- Добавляем сайт в закладки или лайкаем на соц сети чтобы не пропустить что то новое .
- Современный метод пайки металлов, как работает водородная сварка
- Особенности
- Преимущества и недостатки
- О процессе
- Аппарат своими руками
- Водородная сварка: изготовление горелки своими руками и электролизный сварочный аппарат
- Преимущества водородной сварки
- Применение метода
- Как самому сделать водородный сварочный аппарат?
- Основная емкость
- Источник тока для атомно-водородной сварки
- Обменная камера
- Изготовление горелки
- Итог
- Водородная сварка выполняем работу своими руками
- Особенности водородно-кислородной сварки
- Особенности водородного пламени
- Создание электролизеров
- Принцип работы водородно-кислородных электролизеров
- Для профессионалов
- Подводная резка металлов
- Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
- Рисунок 2 — Резак для водородно-кислородной резки
- Рисунок 3 — Резак для бензин-кислородной подводной резки
- Рисунок 4 — Поперечный разрез
Водородная горелка, как и следует из названия, работает за счет тепла, выделяемого при сжигании водорода.
Газовая смесь водорода и кислорода (HHO — две молекулы водорода и одна кислорода) называется у нас гремучим газом, а у «них» — газом Брауна.
Водород в совокупности с кислородом обладает самой большой температурой горения среди газов — до 2800 °C. Однако водород крайне взрывоопасен. Как, в общем-то, любой газ, поставляемый в больших баллонах под высоким давлением.
Преимущество же водорода (или HHO газа) перед другими видами заключается в возможности получения его методом электролиза из обыкновенной воды! Причем для создания водородной горелки своими руками нам совершенно не нужно накапливать водород в какие-либо баллоны.
Водородная электролизная горелка производит газ в необходимых для моментального сжигания количествах. Это значительно повышает безопасность газовой сварки или резки с применением водородной горелки на базе электролизного HHO генератора.
Пользуясь такой водородной горелкой, мы полностью исключаем вероятность взрыва газа, ведь весь производимый газ тут же сгорает и не успевает накапливаться в объемах, необходимых для взрыва.
Благодаря этому часто применяется водородная горелка и для ювелирных работ, потому как мастера ювелиры, создающие свое домашнее производство, вряд ли будут пользоваться дома газовыми баллонами, что, наверняка, даже не законно!
Я тоже решил построить водородную горелку своими руками на базе HHO генератора, в качестве которого выступает обычный электролизер. И ведь еще в школе я ставил опыты с электролизом, засовывая в банку с водой оголенные провода из розетки через выпрямительный диод. Сейчас я хочу повторить свои школьные опыты, только теперь в более крупном масштабе и более осознанно.
Что же нужно для постройки водородной горелки своими руками?
- Лист нержавеющей стали
- Пара болтов М6 х 150. Шайбы и гайки по вкусу.
- Кусок прозрачной трубки. Например, подойдет водяной уровень из строительного магазина. Там шланг 10 метров стоит всего около 300 рублей.
- Несколько штуцеров с «елочкой» внешним диаметром 8мм (как раз под шланг от водяного уровня).
- Пластиковый контейнер 1,5 литра за 110 рублей из хозяйственного магазина (для герметичной упаковки пищевых продуктов).
- Фильтр для проточной очистки воды маленький (для стиральной машинки).
- Обратный клапан для воды.
Какая нужна нержавейка? В идеальном варианте марка на буржуйский манер должна быть AISI 316L, что соответствует нашей нержавеющей стали 03Х16Н15М3. Но я специально не заказывал нержавейку, а взял кусок, который удалось отыскать в сарае.
Купить целый лист довольно накладно: при толщине в 2мм на него уйдет около 5000 рублей, да еще нужно как-то его доставить, а размеры у него метр на два! У меня нашелся кусочек около 50 х 50 см.
Почему, собственно, нержавейка? Дело в том, что обычная сталь подвергается коррозии в воде. Кроме того, для достижения максимального эффекта мы будем использовать не воду, а щелочь, а это уже агрессивная среда. Кроме того, мы будем пропускать через наш электролит электрический ток. Поэтому обычные металлические пластины долго в таких условиях не проживут.
Я разметил свой листик, и получил 16 примерно квадратных пластин из нержавеющей стали для постройки своей водородной горелки своими руками. Пилил как обычно — болгаркой. Обратите внимание на форму пластины — с одной стороны у нее спилен уголок. Это нужно для того, чтобы в дальнейшем особым образом скрепить пластины между собой.
