- Технические характеристики и сфера использования
- Химический состав
- Физические свойства и механические характеристики
- Номенклатура
- В заключение
- Технические характеристики электродов Э42
- Область применения
- Технические характеристики
- Размеры и ассортимент
- Особенности наплавки
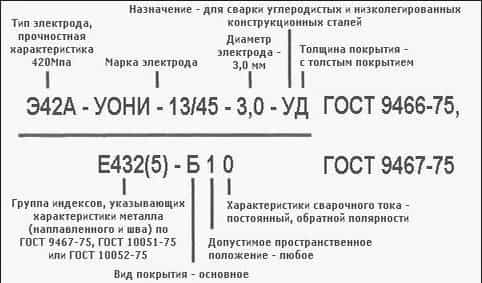
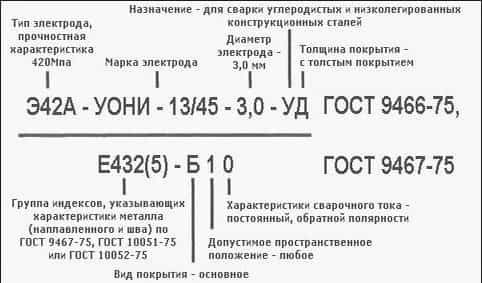
- Обозначение и расшифровка
- Производители
- Сварочные катоды Э-42: только важная информация
- Ближе к сути: описание катодов и характеристики
- Преимущества катодов:
- Электроды Э42
- Электроды э 42 – описание и технические характеристики, особенности их использования и область применения
- Электроды Э42: технические характеристики и аналоги
- Знакомство
- Аббревиатура
- Предназначение
- Химический состав
- Технические характеристики
- Особенности изделий
- Аналоги электродов Э42
- Производители
- В заключение
- что это такое и как использовать?
- Общая информация
- Применение
- Аналоги
- Выбор
- Хранение
- Вместо заключения
- Технические характеристики сварочных электродов Э42 разного диаметра
- Расшифровка аббревиатуры и марки
- Область применения
- Химический состав
- Технические характеристики
- Диаметры
- Особенности изделий
- Металл шва или наплавка
- Аналоги
- Ограничения
- Производители
- Требования ГОСТ
- Э42А УОНИ-13/45
- Основное назначение электрода
- Характеристики плавления электродов Э42А
Проведение сварочных работ без дополнительных присадочных материалов, которые помогают добиться высокого качества итогового результата работы, просто невозможно. Наиболее популярным вспомогательным веществом являются электроды. Они повсеместно используются в самых разнообразных сферах производства и промышленности. Чаще всего их применяют в процессе создания разнообразных деталей и конструкций из металлов. Для того чтобы создать прочное соединение двух изделий между собой требуется подбирать определенную модель сварочных электродов.
Сварочные электроды Э42 применяются чаще всего в работе с различными металлическими детали и конструкциями. С их помощью можно без особых проблем, естественно, при наличии необходимых знаний, умений и оборудования, соединить два металлических изделия между собой.
Стоить отметить, что эта модель присадочного материала не способна обеспечить высокий уровень прочности на ответственных соединениях.
То есть, для деталей, чья рабочая деятельность происходит при постоянном давлении большого веса, электроды этой модели использовать не стоит.
На рынке присадочных материалов для сварочных работ модель электродов Э42 достаточно хорошо распространена. Дело в том, что химический состав вещества рассчитан на работу со сталями с небольшим количеством углерода в составе. Изделия их такого металла очень распространены в технической, строительной и т.д. сферах.
Эту модель присадочного материала категорические не рекомендуется применять во время проведения сварочных работ со сталями с высоким содержанием углерода в химическом составе, так как качество готового соединения будет оставлять желать лучшего.
В процессе работы с такими материалами в рабочем зоне будут образовываться трещины, сколы и другие дефекты, что вместе негативно скажется как на прочности соединения, так и на его качестве в целом.

В процессе сварки рекомендуется использовать какие-либо дополнительные защитные вещества, так как поверхность электродов не имеет никакого защитного покрытия. Чаще всего данная модель применяется в процессе разнообразных монтажных работ.
Химический состав присадочного материала, его механические характеристики и физические свойства позволяют работать с необработанной поверхностью. Модель Э42 даже позволяет работать с ржавой поверхностью.
