- Способы рубки металла
- Применяемое оборудование и инструменты
- Ручной метод рубки металла
- Рубка металла гильотиной
- Возможные дефекты
- Рубка металла – просто и понятно обо всех нюансах процесса
- Слесарная рубка металла :
- Суть раскройки металла
- Какие инструменты применяются для ручной рубки
- Крейцмейсель, молотки
- Варианты рубки материала
- Рубка в промышленных масштабах
- Рубка металла гильотиной
- Как происходит раскрой металла на гильотине
- Оборудование для рубки металла
- Инструменты для рубки металла
- Разновидности гильотин
- Технологические особенности оборудования и инструментов для рубки металла
- Основные предназначения
- Плазменная резка
- Гибка металла
- Покупка оборудования и дальнейшее его обслуживание
- Итоги
- 3.3 Рубка металлов
- 3.4 Резка металлов
- Инструмент, оборудование и приспособления, применяемых при ремонте
- Инструменты для рубки
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.

В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
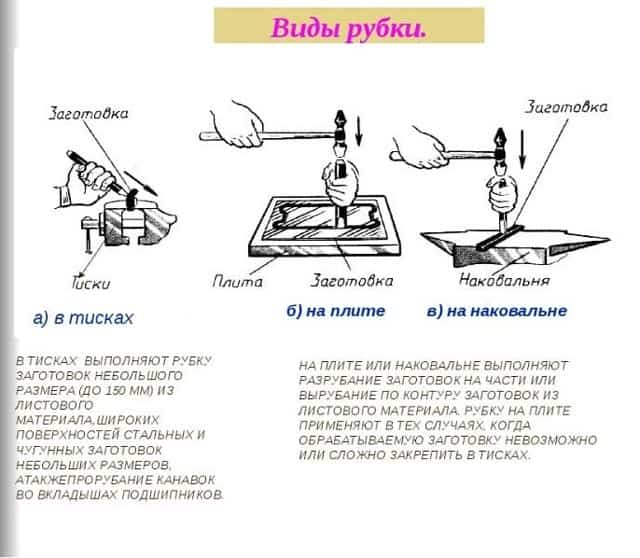
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
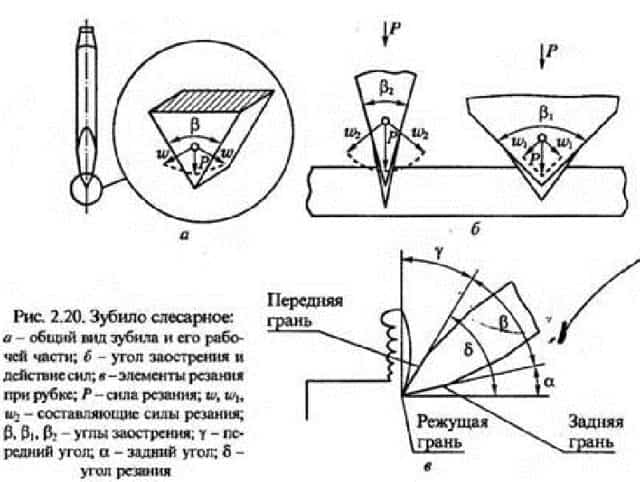
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой.
Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле.
Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты.
К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат.
С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

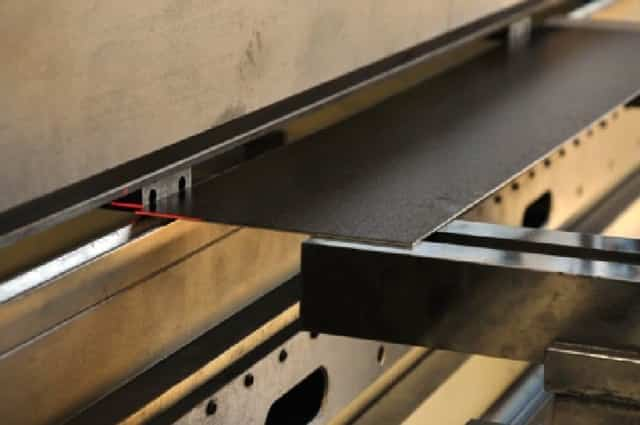
Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы.
В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении.
На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
- Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.
- Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
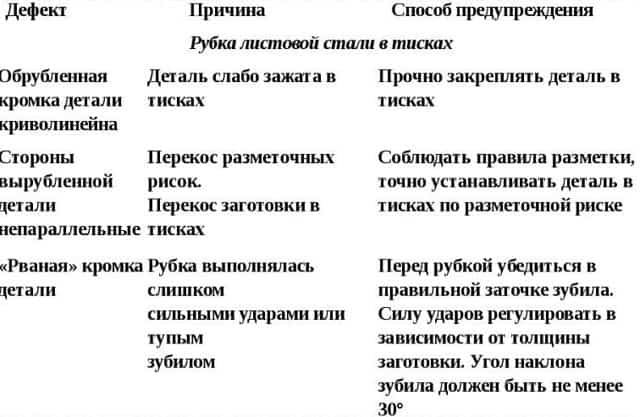
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Источник: https://stankiexpert.ru/tehnologii/slesarnaya-rubka-metalla.html
Рубка металла – просто и понятно обо всех нюансах процесса
Рубка металла обычно выполняется при помощи кувалды, крейцмейселя, слесарного молотка, кузнечного и слесарного зубила на плите, в обычных тисках либо на наковальне. Также возможна рубка листа из стали или цветмета гильотиной.
Зубило – это стержень из твердой стали с режущей кромкой, выполненной в виде клина. Если производится рубка и резка металла, который причисляют к цветному, угол заострение зубила составляет от 35 до 45 градусов. А вот при обработке листов из стали указанный угол выбирают равным 60 градусов.
Под крейцмейселем понимают узкое зубило, которое используется для получения узких пазов и канавок. Рабочие части узкого и обычного зубила необходимо обязательно закалить на длину порядка 3 сантиметров. Также требуется закалка металла на головке инструмента (примерно на 1,5–2,5 сантиметра) для того, чтобы она растрескивалась и не раскрашивалась тогда, когда по зубилу ударяют молотком.
Рекомендуем ознакомиться
Слесарное дело чаще всего предполагает применение зубил с лезвиями 2 и 2,5 сантиметра (ширина рабочего инструмента) общей длиной 20 и 17,5 сантиметров. Крейцмейсели имеют меньшую ширину лезвия (не более 10 см) и длину до 17,5 см. Заметим, что головки зубил (обычного и узкого), как правило, придается конусообразная форма, которая:
- снижает опасность формирования на головке шляпки в виде гриба;
- облегчает процесс правильного нанесения удара молотком по инструменту.
Очень важно следить за тем, чтобы зубила не имели каких-либо серьезных дефектов на своей поверхности (например, плен или глубоких трещин). Техника безопасности категорически запрещает использовать такой инструмент для выполнения любых вариантов обработки металла (гибка, рубка, резка).
Зубила следует периодически затачивать для того, чтобы они не теряли своей режущей способности.
Заточка осуществляется абразивными кругами специальных заточных станков. При выполнении такого процесса производят охлаждение лезвия зубила (используется обычная вода).
Если не охлаждать инструмент, будет наблюдаться чрезмерный нагрев его рабочей части, что в большинстве случаев приводит к отпуску, который просто-напросто испортит зубило.
Работать им после неудачной закалки запрещает техника безопасности.
Рубка металла (а также его гибка) производится слесарными молотками стандартного веса (от 400 до 800 грамм).
Их овальные по форме ручки изготавливают из древесины с высокими показателями вязкости и твердости (рябина, клен, береза, дуб).
Длина ручек варьируется в пределах 35–45 сантиметров, на них не должно присутствовать трещин и сучков, которые могут повредить руки человека, производящего обработку (гибка, резка, рубка) металлических изделий.
Отдельно скажем о том, что торцы ручек молотков для рубки обязательно фиксируют нетолстыми (1–3 миллиметра) клиньями из стали либо дерева. Клинья из металла после установки заершивают, а из древесины – крепят специальным клеем.
В зависимости от того, как в процессе выполнения операции располагают по отношению к изделию рабочий инструмент, различают два варианта рубки. Она может быть:
- вертикальной;
- горизонтальной.
Вертикальный процесс выполняется на наковальне либо на плите. При такой рубке изделия, требующие обработки, укладываются горизонтально на рабочей поверхности, а зубило ставится по отношению к ним вертикально.
Горизонтальная рубка осуществляется в тисках. В данном случае грань (задняя) рабочего инструмента монтируется к губкам тисков (к их плоскости) под очень маленьким углом (практически полностью горизонтально).
Рубка листового металла чаще производится на плите (на наковальне). Инструмент при этом ставится на риску (специальная разметка, наносимая на заготовку), затем осуществляют один удар молотком.
После этого лезвие монтируется таким образом, чтобы его половина разместилась в лунке, которую удалось сделать.
Рубка листа по такой схеме, во-первых, упрощает процесс установки зубила в нужное положение, а во-вторых, гарантирует разрез непрерывного характера.
В тех случаях, когда ведется рубка листового металла толщиной свыше двух миллиметров, разметка изделия выполняется с обеих его сторон.
При этом заготовка обрабатывается сначала с одной стороны, потом ее переворачивают на другую сторону и перерубают полностью.
При толщине листа менее двух миллиметров рекомендуется подкладывать с его обратной стороны кусок стали мягких марок. Это не позволит рабочему инструменту затупиться при ударе о наковальню.