С противоположной стороны от среза сверлим отверстие под болт М6, которым мы будем скреплять пластины между собой. Отверстия в нижней части пластины мне оказались не нужны. Дело в том, что я просверлил их на всякий случай, если вдруг задумаю делать сухой электролизер.
Но его конструкция несколько сложнее, да и площадь пластин в нем используется крайне неэффективно. В общем, у меня и так пластин мало, поэтому я хочу использовать их по максимуму, поэтому выбрал вариант «мокрого» электролизера для HHO генератора.
В этом случае пластины целиком погружаются в электролит, и в процессе генерации газа Брауна (HHO или гремучего газа) участвует вся площадь пластины из нержавейки.
Суть водородного генератора, который лежит в основе горелки, заключается в том, что при прохождении постоянного электрического тока через электролит от одной пластины к другой, вода (которая содержится в электролите) разлагается на составляющие компоненты: водород и кислород. Значит нам нужно иметь две пластины: положительную и отрицательную (анод и катод).
Чем больше площадь пластин, тем больше площадь воздействия на электролит, тем больший ток пройдет через воду и тем больше HHO газа у нас образуется. Поэтому на анод и катод мы повесим сразу несколько пластин. В моем случае получилось по 8 пластин на анод и катод.
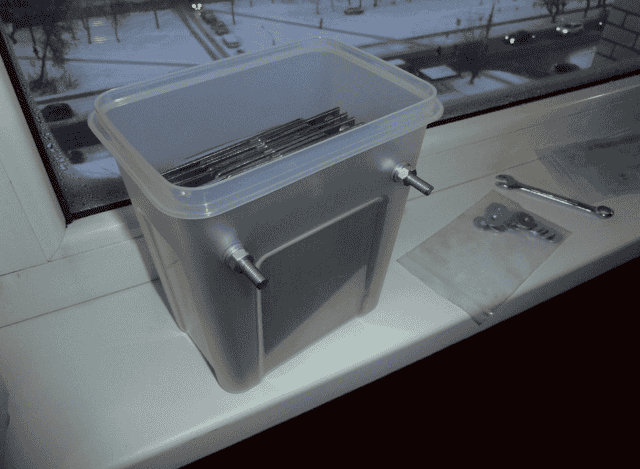
Для изоляции пластин разной полярности между собой я использовал кусочки той же трубки от водяного уровня.
На самом деле существует множество вариантов включения, и этот не самый оптимальный. Он является просто более простым с точки зрения изготовления и крепления пластин на электродах. Как видно из фотографии, у меня пластины просто чередуются +—+—+—+— и т.д.
Такая схема включения рассчитана на малое питающее напряжение и очень большой ток для получения достаточного количества газа для создания водородной горелки своими руками.
Или делаем вот такой Электролизер принцеп одинаковый на нем может даже ездить авто но про это позже
Добавляем сайт в закладки или лайкаем на соц сети чтобы не пропустить что то новое .
Биография блогера и актера Александра Новикова: возраст, с кем встречается и где живет, фото и видео
Современный метод пайки металлов, как работает водородная сварка
В современном мире поиск технологий, не несущих вред экологии окружающей среды, стал модной особенностью этого времени. Не обошла эта тенденция и сварочные работы.
Несмотря на то, что сварка применяется уже более ста лет, основным рабочим газом остается ацетилен, но в последнее время все более популярной становится водородная сварка.
Что это за метод? Есть ли отличия от обычной дуговой? Об этом, а также об особенностях этого типа сварки и об используемом оборудовании расскажем подробнее.

Особенности
Водородное пламя — прекрасная альтернатива сварке ацетиленом. При этом данная технология практически безвредна, так как во время горения дуги задействован только водород, а именно водяной пар.
Но при всей безопасности, шов в результате может получиться тонким и пористым, а в сварочной зоне образоваться много шлака. Во избежание тонких и слабых швов в процессе сварочных работ к водороду добавляют другие газы.
Основные 5 наименований:
- Толуол.
- Бензин.
- Бензол.
- Гексан
- Гептан.

Эти кислородные соединения облегчают процесс сварки. Их добавляют по чуть-чуть, поэтому стоимость работ весьма низкая, по сравнению с другими видами сварки.
Водородное пламя при горении абсолютно не видно, особенно при дневном освещении. Для его контроля применяются специальные датчики.
Использование баллонов с газом, в данном случае водородом, невозможно, так как высок риск утечки. Высокая концентрация водорода в помещении может вызвать приступ удушья и головокружение, а также спровоцировать взрыв.
