- Для чего используют травление металла
- Способы химического травления металла
- Особенности процесса электролитического травления
- Способы обработки металла кислотой
- Сферы применения и назначение метода
- Способы обработки
- Распыление
- Погружение
- Обработка паром
- Гидроструйная
- Травление
- Виды кислот
- Ортофосфорная
- Серная
- Лимонная
- Фосфорная
- Соляная
- Молочная
- Азотная
- Преимущества и недостатки метода
- Обработка в домашних условиях
- Инструменты
- Приготовление раствора
- Обработка
- Техника безопасности
- Правила транспортировки и хранения реактивов
- Травление нержавеющей стали | Все методы травления нержавейки
- Цели травления нержавеющей стали
- Электрохимическое травление нержавеющей стали
- Химическое травление нержавеющей стали
- Травление кислотами
- Щелочное травление
- Материалы для травильных ванн
- Травление готовыми травильными пастами
- Травление сварных швов нержавеющей стали
- Травление металла
- Что такое травление
- Применение травления в промышленности
- Виды травления
- Электролитическое травление
- Химическое травление
- Плазменное травление
- Травители
Травление хлорным железом является одним из наиболее популярных способов травления металла в домашних условиях. Как правило, использование данного метода применяется для снятия продуктов коррозии со столовых приборов и деталей приборов.
Хлорное железо можно как приобрести, так и получить в домашних условиях. Для этого понадобится пластиковая или стеклянная посуда, в которую помещают ржавчину, счищенную с поверхности любого металла (важно, чтобы в ее состав не входил чистый металл). Снять ржавчину можно молотком или щеткой.
Порошок помещают в сосуд, залив соляной кислотой в соотношении 1:3. Полученная смесь тщательно перемешивается и открытый сосуд оставляют на неделю. Полученный раствор желто-коричневого цвета фильтруется через ткань, после чего он пригоден для применения.
При работе с кислотой необходимо соблюдать правила техники безопасности: проводить работы в хорошо проветриваемом помещении, избегать попадания на открытые участки кожи, не допускать к реактивам детей.
Хлорное железо при контакте с одеждой оставляет на ее поверхности трудновыводимые пятна, которые выводятся концентрированной щавелевой кислотой.
Травление хлорным железом применяется при работе с работы с медью, латунью, бронзой, цинком, алюминием и сталью. Травление безводным (порошковым) хлорным железом не требует использования кислоты, что рассматривается как достоинство метода.
Порошок можно приобрести в продаже, он затем смешивается с водой в пропорции 1:5-10 (зависит от желаемой консистенции пасты). Порошок небольшими порциями добавляется в воду при постоянном тщательном перемешивании. Метод применяется так же для нанесения на металлические поверхности рисунков.
Для этого на изделие наносится рисунок, а места, не предназначенные для контакта с травителем, заклеиваются скотчем. Глубина полученных углублений может быть рассчитана по следующей формуле – 0,2мм за четверть часа.
Затем с поверхности под проточной водой удаляют остатки травителя, а полученные углубления заполняются краской.
Word зависает punto switcher
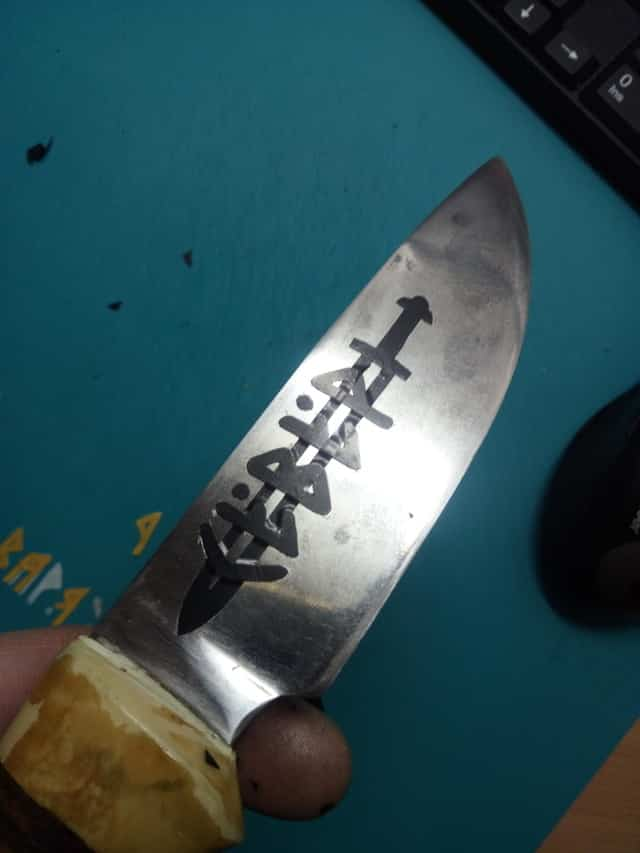
Как то давно видел в сети как травят металл хлорным железом. Решил попробовать, заказал само хлорное железо, нож был, старенький но хороший.
Прошло время , и вот вчера я созрел. Решился, принёс все домой и приступил.
1)- подготовил нож, помыл, обезжирил.

