- Разновидности алмазных карандашей
- Расположение в цепочку
- Расположение слоями
- Неориентированное расположение
- Использование алмазных правил
- Маркировка инструмента
- Круги для заточки токарных резцов по металлу
- Алмазные круги, конструкция, преимущество
- Сфера потребления алмазных кругов и классификация
- Краткий обзор алмазных кругов для заточки
- заточные круги и камни
- Заточка инструмента, часть I — базовые принципы, выбор абразивных брусков
- Заточка токарных резцов по металлу
- Когда необходима заточка резца
- Инструмент для заточки
- Порядок и особенности
- Доводка инструмента
- Рекомендации по выбору абразивного инструмента
instrument.guru > Оснастка > Описание алмазного карандаша для правки шлифовальных кругов
Оглавление:
- Разновидности алмазных карандашей
- Расположение в цепочку
- Расположение слоями
- Неориентированное расположение
- Использование алмазных правил
- Маркировка инструмента
Для восстановления геометрической формы абразивных и шлифовальных кругов используют следующие виды правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение.
Данные технологические операции производятся алмазным и безалмазным инструментом. Для обтачивания используется карандаш алмазный правящий.
Разновидности алмазных карандашей
Перечень видов и типов производимых инструментов для правки кругов регламентируется государственным стандартом. Карандаш алмазный ГОСТ 607–80 представляет собой цилиндр длиной от 40 мм до 80 мм и диаметром от 8 мм до 10 мм, изготовленный из качественной, инструментальной стали.
Основным отличием, по которому происходит классификация, является расположение кристаллов на рабочей поверхности.
- Расположение в цепочку, друг за другом (Ц).
- Расположение слоями ©. В данном случае слои могут пересекаться друг с другом или не перекрывать.
- Неориентированное расположение (Н), хаотичное.
Для закрепления кристаллов между собой и в определенном порядке используется специальный материал, который обладает идентичным тепловым расширением, равным алмазам. Это позволяет исключить дополнительную деформацию камней.
Расположение в цепочку
Такое расположение алмазов характерно при использовании кристаллов природного происхождения. Применяются при выравнивании поверхности кругов средней твердости. Первые цифры изделия 3908 не указаны.
Таблица 1
| Обозначение | Маркировка, Ц | Вес алмазов, караты |
| -0051 | 1 | 0,03−0,05 |
| -0052 | 2 | 0,05−0,1 |
| -0053 | 3 | 0,11−0,2 |
| -0054 | 4 | 0,21−0,5 |
| -0055 | — | 0,31−0,5 |
Расположение слоями
Слоями располагают природные и искусственные алмазы. Карандашами из таблицы 2 правят высокотвердые круги, поэтому используются природные кристаллы. Карандашами из таблицы 3 правят круги, имеющие диаметр до 600 мм и умеренной твердости, поэтому применяются искусственные кристаллы.
Таблица 2
| Обозначение | Маркировка, С | Масса алмазов, караты |
| -0081 | 1 | 0,017−0,025 |
| -0082 | 2 | 0,05−0,1 |
| -0083 | 3 | 0,11−0,2 |
| -0084 | 4 | 0,11−0,2 |
| -0085 | 5 | 0,11−0.2 |
Таблица 3
| Обозначение | Маркировка | Вес кристаллов, караты |
| 3908−0086 | — | 1 |
| 3908−0087 | — | 1 |
| 3908−0088 | — | 1 |
Размеры кристаллов не превышают 2 мм.
Неориентированное расположение
Такое расположение позволяет получить на шлифовальных кругах идеальную плоскость, благодаря которой обеспечивается высший класс чистоты.
Таблица 4
| Обозначение | Маркировка, Н | Масса кристаллов, караты |
| -0059 | 1 | 1 |
| -0060 | 2 | 1 |
| -0061 | 3 | 1 |
| -0062 | 4 | 1 |
| -0063 | 5 | 1 |
| -0064 | 6 | 1 |
| -0066 | — | 1 |
| -0067 | — | 1 |
| -0069 | — | 2 |
Неориентированное расположение позволяет использовать камни мелкого размера, который составляет от 63 до 1 тыс. мкм.