Широкий ассортимент номенклатуры позволяет подобрать требуемый размер присадочного материала для каждого определенного случая, что позволяет работать как с толстым, так и с тонким металлом.
Важно: если толщина изделия, на котором будет создаваться сварочное соединение, превышает отметку в четыре миллиметра, то требуется провести предварительные подготовительные процедуры, заключающиеся в разделке кромок изделия, его прогреве и других манипуляциях (зависит от конкретного случая и типа материала).
Материал достаточно легок к применению. С ним можно работать при любом типе электрического тока. Дуга сварочного аппарата зажигается достаточно легко как в первый раз перед работой, так во все последующие.
Наплавленный материал в горячем состоянии не сильно растекается по поверхности, что также упрощает весь сварочный процесс, а также обеспечивает абсолютный уровень герметичности для итогового результата соединения.
Исходя из типа металла, размера присадочного материала, рабочего положения и нескольких других факторов требуется подбирать определенное значение силы тока во избежание метаморфоз рабочей поверхности изделия.
Среди преимуществ присадочного материала модели Э42, основным является доступность и невысокая стоимость вещества. Эта модель имеется в постоянном ассортименте практически каждого специализированного магазина.

Естественно, что расходный материал имеет и несколько недостатков. Основными являются низкая ударная вязкость, узкий спектр использования, низкий уровень пластичности готового соединения. Для повышения качества сварного соединения требуется применять вспомогательное вещество – флюс.
Технические характеристики и сфера использования
Рассматриваемая в этой статье модель сварочных электродов чаще всего используется в промышленности в работе с неответственными соединениями, преимущественно для создания швов между металлическими конструкциями их низкоуглеродистой стали.
Помимо этого достаточно часто модель используется для восстановления утраченных металлических частей на изделиях и деталях в ремонтных мастерских.
Стоит отметить, что наплавленные материал не способен выдерживать постоянное сильное давление, поэтому его не стоит использовать для деталей и изделий, которые постоянно подвергаются ему.
Химический состав
Абсолютно все физические свойства и механические характеристики присадочных материалов любых моделей определяются их химическим составом. Сварочные электроды Э42 не являются исключением. В его состав входят пять различных химических элементов, которые содержаться в его составе в следующем процентном соотношении:
- С – 0.08;
- Mn – 0.7;
- Si – 0.1;
- S – 0.035;
- P – 0.035.
Физические свойства и механические характеристики
Вышеуказанные химические элементы, а точнее их соотношение дают присадочному материалу следующие физические свойства и механические характеристики:
- временное сопротивление разрыву равняется 420 Мпа;
- максимально возможный предел текучести принимает значения в 333 Мпа;
- присадочный материал в расплавленном состоянии способен увеличиваться в размерах относительно самого себя практически на тридцать процентов;
- рекомендуется проводить сварочные работы при температуре воздуха от -20 до +20 градусов по Цельсию;
Стоить отметить, что вне зависимости от габаритного размера присадочного материала Э42 его химический состав, физические свойства и механические характеристики остаются неизменными. Соответственно, применения электродов разного размера в работе с одной и той же деталью никак не отразится на качестве итогового результата соединения.

Номенклатура
Сварочные электроды Э42 производятся в достаточно широком ассортименте, что позволяет с точностью подобрать присадочный материал требуемого диаметра. В специализированных магазинах можно найти электроды этой модели в следующих диаметрах:
- 1,6 мм (длина 25 см);
- от 2 до 3 мм с шагом в пять десятых долей миллиметра (длина от 25 до 30 см);
- от 4 до 6 мм с шагом в один миллиметр (длина от 35 до 40 см).
В заключение
Работа с определенным размером присадочного материала модели Э42 требуется использование конкретного значения силы тока. Если не соблюдать это свойство, то риск повреждения рабочей поверхности изделия значительно увеличивается. Помимо этого, на значения силы тока и используемой температуры в процессе сварки может влиять положение, в котором выполняются сварочные процедуры.
Маркировка изделия состоит из двух значений:
- буква «Э» говорит о том, что данный присадочный материал предназначен для электродуговой сварке, причем как в ручном, так и в автоматическом режимах;
- число 42 – обозначает максимальный предел прочности наплавленного материала, который равняется 420 Мпа.