2)-Взял изоленту, наклеил её на клинок и по месту вырезал что нужно, или точнее что пришло в голову. Ибо это был пробный вариант и я особо не задумывался.
Сам рисунок-шрифт двухслойный. Нижний слой руны, верхний топор.

Тоже самое делаю на другой стороне
3)-подобрал баночку, такую чтоб клинок имел возможность полностью погрузиться в раствор. И сделал сам раствор 1к3. Одна треть хлорного, остальное воды. Не мешал, мешал самим ножом когда погрузил.

4)- нож в растворе, ждём 15 минут, достаем, промываем, снимаем верхний слой (меч и топор) погружаем опять на 15 мин

Дале достаем, промываем, снимаем изоленту, чистим-шкурим, и получаем такой вот рисунок. За счёт того что раствор я мешал самим ножом то хлопья осели на клинке, что дало ему интересный вид.


После решил ещё раз проделать тоже самое, но сделать этакую окантовку . И на выходе получился на мой взгляд симпатичный нож.

Первый блин явно не комом.

- Так что, я доволен, теперь знаю как это делается.
- Всем спасибо, все свободны)
- Ах да, кому интересны мои труды, то милости прошу по ссылке
Сталь травят составом «Хлорное железо — 70», Азотная кислота (пл.1,4) — 650, соляная кислота (пл.1,19) — 300. После травления клинок промывают щелочным (содовым) раствором для нейтрализации остатков кислоты.
Состав выедает самые слабые частицы металла выступающие на поверхность, и заодно покрывает всю поверхность оксидной пленкой. Образовавшеяся на поверхности металла оксидная пленка повышает стойкость клинка к коррозии и позволяет получить очень приятную на вид матовую поверхность. Покрытие не самое прочное, но, в целом, удовлетворительное.
1 Метр равен скольким миллиметрам
Травят, кстати, часто не ради этой пленки, а для того, чтобы проявить структуру (дамаски-булаты), или нанести рисунок или узор на сталь, либо искусстенно «состарить» клинок.
Суть процесса в том, что фрагменты с различным содержанием углерода обладают различной стойкостью в отношении едких растворов, приобретая в них разные оттенки и фактуру. Рисунок на нем получается от того, что сам материал слоев и сварочные плоскости по разному взаимодействуют с реактивом.
Традиционно в качестве «проявителя» использовался раствор железного купороса, а в новейшие времена ему на смену пришли сочетания всевозможных кислот.
Основной закон травления — получение прочной плёнки окислов с ярким рисунком на гладкой шлифованной поверхности.
Хорошее травление получается только при высоком классе предварительной выводки и полировки (каждая царапина, разъедаемая кислотой, превращается в рытвину и смазывает рисунок), а также при минимальном времени воздействия кислоты на металл, чтобы полировка не была нарушена, а лишь окрасилась, создавая ощущение прозрачности и глубины.
Конкретная технология протравки составляет сугубый секрет каждого мастера, оберегаемый от зорких глаз соседей и конкурентов.
Просто выявить рисунок — дело нехитрое, для этого достаточно смочить клинок любой кислотой (хоть долькой лимона) и наблюдать за таинством рождения дамаска, пока результат не удовлетворит вас более или менее.
Но придать металлу воистину благородный вид — настоящее искусство, основанное на изрядном опыте, своем и предшественников.
В каталоге найдено 17 товаров с такой характеристикой.
Для чего используют травление металла
Ряд технологий для управления удалением поверхностного слоя металлической детали при помощи специально подобранных химических реагентов называется травлением металла. Оно позволяет удалять с изделий окалину, ржавчину и окислы под действием кислот, солей и щелочей в растворах.
Таким способом проводят дополнительную подготовку изделий из металла к соединению или нанесению покрытия, что улучшает сцепление деталей или наносимого слоя с основой.
Чаще всего применяется травление металла химическое, осуществляемое погружением заготовки в ванну с растворенными химическими реактивами.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов.
Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов.
Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.

