- Способы изготовления металлических дверей
- Основные этапы производства
- Материалы для изготовления
- Оборудование для получения заготовок
- Оборудование для сборки и сварки двери
- Обработка двери лакокрасочными материалами
- Основные этапы и особенности изготовления металлических дверей
- Оборудование и материалы
- Замеры и чертежи
- Выбор и монтаж комплектующих
- Производство металлических дверей
- Способы производства
- Этапы производства
- Выбор материалов и их подготовка
- Сварка конструкции
- Отделочные работы
- Установка фурнитуры
- Торговые марки
- Как изготавливаются технические двери
- Основные виды и особенности технических металлических дверей
- Этапы изготовления технических стальных дверей
- Факторы, определяющие характеристики технических входных дверей
- Технологический процесс производства стальных дверей
- Технологии изготовления делятся на две основные категории:
- Кустарное изготовление дверей
- Производство стальных дверей индустриальным методом
- Первый этап. Подготовка
- Второй этап. Вырезание
- Третий этап. Сгибание
- Четвёртый этап. Сварка
- Пятый этап. Спаривание
- Шестой этап. Покраска
- Седьмой этап. Установка гарнитуры
- Современные технологии производства входных металлических дверей
- Сборка каркаса
- Технологии сварки
- Установка замков
- Установка дополнительных элементов защиты и фурнитуры
- Заполнение внутреннего пространства
- Внешняя обшивка или покраска
- Монтаж уплотнителей
- Особенности производства входных металлических дверей в разных странах
- Китай
- Беларусь
- Россия
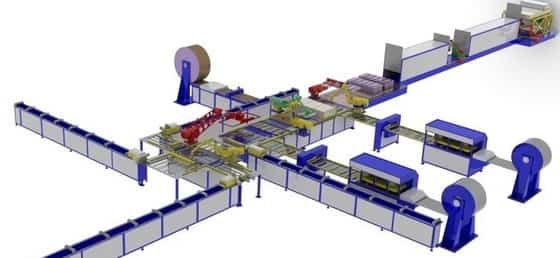
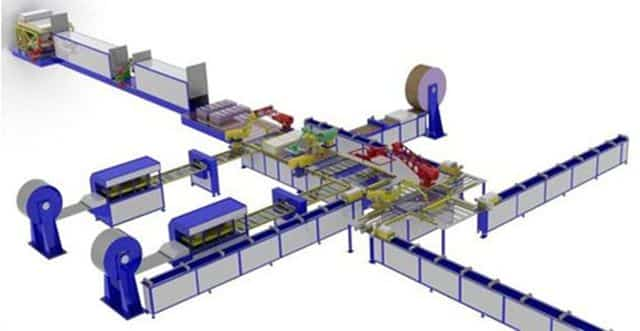 Автоматическая линия по изготовлению металлических дверей
Автоматическая линия по изготовлению металлических дверей
Чтобы обеспечить дому действительную крепость, необходимо вход в него преградить надежными металлическими дверями, которые защитят от непрошеных гостей, шума с улицы и холодных ветров. Входные металлические двери — стандартное требование, предъявляемое сегодня каждым обывателем собственного жилища. Какое оборудование для производства стальных дверей используется при их изготовлении, подскажет статья.
Способы изготовления металлических дверей
При изготовлении металлических дверей, прежде всего, определяется технология их производства. Это задает скорость процесса, конструктивные особенности изделия, точность подгонки деталей и качество конструкции.
Производство дверей может выполняться тремя способами:
| Способ изготовления металлической двери | Особенности процесса |
 |
При таком методе используется ручной труд с минимальным применением оборудования. Недостатки подхода:
Главным достоинством метода является возможность изготовления двери по сложным специальным проектам. |
 |
Изделия изготавливаются полностью автоматизированным способом с использованием робототехники. Это позволяет свести к минимуму затраты при производстве металлических дверей, и обеспечивает максимальное качество готового изделия. На автоматизированной линии можно получать до 600 готовых дверей в день. Недостатки процесса:
|
 Полуавтоматический или комбинированный Полуавтоматический или комбинированный |
При совмещении ручного и автоматического труда предусматривается применение полуавтоматических линий, с выполнением некоторых работ вручную. Таким образом, можно получить изделие с большим качеством, чем у аналога, произведенного кустарным методом, но такой вариант уступает автоматическому изготовлению металлических дверей по скорости, и точности получаемых конструкций. В день можно изготовить до 20 дверей. |
Основные этапы производства
Каким бы методом не изготавливались двери, процесс производства состоит из таких обязательных этапов как:
- Подготовка материалов;
- Сборка каркаса;
- Сварка конструкции;
- Установка замков;
- Монтаж фурнитуры и элементов защиты;
- Заполнение пространства внутри конструкции;
- Обшивка и покраска дверей.
Материалы для изготовления
Металлические двери могут изготавливаться из профильных сортовых материалов: уголков, труб прямоугольного сечения или гнутых профилей. В последнем случае, из листов металлопроката формируются определенные профили. При этом толщина листа не должна превышать 2 мм.
Совет: Не стоит использовать большую толщину листа. В этом случае, очень тяжелые двери сложно открывать/закрывать, быстро будут изнашиваться петли, из-за высокой нагрузки на них.
Необходимая фурнитура и элементы защиты:
- Петли: скрытые или навесные (см. Петли для металлических дверей — нюансы выбора). Для дверей массой до 70 кг достаточно двух петель. Бронированные конструкции лучше крепить на 4 петли.
- Накладки на замки из прочного металла толщиной от 1,5 до 4,5 мм, устанавливаемые на замки цилиндрового и сувальдного типов. Эти элементы защищают замки от высверливания. Бронированные накладки могут быть накладными, врезными, магнитными, классическими.
- Штыри против взломов. Эти небольшие устройства располагаются на дверных полотнах и входят в отверстия рамы при закрывании дверей.
- Глазки любого типа.
- Сигнализация, которая может быть автономной, пультовой.
После ознакомления со всеми элементами конструкции металлических дверей, можно решить, какое оборудование потребуется для их изготовления.
Оборудование для получения заготовок
Прежде чем использовать металл для изготовления дверей, необходимо:
- Отсортировать его;
- Проверить маркировку;
- Определить наличие деформаций;
- Удалить коррозию и окалину.
Далее выполняется раскрой листового металла. Для этого, кернером и чертилкой на листе наносятся размеры деталей (можно использовать шаблоны).