По причине невозможного использования сжиженного газа в баллонах, его стали извлекать из воды. Для этого потребовались специальные аппараты, заполненные водой. При прохождении электрического тока через воду, она распадается на кислород и водород, количество последнего вполне хватает для сварочных работ.
Для выработки водорода посредством электролиза стали производить специальные сварочные аппараты — электролизеры, в которых дистиллят вырабатывает оптимальное количество как кислорода, так и водорода. Изначально электролизеры были довольно громоздкими, но впоследствии стали более компактными и мобильными, что совсем не повлияло на качество сварных соединений.

Преимущества и недостатки
Сварка в водородной среде пока не так известная как аргонодуговая, или же ручная. Однако, у этого метода имеется ряд положительных моментов, о которых необходимо знать:
- максимальное время входа в рабочий режим всего 5 минут;
- сварочный аппарат не требует частой перезарядки, а это экономия времени;
- компактность оборудования не влияет на мощность;
- обеспечение высоких рабочих температур позволяет работать с тугоплавкими металлами, стеклом и даже керамикой;
- готовые соединения не подвергаются окислению;
- работа аппарата от обычной бытовой сети;
- оборудование на основе воды абсолютно пожаробезопасно;
- для работы без сбоев достаточно наличие воды (по возможности, дистиллированной) и источника электрического тока;
- возможность сварки мелких довольно мелких деталей.

- К достоинствам водородной сварки можно отнести то, что высокая рабочая температура горелки позволяет не только сваривать металл аккуратными и прочными швами, но и осуществлять его резку.
- Перечисленные положительные свойства сварки водородом позволяют осуществлять работы при плохой вентиляции, в закрытых помещениях, туннелях, шахтах, подвалах, а также в замкнутых пространствах.
При многообразии положительных моментов, недостатком данного метода можно считать только зависимость сварочного аппарата от электрической сети.
О процессе
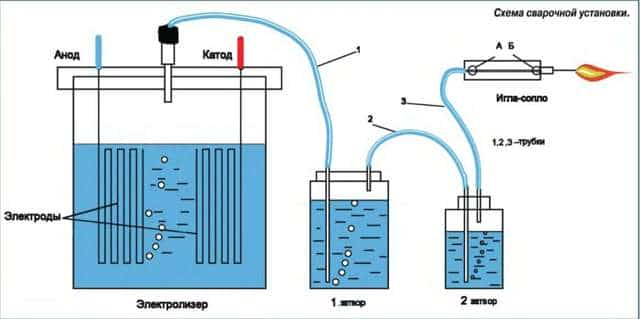
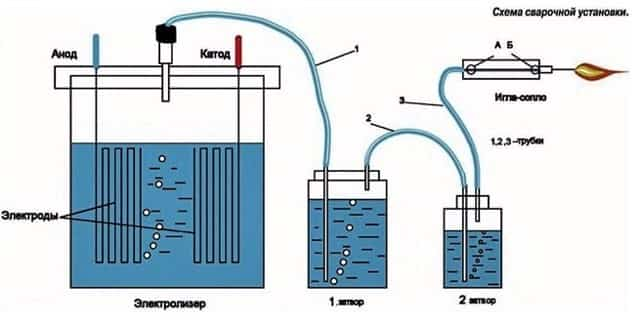
Для осуществления сварочных работ в водородной среде необходимо использовать качественное оборудование. Сварочный аппарат — электролизер играет далеко не последнюю роль в получении аккуратного соединения. Его основными составляющими являются:
- горелка для подачи газа к заготовкам;
- шланг для соединения элементов;
- охладитель — обогатитель, в котором скапливается лишняя влага;
- регулятор мощности тока;
- регулятор уровня пламени (гаситель).

Процесс сварки водородом проходит намного быстрее, чем у других типов. Началом служит распад дистиллята на составляющие. После этого водород из одноатомного становится двухатомным, высвобождая энергию, ускоряющую процесс соединения. Благодаря такому водороду сварные швы получаются не только аккуратными, но и герметичными.
Водородная сварка подходит практически для соединения любых металлов, даже для вольфрама. При работе с изделиями из нержавеющей стали водород растворяется в расплавленном никеле, а при взаимодействии с медью швы получаются рыхлыми и слабыми, но не окисляются.
При работе со сваркой водородом обязательным условием является направление струи пламени в противоположную от электролизера сторону, так как рабочая температура в водородной среде варьируется от 250°С до 3000°С. По этой же причине не стоит пренебрегать защитной амуницией и использовать при работе специальную одежду, обувь и очки для сварочных работ.