При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла.
На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл.
Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.

Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким.
С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами.
Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной.
Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик.
При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Особенности процесса электролитического травления
Электролитическое или гальваническое травление металла применяют с целью ускорения очистки деталей способом погружения в ванну с раствором, на что обычно уходит много времени. Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.

Для анодного метода травления металла в качестве электролита используются щелочные растворы солей металлов и кислот. Катодом при этом обычно служат свинец или реже железо как материалы, не растворяющиеся в электролите.
Учитывая скорость процесса травления металла электролизом, в очистке изделий этим способом необходимо строго соблюдать определенный режим, чтобы не подвергать металл риску чрезмерного электролитического растворения.
Характеристики анодного тока выбирают, исходя из состояния поверхностного слоя изделия, а также необходимой скорости процесса. Травление ведется в комнатной температуре. Продолжительность операции определяют опытным путем.

Катодный способ травления металла предполагает использование в виде анода свинца либо сплава его с сурьмой. В смеси с растворами кислот соли щелочного металла являются электролитом. В основе данной технологии лежит действие водорода, получаемого на катоде.
Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали.
Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
Гальваническое травление экономичнее в сравнении с химическим. Это касается не только затрат времени, но и количества применяемых химических средств. Кроме того химический состав потрав для такого травления не включает едких кислот, поэтому в ходе его не выделяются газы, негативно действующие на здоровье.

По завершении травления проводят нейтрализацию возможных остатков растворов после очистки на изделиях. Если этого не делать, частицы солей либо кислот могут способствовать началу коррозии металла.
В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают.
Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
Способы обработки металла кислотой
Один из вариантов очистки деталей, заготовок от ржавчины — обработка металла кислотой. Активные вещества быстро справляются с налетом, загрязнениями, не оставляя следов. С помощью реактивов можно вытравливать на металлических поверхностях рисунки, но работать с кислотами нужно аккуратно, поскольку они могут повредить деталь.
 Кислота для обработки металла
Кислота для обработки металла
Сферы применения и назначение метода
Изначально кислоты применялись для очистки металла от ржавчины, загрязнений. Сейчас с помощью химических веществ люди вытравливают на металлических поверхностях сложные рисунки.
Помимо очистки, травления металла, кислоты применяют для изготовления грунтовок, отбеливающих средств, красок для ткани.
Способы обработки
Существует несколько методов химической обработки металлов. Каждый из них подходит для разных случаев. При этом изменяется список требуемого оборудования, реактивов.
Распыление
На рабочие поверхности подается струя раствора под низким давлением. Промышленное распыляющее оборудование может работать как конвейер без остановок. Для получения необходимого качества нужно регулировать скорость подачи раствора.
Погружение
Металлическая заготовка погружается в специальную емкость, которая заполнена раствором для травления. После обработки детали сохнут в нагретой камере.
Обработка паром
На рабочие поверхности воздействуют пары определенной концентрации. Для обработки применяется ручное оборудование, которое может быть стационарным или передвижным. Пар подается через вытянутую трубку, к которой подключен шланг.
Гидроструйная
Для осуществления гидроструйной обработки применяется мощное оборудование подающее жидкость на рабочие поверхности под большим давлением.