Использование алмазных правил
Алмазный карандаш для правки абразивных кругов отличается высокой устойчивостью к истиранию, обеспечивает постоянство профиля круга, а технологический процесс достаточно прост. Для его проведения не требует никаких дополнительных приспособлений и усилий.
Алмазным карандашом можно править не только наружную сторону кругов, но и внутреннюю. Чтобы максимально использовать рабочую поверхность карандаша его устанавливают на подручник или в приспособление, наклоняя по пути вращения под углом 10° — 15°. Из-за чего режущая кромка будет находиться ниже оси центров на 2 мм.
Алмазный карандаш для правки шлифовальных кругов используется и для новых кругов.
Производитель гарантирует целостность и безопасность абразивного инструмента, но в большинстве случаев новые изделия имеют биение. Проверить данный факт можно просто.
Во время вращения, медленно подводя к поверхности мелок или маркер, он будет оставлять на ней след. Это говорит об избытке материала, который требуется удалить.
Использовать алмазный карандаш, цена которого зависит от типа кристалла и его веса, выгоднее, чем каждый раз прибегать к замене круга. Стоимость «правила» достаточно высока, но она гораздо ниже, чем сумма, потраченная на регулярную замену абразивного инструмента.
Маркировка инструмента
Для алмазных карандашей разработана единая система обозначений. Благодаря ей можно достаточно быстро подобрать необходимый инструмент. В обязательном порядке указываются следующие пункты:
- товарный знак завода, на котором был произведен;
- итоговые четыре цифры номера артикула;
- подгруппа примененных кристаллов:
- А — природного происхождения;
- С — синтетические поликристаллы;
- номер завода-изготовителя, принятый техническими условиями.
Алмазный карандаш — это однолезвийный режущий инструмент, который позволяет предприятиям, выпускающим машиностроительную продукцию, экономить на покупке абразивных инструментов, предназначенных для заточки инструмента, шлифовки валом, шпинделей и прочих.
Источник: https://instrument.guru/osnastka/opisanie-almaznogo-karandasha-dlya-pravki-shlifovalnyh-krugov.html
Круги для заточки токарных резцов по металлу
Эффективность режущего прибора зависит от качества и своевременности сделанной заточки. Последнее связано с тем, что при постоянном применении функциональные ресурсы со временем теряются.
Опыт последнего десятилетия показал, что самым лучшим абразивным инструментом для выполнения этой работы является алмазные круги для заточки.
Они обрабатывают все известные виды материалов, а износ продукта меньше в десятки раз.

Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки. И что еще немаловажно он имеет маленький износ – долговечен.
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д.
У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак.
Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности.
Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка.
Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
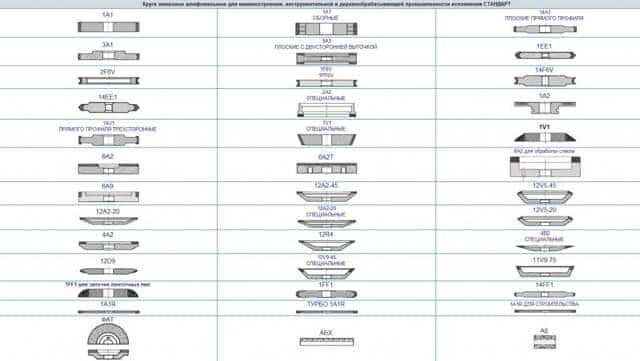
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Аппарат для резки металла плазмой
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке.
Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей.
Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов.
И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Как и любой абразивный продукт промышленного изготовления, заточной алмазный диск имеет маркировку производителя. В этом обозначении есть ряд цифр, каждая из которых соответствует конкретному значению: диаметру, посадке, глубине, толщине алмазоносного слоя или зернистости.