Еще один момент, который следует учитывать при обработке сложных по конфигурации листовых изделий, заключается в том, что на них требуется прорубать небольшую канавку малой глубины.
Указанную канавку делают от разметки на дистанции порядка 1–2 миллиметров. После этого можно рубать металл по канавке в полную силу до тех пор, пока вырубаемый контур не проявит себя на обратной стороне изделия.
А затем нужно будет завершить операцию, перевернув заготовку.
Гибка и рубка листа может производиться и в тисках. В данном случае изделие фиксируют так, чтобы по отношению к губкам риска разметки располагалась на несколько миллиметров ниже.
Рубка металла в тисках при таких условиях позволяет оставить на изделии небольшой припуск, который используется для финишной обработки кромок листа (их опиливания).
К кромкам губок тисков режущий инструмент наклоняют под углом 45–60 градусов, к плоскости резания – под углом не более 40 градусов.
На многих крупных предприятиях используются электрические и пневматические молоты, которые существенно облегчают процесс обработки металла.
Листовые заготовки нередко вырубаются гильотиной, на специальных штампах и на прессах. Для обработки сталей повышенной прочности могут использовать технологию плазменной или лазерной резки.
Кроме того, часто применяется станок для рубки арматуры (по сути, речь идет о том, что металл рубится гильотиной).
Промышленная рубка и гибка металлических листов и изделий за счет упомянутых агрегатов значительно упрощает выполнение операции металлообработки, а также снижает себестоимость работ. Гильотиной или прессом имеет смысл пользоваться тогда, когда выпускаются изделия из металлов каких-либо нестандартных форм. Станки для рубки незаменимы при изготовлении закладных деталей и стальных полос.
Обработка гильотиной подразумевает применение ножей и ножниц для раскроя металла. Эти инструменты не мнут кромки заготовок, их срез получается очень точным и по-настоящему аккуратным, чего редко удается добиться при использовании молотка и зубила. Также рубка гильотиной обеспечивает отсутствие на металле:
- отклонений серповидного вида;
- заусениц;
- неравномерных скосов;
- мелких зазубрин.
Причем озвученные изъяны на материале не появляются даже тогда, обрабатываются заготовки с малой толщиной.
Промышленные прессы (оснащенные электрическим двигателем, винтовые для работы вручную) обычно применятся для рубки канализационных труб, изготовленных из чугуна.
Такие механизмы функционируют достаточно просто.
Слесарь монтирует катки и ножи пресса под сечение обрабатываемых труб, затем укладывает на катки трубные изделия, добиваясь совпадения лезвия нижнего режущего инструмента с намеченной линией переруба.
После этого запускается двигатель, если речь идет о станке с электроприводом, либо опускает вручную верхний нож на трубу. При сжатии ножей (снизу и сверху) на заготовке образуется надрез (он располагается по бокам трубы). Затем происходит расклинивание изделия и его раскол. Конструкция прессов такова, что обслуживать подобные механизмы может один специалист.
Источник: http://tutmet.ru/rubka-lista-metalla-armatury-gilotinoj-stanok.html
Слесарная рубка металла :
Одним из важных этапов при производстве заготовок и обработке стального проката является рубка металла. Сплав – это материал, который обладает высокой твердостью, поэтому для того, чтобы его разрезать, необходимо специальное оборудование.

Суть раскройки металла
Технология рубки заключается в отсечении лишних частей металла с помощью специальных инструментов. Применяется в случаях, когда обработка не требует высокой точности. Чаще всего рубка листового металла необходима для отделения окалины, неточностей, что возникли при производстве.
Также технология используется для удаления заусенцев, деления на части исходного материала. Рубка – это слесарная операция, которая производится как вручную, так и на специальных приспособлениях. В первом случае используются зубила, молотки, крейцмейсель.
Следует отметить, что слесарная рубка металла – довольно тяжелый процесс, поэтому его автоматизация значительно упрощает раскрой.
Какие инструменты применяются для ручной рубки
Раскрой металла производится с помощью зубил. Изготавливаются они из инструментальной стали (У7, У8). Кромка такого инструмента являет собой клинок большой твердости (не меньше 53 HRC).
В зависимости от того, какая твердость обрабатываемого металла, зубило может быть заострено под углом 60° (для стали), 70° (бронзы, чугуна), 35-45° (для цветных металлов).
Менее острый угол при обработке твердых материалов необходим для того, чтобы конец зубила сохранял свою стойкость и не ломался. Головка инструмента, как правило, имеет меньшую твердость (чтобы не разрушилась при ударе молотка).
Она постепенно изнашивается, деформируется, поэтому нуждается в оправке. Ни в коем случае не разрешается работать с поврежденными зубилами, поскольку молоток может соскользнуть и привести к травматизации работника.