Травление
Популярный способ обработки металлов на промышленных предприятиях. Чаще применяется для мелких деталей, заготовок сложной формы, тонколистового металла.

Виды кислот
Для травления металлических поверхностей, очистки металла от ржавчины применяются разные виды кислот. Каждая из них отличается составом, действием. Химические вещества можно разделить на две группы:
- Смываемые — после их применения, поверхности нужно промывать холодной водой. Любой налет, ржавчина будут смыты, но без дополнительной просушки, может появиться коррозия.
- Несмываемые — их не нужно смывать после применения. Наиболее эффективны при удалении ржавчины.
Для очистки металла следует применять соляную и серную кислоту. К раствору добавляется уротропин. Если его нет, металлические поверхности будут повреждены.
Ортофосфорная
Ортофосфорная кислота — порошок, который перед применением нужно развести водой. Применяется в разных сферах промышленности, медицине. Кислотой разбавляются грунтовки для металлических поверхностей. Чистый порошок, разбавленный водой можно использовать для удаления ржавчины.
Ортофосфорная кислота — активнодействующее вещество, которое быстро удаляет любой налет, грязь, ржавчину, но использовать ее нужно с осторожностью. При длительном контакте с металлом она может прожечь дыры или истончить лист.
Серная
Использовать серную кислоту можно только в 5% водном растворе. Она относится к несмываемым веществам. Если применять вещество без добавления ингибитора, поверхности будут повреждены.
Лимонная
Ей ножевые мастера воронят лезвия, но для этого рекомендуется использовать продукт без примесей. Нужно выдавить на тряпку сок лимона и натереть ей клинок.
Фосфорная
Применяется для очистки металлических поверхностей от образования ржавчины. Окалины она практически не растворяет. Остатки кислоты нужно смывать водой.
Соляная
Для удаления ржавчины с металла применяется 20% водный раствор соляной кислоты. Рекомендуется заранее нагреть его до 40°C, чтобы процесс шел быстрее.
Молочная
Молочная кислота плохо подходит для травления и очистки металлических поверхностей от ржавчины. Наоборот, большая концентрация этого вещества приводит к коррозии металла.
Азотная
Концентрированной азотной кислотой можно обрабатывать разные металлы. Не подходят для этого только благородные. Для применения ее нужно смешать с водой в любых соотношениях.
Преимущества и недостатки метода
Преимущества обработки металла:
- Доступность метода, низкая цена. Купить активнодействующее вещество можно в любом хозяйственном или строительном магазине.
- Высокая эффективность. С поверхностей удаляется ржавчина, любой налет, загрязнения.
- Сохранение целостности эмали.
- Минимум физического воздействия.
Недостатки:
- С реактивами нужно работать аккуратно, чтобы не повредить металлические поверхности.
- Активнодействующие вещества могут навредить организму.
- Ортофосфорную кислоту нельзя использовать при работе с акрилом.
Такой способ обработки подходит не для всех видов металлов.
Обработка в домашних условиях
Чтобы очистить металл от ржавчины, не нужно использовать промышленное оборудование. Можно провести работы в домашних условиях. Для этого нужно подготовить инструменты, расходные материалы. Нельзя забывать про соблюдение правил техники безопасности.
Инструменты
Для обработки металла ортофосфорной кислотой нужно подготовить:
- глубокую емкость из нержавеющей стали;
- валик, широкую кисть или распылитель (если нет подходящей посуды для полного погружения металлической детали);
- реактив;
- нашатырный и медицинский спирт, воду;
- пластиковую палочку;
- моющее средство.
Дополнительно может понадобиться щетка по металлу.