Источник: https://crast.ru/instrumenty/krugi-dlja-zatochki-tokarnyh-rezcov-po-metallu
заточные круги и камни
почти 5 лет я работал на частном предприятии, которое изготавливало инструмент.большую часть времени был заточником, 5 разряд, самый высокий.- СУТЬ РАБОТЫ КАМНЕЙ- МАРКИРОВКА КРУГОВ- АБРАЗИВНЫЙ МАТЕРИАЛ- РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА- ТВЕРДОСТЬ- СВЯЗКА ШЛИФ.ЗЕРНА=СУТЬ РАБОТЫ КАМНЕЙ==- изначально острые зерна постепенно затупляются.- при достаточной степени их затупления они выкрашиваютсяот усиливающегося давления обрабатываемого материала.- их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,3) режимом связывания зерен в камне, что дает *твердость.3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?потому что круги изготавливаются для промышленного производства,их заказывают продвинутые технологи и там отличное качество.плоские брусочки делают для домашнего пользования,их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
речь идёт об ОТЕЧЕСТВЕННЫХ абразивах, а не дорогих заграничных.
- пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
- зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
- 14А – материал: электрокорунд нормальный
такая маркировка была до 01.01.2008г. с этого времениЧАЗ – Челябинский абразивный завод.ПП — форма круга: плоско-параллельный40 – размер зерен или зернистость шлифзерна: от 0,32 до 0,4ммСТ1 – твердость: среднетвердый.К5 – связка, типа клея: керамическая5 – плотность структуры30М/С – максимальная рабочая скорость.150х16х32 – размеры – диаметр, высота, диаметр отверстия.для любителей копать глубоко:ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.ГОСТ 2424 Круги шлифовальные. Технические условия.ГОСТ 2464 Сегменты шлифовальные. Технические условия.ГОСТ 21963 Круги отрезные. Технические условия.ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью.
Марки монокорунда 43А, 44А и 45А применяются для изготовления инструментов на керамической связке и шлифовальной шкурки, предназначенных для обработки заготовок из закаленных легированных, жаропрочных и кислотоупорных сталей и сплавов.
для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность.
Карбид кремния черный – применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С.
Карбид кремния зеленый – применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.
для заточки деревообрабатывающего инструмента не использую.да, это очень прочный материал — но, затупившись, его зерна долго не выкрашиваются.поэтому наши ножи будут очень быстро нагреваться.эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим
.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов.
Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А.
Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов.
Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.
этот материал употребляют для обдирочных работ.он бывает серого и черного цвета.тот, который серый — получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования
.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок.
Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А.
Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.
этот материал — радость души моей. почти все заточные работыя делаю белым электрокорундом — они лучший во всех отношениях.
- ==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
- 25—50 — для обычного шлифования и для заточки инструментов;
- здесь можно видеть соответствие старых и новых обозначений зернистости.
- ==*ТВЕРДОСТЬ==
80—125 применяются для чернового шлифования;10—16 используются для чистового шлифования;3—10 применяются для резьбошлифования.для доводки применяются микропорошки с размером зерен от 3 до 28 мк.для черновой заточки я использую размер 25 (F60) или 40 (F46)для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
твердость шлифовального круга — это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.М — мягкий M1 M2 МЗСМ — среднемягкий СМ1 СМ2С — средний C1 C2СТ — среднетвердый СТ1 СТ2 СТ3Т — твердый T1 T2ВТ — весьма твердый ВТ1 ВТ2ЧТ — чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) – круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок .
глифталевая ГФ и пенфталевая ПФ связки – применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М – шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С – круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В (R) — обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) – самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента — керамическая связка К.
этот пост изначально написан для сообщества, посвященного вопросам группового выживания
и оригинал здесь http://after-living.livejournal.com/13055.html
также у меня есть пост «выбор ножа«, но он ориентирован на новичков,
а не на продвинутых пользователей этого уважаемого мной сообщества,
поэтому просто даю ссылку http://after-living.livejournal.com/11757.html
— ПРИОРИТЕТНОСТЬ НОЖЕЙ- САМЫЙ ЛУЧШИЙ НОЖ- МОЙ ОХОТНИЧИЙ НОЖ- ШИРИНА НОЖА- ТОЛЩИНА НОЖА- САМЫЙ НАДЕЖНЫЙ СПОСОБ ПРОДЛИТЬ СРОК СЛУЖБЫ НОЖА- СЕРРЕЙТОР- ОДНОСТОРОНЯЯ ЗАТОЧКА- ПЕРЕТОЧКА НОЖЕЙ- ОПРЕДЕЛЯЕМ ОТНОСИТЕЛЬНУЮ ТВЕРДОСТЬ СТАЛИ- НЕКОТОРЫЕ ДРУГИЕ МОИ НОЖИ- СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ
Источник: https://ru-knife.livejournal.com/2217969.html
Заточка инструмента, часть I — базовые принципы, выбор абразивных брусков
?
