой концентрацией катализатора.
Правильно сбалансированные растворы, но с высоким содержанием металлических включений приводят к заметно неровным и узловатым поверхностям покрытий, в большей степени, чем совершенно чистые растворы.
Успешно применялись растворы с общей концентрацией железа и 3-х валентного хрома 10-15 г/л (1,5-2 унц/гал), но в покрытиях с толщиной более 0,13 мм (5 милов) при превышении концентрации Fе + ,Сr 3+ на 4 г/л(0,5унц/г)очень заметными были различия в получающейся шероховатости поверхности.
Плавающие в гальванической ванне, отлагающиеся в осадок неадгезионные и немагнитные частицы не влияют на покрытие вертикальных поверхностей.
В большинстве гальванических ванн с хромом в не свежеприготовленным электролите содержится определенное количество нерастворимого хромата свинца, поступающего с анодов, а также сульфата бария из-за добавок карбоната бария.
Некоторые находят выгодным фильтровать электролиты с хромом. Те, кто это делает, должно быть, получают высококачественное покрытие с толщиной слоя выше 0,18 мм (5 милов).
Однако применение вспомогательных средств может привести к загрязнению раствора и вызвать серьезные дефекты в твердых хромированных покрытиях. К категории вспомогательных средств относятся: гальваническая лента, пластиковые шарики, пластификатор, лак для изоляции, проволочные (крацовочные) щётки.
Адгезионные частички от масла или от ленты стремятся всплыть на поверхность раствора и при погружении заготовки в ванну могут прилипнуть к ней. Такие частицы могут привести к нарушению процесса гальванопокрытия и к появлению точечных дефектов (питтинг).
Известно, что всплывающие пластиковые шарики, используемые для контроля испарения электролита собирают восковые и другие продукты расщепления и образуют липкую пленку.
При погружении заготовки в ванну и при её соприкосновении с загрязненными шариками, липкая пленка может перейти с поверхности шариков на поверхность заготовки, что может привести к дефектам покрытия.
Кроме того гибкие полихлорвиниловые трубки могут выделять с поверхности жидкость, образуя при этом липкую плёнку вызывающую дефекты в местах контакта чистой заготовки с трубками. Постоянной причиной браков является неполное удаление лака для изоляции или воска.
Для их удаления нельзя использовать разбавители или растворители, так как остающуюся после промывки тонкую плёнку очень трудно обнаружить перед процессом гальванопокрытия. После нежелательной остановки процесса покрытие сдирается ножом, заготовки зачищаются мелко зернистой наждачной бумагой, а затем пемзой или «меловым' порошком.
Различные магнитные (железные) частицы, например кусочки роторных проволочных щеток, вещество отделившееся от заготовки при травлении, отходы от непокрываемых внутренних поверхностей и мелкие частицы, уносимые с поверхности вращающихся контактов и подшипников; все эти частицы притягиваются к заготовке магнитным полем от электрического тока. Эти частицы прилипают к покрываемой поверхности, приводя к образованию узловых дефектов, несмотря на перемешивание раствора.
Меры, предотвращающие появление дефектов.
Надо делать следующее:
- Снимать накипь, загрязнения с поверхности резервуара и содержать в чистоте надводные борта.
- Устранять источник загрязнений.
- Увлажнять рабочую поверхность заготовки при погружении её в раствор.
- Тщательно очищать заготовку, полностью удалить масло, грязь,шлифовальные смеси.
- Не полировать, не шлифовать в месте нанесения гальванопокрытия.
- Содержать в чистоте стеллаж, лабораторные столы, резервуары для перевозки растворов, лотки и т.д.
- Лакировать края и кромки изоляционных лент, во избежание растворения латекса, клейкого в растворе.
- Очистку и травление заготовки производить в отдельных резервуарах (не в том, в котором проводится процесс гальванопокрытия).
- Тщательно очищать все внутренние поверхности и надежно уплотнять их от попадания электролита.
- Никелировать или лудить вращающиеся станины втулки или кольца коллекторов.
Дефекты, возникшие при транспортировке.
До процесса гальванопокрытия необходимо с большой осторожностью переводить заготовку к месту покрытия, чтобы предотвратить её соприкосновение с другими поверхностями.