Крейцмейсель, молотки
Инструменты для рубки металла включают и такое приспособление, как крейцмейсель. Это так называемое канавочное зубило. Предназначено для проделывания специальных канавок, пазов, других отверстий. Его рабочая поверхность имеет более узкую ширину лезвия. Фигурные канавки проделывают подобным приспособлением – канавочником.
В качестве ударного инструмента используются молотки. Они бывают как с круглым боком, так и с квадратным, вес составляет 400-800 грамм. Именно молотком наносятся удары по зубилу (крейцмейселю).
Для того чтобы его рабочая поверхность была надежно зафиксирована и не соскальзывала с рукоятки, часто применяют специальные металлические или деревянные клинья, которые в нее и вбивают. Различают такие способы нанесения ударов: кистевой, локтевой, плечевой.
Кистевой удар применяется для отделения тонкой стружки, снятия мелких неровностей. Прорубание пазов, канавок требует локтевого удара. Полный замах (плечевой удар) имеет максимальную силу. Он необходим при обработке толстого металла.

Варианты рубки материала
В зависимости от места расположения инструмента и детали, выделяют вертикальную и горизонтальную рубку. Первая выполняется на плите, наковальне. Деталь укладывается на рабочую поверхность горизонтально, а инструмент держится вертикально.
После нанесения удара лезвие переносится так, чтобы его часть (примерно половина) была в новообразовавшейся лунке. Это необходимо для того, чтобы рубка металла была непрерывной. Если толщина листа более 2 мм, необходимо наносить разметки с обеих сторон.
Сначала деталь обрабатывают с одной стороны, затем переворачивают. При небольшой толщине материала рекомендуется подкладывать под заготовку лист мягкой стали. Это не даст зубилу затупиться об наковальню. Горизонтальная рубка (гибка) металла происходит в тисках.
При этом рабочий инструмент монтируется под очень маленьким углом к обрабатываемой поверхности (практически горизонтально).

Рубка в промышленных масштабах
На предприятиях осуществляется раскрой металла следующими способами: резка с помощью ленточной пилы, лазерная, газовая, абразивная резка (смесью воды и абразивного материала). Лазерная рубка металла базируется на использовании тепла лазера, за счет которого прогревается до температуры плавления линия отреза.
В то же время, основной материал не нагревается и сохраняет свои свойства. Данный вид обработки является высокоэффективным, заготовка после проведения раскроя не требует какой-либо дополнительной обработки. Однако такой метод отличается большой стоимостью оборудования. Также существуют и требования к толщине материала – она не должна превышать 20 мм.
Гидроабразивная резка позволяет исключить сильное термическое воздействие на материал, кромки не оплавляются, а точность и качество реза имеют высокие показатели. Газовая обработка базируется на направлении на деталь струи кислорода, которая и прожигает металл. Разновидность данного способа – флюсокислородная технология.
Широко применяется способ раскроя металла и с помощью гильотины.

Рубка металла гильотиной
Очень популярным способом раскроя сплавов является применение гильотины. Они бывают ручные, электромеханические, гидравлические, пневматические. При выборе гильотины учитывают серийность производства, толщину металла, который необходимо разрезать. Для тонких листов (около 1 мм) хорошо подходит ручное оборудование.
Гидравлический привод имеет большую мощность, все операции производятся на большой скорости. Такие станки не имеют большой вибрации, их обслуживание не сложное, а точность раскроя высокая. С помощью электромеханического привода выполняется рубка металла толщиной до 8 мм.
Данные аппараты мощные, безопасные, имеют много дополнительных возможностей.

Как происходит раскрой металла на гильотине
Станок оснащен двумя ножами, один из которых неподвижный, а второй может совершать круговые движения. Металл подается рольгангом в место резки. Нож опускается в отмеченное место, и заготовка рубится на необходимые элементы. Управление ножом совершается через специальную кнопку.
Режущий инструмент создает большое давление, поэтому заусенцы отсутствуют, края остаются ровными. Такая рубка металла имеет много преимуществ. Во-первых, стоимость процесса невысокая, остатков и отходов практически нет. Во-вторых, качество изделий, которое получается, достаточно высокое.
Их можно сразу подвергать дальнейшей технологической обработке – покраске, сверлению и т. п. Однако сложные конфигурации деталей на таком оборудовании изготовить нельзя. Все современные модели гильотин оснащаются большим количеством электроники.
Это позволяет совершать раскрой металлических заготовок практически в полностью автоматическом режиме.
Источник: https://www.syl.ru/article/214745/new_slesarnaya-rubka-metalla
Оборудование для рубки металла
Рубкой металла называется процесс механического удаления с детали части металлического покрытия или разделение заготовки на несколько частей при помощи специального инструмента.
Такая обработка применяется в тех случаях, когда другие методики воздействия невозможны или нерациональны. Гибка и рубка металла подразумевают проведение механического воздействия без предварительного подогрева заготовок.