Для резки металлопроката используются:
- Гильотинные ножницы, пилы, прессы;
- Стационарные станки с ручными резаками или газовой резкой;
- Лазерная, плазменная резка.
Резка металла на гильотинных ножницах Оборудование для газовой резки Лазерная резка металла
Для обработки заготовок при изготовлении нужных деталей, используется гибочное оборудование. В этом случае, под давлением пресса, металлическому листу придается нужная форма: стандартная прямоугольная или арочная модель. Для получения дугообразного профиля верхней части двери, заготовка пропускается через прокатный станок. После проката, профиль нарезается на нужные участки.
С заготовок снимаются заусеницы. Это делается вручную напильником или на специальной опилочной машине.
Затем заготовки отправляются для пробивки отверстий разного диаметра под установки замков и фурнитуры, по подготовленным картам раскроя.
Изготовление арочного профиля Оборудование для производства дверей из профиля Снятие заусенцев с полотна Установка фурнитуры
Оборудование для сборки и сварки двери
Совет: Для сборки дверного полотна следует использовать метод контактной сварки, чтобы исключить деформацию полотен и обеспечить отсутствие сварочных швов.
Инструкция по сборке и сварке двери:
- При приварке листов к каркасу, оставляется с передней стороны отступ примерно 20 мм, который будет служить притвором двери;
- Для увеличения жесткости конструкции полотна, устанавливаются специальные ребра жесткости;
- Одновременно с ребрами жесткости устанавливаются дверные замки в специальных «технологических карманах»;
- Между полотнами двери монтируется уплотнитель из негорючей базальтовой плиты;
- К собранной двери, своими руками привариваются петли. При этом необходимо соблюдать требуемые зазоры между полотном и коробкой двери.
На фото представлено оборудование, используемое для изготовления металлической двери, в производственных цехах завода.
Сборка и сварка каркаса двери Зачистка сварных швов Участок сборки металлической двери Приварка ребер жесткости Установка замка Собранная металлическая дверь
Чтобы лучше представить весь цикл изготовления металлических дверей, подробнее познакомиться с работой оборудования, стоит посмотреть видео в этой статье.
Обработка двери лакокрасочными материалами
Собранная металлическая дверь поступает на участок под покраску. Покрытие наносится на хорошо очищенную и обезжиренную поверхность.
Существует три основных способа нанесения краски:
- Струйный облив;
- Из пневматического распылителя;
- Распылением краски в электростатическом поле.
В качестве покрытия используются краски различных цветов. Обычно это: нитро краска, порошковая, молотковая или графитовая. Это позволяет получить хорошую защиту двери от коррозии и небольших механических повреждений.
Покраска металлической двери
Использование специального оборудования для производства дверей, позволяет получить конструкцию высокого качества, что обеспечивает использование конструкции в первоначальном виде долгие годы.
Источник: https://sdelaidver.com/izgotovlenie/oborudovanie-dlya-proizvodstva-stalnyh-dverej-418
Основные этапы и особенности изготовления металлических дверей
Двери из металла изготавливаются по разным технологиям, хоть и по единому принципу. И разобраться в нем нужно. Только в этом случае можно выбрать оптимальную модель, не ориентируясь только на советы консультантов в магазинах. Перед вами основные сведения о производстве дверей. Информацию и образцы для статьи предоставили компания по производству стальных дверей «Т-Сталь».
- Сортовой прокат (уголок либо профильная квадратная труба со стороной 40мм) для изготовления коробки и самой двери.
- Стальной лист толщиной 2-3 мм.

Уголки и стальной лист
- Петли металлические (минимум 2 шт.).
- Замок, дверной глазок, ручка.
- Фанера и пенопласт либо пенопластовая крошка и клей ПВА для утепления.
- Анкеры, прочий крепеж.
- Аппарат сварочный, болгарка, электродрель и комплектующие к инструментам.
- Растворитель и краска для металла, грунтовка, кисти, валик.
- Измерительные инструменты (рулетка, угольник).
- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
- Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
Итак, стоит по порядку рассмотреть эти производственные этапы.
Оборудование и материалы
 Листовой металл
Листовой металл
В качестве материалов используют листовую сталь, профили или уголки разных размеров и толщины, набор комплектующих (дверной фурнитуры: петель, ручек, замков, глазков и т.д.). Качество двери зависит как от прочности и толщины стали, так и от качества фурнитуры (прежде всего, запорных механизмов).
Материалы обрабатываются на оборудовании разного типа:
- Автоматизированном. Такое оборудование используют предприятия, выпускающие больше 200 дверей за рабочую смену.
- Полуавтоматическом. Это станки для резки, сварочные аппараты, листогибочные прессы, покрасочные камеры. При полуавтоматическом производстве ниже процент брака, но и производительность меньше – до 17–20 изделий на одной линии.
- Механическом. Это набор ручного инструмента: болгарка, токарный и фрезеровочные станки, специальная гильотина и т.д. Используется такое оборудование крайне редко. На предприятиях чаще отдают предпочтение полуавтоматическим станкам.
 Оборудование
Оборудование
Автоматизированные линии позволяют производить больше изделий в день, тем самым снижая ее себестоимость. Однако процент брака на таких предприятиях высокий, и при ненадлежащем контроле качества покупатель может выявить дефекты.
Замеры и чертежи
Прежде чем изготавливать дверь из стали, необходимо тщательно промерить дверной проем и убедиться, что стена представляет собой кирпичную кладку или слой бетона, а не толстый слой штукатурки или фанеры.
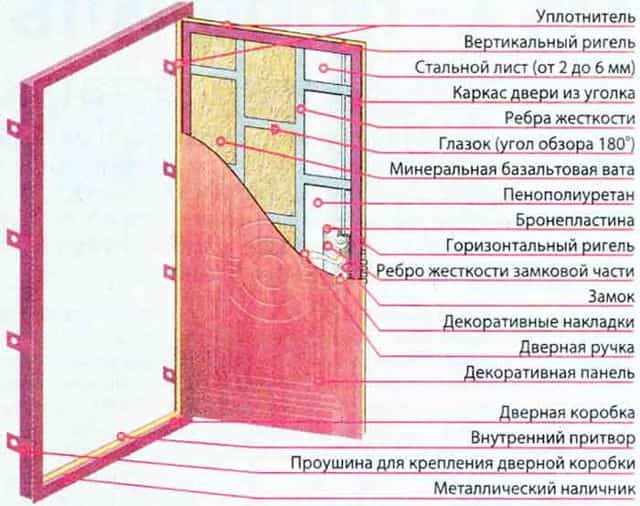
Железная дверь своими руками, конструкция
Когда дверной проем измерен, можно начинать работу над чертежом конструкции. На нем обязательно отражаются габариты двери, высота установки замка и петель, положение ребер жесткости и другие конструктивные особенности двери.