В специализированных магазинах можно приобрести сварочные электроды от следующих производителей: Вистек, Плазматек, Гранит и т.д.
Источник: https://svarkagid.com/jelektrody-je42/
Технические характеристики электродов Э42
Создание металлоконструкций является одной из главных отраслей, в которых применяются электроды. Это основной расходный материал для соединения отдельных их частей. Электроды Э-42 применяются как раз преимущественно для таких целей.
Они хорошо подходят для создания мелких конструкций, которым не требуется выдерживать большой вес. На рынке данная марка очень распространена, так как она рассчитана на сваривание изделий с низким содержанием углерода, которые преобладают в технической сфере.
При использовании данной марки для сварки высокоуглеродистых сталей можно отметить заметную потерю качества, так как в результате начнут появляться трещины, раковины и прочие дефекты, которые могут сделать изделие непригодным для эксплуатации.
Но если использовать все по назначению, то процент образования кристаллизационных трещин, а также пор, будет минимальным. Здесь используется обыкновенное покрытие, так что большого уровня защиты для дуги не стоит ждать.

Сварочные электроды марки Э-42
Электроды типа Э-42 рекомендуются для использования в монтажных условиях, так как у них нет большой чувствительности к чистоте поверхности, как это требуется при сварке алюминия и других сложно свариваемых металлов.
При необходимости, с его помощью можно варить как толстые, так и тонкие листы металла. Данная марка хорошо справляется с высокой глубиной проварки и может обеспечить качественное соединение даже в корне шва.
Естественно, что при работе с деталями толще 4 мм следует предварительно разделать кромки и провести другие подготовительные процедуры.

Электроды для сварки Э-42
Для работы подходит любая полярность сварочного трансформатора. Дуга одинаково хорошо зажигается, как в первый раз, так и в последующие, после перерыва ведения дуги. В особенности это касается подготовленных электродов, которые были просушены и прокалены.
Во время сварки образуется плотный слой шва, состоящий из мелких и ровных чешуек. Металл электрода ведет себе достаточно вязко и не растекается, что способствует созданию надежных герметичных швов.
При правильном выборе режима будет отсутствовать температурная деформация.

Электроды для электродуговой сварки
Тем не мене, к преимуществам данных изделий можно отнести их распространенность и доступность на рынке, так как стоимость оказывается не столь высокой, как у других марок. Шлак образуется ровным слоем и нет проблем с его ликвидацией, даже при небольшой толщине металла, где обивка могла бы повредить сам шов.
К недостаткам относится узкий диапазон применения, слабую ударную вязкость и отсутствие высокой пластичности, что весьма плохо для тонких металлов. Здесь необходимо использовать дополнительный флюс, чтобы компенсировать ненадежность защиты обмазки и увеличить параметры сваривания.
Таким образом, при любых отклонениях от нормы можно получить очень некачественный шов.
Технические характеристики сварочных электродов ОЗС-4
Область применения
Электроды Э-42 очень часто можно встретить в частной сфере, а также в промышленности для работ небольшой ответственности. В основном, с их помощью создают стальные металлоконструкции.
Также могут использоваться в ремонтных мастерских для восстановления деталей, так как многие вещи делаются из низкоуглеродистых металлов.
Ими можно заваривать тонкие трубы газопровода и водопровода, ели те эксплуатируются под относительно низким давлением
Технические характеристики
Технические характеристики электродов Э-42 зависят от состава материала. Химические элементы здесь указаны в процентном соотношении.