Это требует больших усилий, так как холодные детали хуже поддаются обработке.
Процесс рубки металла может протекать в ручном либо автоматическом режимах. Первый метод используется в основном на мелкосерийном производстве, где рабочему за смену необходимо обработать небольшое количество деталей и механизация производства будет нерентабельной. Для изготовления крупных партий продукции понадобится специальная гильотина для рубки металла.
Инструменты для рубки металла
Приемы рубки металла зависят от используемых инструментов и поставленных задач. Снятие верхнего слоя производится при помощи зубила и молотка. При этом марка стали зубила должна быть в несколько раз тверже обрабатываемой детали.
Также при помощи этих инструментов можно проделывать канавки на металлических заготовках. Ножницы для рубки металла используются, когда необходимо порезать на части тонкий лист.
Они также изготавливаются из твердых марок стали и проходят специальную заточку.

Для тонкой обработки, когда необходимо вырезать из листа деталь необычной формы, используют ножи для рубки металла. Они позволяют без проблем получать разнообразные узоры, которые служат в качестве украшений. Ножи бывают разных размеров: от огромных до совсем миниатюрных.
Это позволяет обрабатывать детали любой сложности. Другие инструменты, применяемые при рубке металла: наковальня или плита, которая служит подставкой для работы, тиски, в которых можно зажимать заготовку, крейцмейсель, который является разновидностью зубила и служит для прорубки пазов и углублений.
Набор инструментов достаточно невелик и доступен любому желающему.
Различные манипуляции с металлом подразумевают постоянные большие нагрузки, поэтому комплектующие для работы должны иметь высокий запас прочности. Инструмент для рубки металла необходимо приобретать у проверенных поставщиков, чтобы он прослужил как можно дольше и не подвел владельца в самый ответственный момент.
Процесс ручной обработки деталей связан высоким уровнем риска для здоровья человека. Поэтому необходимо тщательно соблюдать технику безопасности при рубке металла. Весь рабочий персонал должен быть одет в спецодежду, руки должны быть защищены рукавицами, а глаза — очками или маской. Это позволит снизить до минимума риск возникновения несчастного случая или производственной травмы.
Соблюдение установленных правил — основа трудового долголетия.

Рубка листового металла производится в основном с применением специального оборудования.
Это позволяет значительно повысить производительность труда, сделать обработку более качественной и повысить условия безопасности рабочего персонала.
Станок для рубки металла обойдется в сумму от нескольких десятков до нескольких сотен тысяч рублей. Все будет зависеть от фирмы-производителя и функциональной оснащенности.
Разновидности гильотин
Самый распространенный метод — рубка листового металла гильотиной. Такой подход позволяет получать отличные результаты при небольших затратах. В его основе лежит использование специального оборудования, которое имеет очень острый нож, позволяющий ровно нарезать листы металла установленной толщины.
Гильотина для резки металлов бывает нескольких видов, которые отличаются способом воздействия на обрабатываемую заготовку. Каждый тип одинаково эффективно справляется с выполнением своих прямых обязанностей, так что при выборе в первую очередь следует обращать внимание на удобство работы с оборудованием.
Ручная гильотина для рубки металла представляет собой небольшое устройство, которое предназначено для выполнения локальной резки.
Оно имеет небольшие габариты и способно нарезать металлические листы толщиной до 0,3 миллиметров. Резак приводится в действие при помощи ручного усилия человека.
Такая работа требует больших затрат энергии, поэтому производительность труда будет на невысоком уровне.

Механическая гильотина для рубки металла с ножным приводом имеет внушительные габариты и предназначено для работы с крупными заготовками. Устройство оснащено собственной станиной, на которую кладут обрабатываемый лист.
В действие механизм приводится при помощи ножных мышц человека. За счет того, что ноги сильнее, чем руки, максимально допустимая толщина металлического листа увеличивается до 0,7 миллиметров.
Производительность труда также будет выше на несколько процентов.

Гидравлическая гильотина для рубки металла работает в автономном режиме и не требует вмешательства человека. Оборудование оснащается многофункциональным блоком управления, который позволяет задать большое количество параметров.
Очень важно, что можно самостоятельно выбирать угол среза в установленных пределах. Блок управления позволяет запоминать настройки и при следующей эксплуатации не устанавливать их заново, а просто выбрать из созданного списка необходимые параметры.
Максимально допустимая для резки толщина металла зависит от мощности устройства.
Источник: https://promplace.ru/oborudovanie-dlya-obrabotki-metalla-staty/rubka-metalla-1472.htm
Технологические особенности оборудования и инструментов для рубки металла
Рубка металла, инструменты и технологические особенности которой мы рассмотрим в этой статье – достаточно трудоемкий процесс, который требует выполнения не только соблюдения техники безопасности, но и особого контроля со стороны человека.