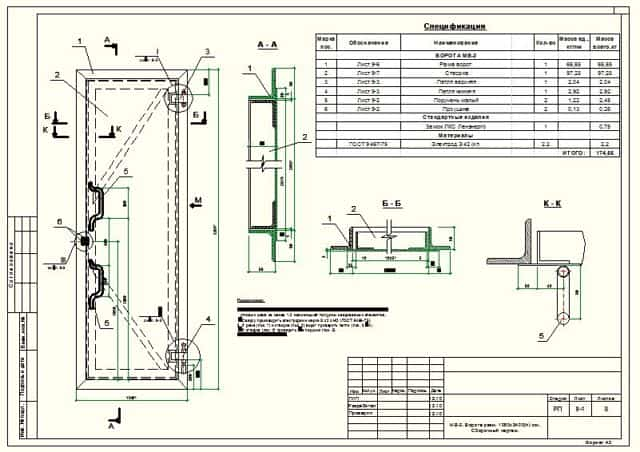
Чертеж двери
Обратите внимание! Если в процессе замеров показания получаются более 1500*2000 мм, то рекомендуется коробку двери сделать сборной, добавив сбоку либо сверху дополнительную рамку, зашитую металлом. В частных домах в широкие дверные проемы добавляют два дополнительных остекленных модуля, которые не только укрепляют всю конструкцию двери, но и украшают всю входную группу.

Проект входной группы

Входные двери
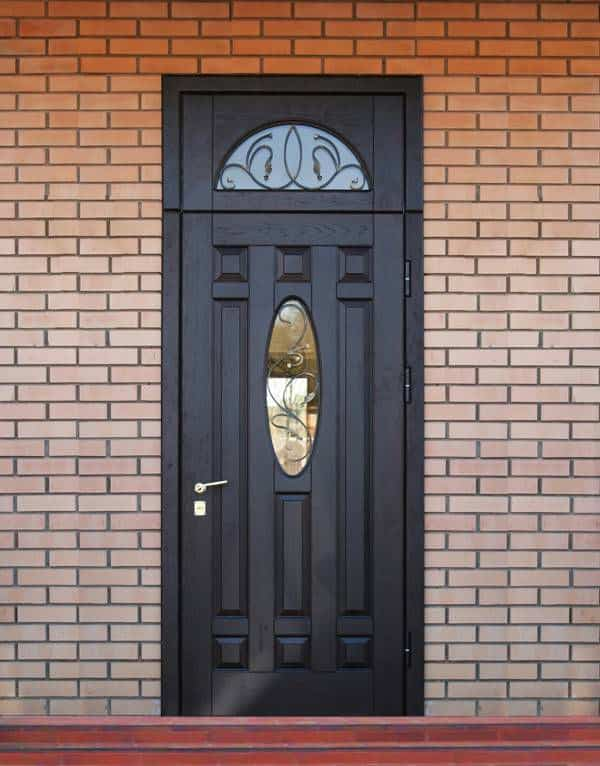
Входные двери
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
- Как правило, двери для входа в жилище зачастую оснащаются нажимными ручками. Эта разновидность устройств практична и крайне надежна. Могут применяться и ручки стационарного типа, но тут могут возникнуть некоторые сомнения относительно взломостойкости.
- Замки же, в дверные конструкции могут устанавливаться с помощью двух разных способов: навесной и врезной. Последний вариант является более безопасным, так как существенно уменьшает возможность взлома.
- Для максимальной надежности нужно поставить и дверной глазок. Стандартные устройства обладают обзорным углом не менее ста восьмидесяти градусов. Глазки бывают закрытыми (без специальной крышечки) и открытыми (с крышечкой). Для использования в жилой квартире можно использовать обе разновидности.
Источник: https://pro-uim.ru/osnovnye-etapy-i-osobennosti-izgotovleniya-metallicheskih/
Производство металлических дверей
Двери изготавливают из различных материалов. Однако изделия из металла обладают важным преимуществом: они крепкие и надежные.
Но такие входные конструкции будут защищать помещение от злоумышленников и радовать глаз своим внешним видом только в том случае, если они изготовлены правильно, из надежных материалов. Качество фурнитуры определяет удобство использования конструкции.
Создание входных систем – сложный, многостадийный процесс. Далее, рассмотрим, как осуществляется производство металлических дверей, и что для этого используется.
Способы производства

Метод изготовления дверей определяет его качество, особенности конструкции, возможность контроля на всех этапах, точность изготовления. Также от способа производства зависят масштабы и скорость выполнения заказов, модельный ряд и так далее.
Существует три варианта изготовления металлических дверей:
- Ручной или кустарный. В этом случае применяется минимальное количество инструментов и оборудования, все операции выполняются людьми. Из-за этого каждую модель изготавливают долго. Чтобы сделать качественное изделие, нужно содержать штат высококвалифицированных сотрудников, что довольно затратное дело. Чем больше ручного труда, тем больше шансов на ошибки, неточности, появление дефектов. Это относится к недостаткам способа. Главный плюс такого производства – возможность изготовления двери по индивидуальным параметрам: размерам, отделке. Другой такой входной системы не будет ни у кого.
- Индустриальный или промышленный. При этом практически весь процесс автоматизирован, основные операции выполняются при помощи роботехники. Современные производственные линии укомплектованы точным оборудованием. При таком подходе исключаются дефекты, погрешности. Качество товара всегда на высоте. Этим способом можно выпускать продукцию достаточно быстро и точно, создавая широкий ассортиментный ряд.
- Комбинированный. В этом случае применяются полуавтоматические линии на производстве, где используется точное оборудование, но часть операций по изготовлению железных входных дверей выполняется в ручном режиме. Такой метод намного лучше и точнее, нежели кустарный. Однако по скорости изготовления он не такой быстрый, как индустриальный.
Этапы производства

Независимо от метода изготовления железных дверей, все они предусматривают одинаковые этапы производства.
Изготовление входной конструкции состоит из:
- Подготовки. Эта стадия включает подборку материалов. Также на этом этапе осуществляется подготовка и резка частей, их гибка (полотна и короба).
- Сборки. На этом этапе происходит сваривание конструкции из металла.