Неосторожность приводит, например, к ряду впадин на поверхности покрытий гидравлических штоков, которые были уложены кучами на тележках с металлическими колесами.
Вибрация от качания колёс по жесткому основанию приводила к фрикционной коррозии на участках, расположенных вдоль линейных контактов между заготовками.
Эту проблему удалось решить установкой на колёса тележки резиновых бандажей с целью снижения уровня вибраций и применением бумажных прокладок между заготовками для того, чтобы предотвратить контакт между ними.
Сразу после отделочной обработки поверхности заготовки, эти поверхности,.полированные или нет, необходимо обернуть прадт-бумагой, чтобы защитить от каких-либо вредных воздействий. Чтобы обеспечить надёжную защиту при самом напряженном режиме работы, наверно, достаточно несколько слоев бумаги.
Также к появлению поверхностных дефектов может привести соприкосновение поверхности заготовки с катодной шиной.
При загрузке заготовки в резервуар в момент непредвиденного задевания её или контакта с катодной шиной, проскакивает электрическая дуга, которая может привести к микропитингу (микроточечными дефектами).
Контактирование поверхности заготовки с поверхностью анодов также приводит к серьезным дефектам. В любом случае заготовку, побывавшую в контакте с катодной шиной или с анодом, необходимо вытащить .
из резервуара (ванны) и снова соответствующим образом провести её отделочную обработку и перед повторным проведением процесса гальванопокрытия тщательно её осмотреть.
Часто дефекты могут образоваться и при небрежной перевозке или загрузке заготовок. Поэтому рабочему персоналу необходимо очень тщательно соблюдать технологию перевозки или загрузки заготовок, а также быть очень аккуратными в своих действиях.
Дефекты в основном металле.
Если сам основной металл считать источником дефектов, то надо рассмотреть 2 вопроса: (1) механическая отделочная обработка и другие способы подготовки поверхности и (2) металлургическая сплошность (цельность) структуры металла на самой его поверхности и вблизи.
Процессы механической отделочной обработки можно сравнить с работой плуга на пашне.
Независимо от того, чем нарезается борозда одной ли точкой режущего инструмента или множеством точек шлифовальных кругов или хонинговальных брусков, каждая точка плуга образует борозду с поднятыми кромками по краям.
В этих кромках обычно содержания осколки и микрозаусенцы металла.
Образованные таким образом острые кромки и кусочки металла становятся концентраторами высокой плотности тока, с которых и начинается осаждение хрома, что было продемонстрировано Джонсом и Кенезом в исследовательском проекте 1 4AES . В этих местах зарождаются узловые дефекты, которые доставляют много неприятностей при получении твердых хромированных покрытий. При шлифовке готового покрытия эти дефекты выкрашиваются, приводя к образованию впадин.
На фиг.1 показан вал из стали 4140, отшлифованный до чистоты 16 мкми покрытый слоем хрома 0,5 мм (20 милов). На поверхности покрытия множество узлов и газовых включений. На фиг.2 показано в увеличенном виде газовое включение, дающее начало крупному дефекту основного металла. Хром на аноде растворялся.
Микроскопическое исследование поверхности основного металла (Фиг.З) дало возможность обнаружить последствия интенсивного шлифования.
Так интенсивно проходило истирание основного металла, что происходило упрочнение поверхности и под действием растягивающих напряжений происходило образование трещин на поверхности, перпендикулярно направлению шлифовки.
Подобный вал (фиг.4) до гальванопокрытия подвергли отделочной механической обработке различными способами. По результатам видно, что даёт каждый такой способ. Первоначально перед поступлением в лабораторию сплошной вал подвергался черновой шлифовке.
Участок окружной поверхности средней части вала не трогался совсем, а другие участки полировались (вручную абразивными материалами без использования суппорта (опорных элементов)) на токарном станке набором наждачных бумаг; с постоянно увеличивающейся степенью зернистости: вначале со степенью зернистости 320, затем 400, затем применялась бумага с карбидом кремния со степенью зернистости 600. Затем проводили обработку по продольным участкам перпендикулярно направлению полирования бумагой окружных участков, по ширине эти продольные участки охватывали примерно 1/4 — 1/3 окружности вала. Один участок полировался кругом с использованием смеси со стальной стружкой. Другой участок продувался всухую частицами глинозема со степенью зернистости 120. 3 участок обработке не подвергался. Полученные таким образом поверхности показаны на микроснимках на Фиг.5-10.