Приготовление раствора
Перед началом обработки металлической детали нужно приготовить рабочий раствор:
- В металлическую емкость налить 1 литр воды.
- Добавить 150 мл кислоты.
- Перемешать компоненты пластиковой палочкой.
Также нужно сделать состав для смывки остатков едкого вещества. Способ приготовления:
- Налить в стеклянную банку 500 мл воды.
- Добавить 50 мл медицинского спирта, 450 мл нашатыря.
- Перемешать компоненты.
После подготовки кислотного раствора можно приступать к обработке.
Обработка
Очистка металла от ржавчины:
- Подготовить рабочую поверхность. Счистить грубые загрязнения щеткой по металлу.
- Полиэтиленовой пленкой заклеить части детали, которые не нужно обрабатывать. Так их можно защитить от едкого воздействия реактива.
- Обезжирить рабочую поверхность от жировой пленки моющим составом. Убрать остатки влаги сухой тряпкой.
- Покрыть подготовленную часть заготовки очищающим составом валиком, кистью или распылителем. Оставить на 1 час.
Останется смыть остатки ржавчины, грязи, кислоты с помощью моющего раствора. Важно помнить, что химическим реактивом невозможно счистить толстый слой ржавчины. Для этого нужно использовать болгарку со шлифовальным диском или гриндер.
Если необходимо очистить металлическую поверхность от ржавчины, создать защитный слой от коррозии, самодельный кислотный состав не подойдет. Для этого нужно использовать покупное химическое средство. Перед его применением необходимо ознакомиться с инструкцией на этикетке.
Техника безопасности
Правила техники безопасности:
- Проводить работы нужно в защитной экипировке. Необходимо надевать респиратор, резиновые перчатки, одежду с длинными рукавами, защитные очки.
- Помещение должно хорошо проветриваться.
- С рабочего стола следует убрать воспламеняющиеся вещества, нагревательное оборудование, источники открытого пламени.
- После работы с некоторыми порошковыми реактивами нужно почистить зубы, прополоскать полость рта.
- После использования химических веществ необходимо тщательно вымыть руки.
Если вещество попало на кожу, место нужно промыть обильным количеством холодной воды. При обширных ожогах требуется немедленно обратиться к врачу.
Правила транспортировки и хранения реактивов
Хранить реактивы можно только в специальной посуде:
- сосудах из полимеров;
- стеклянных емкостях;
- банках из нержавеющей стали.
Плавиковую кислоту можно хранить только в пластиковых емкостях.
Необходимо плотно закрывать емкости, чтобы в вещество не попадали инородные предметы. Тара должна быть полностью очищена, высушена от остатков воды. Хранить реактивы нужно в сухом, теплом месте.
Металлы можно обрабатывать разными способами. Использование кислот — популярный метод очистки металла от ржавчины, вытравливания различных рисунков. Важно научиться работать с химическим веществом, чтобы не повредить изделие.
Травление нержавеющей стали | Все методы травления нержавейки
Статья обновлена и дополнена: 08 Августа, 2021
Цели травления нержавеющей стали
Для повышения эксплуатационных и эстетических свойств поверхности нержавеющей стали требуется специальная обработка.
На современных предприятиях чаще всего используется метод травления, который применяется после термической или механической обработки металла.
Процесс осложняется наличием защитной пленки на нержавейке, ведь она образует жесткую окалину, которая плохо взаимодействует с реагентами.
Во время проведения технологических процедур на металле может возникнуть изменение его цвета. От следов побежалости можно избавиться при помощи травления. Для достижения максимального эффекта разработаны разные методы и составы, которые учитывают химический состав нержавеющей стали.
Процесс травления нержавеющей стали применяется на производстве для очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Процедура обеспечивает зачистку нержавейки, за счет чего увеличивается адгезия верхнего слоя. Это позволяет произвести успешное соединение металлической детали с другой поверхностью. После травления на изделие наносится защитное покрытие.
На производственных участках используют следующие методы:
- Электрохимический;
- Химический.
Применяемые нашей компанией методы травления нержавеющей стали описаны в статье «Травление и пассивация нержавеющей стали».
Важно соблюдать все технологии во время обработки нержавейки, так как перетравливание приводит материал в состояние негодности. Процесс травления разделяется на несколько этапов:
- Подготовка поверхности;