- Отделочных работ. Поверхность готовят к отделке, производится покраска, облицовка и другие необходимые операции.
- Контроля. Конструкция проверяется на взломостойкость, надежность.
- Установки фурнитуры. Под дверь подбирают петли, замки, ручки, глазок и другие комплектующие, происходит их установка.
У каждого из этапов есть свои особенности.
Выбор материалов и их подготовка

Главное назначение входных дверей – это защита. Поэтому материал должен обладать прочностью, при этом не разрушаться от климатических факторов и быть достаточно привлекательным. Всем этим требованиям отвечает металл. Чаще всего для изготовления стальных дверей применяют сталь. Материал проходит тщательный контроль перед началом производства.
В дверном деле применяют углеродистую сталь двух разновидностей:
- Горячекатаную. Это более доступный по стоимости вариант металла. Но такой материал больше подвержен коррозии, конструкции из него не отличаются долговечностью. Для получения горячекатаной стали металл сильно нагревают и формуют листы.
- Холоднокатаную. Обработка такого металла происходит при комнатной температуре, нет никакого нагревания. Разновидность стали более дорогая, но зато материал более пластичный, его легче обрабатывать, лучше создаются точные углы. Холоднокатаная сталь более стойкая к коррозии.
Кроме вида металла, при изготовлении стальных входных дверей имеет большое значение толщина листов. С одной стороны, чем больше этот показатель у металла, тем он прочнее, дверь сложнее сломать.
Но чем толще листы, тем более увесистой получается створка. Примерно по 8 кг добавляет она в весе при увеличении толщины листа на каждый мм.
В этом смысле нужно придерживаться золотой середины и выбирать металл, в зависимости от назначения помещения.
Для хозяйственных построек достаточно купить дверь из стали 0,8-1 мм. Если это офис, где важна сохранность имущества, стоит выбирать конструкцию с толщиной листов в 1-1,2 мм. Для жилых помещений лучше не экономить и выбрать дверь из стали в 1,2-1,5 мм, для загородного дома можно покупать входную систему из листов в 2 мм.
Кроме собственно листов, в дверном полотне предусмотрены ребра жесткости, изготовленные из металла.
Они не позволяют створке искривляться, обеспечивают прочность конструкции, защищают ее от прогибания при взломе. Для ребер жесткости необходима труба с сечением в виде квадрата либо уголок.
Их монтирую горизонтально, вертикально либо комбинируют оба варианта. Дверь тем прочнее, чем больше она содержит ребер жесткости.
Подготовка материалов для изготовления входных металлических дверей включает такие операции:
- Резка. Для максимально точного и быстрого раскроя металлических листов используют гильотинные ножницы. Детали вырезают или вырубают, пробивают в них необходимые отверстия.
- Прессование. Оно происходит в автоматическом режиме. За счет этого процесс производства выполняется достаточно быстро. Заготовки при помощи пресса формуются, в них появляются необходимые ниши. Чтобы создавать сложные профили, в прессах предусмотрены револьверные механизмы.
- Гибка. После того, как листы разрезаны и отпрессованы, они обязательно проходят гибку на станках. С их помощью формируют ребра жесткости, наличники и другие элементы конструкции. В основном на производстве применяют прессы гидравлической разновидности.
Сварка конструкции

В процессе изготовления (производства) входных металлических дверей обязательно применяется сварка. Для этого металл должен быть качественным, в противном случае швы получатся грубые и неровные. Технология применяемой сварки и способ обработки зависят от особенностей конструкции.
Обычно использую две разновидности сварки:
- Традиционная. Она предполагает применение в производстве профильной трубы либо уголков. Довольно затратный с точки зрения человеческих ресурсов способ, но он позволяет создавать изделия нестандартных размеров или особых конструкций. Готовая дверь будет иметь значительную массу.
- Гибочно-сварочная. С целью снижения затрат на человеческие ресурсы применяется полная автоматизация сварочного процесса. Это обеспечивает точность работ, исключает любые дефекты и возможность брака.
После того, как основная часть конструкции готова, переходят к внутреннему наполнению створки и отделочным работам.
Отделочные работы

Этот этап производства железных дверей можно разделить на три части:
- Заполнение створки изнутри. Для входной двери, в отличие от межкомнатной перегородки, большое значение имеют теплоизоляционные свойства. Утеплитель должен еще и шум поглощать, чтобы пребывание в помещении было максимально комфортным. Для этого внутри створки укладывают в один либо несколько слоев изоляционные материалы, что определяет толщину двери. Наиболее дешевый, но малоэффективный вариант – гофрированный картон. Также использую как утеплитель базальтовую или стекловату, пенопласт. Наиболее эффективными и востребованными материалами являются минеральная вата и пенополиуретан.
- Внешняя отделка. Листы металла обязательно должны подвергаться защите от коррозии. Для этого заготовку шлифуют, очищают и обезжиривают перед нанесением краски. Ею дверь покрывают при помощи распыления, струйного облива. Чаще применяют молотковую и порошковую краску. Для повышения декоративных качеств используют различные материалы: натуральную древесину, МДФ и ДСП, заменители кожи, шпон, термопленку.
- Монтаж уплотнителя. Когда створка прилегает к дверному коробу, то остаются небольшие зазоры. Их ликвидировать должен уплотнитель, иначе будет появляться сквозняк, в помещение станет проникать холодный воздух снаружи. Уплотнители выпускают из пластика, резины, силикона и даже поролона. Универсальным является резиновый магнитный уплотнитель, его монтируют в один или два слоя для большей надежности. Его сечение (профиль) зависит от толщины зазора между створкой и коробом. Если он минимальный и не превышает 3 м, то подойдет уплотнитель с профилем в виде букв С или К. Если же щель больше (3-5 мм), то устанавливают P или V-образный контур. Для зазора от 5 до 7 мм необходим уплотнитель в форме букв O, D.
Установка фурнитуры

Ну и, конечно же, какое изготовление и установка железных дверей без фурнитуры? Для навешивания створки потребуются петли. Их количество (2-4) зависит от массы полотна: чем она тяжелее, тем больше навесов нужно для ее удерживания.
В металлические двери устанавливают преимущественно замки врезного вида: один или два. Они могут быть одного типа либо же иметь различный механизм работы (цилиндровые, сувальдные).
Вместе с замками устанавливаются дверные ручки, чаще они нажимного вида.
Для удобства пользования необходим глазок с хорошим углом обзора.