На фиг 5 показана шлифованная стальная поверхность до и после нанесения покрытия. Покрытие хрома крайне узловатое, с расположением узловых дефектов вдоль борозд от шлифовки.
На фиг.б показана поверхность, полированная бумагой, до и после нанесения покрытия. Линии от шлифовки, очевидные на фиг.5 (вверху), удалены, но заметны остаточные царапины и неровности. Однако хромированная поверхность получилась значительно лучше, чем на фиг5 (внизу).
На фиг.7 все ещё заметны линии от шлифовки на шлифованной поверхности, продутой частицами глинозема; хромированное покрытие получилось очень узловатое (со многими сфероидальными дендритами). На фиг.
8 показана поверхность, отполированная бумагой и продутая частицами глинозема. Линий от шлифовки заметно не больше, но в результате продувки на поверхности появилось очень много сфероидальных дефектов.
На фиг.9 показана шлифованная и полированная эластичным кругом поверхность. После полирования хромированная поверхность стала удивительно гладкой. На шлифованной, полированной бумагой и полированной эластичным кругом поверхности появляются концентрированные пятна.
По этим пятнам можно судить о вымывании ингибитора коррозии и наличии относительно глубоких царапин от шлифовки. Полировка наждачной бумагой конечно улучшила качество поверхности, но не была достаточно глубокой чтобы удалить все микронеровности, оставшиеся от шлифовки.
До нанесения покрытия вал анодно (с подключением к аноду) протравили в течение нескольких секунд, это сделано для того, чтобы свести к минимуму различные изменения состояния стальной поверхности. Затем поверхность вала хромировали в промышленной гальванической ванне, толщину слоя довели до 0,2 мм.
На примере видно, что отличную поверхность и покрытие можно получить только при полной зачистке микронеровностей, вызванных механической отделочной обработкой.
Этого можно добиться, если снимать тонкий слой стружки заточенным, часто правленным абразивом, шлифовальным кругом, делая проходы последовательно один за другим и посредством это удаляя глубокие канавки и делая их мельче, их можно удалить последовательно полированием наждачной бумагой и (эластичным) кругом или продувкой частицами глинозема.
Надо заметить, что заточенный, только что заправленный шлифовальный круг, надлежащим образом смазанный, может давать меньше неровностей поверхности, чем лощёный, притупленный или не правильно смазанный, более мелкозернистый шлифовальный круг.
Само шлифование может вызвать питтинг (точечные впаденки за счёт внедрения мелкозернистых частиц круга в поверхность металла. На фиг.11 показана такая мелкозернистая частица, отделившаяся от круга и внедрившаяся в поверхность.
Для поверхности, сильно отшлифованной лощеным, стертым кругом одной полировки недостаточно.
Хотя поверхность может быть крайне гладкой, прилипший, но испытывающий растягивающее напряжение, хромированный слой позже может приподнять заусенцы и микро заусенцы, приводя к образованию сфероидальных дефектов.
Поэтому до нанесения гальванопокрытия необходимо удалять эти заусенцы с поверхности основного металла.
После осторожного шлифования или хонингования поверхности с удалением неровностей дальше для удаления последних микрозаусенцев можно применить несколько методов:полирование смазанной лентой, продувка паром, полирование кругомбез использования смазки, полирование (эластичным кругом со стружечной смесью, суперфиниширование (или микрошлифовка) и электрополировка. Для получения дальнейшей информации по технологии шлифовки хорошим источником является справочник по механической обработке металлов, выпущенной американским обществом металлистов, пара металла О Н 44073.
| Скачать файл — Дефекты твердых хромовых покрытий. Часть 1 |
Источник: http://echemistry.ru/literatura/stati/defekty-tverdyh-hromovyh-pokrytij.-chast-1.html