На сегодняшний день существует огромное количество различных инструментов для рубки металла, а также иных вспомогательных средств для его нарезки. В данном случае нам предстоит подробно ознакомиться с процедурой рубки металла и рассмотреть при помощи, каких инструментов она выполняется.
Основные предназначения
В основном такая процедура, как рубка металла на гильотине или ином станке и приспособлении применяется в следующих случаях:
- Срубание или удаление излишних слоев металла с поверхности заготовочных деталей.
- Выравнивание поверхностей, что имеют неровную форму.
- Процедура удаления твердой корки и окалины.
- Обрубание заусенцев и иных неровностей на кованных и литых деталях.
- Обрубание излишнего материала, его концов, краев и отдельных листов.
- Рубка металла гильотиной на части (для листового и сортового материала).
- Проделывание отверстий, намеченных определенным контуром.
- Прирубание кромок встык под сварку.
- Обрубание головок заклепок, впоследствии – их удаления.
- Вырубание смазочных каналов и шпоночных пазов.
В данном случае наиболее популярный станок – это гильотина, которая посредством высокого давления резким движением разрубает материал. Рубка листового металла гильотиной также возможна, однако здесь требуется более высокое давление в сравнении с небольшими деталями и заготовками.
Как уже было указано выше, для рубки металла в основном используют гильотины, однако плазменную резку никто еще не отменял. В данном случае рассмотрим плюсы и минусы каждого из вариантов в отдельности.
Гильотины стоят не так дорого и имеют массу преимуществ, а именно:
- Быстрая нарезка металлических деталей и удаление излишков с заготовок.
- Гильотины просты в работе, а также не несут какой-либо опасности для человека при правильном использовании.
- В настоящее время существуют механизмы, которые позволяют не только рубить, но также гнуть металл, придавая ему различную форму.
- Гибка листового металла возможна даже при использовании компактной гильотины.
- Достаточно легко выполнить ремонт станка самостоятельно в силу того, что здесь отсутствуют сложные механизмы.
- Гильотины хорошо подходят для вырубки небольших отверстий и каналов.

Однако имеются у этих станков и недостатки, а именно:
- Они обладают большой массой, что в некоторых случаях усложняет их использование.
- Давление, создаваемое при рубке металла, выполняется за счет воздуха, из-за чего требуется постоянное подключение к компрессору.
- Цена хорошей гильотины достаточно высокая, однако это гарантирует долгий срок ее службы и качество обработки металла, гибка которого была на ней произведена.
- Подобный гибочный станок хоть и прост в ремонте и обслуживании, однако требует подбора специальных деталей.
На фоне огромного числа преимуществ гильотин, небольшой список их недостатков выглядит незначительным.
Плазменная резка
Такой вспомогательный способ нарезки металла отличается следующими качествами:
- быстро, ровно и качественно разрезает металл любой толщины;
- имеет компактные габариты;
- удобство в применении.
На фоне небольшого списка преимуществ, у плазменной резки имеется масса недостатков, а именно:
- Небезопасна при работе.
- Требует постоянного подключения к баллонам с кислородом;
- При использовании необходимо внимательно следить за температурой, иначе есть риск подорваться.
- Работа с плазменной резкой требует использования защитного шлема или линз, так как от высокой температуры и яркой искры человек может ослепнуть.
- С ее помощью можно только резать металл, гнуть или делать в нем каналы невозможно.
Плазменная резка имеет еще огромное множество недостатков, однако она ценится за быстроту. С ее помощью можно нарезать листовой металл под размер в считаные минуты.
Гибка металла
Гибка – это процесс, при котором металл под высоким давлением кривошипного пресса принимает изогнутую форму. В данном случае предусмотрено использование гильотинного оборудования, которое помимо рубки способно также гнуть металл под высоким давлением.
Таким образом, ярким примером гибочных гильотин и их работы, является изготовление прямоугольных вентиляционных систем, а также множества других деталей, которые впоследствии соединяются при помощи клепок, образуя единую воздушно-вентиляционную систему.
Важно. Оборудование для резки, рубки и гибки металла, требует соответствующего обслуживания и ремонта. Именно поэтому после покупки, рекомендуется подобрать мастерскую, которая оказывает соответствующие услуги.
Покупка оборудования и дальнейшее его обслуживание
Услуги по покупке оборудования для резки и обработки металлопроката предоставляют крупные машиностроительные заводы, где производятся станки с гильотинными и иными функциями. Их можно найти в интернете на официальных ресурсах производителей в Москве, Новосибирске, Челябинске и многих других городах России.
Обслуживанием станков занимаются как сами производители, так и сторонние компании, чья деятельность направлена на обслуживание и ремонт крупного оборудования металлопроката. Найти такие сервисы вы также можете в интернете либо запросив рекомендации у производителя оборудования.