Чтобы максимально защитить дверь от взлома, на нее устанавливают противосъемные штыри, а также броненанкладки на замки. Они предотвращают возможность высверливания запирающих механизмов, могут иметь толщину от 1,5 до 4,5 мм.
Торговые марки

В продаже можно встретить металлические входные системы от разных производителей.
Наиболее известные изготовители металлических дверей:
- «Форпост». Это бюджетная марка за счет применения металла небольшой толщины. Изделия стандартных размеров и комплектации.
- «Торэкс». Линейка включает модели от эконом до премиум класса, ассортимент очень широкий. Применяется сталь толщиной 1,5 мм, все двери, кроме замков, имеют дополнительно защелку.
- «Эльбор». Эта компания предлагает конструкции классического дизайна с хорошими защитными свойствами, а также высоким классом устойчивости ко взлому. Декоративные панели на двери легко можно сменить.
- «Гардиан». У этой марки основной ассортимент – это изделия премиум класса. Они отличаются респектабельным дизайном и высокой прочностью, что достигается за счет ребер жесткости в форме трапеции. Также к достоинствам бренда относятся два контура уплотнителя, которыми они оборудуют свою продукцию, и широкий ассортиментный ряд.
Также к популярным маркам относятся двери «Бастион», биметаллические изделия фирмы «Оплот». Двери «Легран» хороши тем, что при их изготовлении применяется сталь в 1,5 мм и современные МДФ панели.
Позитивные отзывы потребителей получили двери «Герда», которые существуют на рынке более 20 лет, а также итальянский бренд «Dierre»: они изготавливают даже умные двери. «Gardesa» – еще один популярный итальянский бренд с отличным дизайном.
Можно посмотреть производство стальных дверей на карте. Там представлены все вышеперечисленные компании.
Производство стальных входных дверей – сложный и ответственный процесс. Любые неточности в технологических операциях приводят к тому, что входные конструкции быстро выходит из строя. Автоматизированные линии и современное оборудование полностью исключают появление дефектов и минимизируют ручные операции, позволяют быстро изготавливать заказы.
Источник: https://dveri365.house/po-materialam/metallicheskie/proizvodstvo-metallicheskih-dverey.html
Как изготавливаются технические двери
Технические двери представляют собой конструкции, которые монтируются на входе в различные подсобные помещения, а также внутренние пространства жилых, общественных и промышленных построек, например, лестничные клетки, приквартирные площадки, лифты и т.д.
В большинстве случаев для их изготовления используется металл.
Естественно, производство технических дверей должно учитывать специфику их последующей эксплуатации, поэтому характеристики изделий определяются, главным образом, исходя из места установки и функционального назначения входных конструкций.
Основные виды и особенности технических металлических дверей
 По большому счету, техническими можно назвать большое количество входных конструкций, которые устанавливаются на входе в нежилые помещения. Поэтому выделяют несколько основных видов подобных изделий, в частности:
По большому счету, техническими можно назвать большое количество входных конструкций, которые устанавливаются на входе в нежилые помещения. Поэтому выделяют несколько основных видов подобных изделий, в частности:
- Обычные. Стандартная техническая дверь устанавливается на входе в подвал, выходе на чердак или лестничную клетку. К этому типу металлических конструкций не предъявляются какие-либо специальные требования. Их характерной особенностью является использование бюджетных вариантов отделки, надежность и, зачастую, небольшие размеры;
- Противопожарные. Производство технических металлических дверей, обладающих повышенным уровнем огнестойкости, подразумевает крайне серьезные требования, связанные с возможностью сохранения эксплуатационных характеристик изделия в условиях воздействия негативных факторов в виде высокой температуры и открытого огня. Кроме того, важным параметром подобных конструкций выступает способность изделия не допустить распространения дыма, содержащего чрезвычайно опасные для человека продукты горения;
- Бронированные. Эта категория технических входных конструкций обычно устанавливается в помещениях, эксплуатация которых предполагает высокую степень защищенности. Речь в данной ситуации идет о хранилищах, в которых размещаются особенно ценные вещи и предметы, оружейных и сейфовых комнатах, архивах с важной информацией и т.д. Главное требование к подобным изделиям – сведение к минимуму возможности несанкционированного проникновения;
- Специальные. Технические двери этой группы предназначены для использования в особых условиях. В качестве типичного примера можно привести входные конструкции, устанавливаемые в лифтах или цехах с опасным производством. В обоих указанных случаях к дверям предъявляются крайне серьезные требования, связанные как с прочностными характеристиками, так и изоляционными параметрами.
Многообразие изделий рассматриваемого типа, которое наглядно демонстрируется приведенным выше списком, показывает, насколько различными по качествам и свойствам могут быть подобные изделия.
Очевидно, что их производство требует серьезного подхода, грамотной организации и соответствующего оборудования.
Именно поэтому изготовление технических металлических дверей является высокотехнологичным процессом, наладить который удается только наиболее солидным предприятиям, обладающим достаточным опытом и квалифицированными кадрами.
Этапы изготовления технических стальных дверей
 В большинстве случаев технические двери изготавливаются путем последовательного выполнения нескольких этапов. Началом производственного процесса выступает раскройка металла, которая сегодня осуществляется при помощи высокопроизводительных и точных лазерных установок. Они по шаблону вырезают заготовки нужного размера, используемые затем при изготовлении короба и каркаса створки. Преимущества применения подобного оборудования очевидны и заключаются в получении абсолютно ровных краев металлических деталей и возможности выполнения отверстий для установки шарниров.
В большинстве случаев технические двери изготавливаются путем последовательного выполнения нескольких этапов. Началом производственного процесса выступает раскройка металла, которая сегодня осуществляется при помощи высокопроизводительных и точных лазерных установок. Они по шаблону вырезают заготовки нужного размера, используемые затем при изготовлении короба и каркаса створки. Преимущества применения подобного оборудования очевидны и заключаются в получении абсолютно ровных краев металлических деталей и возможности выполнения отверстий для установки шарниров.
Второй этап производства технических дверей предусматривает использование пресса. С его помощью изготавливаются борта створки и стойки короба. Сегодня наиболее часто применяются цельногнутые профили, обеспечивающие высокий уровень прочностных параметров при минимальном расходе металла.
Кроме того, производимое современным оборудованием прессование позволяет получить ступенчатый профиль изделия, в результате чего создается два или три контура уплотнения, что крайне важно для тех видов технических металлических дверей, которые должны обладать высоким уровнем изоляционных характеристик.