| Химический состав | ||||
| углерод | марганец | кремний | сера | фосфор |
| 0,08 | 0,7 | 0,1 | 0,035 | 0,035 |
В данной марке, электроды диаметром 4 мм Э-42 будут иметь с другими разновидностями не только идентичный химический состав, но и одинаковые механические свойства. Это помогает легко подобрать материал, в зависимости от того, с чем именно придется столкнуться готовому материалу шва
| Сопротивление временное на разрыв, МПа |
|
Удлинение относительное, % | Температура проведения испытаний, градусы Цельсия | Тип образца | Вязкость ударная, Дж/см в квадрате |
| 420 | 333 | 27 | 20 -20 | KCU KCV | 118 34 |
Размеры и ассортимент
Тонкие модели применяются для сваривания тонких листов из стали. Более толстые, такие как электроды диаметром 6 мм Э-42 используются для самых серьезных случаев, когда не обойтись без разделки кромок и нужно достичь максимальной глубины проварки.Размеры и ассортимент
| Диаметр, мм | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 | 0,4 |
Особенности наплавки
Наплавка каждого из диаметров электрода проводится в своем режиме, который оптимально подходит для такой толщины. Здесь учитывается не только время расправления, но и то, в каком положении проводится работа, так как в сложных ситуациях расплавленный металл будет просто стекать вниз, так и не задерживаясь. Чтобы этого не было, силу тока нужно сбавлять
Обозначение и расшифровка
В маркировке данного типа показана характеристика прочности, что для основной сферы применения является одним из главных факторов. На данном примере видно, что:
- Э – электрод для электродуговой сварки;
- 42 – 420 МПа прочностная характеристика.
Производители
- Вистек;
- Патон;
- Плазматек;
- MaxWeld;
- Френзе-Электрод;
- Гранит.
Источник: https://svarkaipayka.ru/material/elektrodyi/tehnicheskie-harakteristiki-elektrodov-e42.html
Сварочные катоды Э-42: только важная информация
Сварочные электроды э42 – атрибутика строительной, промышленной площадки, и не только, а поэтому стоит внимательно присмотреться к марке катодов э-42. Современные типы сварочных катодов разделяются по физическим и технологическим характеристикам, определяющим непосредственно материал. Электроды, относящиеся к одной группе, могут быть различных марок.
Ближе к сути: описание катодов и характеристики
Сварочные катоды могут обладать различными вариантами покрытия, а, следовательно, могут иметь некоторые технологические отличия. Таким образом, катоды марки э42 сообщают о себе всю требуемую информацию.
Наиболее распространенными типами катодов рассматриваемого образца есть электроды марки э42 АНО 6, что применяются при необходимости проведения дуговой сварки металлов и сплавов, углеродистой стали, в составе которых углерод не превышает четверти от одного процента.

Электрод данной марки имеет сертификат качества, соответствие ГОСТу 9466-75. Электроды располагают коэффициентом наплавки в пределах 10г/Ач.
Вдобавок ко всему электрод рассматриваемой марки, имеющий диаметры от 4 до 6 миллиметров, готов похвастать расходом для получения 1 килограмма наплавленного металла приблизительно 1,6 килограмма.
Затрагивая электрод марки э42, стоит сказать, что он образует наплавленный материал, который включает в себя определенные элементы, среди которых числится сера, фосфор, кремний, марганец.
Преимущества катодов:
- Корка шлака свободно и достаточно просто отделяется;
- Качественное образование шва, обладающего физическими, пластическими свойствами;
- Аккуратный шов, образующийся даже при незначительных знаниях, практических навыках квалифицированного работника;
- Надежность, долговечность шва, позволяющая ему не терять свои физические свойства на протяжении долгого времени;
- Сертификат качества, свидетельствующий о высокой долговечности атрибутики;
- Относительно незначительные потери материала во время работы;
- Стабильное и усиленное горение электрической дуги;
- Незначительная стоимость наряду с высоким качеством, отличными характеристиками;
- Соответствие Государственному стандарту, что говорит о высоком качестве товара;
- Низкая склонность к образованию пористости, кристаллизационных трещин.

Чтобы добиться устойчивого горения электрической дуги между катодом и поверхностью обрабатываемого металла в покрытие вводятся вещества, которые содержат элементы с незначительным потенциалом ионизации. Рассматриваемые товары для ручной электродуговой сварки металлов и сплавов являются, по сути, стержнями длиной до 45 сантиметров, выполненными из сварочной проволоки, на которую нанесен слой покрытия – смеси веществ для усиления ионизации, а также защиты от вредного воздействия воздуха, металлургической обработки сварочной ванны. Маркировка рассматриваемого типа указывает на все свойства соединительных катодов. Для большего информирования рекомендуется обратиться к советам опытных профессионалов.
Рассматриваемая марка катодов имеет сертификат, а поэтому диаметр сварочного атрибута должен в обязательном порядке подходить к толщине обрабатываемой поверхности материала.