- Взаимодействие металла с травителем или электролитом;
- Очищение поверхности от продуктов травления.
Электрохимическое травление нержавеющей стали
Данный метод нашел свое применение в разных отраслях промышленности. Отличительной чертой такого типа травления является применение внешних источников тока. Электрохимическая обработка эффективна при работе с высоколегированными сталями, так как они отличаются высокой степенью устойчивости к химическому воздействию.
Травление нержавейки электролизом осуществляется в несколько этапов:
- Подготовка химического раствора Первый и самый ответственный шаг в процессе обработки нержавеющей стали. Для травления используется водный раствор необходимой кислоты.
- Подготовка лака Этот этап гораздо сложнее первого. Лак необходим для защиты отдельных участков поверхности нержавейки от негативного воздействия агрессивной среды. В основном, используется скипидар, гудрон, канифоль. В этой смеси в качестве растворителя выступает скипидар. С веществами следует обращаться осторожно, так как они относятся к классу огнеопасных. Они легко возгораются от перегрева и открытых источников огня. На крупных предприятиях используют готовые составы, которые могут применяться и в бытовых условиях.
- Подготовка поверхности нержавеющей стали Перед покрытием металла слоем защитного лака необходимо тщательно очистить и обезжирить поверхность. Рекомендуется проводить работу по чистке максимально аккуратно, так как даже мельчайшее пятно в виде отпечатка пальца может негативно отразиться на покрытии изделия.
- Травление нержавейки В процессе травления нержавейки к изготавливаемой детали подключается положительный электрод, изделие, соответственно, выступает в роли анода. В качестве катода может можно использовать сталь. Нержавейку погружают в раствор кислоты, после чего подключают источник напряжения.
Вся процедура занимает несколько минут, в течение которых необходимо следить за внешним состоянием изделия. При работе с кислотами должны соблюдаться все правила техники безопасности с химическими веществами. В конце процесса травления отключается электричество, деталь вынимают из раствора для травления металла и отсоединяют от приборов, после чего ее промывают при помощи реактивов.
- Очистка детали от лака На этом этапе предусмотрено использование специальных растворителей, которые позволят снять лак без повреждения поверхности.
Химическое травление нержавеющей стали
Метод химического травления нержавейки отличается от электрохимического отсутствием напряжения. Для процедуры используются специальные средства для травления, в зависимости от которых и выделяется разновидность технологии:
- Травление кислотами;
- Щелочное травление;
- Очистка травильными пастами;
- Травление методом погружения.
Травление кислотами
Наилучший вариант травления для использования на крупных предприятиях. Этот способ позволяет добиться максимально эффективного результата в ходе обработки детали. Весь процесс можно разделить на несколько шагов:
- Обезжиривание верхнего слоя;
- Зачистка заусенцев и ожогов;
- Травление детали в сернокислотных ваннах;
- Промывка изделия в воде;
- Погружение детали в азотнокислотный раствор;
- Повторное ополаскивание проточной водой.
Данный метод считается стандартным, но может использоваться и другой:
- Обезжиривание поверхности;
- Промывание детали в проточной воде;
- Сушка изделия;
- Помещение нержавейки в ванну с ортофосфорной кислотой на 1 час;
- Промывание детали в проточной воде.
В нашей компании при травлении нержавеющей стали кислотами используется средство собственного производства — травильный гель/спрей SteelGuard InoxClean Spray.
Гель для травления нержавейки рекомендуется для применения на больших поверхностях, которые невозможно обработать методом погружения.
Гелеобразное средство способно восстанавливать поверхность нержавейки, которая могла деформироваться в процессе металлообработки.
Щелочное травление
Осуществление процесса происходит за счет применения расплава каустической соды. Повышение температуры и резкое охлаждение способствует разрушению оксидной защитной пленки на нержавейке, тем самым улучшая качество обрабатываемого изделия.
Существует несколько методов щелочного травления:
- Выдержка изделия в соде Готовый раствор с 20-40% содержанием нитрата разогревают до 460-500 градусов Цельсия. Травление детали в щелочной среде длится 15 минут. Обратите внимание, что некоторые марки сталей нельзя подвергать нагреванию выше 450 градусов. По истечении требуемого времени изделия промывают в большом количестве жидкости и опускают на 5 минут в сернокислотную ванну либо на 10 минут в азотнокислотную.