Третий этап изготовления технических входных конструкций представляет собой сварку контактным способом или с использованием полуавтомата.
В результате происходит изготовление жесткого каркаса полотна, к которому присоединяются внешний и внутренний металлические листы, образуя створку изделия.
Естественно, перед выполнением последней из описанных операций внутрь двери укладывается теплоизоляционный материал, выбранный в качестве наполнителя.
На следующей стадии привариваются петли и монтируются противосъемные штыри, после чего техническая дверь собирается в единую конструкцию. При необходимости устанавливаются бронированные накладки и другие дополнительные защитные детали и элементы, а также врезаются запирающие устройства. Затем изделие направляется на покраску.
Этот этап является важным, так как от качества используемого защитно-декоративного покрытия в значительной степени зависит долговечность технической двери. В большинстве случаев отделка представляет собой нанесение порошково-полимерной краски, которая сочетает как бюджетную стоимость, так и отменные эксплуатационные характеристики.
Факторы, определяющие характеристики технических входных дверей
 При определении качества технических входных конструкций применяются те же критерии, что используются для обычных металлических дверей. В число наиболее важных из них входят:
При определении качества технических входных конструкций применяются те же критерии, что используются для обычных металлических дверей. В число наиболее важных из них входят:
- культура производства, которая сформировалась на предприятии-изготовителе;
- уровень используемого оборудования;
- квалификация обслуживающего его персонала;
- характеристики используемых при изготовлении материалов и комплектующих, прежде всего, марка и толщина стали, эффективность утеплителя, надежность фурнитуры и замков и т.д.;
Анализ перечисленных факторов, влияющих на качество выпускаемых технических дверей, объясняет, почему лидирующие позиции на сегодняшнем российском рынке занимают предприятия, которые изготавливают весь спектр металлических входных конструкций.
Это объясняется достаточно просто.
Основные принципы организации производства различных типов входных конструкций примерно одинаковы, поэтому тот, кто может изготовить качественную квартирную дверь, тот выпустить и техническое изделие, полностью соответствующее всем необходимым требованиям.
Источник: https://Door-met.ru/stati/kak-izgotavlivayutsya-tehnicheskie-dveri
Технологический процесс производства стальных дверей
В отличие от дверей, изготовленных из других материалов, стальные двери обладают рядом преимуществ. При правильной обработке и уходе, конструкции из металла служат гораздо дольше, меньше подвержены износу в процессе эксплуатации, а также механическим повреждениям. Высокая прочность их конструкции служит надёжной защитой от проникновения злоумышленников.
Также при пожаре такая дверь не позволит перекинуться огню из одного помещения на другое. Современные технологии производства и материалы создают герметичное перекрытие входа с высокими показателями тепло- и звукоизоляции.
Технологии изготовления делятся на две основные категории:
- Кустарное производство с преимущественным использованием примитивных подручных средств;
- Производство в заводских условиях. Применяются специализированные станки и высококвалифицированный персонал.
Возможно также комбинированное использование этих процессов, что также даёт хорошие результаты.
Кустарное изготовление дверей
До недавнего времени львиная доля всех металлических входных дверей производилась только по этой технологии.
Недостаток заводских мощностей и современного оборудования дал возможность мелким предпринимателям организовать небольшие цеха с использованием минимального набора инструментов.
Достаточно было иметь ручной электродуговой сварочный аппарат, «болгарку», дрель и ещё несколько нехитрых инструментов.
Из стандартного металлопроката вырезались части нужного размера, сваривались вручную, шлифовались, красились и собирались.
Так как подобный процесс очень ограничивает возможности мастера, изделия имели грубоватый внешний вид, подходящий для гаражей или промышленных помещений.
Ставились они также на дома и квартиры, но эстетическая составляющая оставляла желать лучшего. Время на их изготовление уходило много, требовались большие трудозатраты что повышало стоимость изделия.
 Производство стальных дверей индустриальным методом
Производство стальных дверей индустриальным методом
С ростом благосостояния людей повышались и требования к внешнему виду входных дверей. Полностью реализовать эту потребность стало возможным только применяя современные технологии. Рассмотрим более детально процесс индустриального изготовления входных дверей. Он подразделяется на следующие этапы:
- Отборка металлопроката в зависимости от назначения;
- Разметка и вырезание стальных заготовок;
- Подготовка и обработка заготовок;
- Сваривание конструкции;
- Сборка, подгонка и контроль качества;
- Очистка и окрашивание;
- Монтаж дверной фурнитуры.
Первый этап. Подготовка
На этом этапе металлопрокат подвергается тщательной проверке на предмет заводского брака: деформации, трещин, газовых пузырей и пр. Выполняется очистка от коррозии и окалины. Производится контроль толщины металла и его марки.
Второй этап. Вырезание
Он представляет собой обрезку и раскрой дверного полотна и деталей коробки под нужный размер. Изготовление дверей стандартных размеров стоит дешевле и занимает меньше времени, однако существует возможность заказать дверь с индивидуальными параметрами.
Для раскроя используется стационарный станок под названием гильотина. На нём выполняют обрезку листа для передней и задней части дверного полотна, а также нарезка частей для коробки и других монтажных элементов. При этом линия среза получается ровная и практически не требующая дополнительной обработки.
Для данной операции применяют также плазменный резак, позволяющий выполнять не только прямолинейную обрезку, но и выкройку деталей со сложным контуром. Однако линия реза при этом получается не столь ровная как на гильотине и нуждается в дополнительной обработке.
Некоторые цеха оснащаются полностью автоматической системой раскроя, под названием координатно-пробивной пресс.
В нём достаточно внести программу с параметрами требуемых элементов, и станок самостоятельно вырежет все детали, а также отштампует нужные отверстия для ручек, замков, глазка и т. п.
Координатно-пробивной пресс есть далеко не везде, поэтому при его отсутствии пользуются комбинированными пресс-ножницами. С их помощью также вырезаются круглые и овальные технические отверстия специальными конусами. Под прессом также вырубаются небольшие детали, из которых изготавливают дверные усилители, выполняющие функцию рёбер жёсткости.
 Третий этап. Сгибание
Третий этап. Сгибание
На этом этапе края заготовок обрабатываются, ровняются и шлифуются. Таким образом устраняются неровности, заусеницы и прочие погрешности предыдущих этапов. Далее они отправляются на гибочный станок.
В отличие от смонтированных из готового металлопрофиля дверей и коробок, в данной конструкции профильные части изготавливают из цельного стального листа и выгибают на станке. В результате получаются четыре профильные перемычки дверной коробки: две вертикальные и две горизонтальные.