Катоды не должны ни в коем случае подвергаться воздействию влаги, а поэтому их следует хранить в упаковке, в которой они находились во время покупки.
Детальнее об условиях длительного хранения можно узнать, прочитав информацию на упаковке.
Следует внимательно изучать параметры, характеристики, а также другие важные стороны сварочной атрибутики вроде рассматриваемой. Так удастся с большой долей вероятности избежать неприятностей во время работы, излишних финансовых растрат.
Источник: http://GoodSvarka.ru/oborudovanie-i-materiali/katody-e-42/
Электроды Э42
Электроды это самый доступный и распространенный сварочный материал в том числе Э42 . Каждая марка обладает различными свойствами и сочетанием, которые обеспечивают необходимые требования. Выбор марки электродов зависит от типа работы, которую надо выполнить.
Марки стали, ее толщины, условий работы и тому подобное. Современные типы электродов делятся исходя из технологических показателей и физических характеристик, которые и определяют материалы, с которыми они работают и допустимые условия сварки.
При этом сварочные электроды одной группы могут быть различных марок. Электроды Э42 имеют различные покрытия, а значит и определенные технологические отличия. Особенно распространенными электродами данного вида являются сварочные электроды типа Э42 АНО 6, которые применяются для работы с углеродистой сталью, которая состоит из углерода не выше чем на 0,25%.
Эти электроды работают от источника непрерывного тока либо переменного тока с обратной полярностью. В совокупности электроды Э42 имеют показатель наплавки вблизи 10 г/Ач. Сварочные электроды Э42 имеют, также различный диаметр от 4 до 6 миллиметров, и их составляет 1,6 кг электродов на 1 кг наплавленного металла. Шов имеет в своем составе такие элементы как фосфор, сера, марганец и кремний.
Электроды АНО 6 имеют рутиловое покрытие. Основу покрытия этих электродов составляет природный диоксид титана. Стойкость металла шва, вопреки образованию трещин, высокая.
Эти электроды владеют целым рядом превосходств по сопоставлению с другими видами, а именно: обеспечивают сильное и стабильное горение дуги, небольшие потери металла, легкую отделимость корки шлака, и чудесное образование шва.
Электроды Э42 малочувствительны к образованию при сварке влажного или ржавого металла, или при изменении длины дуги.
Поры в швах возникают при использовании повышенных режимов тока при работе с тавровыми швами, или при сварке электродом большого диаметра тонкого металла.
Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
Рекомендовано:
Значимым превосходством этих электродов является легкость зажигания дуги наименьшей плотностью тока, при котором вожможен дуговой разряд. Они гораздо превосходят электроды с основным покрытием по образованию шва и плавного перехода от него к основном металлу.
Источник: http://elektrod-3g.ru/elektrodyi-e42.php
Электроды э 42 – описание и технические характеристики, особенности их использования и область применения
alexxlab | 14.11.2017 | 0 | Вопросы и ответы
Электроды Э42: технические характеристики и аналоги
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.
Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.
На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Аббревиатура
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности.
Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок.
Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» – 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Аналоги электродов Э42
При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать.
Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Производители
В России данные электроды изготавливают на предприятии «СпецЭлектрод» в Москве и Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.
В заключение
Присадочные материалы типа Э42 обладают универсальными техническими характеристиками. Данные электроды пользуются большой популярностью у новичков и специалистов, выполняющих сварочные работы любой степени сложности.
fb.ru
что это такое и как использовать?
Время чтения: ≈5 минут
Электродуговая сварка немыслима без электрода. От него зависит, с каким металлом вы можете работать, какую силу тока можете использовать, и каков будет конечный результат. Существует несколько десятков типов электродов, к которым относятся свои марки.
Электрод типа Э 42 широко применяется как в профессиональной, так и в домашней сварке. Поэтому мы решили рассказать вам все об этом типе электродов. В этой статье вы узнаете, какие марки относятся к Э42, в каких случаях применение таких электродов нежелательно, как выбирать и правильно хранить стержни для сварки.
Содержание статьи
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Технология и особенности сварки стали
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей.
Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока.
Но при работе с постоянным током рекомендуется установить обратную полярность.
Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
При работе с электродами типа Э42 мастера отмечают стабильное горение дуги и ее легкий поджиг, в том числе повторный. По этой причине данный тип настолько популярен у всех категорий сварщиков. Так что можете использовать данные электроды для работы с любым сварочным аппаратом и уровнем подготовки.