- Видео: рубка металла гильотиной.
Итоги
В современной жизни металлообработка претерпела ряд инновационных изменений, появились автоматизированные гильотины и иные станки, которые при правильно заданной программе способны изготовить заготовку без изъянов.
Впоследствии эта деталь не нуждается в дополнительной обработке и ее сразу можно отправлять покупателю. Конечно, ряд отдельных случаев требует непосредственного человеческого контроля и вмешательства, однако основную работу выполняет оборудование при помощи заданной программы.
Металлообработка будет востребована всегда, в силу того, что этот материал используется повсеместно. Именно поэтому гильотины и другое оборудование изготавливаются с расчетом на то, что оно будет служить не одно десятилетие. Но это возможно лишь при условии регулярного ремонта и обслуживания станков.
Источник: https://metmastanki.ru/rubka-metalla-instrumenty-tehnologicheskie-osobennosti
3.3 Рубка металлов
Рубкойназывается
операция, при которой с помощью зубила
и слесарного молотка с заготовки удаляют
слои металла или разрубают заготовку.
Физической
основой рубки является действие клина,
форму которого имеет рабочая (режущая)
часть зубила. Рубка применяется в
тех случаях, когда станочная обработка
заготовок трудно выполнима или
нерациональна.
С
помощью рубки производится удаление
(срубание) с заготовки неровностей
металла, снятие твердой корки, окалины,
острых кромок детали, вырубание пазов и канавок, разрубание листового
металла на части.
Рубка
производится, как правило, в тисках.
Разрубание листового материала на части
может выполняться на плите.
Основным
рабочим (режущим) инструментом при рубке
является зубило, а ударным — молоток.
Слесарное
зубило(рисунок
 изготавливается из инструментальной
изготавливается из инструментальной
углеродистой стали У7А или У8А. Оно
состоит из трех частей: ударной, средней
и рабочей. Ударная часть 1
выполняется
суживающейся кверху, а вершина ее (боек)
— закругленной; за среднюю часть 2
зубило
держат во время рубки; рабочая (режущая)
часть 3
имеет
клиновидную форму.
-
Рисунок 8 Слесарное
зубило -
Угол
заострения выбирается в зависимости
от твердости обрабатываемого материала.
Для наиболее распространенных материалов
рекомендуются следующие углы заострения: -
— для твердых
материалов (твердая сталь, чугун) —
70°; -
— для материалов
средней твердости (сталь) — 60°; -
— для мягких
материалов (медь, латунь) — 45°; -
—
для алюминиевых сплавов — 35°.
Крейцмейсель— зубило с узкой режущей кромкой (рисунок
10), предназначенное для вырубания узких
канавок, шпоночных пазов малой точности
и срубания головок заклепок. Такое
зубило может применяться и для снятия
широких слоев металла: сначала
прорубают канавки узким зубилом, а
оставшиеся выступы срубают широким
зубилом.
Слесарные
молотки,
используемые
при рубке металлов, бывают двух типов:
с круглым
и с квадратным
бойком. Основной характеристикой молотка
является его масса.
Молотки
с круглым бойком имеют номер:
с 1-го по 6-й.
Номинальный вес молотка № 1 — 200 г; №2 —
400 г; №3 — 500 г; № 4 — 600 г; № 5 — 800 г; № 6 — 1000
г. Молотки с квадратным бойком имеют
номера с 1-го по 8-й и вес от 50 до 1000 г.
Материал молотков
— сталь 50 (не ниже) или сталь У7.
Рабочие
концы молотков термически обработаны
до твердости HRC
49-56 на длине, равной 1/5 общей длины молотка
с обоих концов.
На слесарных
работах применяют молотки с круглым
бойком № 2 и 3, с квадратным бойком № 4 и
5. Длина ручки молотка примерно 300—350
мм.
3.4 Резка металлов
Резание
—
слесарная операция по разделению
целого куска
(заготовки,
детали) на части. Выполняется без
снятия стружки: кусачками, ножницами
и труборезами и со снятием стружки:
ножовками, пилами, фрезами и специальными
способами (газовая резка, анодно-механическая
и электроискровая резки, плазменная
резка).
Проволока
разрезается острогубцами (кусачками),
листовой материал — ножницами;
круглый, квадратный, шестигранный и
полосовой материал небольших сечений
— ручными ножовками, а больших сечений
на отрезных станках с ножовочными
полотнами, круглыми дисковыми пилами,
специальными способами.
Сущность
операции разрезания металла острогубцами
(кусачками) и ножницами заключается
в разделении проволоки, листового
или полосового металла на части под
давлением двух движущихся навстречу
друг другу клиньев (режущих ножей).