Таким же образом изготавливают стойки дверного полотна и его усилители.
Четвёртый этап. Сварка
Вырезанные и выгнутые по размеру составные части конструкции свариваются вместе. Соединяются детали коробки и к ним привариваются дверные петли. На специальном стенде на лицевой стальной лист привариваются уголки дверного полотна, к ним крепятся элементы рёбер жёсткости, придающие крепость конструкции.
Для соединения металлических частей используется точечная сварка. Она не создаёт грубых швов и при этом надёжно скрепляет между собой детали. Кроме того, она выполняется очень быстро, что позволяет существенно сократить время производства.
Далее сваренная конструкция тщательно обрабатывается и шлифуется, с неё удаляется окалина от сварки.
Пятый этап. Спаривание
На этой стадии дверное полотно соединяют с коробкой. Выполняется тщательная подгонка и выравнивание, производится замер и правка зазоров.
Шестой этап. Покраска
Все части двери помещаются в специальную камеру, где они проходят тщательную мойку, очистку и предпокрасочную подготовку. Для этих целей используется фосфатный раствор. Он очищает металл и покрывает его тонкой плёнкой, предотвращающей коррозию.
Далее подготовленную конструкцию окрашивают с помощью краскопульта. Краска не только придаёт поверхности эстетически привлекательный вид, но и защищает от механических повреждений.
Седьмой этап. Установка гарнитуры
Внутреннее пространство дверного полотна наполняется минеральной ватой, устанавливаются замки, ручки, глазок. Для придания стильного внешнего вида крепятся панели из пластика или другого материала. После этого тщательно проверяется работа замков и герметичность прилегания уплотнителя.
После успешного прохождения всех описанных процедур стальная дверь готова к установке и будет исправно служить многие годы.
Источник: https://izgotovlenie-dverei.ru/tehnologicheskij-process-proizvodstva-stalnyh-dverej.html
Современные технологии производства входных металлических дверей
Подобно тому, как театр начинается с вешалки, знакомство с домом происходит с входной двери. И хотя ее основная функция заключается в защите, не последнюю роль играют эстетические качества изделия.
Наиболее надежными, очевидно, являются дверные конструкции из металла, защищающие как от злоумышленников, так и от негативного воздействия внешней среды.
Современные модели входных дверей радуют хозяев и гостей не только высоким качеством, но и эффектным внешним видом, отлично дополняющим любой интерьер. Но как они изготавливаются?
Производство дверей — сложный процесс. От используемых технологий изготовления зависят надежность и долговечность конечного продукта. Чтобы выбрать действительно качественную дверь, следует знать об особенностях производства этих изделий.
Первое, на что нужно обратить внимание, — это используемые методики производства. Ведь они определяют не только скорость изготовления двери, но и ее конструктивные особенности, точность подгонки деталей друг к другу и в целом — качество. Известно три подхода к изготовлению дверей. Это:
- Кустарный метод. Он основан на ручном труде с минимальным использованием оборудования. Недостатками такого подхода являются длительность изготовления изделия, большие трудозатраты, высокие требования к квалификации мастеров, отсутствие высокотехнологичного оборудования, и как следствие — возможное несоответствие элементов конструкции требуемым размерам и многие другие технологические изъяны. Главное достоинство метода — возможность изготовления продукции по сложным индивидуальным заказам.
- Индустриальный метод. В этом случае производство изделий является практически полностью автоматизированным. Оно выполняется на специальных линиях, где почти все работы ведутся с использованием робототехники. Такой подход позволяет свести к минимуму временные затраты на производство товара, а также обеспечивает максимальную точность выполнения всех работ.
- Комбинированный метод. Совмещение ручного и промышленного труда предусматривает использование полуавтоматических линий и выполнение некоторых работ ручным методом. Этот способ отличается более высокой эффективностью и точностью, чем кустарный метод, но значительно уступает автоматическому производству по скорости и качеству изготовления товаров.
Но какой бы метод не использовался, процесс производства включает ряд обязательных этапов:
Сборка каркаса
Производство металлических дверей начинается со сборки каркаса. Для этого выполняется разметка и нарезка материала с помощью механического оборудования, а также кислородным, лазерным или плазменным методом.
Материалы
При производстве используется горячекатаная или холоднокатаная сталь. Первая отличается от второй низкой стоимостью и более простой технологией изготовления.
Так, при горячем прокате листу придается необходимая форма после разогревания до 1400 градусов по Фаренгейту, в то время как холодная обкатка осуществляется при комнатной температуре после предварительного горячего отлива.
Кроме того, холоднокатаные листы отличаются более высокой пластичностью, точностью углов и устойчивостью к коррозии.
Среди пользователей распространено мнение, что чем толще лист стали, тем лучше. Но в действительности каждый дополнительный миллиметр стали добавляет к весу изделия порядка 8 кг. Кроме того, тяжелые двери с трудом открываются и закрываются.
Также у тяжелых изделий отмечается быстрый износ петель. Поэтому оптимальная толщина стали для двери, ведущей в хозяйственные постройки, составляет 0,8–1,0 мм, в охраняемый офис — 1,0–1,2 мм, в квартиру — 1,2–1,5 мм, в загородный дом — от 2,0 мм.
Стабильность и прочность конструкции обеспечивают ребра жесткости, которые устанавливаются между листами стали и не позволяют листам прогибаться или отделяться от конструкции при попытке взлома.
Они изготавливаются из трубы квадратного сечения, швеллера или уголка и имеют горизонтальное, вертикальное или диагональное расположение. В одной двери стандартных размеров должно быть не меньше одного горизонтального и двух вертикальных ребер.
Чем больше ребер установлено в изделии, тем прочнее конструкция.
Технологии сварки
Далее производится соединение металлических элементов друг с другом при помощи сварки. Наиболее распространены две технологии сваривания:
- Традиционная, предусматривающая использование уголков или профильной трубы. Этот метод требует значительных трудозатрат, но позволяет изготавливать изделия большой площади и нестандартных конструкций. При этом готовая продукция отличается достаточно большим весом.
- Гибочно-сварочная. Такая технология основана на полной автоматизации процесса изготовления, что позволяет снизить трудозатраты. Методика дает возможность свести к минимуму отклонения в размерах металлических профилей и значительно снизить вес готовых изделий.
Когда основа конструкции двери готова, на ней устанавливаются дополнительные элементы — запирающие механизмы, фурнитура, утеплитель и т.д.