Аналоги
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек.
Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми.
Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Выбор
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными.
Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие.
Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Хранение
Рекомендуем приобрести герметичный пенал для хранения ваших электродов. Так они сохранят все свои эксплуатационные характеристики, не будут крошиться или отсыревать. Необязательно покупать пенал, если вы не располагаете нужными средствами. Сделайте его из пластиковой трубы.
Вместо заключения
Электроды э42 — отличный выбор для всех сварщиков. От новичков, до мастеров своего дела. Главное — правильно подобрать марку и приобрести качественные стержни.
Если у вас скромный бюджет, купите отечественные электроды. У них неплохие характеристики и возможности.
Ну а если цена электрода играет далеко не первую роль, то обратите внимание на японских и европейских производителей. Желаем удачи в работе!
Источник: https://stankotec.ru/raznoe/elektrody-e-42-opisanie-i-texnicheskie-xarakteristiki-osobennosti-ix-ispolzovaniya-i-oblast-primeneniya.html
Технические характеристики сварочных электродов Э42 разного диаметра
Электроды Э42 разработаны и оптимизированы для сварки малолегированных углеродистых сплавов.
Они рекомендованы для конструкций, к которым предъявляются повышенные требования по прочности и устойчивости к динамическим нагрузка, а также работающим в условиях низких температур.
Электроды применяют также для сборки корпусов сосудов давления, толстолистовых заготовок, ремонтных работах при обнаружении дефектов литья.
Расшифровка аббревиатуры и марки
Расшифровка названия электрода Э42 и Э42А достаточно проста. В аббревиатуре зашифрована основная характеристика, выделяющая сварочный материал из прочих. Это прочность шовного материала, равная 420 Мпа. Э означает электрод для электродуговой сварки.
Популярными марками Э42 являются:
- ОЗС-42;
- ОЗС-12И/42;
- ОМА-2;
- Огонек;
- ОЗС-23.
Кроме того, широко известна среди профессионалов модифицированная версия: электроды Э42А марки УОНИ-13/45. Технические характеристики усовершенствованных электродов Э42А заметно превосходят базовую модель.
Область применения
- Сварочные материалы серии Э42 используются при сборке ответственных изделий из углеродистых сплавов.
- Применяют их также для монтажа труб с небольшой толщиной стенок для транспортировки жидкостей и гадов под малым и средним давлением.
- Электроды Э 42 не требуют высокой квалификации от сварщика, поэтому их охотно используют не только профессионалы, но и начинающие мастера в автосервисе и домашних мастерских.
- Доступная цена изделия только добавляет ему привлекательности.
Химический состав
Состав сварочной проволоки, являющейся основой изделия, кроме Fe, включает в себя:
С: 0.08%, Mn: 0.7%, Si: 0.1%, S: не более 0.035%, P: не более 0.035%.
Состав зафиксирован в ГОСТ, все производители, получившие и подтверждающие сертификат на выпуск электродов марки Э42, строго его придерживаются
Технические характеристики
В соответствии с требованиями ГОСТ 9466 и ГОСТ 9467, Э42 предназначены для работы как переменным, так и постоянным током.
Обмазка бывает как на кислотной основе, так и на основе минерала рутила (диоксида титана). Кислые покрытия часто приводят к образованию множественных трещин.
Для сплавов, характеризующихся как спокойные или полуспокойные, предпочтительно использование рутиловой обмазки.
При сгорании покрытия в пламени электродуги образуется облако защитного газа, вытесняющего из рабочей зоны воздух и предотвращающего контакт расплавленного металла с кислородом и азотом, а также с водяными парами. Кроме того, присадки, водящие в состав Э42, выступают в роли легирующих компонентов.
Изделия серии характеризуются следующими физико-механическими параметрами:
- временное сопротивление разрыву: 420 Мпа;
- ударная вязкость шовного материала при нормальной температуре: 150 Дж/см2;
- то же при -40С: 35 Дж/см2;
- относительное удлинение до 22%;
- температурный диапазон применения: -20+20оС;
- коэффициент наплавления: 1,6.