- Способ травления щелочью с применением электрического тока Данный метод позволяет получить по итогу обезжиренную поверхность изделия, характеризующейся чистотой и однородностью. При таком способе в качестве щелочи используется сода, иногда добавляют хлористый кальций. Технология эффективна для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидритами натрия Технология отличается повышенной себестоимостью, но имеет весомое преимущество перед другими методами. Во время процедуры травильный раствор не взаимодействует с металлом, тем самым его потери сводятся к минимуму. Низкая температура процесса позволяет снизить расходы на теплоносители.
Каждый из этих способов требует выполнения ряда правил, среди которых предварительная обработка поверхности, обезжиривание, удаление оксидной пленки.
Материалы для травильных ванн
Травильные ванны должны быть изготовлены в соответствии с требованиями безопасности и эксплуатации кислотных и щелочных растворов.
Для использования рекомендуются следующие виды емкостей:
- Покрытые керамикой / покрытого стеклом кирпича;
- Из дерева или бетона, покрытого свинцом;
- Могут применяться все производные вещества от резины;
- Для кислотных ванн подходят определенные марки нержавейки
Содержание в растворах азотистой или соляной кислоты разрешает применять практически все эти материалы, за исключением покрытий из свинца или керамики с высоким содержанием кремния.
Взаимодействие с этими веществами может негативно сказаться на состоянии металла. В щелочных ваннах можно использовать емкости из стали, с условием отслеживания протекания и интенсивности процесса травления.
Определенные марки стали применяются для кислотных ванн, например 8Х18Н8М или 10Х20Н25М4.
В нашей компании травление нержавеющей стали методом погружения осуществляется при помощи средства для травления нержавейки собственного производства – SteelGuard InoxClean.
Жидкость для травления восстанавливает поверхностный слой металла, который был подвержен обработке. Специальный раствор удаляет следы побежалости на сварном шве, сохраняет эксплуатационные свойства нержавейки.
Использование средства согласно инструкции по применению подходит для проведения травления небольших изделий и поверхностей.
Травление готовыми травильными пастами
На современном рынке представлен широкий выбор готовых паст для травления нержавеющей стали. Основными задачами таких средств является очистка сварного шва и изменение окрашенных поверхностей в результате перепадов высоких температур.
Использование травильной пасты позволяет провести процедуру в промышленных и бытовых условиях. Эффективность средства проявляется при 80 градусах по Цельсию. Нержавейка легко поддается обработке густой пастой.
Как и с другими способами травления, перед процедурой необходимо очистить поверхность от ржавчины и других дефектов.
Процесс травления пастой состоит из нескольких этапов:
- Обработка верхнего слоя поверхности;
- Накладывание травящей пасты на деталь толстым слоем (несколько сантиметров);
- Выдержка пасты для нержавейки в течение 1,5 часов;
- Промывка изделия проточной водой.
Обработка пастой подходит для травления нержавейки после сварки. После правильно проведенной процедуры у стали повышаются антикоррозийные свойства.
Травление сварных швов нержавеющей стали
В процессе сварочных работ на месте соединения металла образуется пористый оксидный слой, в состав которого в большей степени входит хром. Этот слой ослабляет уровень стойкости нержавейки к образованию ржавчины.
Повысить антикоррозийные свойства можно при травлении сварных швов нержавеющей стали. Именно этот метод является эффективным в процессе обработки металла. При правильном проведении процедуры можно устранить вредный оксидный слой.
Выбор технологии травления зависит от размера поверхности обрабатываемой детали и ее технических характеристик.
Для проведения процедуры травления, помимо паст для сварных швов нержавейки, подходит современное оборудование – аппараты для очистки сварных швов SteelGuard 425 и SteelGuard 685. Установки позволяют качественно обработать сварные швы нержавеющей стали. Аппараты оснащены необходимыми инструментами для проведения очистки сварного шва, травления и пассивации сварочных соединений.