Установка замков
Максимальную защиту от взлома обеспечивает применение комбинации из двух различных замковых механизмов.
Обычно это цилиндровые замки, к которым крайне сложно подобрать ключ, и сувальдные (или «сейфовые»), отличающиеся массивностью и высокой устойчивостью к механическому воздействию.
Одновременное использование замков этих двух типов обеспечивает эффективную защиту от проникновения злоумышленников.
Установка дополнительных элементов защиты и фурнитуры
На следующем этапе изготовления монтируются следующие элементы:
- Петли: скрытые (более надежные) или навесные. Для конструкции весом не более 70 кг будет достаточно двух петель. Для бронированных конструкций их понадобится 3–4.
- Бронированные накладки на замки: внутренняя и внешняя марганцевые пластины толщиной 1,5–4,5 мм, которые устанавливаются на замки сувальдного и цилиндрового типов и защищают их от высверливания. Броненакладки бывают накладные, полуврезные, врезные, магнитные и классические.
- Противовзломные штыри: небольшие устройства, расположенные на дверных полотнах и входящие в отверстия рамы при закрытии дверей. Используются как дополнительная защита для конструкций с навесными петлями.
- Глазки: бывают стандартными оптическими, пуленепробиваемыми (из стали и специального стекла), панорамными, электронными. Также популярны видеоглазки и др.
- Индивидуальные системы доступа: устройства, ограничивающие доступ в помещения. Для аутентификации посетителей используются специальные идентификаторы, которые сравниваются с данными, имеющимися в памяти системы.
- Сигнализация: автономная, пультовая.
Заполнение внутреннего пространства
Защиту от негативного воздействия внешней среды (в первую очередь от низких температур) обеспечивают не только внешние элементы, но и наполнитель, который размещается между металлическими листами, образующими дверное полотно. В это пространство помещаются тепло- и звукоизоляционные материалы.
Самыми безопасными и распространенными из них (а также обладающими противопожарными свойствами) являются минеральная вата и пенополиуретан.
Используются также пенопласт (в дешевых моделях), негорючая базальтовая плита и различная стекловата (весьма тяжелые материалы), целлюлоза (сегодня практически не используется) и полипропилен.
Внешняя обшивка или покраска
После сборки дверная заготовка очищается, шлифуется и обезжиривается, а потом окрашивается порошковым методом, струйным обливом, распылением (пневматическим или в электростатическом поле).
Применяются порошковые (молотковые) или графитовые краски.
Также дверь может быть обшита отделочными панелями, изготовленными с использованием кожи, кожезаменителя, натурального дерева, ДСП, МДФ, термопленки, шпона и др.
Монтаж уплотнителей
Для обеспечения герметичного закрытия двери в местах ее соприкосновения с рамой устанавливаются уплотнители из резины, поролона, пенополиэтилена, пластика или силикона.
Наиболее популярным вариантом является магнитный резиновый уплотнитель, который устанавливается в один или два ряда.
Сечения резиновых уплотнителей напоминают буквы латинского алфавита: С, К — профили для щелей толщиной менее 3 мм, Р, V — 3–5 мм, О, D — до 7 мм.
Особенности производства входных металлических дверей в разных странах
Производство входных металлических дверей, широко представленных на отечественном рынке, имеет следующую географию: Китай, Беларусь и Россия. Все это недорогие, а соответственно, наиболее востребованные изделия, ориентированные на массовый спрос.
Китай
В настоящее время многие поставщики предлагают своим клиентам китайскую продукцию по цене до 10 000 рублей. Низкая стоимость привлекает покупателей, но при этом владельцев может ждать целый ряд неприятных сюрпризов. Так, дешевая продукция из Поднебесной производится из стали, толщина которой составляет менее 1 мм (а чаще всего 0,5–0,8 мм).
Если слегка надавить рукой на полотно, то сталь немного прогнется. Вскрыть подобную дверь можно при помощи обычного консервного ножа, поэтому никакие дополнительные средства защиты (качественные замки, петли и др.) не смогут спасти ситуацию.
Кроме того, по причине малой толщины металлических листов при производстве практически не проводятся сварочные работы, что также значительно снижает взломостойкость конструкции.
Большинство китайских производителей остаются неизвестными. Более того, продавцы даже не всегда признаются покупателям, что товар изготовлен в Китае. Пожалуй, единственным известным китайским производителем (который, к тому же, реализует качественную продукцию) является компания «Форпост».
Беларусь
Изделия белорусского производства отличаются высоким качеством (толщина металлического листа составляет 2 мм и более), долговечностью и простотой в уходе. Кроме того, они соответствуют климатическим особенностям и социальным условиям стран СНГ.
Стоимость дверей класса стандарт составляет 14 000–20 000 рублей.
Предлагать покупателям товар с отличными эксплуатационными характеристиками и по доступной цене позволяет отсутствие таможенных пошлин и значительных расходов на перевозку продукции.
Еще одним важным достоинством белорусских изделий является широта модельного ряда. К числу самых известных производителей относятся компании «Двери Белоруссии», «Стальная линия», «Геркон», «Железный дом» и «Деловой металл».
Россия
Наибольшим спросом (до 85–90%) в среднем ценовом сегменте пользуются двери отечественного производства. Это объясняется сочетанием высокого качества товаров и доступной стоимостью (10 000–20 000 рублей). Основные преимущества российской продукции заключаются:
- в возможности изготовления товаров под заказ (в том числе по специальным проектам);
- часто — в отсутствии логистических и дилерских наценок;
- в качественном сервисе и гарантии: представители компаний-производителей выполняют все замеры и установку в подходящее для заказчика время.
К числу наиболее известных российских производителей относятся предприятия: фабрика дверей «БРАВО», «Эльбор», «Гардиан», «Торэкс», «БелКа», «Арсенал Сервис Сталь», «Геометрия металла», «Бастион», «Колумб», «Проем», «Ягуар-М», «Дверь по прозвищу Зверь», «СТАЛ», «Герда», «Dierre», «МастерЛок», «Оптима» и др.
Итак, качество металлической двери зависит от толщины и прочности стальных листов, надежности элементов безопасности и особенностей фурнитуры, а также от технологии производства. Оптимальное соотношение цены, качества и внешнего вида изделий предлагают многочисленные российские, а также белорусские и некоторые китайские производители данной продукции.
Источник: https://www.pravda.ru/navigator/proizvodstvo-metallicheskikh-dverei.html