Миша Тиунов (mux22) wrote, 2014-05-26 16:06:00 Миша Тиунов mux22 2014-05-26 16:06:00 В этих постах я буду рассматривать только заточку лезвий: обычных ножей, лезвий рубанков и стамесок. О заточке цикль, сверел и полотен пил — в другой раз.О заточке в интернете написано очень много. И не только в интернете. Есть довольно толстые книги, посвященные исключительно этому процессу.Много ли я осилил подобных трудов? Ни одного. Это не мешает мне регулярно затачивать до бритвенной остроты все мои инструменты, причем быстро и обходясь минимальным количеством недорогих приспособлений.Просматривая отечественные тексты о заточке (в первую очередь те, что посвящены ножам), я регулярно натыкаюсь на предельно серьезное отношение к ней. Складывается впечатление, что без волшебных японских камней (обязательно натуральных!) с зернистостью 8000 можно даже не начинать приводить свои стамески в порядок. Так вот, гоните от себя такие мысли.
Мой секрет в том, я не сакрализирую заточку. И поэтому я сейчас же, в начале этой серии постов, прошу всех маньяков отсюда удалиться, либо, по крайней мере, не возникать в х со своими оскорбленными чувствами.
Я точу инструмент, чтобы им можно было эффективно работать. Не ради процесса. Не ради успокоения души. Я отвлекаюсь на заточку, и мне хотелось бы сократить время, которое я ей уделяю. Если кому-то интересно тратить полчаса и двадцать волшебных камней на заточку одного ножика, я не осуждаю его.
Но я заточу свой нож в десять раз быстрее и без всякого шаманства в обмен на минимальное ухудшение качества кромки. Разумеется, тут есть определенное соотношение приложенных усилий и конечного результата.
Но фишка в том, что после некоторой практики вам придется постараться, чтобы заточить инструмент плохо даже за минимальное время.
***Теперь важно понять два основных принципа заточки лезвий. В дальнейшем я покажу, как применять их на практике.
- Заточка лезвия — это создание минимального радиуса на режущих кромках.Это очень важное определение. Большой радиус означает закругленную кромку (очевидно, резать она ничего не может). Уменьшать радиус можно до молекулярных масштабов — впрочем, сомнительно, что нам с вами это удастся.
- Угол заточки варьируется в зависимости от задач, которыми занимается инструмент.Общие правила таковы: чем ТУПЕЕ угол, тем прочнее кромка, и тем большее сопротивление инструменту оказывает материал. Чем ОСТРЕЕ угол, тем кромка хрупче, и тем проще ей погружаться в материал.Крайний случай тупого угла режущего инструмента — это обыкновенный токарный резец для металлообработки, угол там близок к прямому.В общем-то, резец не режет, а скоблит заготовку, но это единственный метод обрабатывать твердые материалы. Вы же не разрежете ножом сталь? Большой угол позволяет сохранять кромку острой в течение длительного времени, несмотря на очень большие (по меркам деревообработки) нагрузки.Крайний случай острого угла — это классическое бритвенное лезвие. Как многие знают, им очень легко порезаться и даже этого не заметить — все потому, что такое лезвие за счет минимально возможного угла входит в плоть, не встречая ни малейшего сопротивления. Но долго ли оно проживет в токарном станке?..
Исходя из этих принципов, можно сразу сказать, без чего заточить инструмент будет трудно. Во-первых, понадобится абразивная плоскость, на которой можно шлифовать грани инструмента для уменьшения радиуса их пересечения. Во-вторых, будет полезно какое-нибудь приспособление для удержания лезвия под определенным углом к плоскости. Таковых приспособлений существует великое множество, и о них я расскажу уже в практической части, там надо показывать фотографии процесса. А вот на абразивной плоскости следует остановиться поподробнее.***Итак. Какими качествами обладает ИДЕАЛЬНАЯ абразивная плоскость?
- Она очень быстро шлифует даже самые твердые стали, но оставляет после себя зеркальную поверхность
- Она безупречно ровная, без малейших отклонений от плоскости;
- Она не портится со временем;
- Она предельно дешева в обслуживании.