Использование аппарата SteelGuard обладает рядом преимуществ:
- Аппарат не вредит обрабатываемой поверхности;
- Он экологичен и безопасен в применении;
- Восстанавливает защитный слой нержавеющей стали.
Применение аппаратов для пассивации и травления швов нержавейки SteelGuard 685 и SteelGuard 425 позволит произвести заключительную обработку изделий из нержавеющей стали максимально качественно и быстро.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Травление металла
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Что такое травление
Это технология удаления верхнего слоя с поверхности металлической детали. Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
С помощью травления зачищают деталь и увеличивают адгезию поверхности. Это делают для последующего соединения металлической поверхности с другой заготовкой, перед нанесением краски, эмали, гальванического покрытия и других защитных покрытий.
Метод позволяет не только быстро очистить деталь, но и создать на металлической поверхности нужный рисунок. Этим методом вырезают на металлической поверхности тончайшие каналы и сложные изображения.
Можно выполнять очистку габаритных деталей или проката.
Глубина обработки регулируется с точностью до несколько микрон, что позволяет изготавливать сложные детали с небольшими пазами и другими сложными элементами.
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике.
Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
- При изготовлении металлических надписей и рисунков.
Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Травители
Травление углеродистых сталей осуществляется в 8-20% растворе серной или 10-20% соляной кислоты. С обязательным добавлением ингибиторов коррозии (КС, ЧМ, УНИКОЛ) для устранения хрупкости материала и уменьшения возможности перетравливания.
Изделия из нержавеющей или жаропрочной стали обрабатываются с применением раствора, состоящего из: 12% соляной, 12% серной, 1% азотной кислоты. Если требуется, обработку делают в несколько ступеней. Первая – в 20% соляной кислоте разрыхляется окалина. Второй этап – это погружение в 20-40% раствор азотной кислоты для полного удаления поверхностных загрязнений.
Толстый слой окалины, который образуется на нержавеющей стали, при её производстве удаляют 75-85% расплавом едкого натра с 20-25% азотнокислого натрия. После чего в 15-20% азотной кислоте производится полное удаление окислов.
Обработку алюминия и сплавов на его основе используют снятия тугоплавкой оксидной плёнки с поверхности заготовки. Для этого применяются щелочные или кислотные растворы. Обычно используют 10-20 % щёлочь, при температуре 50-80 ºС, процедура травления занимает менее 2 минут. Добавка в щелочь хлористого и фтористого натрия делает этот процесс более равномерным.
Очистка титана и его сплавов, проводимая после термической обработки, выполняется в несколько этапов. На первой стадии в концентрированном едком натре разрыхляют окалину.
Затем удаляют окалину в растворе из серной, азотной или фтористоводородной кислоты.
Для удаления оставшегося травильного шлама используют соляную или азотную кислоту с добавкой небольшого количества фтористоводородной кислоты.
При обработке меди и ее сплавов используют травители из перекиси водорода, хромовой кислоты и следующих солей:
- хлорида меди;
- хлорида железа;
- персульфата аммония.
Этот информационный материал подробно описывает применяемый на металлургических предприятиях процесс травления. Способ позволяет быстро очищать поверхность металла от окислов, окалины, ржавчины и других загрязнений. Благодаря травлению можно наносить на металл различные рисунки, создавать сложные микросхемы и делать микроскопические каналы нужной формы.