Аппарат своими руками
Приобрести сварочный электролизер можно в любой точке мира без особых усилий, но такая покупка нанесет сильный удар по бюджету.
Так как цена на водородные резаки довольно высока, намного экономичнее сделать своими руками. Для самостоятельного создания электролизера потребуется:
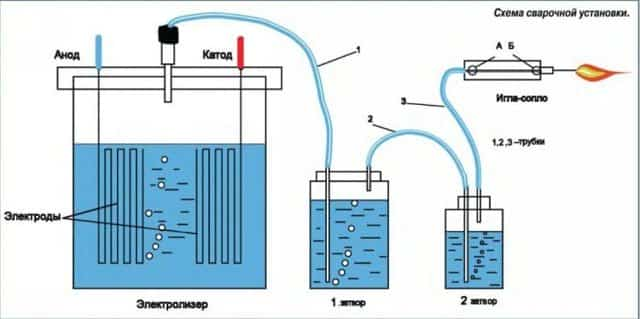
- Основная емкость. В домашних условиях для этого подойдет обычная стеклянная банка с полиэтиленовой крышкой. Минимальный объем банки пол литра. В крышке необходимо прорезать отверстия для выводов проводов, электродных контактов и газоотводной трубки. Отверстия герметизируют хорошим клеем или герметиком. Банка заполняется электролитом.
- Электроды. В качестве электродов могут выступать полоски из нержавейки.
- Гидродозатор. Это второй сосуд в схеме, в котором газы насыщаются парами горючих веществ.
- Емкость с водой. Это третий сосуд, в который отправляются насыщенные газы, он осуществляет функцию блокировки выхода газов.
- Игла от шприца. Она будет обеспечивать выход газов.
- Трансформатор. Для него подойдет аналогичный прибор из телевизора старого образца. Надо только снять вторичную обмотку и самостоятельно намотать новую медную.
- Горелка. Для этой функции прекрасно подходит игла от капельницы, так как она толще, чем игла от обычного шприца.
После закрепления всех элементов и соединения их между собой необходимо проверить герметичность всех выходов. От качества сборки зависит длительность службы аппарата.
Сварочные работы с применением водорода набирают популярность. Этот способ сваривания металлов (и не только) является самым экологически безопасным по сравнению с другими. Наиболее востребован такой метод среди непрофессионалов и в домашних условиях.
Соблюдение техники безопасности и правил индивидуальной защиты предотвратит возникновение пожароопасных и чрезвычайных ситуаций. Не стоит работать водородом вблизи от легковоспламеняющихся веществ.
Доступность схем и материалов для создания сварочного электролизера своими руками позволит изготовить его достаточно быстро и без особых затрат. Кроме того собственноручно сделанный резак лучше подходит для сварки мелких деталей.
Водородная сварка: изготовление горелки своими руками и электролизный сварочный аппарат
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
 Технология сварки при помощи водорода.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
 Установка для сварки при помощи водорода.
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
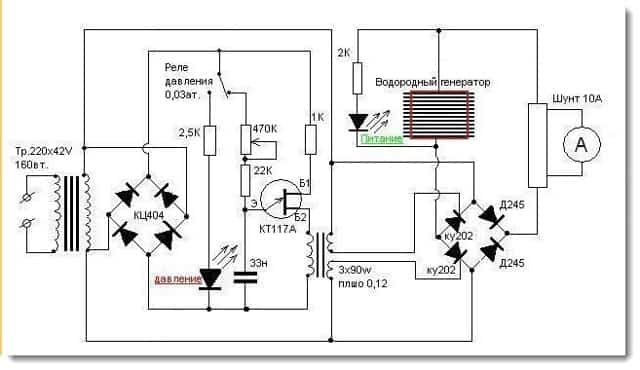 Принципиальная схема аппарата водородной сварки.
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Водородная сварка выполняем работу своими руками
Высокоэффективное водородно-кислородное пламя может служить качественной альтернативой ацетилено-кислородному пламени в процессах сварки, резки и пайки. Частично, водородно-кислородная сварка может стать заменой свариванию в среде инертных газов.
Этот метод, в отличие от стандартных, является практически безвредным, поскольку продуктом горения в данном процессе является пар.
Водородная сварка выполненная своими руками для исполнителей, владеющих навыками газовой сварки своими руками, не требует длительного переучивания, достаточным является краткий инструктаж
Особенности водородно-кислородной сварки
История газовой сварки насчитывает около ста лет. Основным горючим газом повсеместно являлся ацетилен.
Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество сварного шва при сварке углеродистых сталей и других материалов.
Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Трудность состояла в том, что ацетилено-кислородное пламя по отношению к расплавленному железу является восстановительным, а водородно-кислородное — окислительным. Сварочная ванна при использовании водорода в качестве горючего газа покрывалась сплошным слоем шлака, шов становился пористым и хрупким.
Проблему помогло решить использование органических веществ, обладающих способностью связывать кислород. В качестве таких добавок стали применять углеводороды, имеющие температуру кипения в пределах 30-80 градусов. Это могут быть бензины, гексан, гептан, толуол, бензол.
Необходимое для процесса их количество крайне мало.
Особенности водородного пламени
После решения технологических вопросов затруднением оставалась газовая смесь для сварки в связи с отсутствием эффективного источника водорода. Использование водородных баллонов является крайне нерентабельным. К тому же, такие баллоны — источник повышенной опасности.
Сжиженный водород может стать причиной сильных обморожений, большие концентрации этого вещества вызывают удушье и головокружения. Также, опасной особенностью водородного пламени является невидимость при дневном свете. Определить его можно только при помощи специальных датчиков.
Создание электролизеров
Решением проблемы стали электролизеры — аппараты, которые с помощью электрической энергии позволяют получать сразу, причем в оптимальном соотношении, и водород, и кислород. Очередной сложностью оказалась громоздкость оборудования, необходимого для выработки достаточного для промышленных целей количества горючей смеси.
Существующие ранее передвижные аппараты могли обеспечить только потребности ювелиров и зубных техников. Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг.
В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Принцип работы водородно-кислородных электролизеров
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород.
Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку.
Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки.
 Водородно — кислородный сварочный аппарат
Водородно — кислородный сварочный аппарат
Единственное отличие — применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой материалов.
С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку — ручную и машинную.
Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ — от микросварки и микропайки пламенем толщиной с иголку до резки стальных листов толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности — 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и цветного металла толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено.
Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал.
Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Для профессионалов
Для работников аварийных служб разработаны специальные аппараты, позволяющие сваривать трубы с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм.
Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана.
При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена.
Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
Наиболее часто сварка в среде защитных газов выполняется в углекислом газе и аргоне. Подробнее о технологии читайте в этой статье.
Если вы хотите обучиться сварке «с нуля», читайте материал по https://elsvarkin.ru/prakticheskoe-primenenie/literatura-po-svarke/ ссылке.
Подводная резка металлов
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прорев. Резчик, работающий под водой стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла:
- газопламенная;
- дуговая;
- кислородно-дуговая.
При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воздухе, поэтому для его подогрева требуется пламя в 10-15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Головка водородно-кислородного резака состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 1 и 2 — водородно-кислородная смесь 5, образующая подогревающее пламя 7.
Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух 6, служащий для образования пузыря 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 — струя режущего кислорода).
Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах применяют подводное зажигание пламени резака.
Для этой цели служит «зажигательная дощечка» и аккумуляторная батарея.
Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
Резак для водородно-кислородной подводной резки показан на рисунке 2. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в — центральный канал мундштука 1.
Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух — в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух, подается по отдельному шлангу из компрессора или баллонов.
Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом.
В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Рисунок 2 — Резак для водородно-кислородной резки
Резак для бензинокислородной резки изображен на рисунке 3. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля — вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Рисунок 3 — Резак для бензин-кислородной подводной резки
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и трубчатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводят через электрододержатель, для пуска кислорода держатель снабжен вентилем.
Для электрокислородной резки используют металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним — 2-3 мм, длиной — 450 мм со специальным водонепроницаемым покрытием.
Для питания используют установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А. Электрокислородную резку можно выполнять на значительных глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком электрокислородной резки стальным электродом является большой расход электродов.
Электрод длиной 450 мм расходуется в среднем в течение 1 мин.
а — стального трубчатого электрода; 1 — стальная толстостенная трубка, 2 — обмазка, 3 — канал для кислорода; б — угольного электрода; 1 — угольный электрод или графитовый стержень, 2 — металлическая оболочка, 3 — трубка для кислорода, 4 — покрытие; в — карборундового электрода; 1 — карборундовый стержень, 2 — металлическая оболочка, 3 — канал для кислорода, 4 — покрытие
Рисунок 4 — Поперечный разрез
Для резки применяют также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности электрода: и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод длиной 250 мм горит 10-12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15-18 мм, что не позволяет вводить электрод в полость реза. Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Срок службы карборундового электрода длиной 250 мм, диаметром 12-15 мм — 15-20 мин.