Первого пункта, я сразу скажу, не бывает. Или агрессивное снятие металла, или аккуратная его поверхность по окончании заточки. Придется менять плоскости по ходу процесса…Второй пункт не столь важен, как может показаться — мы занимаемся деревообработкой, а не постройкой швейцарских часов. Точности до третьего знака после запятой нам не надо. Но стремиться к этому полезно.Третий и четвертый пункты идут рука об руку и в реальной жизни друг друга обычно исключают. Достаточно будет любого из них. Если точильного камня хватает на одну заточку, но обходится он в одну копейку, то это превосходный камень. Если точильный камень служит вечность и стоит как самолет, то мне он тоже по душе.Можно пойти в магазин и купить там подходящий камушек. А можно далеко не ходить и обойтись барахлом в мастерской. Чего уж точно навалом у любого начинающего мастера — это наждачной бумаги. Это превосходный абразив — недорогой, точный, доступный в любой мыслимой зернистости — но ему обязательно нужна какая-то ровная поверхность в качестве основы. Дерево не годится, оно мягковато для этой задачи и склонно гнуться туда-сюда от влажности.Хорошо подойдет подошва вашего самого большого рубанка. Или стол какого-нибудь добротного станка, например, циркулярки. Наждачка крепится к столу или тонком двухстороннем скотче (следите за пузырями!) или просто на нескольких магнитах по углам листа. Вот и все, это самый простой и на удивление эффективный вариант абразивной плоскости из подручных средств. Желающие также могут завести себе плиту из толстого стекла, алюминия или искусственного камня специально под эти цели.Теперь — о точильных камнях.Все камни делятся на три группы: масляные, водные и алмазные. Последние, как правило, имеют вид не камней, а металлических плиток с алмазной крошкой на верхней грани.
Масляные камни распространены повсеместно. Этот вариант характерен для западной школы столярного дела. Такой камень даже с большим количеством масла снимает материал относительно медленно (особенно при заточке самых жестких сталей), зато очень медленно портится сам — плоскость сохраняется очень хорошо. Кристофер Шварц писал, что многие из его знакомых профессиональных столяров не притирали свои масляные камни вообще никогда, и не жалуются. Насколько я понимаю, если такие камни и притирают, то в основном для того, чтобы убрать забитый пылью верхний слой абразива и дать камню работать быстрее.
Делают их много где, при наличии интереса можно гуглить по словам «Arkansas stone», это популярнейший в Америке масляный камень.
Водные камни, в отличие от масляных, выпускаются в широчайшем диапазоне зернистости — примерно от 150 до 10 000 по европейской системе.
Они традиционны для Востока, в продаже можно встретить даже натуральные японские (чья зернистость, по понятной причине, указывается лишь приблизительно).
Их поверхность увлажняется не маслом, а водой, что требует более внимательного отношения к режущему инструменту — его обязательно нужно насухо вытирать после заточки.
Кроме того, некоторые камни требуется не просто увлажнять, а замачивать в воде на длительный срок, что создает дополнительное неудобство. Традиционные японские камни очень быстро точат инструменты, но, к сожалению, столь же стремительно изнашиваются и сами.
Можно сказать, что водный камень постоянно разрушается, подставляя для заточки все новые и новые свежие слои абразива. Если вы раскошелились на солидный комплект водных камней, заведите к нему в дополнение самую грубую алмазную плитку, и при необходимости притирайте ей камни.
Эта практика общеизвестна, и многие серьезные производители водных камней предоставляют такую плитку в составе своих наборов — вон она, с отверстиями для отвода пыли:
Алмазные плитки — относительно новый и достаточно дорогой вариант точильных камней (хотя те же японские камни высокого класса обойдутся не дешевле). Большим их плюсом является то, что у них совершенно не портится плоскость от заточки инструмента — НЕКУДА там закапываться…
С другой стороны, если вам все-таки удалось сделать алмазную плитку лысой, то восстановить ее зернистость не получится никакой шлифовкой: в отличие от классических камней, у алмазных брусков абразив имеется только на грани, а не по всей толщине.