Острогубцамирежут
(откусывают) стальные детали круглого
сечения и проволоку. Изготавливают их
длиной 125 и 150 мм (для откусывания проволоки
диаметром до 2 мм) и длиной 175 и 200 мм (для
диаметров до 3 мм).
Режущие
кромки губок прямолинейны и остро
заточены под углом 55—60°. Изготавливают
кусачки из инструментальной углеродистой
стали У7, У8 или стали 60-70. Губки термически
обработаны до твердости HRC
52-60.
Ножницы
ручныепредназначены
для разрезания листовой мягкой
малоуглеродистой стали, латуни, алюминия
и других металлов. Изготавливают длиной
200 и 250 мм для разрезания металла толщиной
до 0,5 мм, 320 мм (для толщины до 0,75 мм),
400 мм (для толщины до 1 мм).
Материал
ножниц — сталь 65, 70. Лезвия ножниц
термически обрабо- таны до твердости
HRC 52-58. Режущие кромки лезвий остро
заточены под углом 70°. Лезвия ножниц
в закрытом состоянии взаимно перекрываются,
причем перекрытие на концах не превышает
2 мм.
Стуловыми
ножницамирежут
листовой металл толщиной до 3—5 мм.
Одна из ручек ножниц изогнута под углом
90° и жестко крепится к столу или другому
основанию. Длина рабочей ручки ножниц
— 400-800 мм, режущей части — 100-300 мм.
Рычажные
ножницыприменяют
для резки листового металла толщиной
до 5 мм. Ножницы изготавливают из
инструментальной стали У8А и
обрабатывают термически до твердости
HRC 52-58. Угол заострения режущих кромок
ножей 75—85°.
Труборезы
предназначены для резания вручную
тонкостенных(газовых) труб из мягкой
стали, резание выполняется без снятия
стружки. Выпускают двух размеров: для
резания труб от 1/2 до 2″ и для труб —
от 1 до 3″.
Основные
части трубореза — ролики: один режущий
(рабочий) и два направляющие. Труба
разрезается рабочим роликом; при этом
она закрепляется на направляющих
роликах и поджимается винтом.
Ручная
ножовка(рисунок
9, а) применяется для разрезания
сравнительно толстых листов металла и
круглого или профильного проката.
Ножовкой можно производить также
прорезание шлицев, пазов, обрезку и
вырезку заготовок по контуру и другие
работы.
Изготавливают их из сталей
У8-У12 или 9ХС с твердостью режущей части
HRC
58-61, сердцевины — HRC
40-45.
Она состоит из рамки 1,
натяжного винта с барашковой гайкой
2,
рукоятки
6,
ножовочного
полотна 4,
которое
вставляется в прорези головок 3
и
крепится штифтами 5.
| Рисунок 9 Ручная ножовка а – устройство, б — углы заточки, в – разводка зубьев «по зубу», г – разводка зубьев «по полотну». | Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ= α + β (рисунок 9, б).При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: γ =0—12°, β =43— 60° и α = 35 —40°.Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняют разводку зубьев «по зубу» (рисунок 9, в) или «по полотну» (рисунок 9, г). Это предотвращает заклинивание полотна и облегчает работу. |
Источник: https://studfile.net/preview/6225821/page:9/
Инструмент, оборудование и приспособления, применяемых при ремонте
При выполнении ремонта приходится выполнять слесарные операции — рубку.
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка ) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные — на том месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4… 1 мм.
Инструменты для рубки
Режим инструмент. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило состоит из трех частей — рабочей, средней и ударной.
Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвием на конце, заточенной под определенным углом). Ударная часть (боек) сделана суживающейся кверху, вершина ее закруглена. За среднюю часть зубило держат при рубке.
Угол заострения выбирают в зависимости от твердости обрабатываемого металла.
Рекомендуемые углы (град) заострения зубила для рубки некоторых материалов приведены ниже.
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20мм. Рабочую часть зубила на длине 0,3…0,5 закаливают и отпускают. После термической обработки режущая кромка должна иметь твердость НRСЭ 53…59, а боек — НRСэ 35…45.
При испытании зубила на прочность и стойкость им отрубают зажатую в тиски полосу из стали марки Стб толщиной 3 мм и шириной 50мм. После испытания на лезвии зубила не должно быть вмятин, выкрошенных мест и заметных следов затупления.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен, для вырубания узких канавок, шпоночных пазов и т. п.
Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Крейцмейсели изготовляют из тех же материалов, что и зубила.
Значения углов заострения и твердости рабочих н ударных частей крейцмейселя и зубила также одинаковы.
Для вырубания профильных канавок — полукруглых, двугранных и других — применяют специальные крейцмейсели, называемые канавочниками; они отличаются от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали УЗА длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 иЗ мм.
Источник: https://studbooks.net/2491652/tovarovedenie/instrument_oborudovanie_prisposobleniya_primenyaemyh_remonte