Параметры изделий серии делают их хорошим выбором при монтаже сложных технологических конструкций, предназначенных для работы при низких температурах, как для криогенной техники, так и для полярных транспортных средств и элементов инфраструктуры. Высокая прочность шовного материала открывает электродам широкий путь для использования при сварке ответственных высоконагруженных металлоконструкций в строительстве, машиностроении, оборонной отрасли.
Диаметры
Толщина электрода считается по диаметру сердечника из сварочной проволоки. Изделия серии Э42 выпускаются диаметром от 1,6 до 6 миллиметров.
Это дает возможность подобрать подходящую толщину как для тонколистовых, так и для солидных конструкций различной пространственной конфигурации. Диаметр покрытия электрода серии э42 зависит от толщины стержня.
Толщинам 1,6-3 мм соответствует привычная длина в 25-30 см, электроды диаметром 4 мм Э42, а также 6-миллиметровые, выпускаются как 30, так 45-сантиметровыми. Отгружаются изделия в пачках или в герметичных контейнерах.
Особенности изделий
Согласно техническим условиям, изделиями Э42 допустимо работать во всех сварочных положениях и направлениях, исключая вертикальное сверху вниз. Специальные добавки снижают текучесть расплава, удерживая его в границах сварочной ванны. Это дает технологам широкие возможности для проектирования и оптимизации процессов сварки.
Шовный материал, получающийся в результате работы электрода, характеризуется высокой однородностью структуры и минимальными пустотными дефектами. После сгорания обмазки образуется легкоудаляемая корка шлака.
Для Э42 характерны также легкий розжиг и высокая стабильность горения электродуги.
Шовному материалу свойственны высокая прочность и достаточная пластичность. Это увеличивает возможности конструкций противостоять как статическим, так и динамическим нагрузкам.
Для электродов характерны сниженные требования к подготовке поверхности и условиям работы. Сварке с достаточным качеством поддаются даже влажные заготовки со следами коррозии.
Металл шва или наплавка
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;
При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.
Следующие марки являются близкими функциональными аналогами Э42:
- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17, специализированы для работы с заготовками большой толщины и протяженными соединениями, аналог электродов э42а диаметром 4-6 мм;
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.
Ограничения
При всех положительных качествах изделия серии Э42 они физически не могут быть абсолютно универсальными электродами, подходящими для сварки чего угодно и где угодно. Они непригодны для работы в следующих условиях:
- сварка изделий из нержавеющей стали, для этого в составе проволоки не хватает хрома и никеля, обмазка также не сможет надежно изолировать сварочную ванну от азота, кислорода и водяных паров, шов будет слабым местом изделия;
- сварка в вертикальном сварочном положении в направлении сверху вниз, зазор между заготовками будет забиваться потеками расплава из сварочной ванны;
- сварка цветных металлов;
- соединение деталей из высоколегированных сплавов и чугуна.
Э42 хорошо делают то, для чего были разработаны. Попытки использовать их в нетипичных условиях успехом не увенчаются.
Производители
К ведущим производителям электродов серии относят следующие предприятия:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
Неплохо также зарекомендовала себя продукция московского «СпецЭлектрода» и Уральского электронного завода. Аналоги производства ESAB импортируют из Швеции.
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/elektrody-e42.html
Э42А УОНИ-13/45
Электроды для сварки углеродистых и низколегированных сталей → Тип Э42А
|
|
Э42А-УОНИ-13/45- Ø -УД Е412(5)-Б20 |
Основное назначение электрода
Электроды марки УОНИ-13/45 предназначены для ручной дуговой сварки особо ответственных конструкций из углеродистых сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 2.5 | 70-90 | 60-80 | 60-80 |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 130-180 | 120-160 | 120-160 |
| 5.0 | 170-210 | 160-210 |
Характеристики плавления электродов Э42А
| Коэффициент наплавки, г/Ач | 9,0 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,6 |
Основные характеристики металла шва и наплавленного металла.
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, МПа | 420 |
| Относительное удлинение, % | 22 |
| Ударная вязкость, Дж/см 2, при температуре +20°С | 150 |
| -40°С | 35 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,65 |
| Кремний | 0,2-0,3 |
| Сера, не более | 0,03 |
| Фосфор, не более | 0,030 |
Время последней модификации
1272155631
Источник: http://tehnonova.ru/yoni1345