Но, принимая во внимание, что алмаз — самый твердый из известных материалов, и что даже на китайских дешевых брусках алмазная крошка держится в металлической основе очень прочно, убивать такой брусок вы будете долго.
Главное — не забывать о жидкости (обычно рекомендуют использовать воду) и не оказывать на инструмент чрезмерное давление. Впрочем, оно еще никому не помогло.
Общепризнанным лидером в этой области является американская фирма DMT.Какую систему выбрать? Я не знаю. Можно, в конце концов, вообще не заводить камней и спокойно точить инструменты на шкурке (особенно если для грубого снятия материала использовать электрическое точило). Это совершенно нормальный вариант.Что касается моего опыта, то все довольно просто.
Я начинал с масляных камней и могу сказать, что это действительно супер-медленный вариант. Медитативный, так сказать. Туда-сюда, туда-сюда… А я, как уже было сказано выше, не хочу отвлекаться на заточку; я хочу быстренько подточить кромку и дальше пойти деревяшку резать. Поэтому к маслу я не вернусь никогда.
Шлифовка на наждачке мне не нравится только тем, что ее надо менять, это весьма мучительный процесс. На перевернутый рубанок помещается только один кусочек шкурки за раз. У меня просто нет какого-нибудь спокойного ровного места, куда можно наклеить листы шкурки нескольких зернистостей рядом друг с другом, чтобы было удобного переходить с одной на другую.
Я думал завести себе кусок гранитной столешницы для этого дела, но повстречался с алмазами.Алмазы — это тема. В самый раз для такого разгильдяя, как я. Мне не надо следить за плоскостью камня, у алмаза она не меняется.
Мне не надо париться о том, что я обрабатываю на алмазе — он с равным успехом шлифует кость, любой металл и даже другие камни (иногда я подшлифовываю изношенные насадки для дремеля, сделанные из корунда). Мне не надо думать о том, какую жидкость использовать — если очень хочется, можно даже вовсе без жидкости.
Для очистки алмазной плитки я могу спокойно натереть ее мылом и отдраить зубной щеткой над раковиной, не думая, как это скажется на абразивных свойствах. Так что я в основном на алмазах. Но у меня пока самый дешевый китайский набор плиток, в котором просто нет ничего мелкозернистого. Самая мелкая — около 500-600 по европейской системе.
Поэтому я довожу кромки на наждачной бумаге зернистостью P1500, приклеенной на подошву старого рубанка и смоченной керосином. И ее, к счастью, не надо менять ни на какую другую.А вот водные камни я не пробовал. И, похоже, не сделаю этого уже никогда.В следующих частях я покажу, как я точу кромки на этом незамысловатом оборудовании, а заодно расскажу о микрофасках и бритвенной заточке.
Посмотрите пока на топор.
Источник: https://mux22.livejournal.com/575319.html
Заточка токарных резцов по металлу
Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ.
Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм.
При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм.
Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости.
При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск.
Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости.
Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Источник: https://mekkain.ru/stati/zatochka-tokarnyix-rezczov-po-metallu.html
Рекомендации по выбору абразивного инструмента
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам.
Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ.
Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи.
Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов.
Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ
Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками Обработка материалов с высоким сопротивлением разрыву.
Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов.25A
ЭЛЕКТРОКОРУНД БЕЛЫЙ
По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ
Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима. Силовое обдирочное шлифование стальных заготовок.54C
КАРБИД КРЕМНИЯ ЧЕРНЫЙ
Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.
Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.
), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
- КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ
- Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали.95А
- ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ
- Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным
- Обдирочное шлифование с большим съемом металла
- Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180 |
- Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
- Крупнозернистые инструменты применяются:
— при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
— при работе на станках большой мощности и жесткости;
— при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;
— при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании. - Средне- и мелкозернистые инструменты применяются:
— для получения шероховатости поверхности 0,320—0,080 мкм;
— при обработке закаленных сталей и твердых сплавов;
— при окончательном шлифовании, заточке и доводке инструментов;
— при высоких требованиях к точности обрабатываемого профиля детали.
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен.
Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска.
Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки.
Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая |
O, P, Q Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом.CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке.
CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.
МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.
Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц.
При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты.
При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга.
Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
Источник: http://kosulino.ru/pokupateljam/rekomendacii-po-vyboru-abrazivnogo-instrumenta/





