- Самодельные конструкции
- Виды и характеристики сварочного трансформатора
- Принцип действия
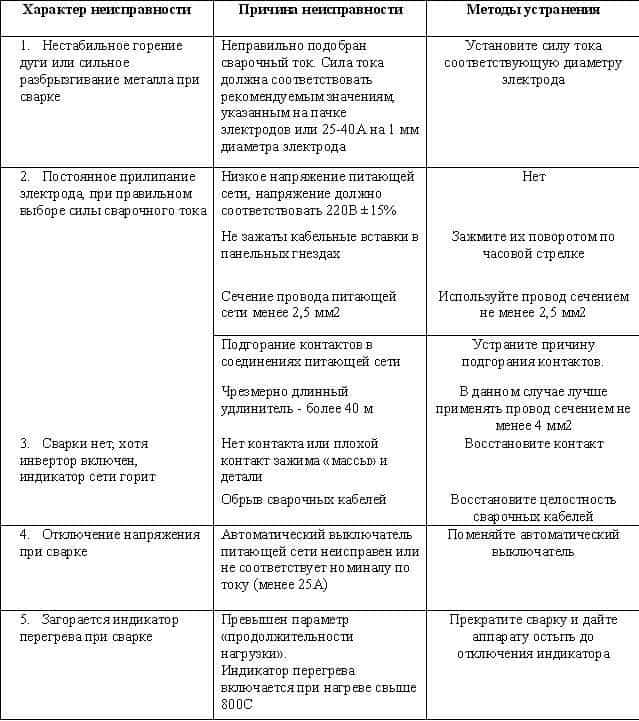
- Возможные неполадки в работе трансформатора для сварки
- Основные поломки сварочных аппаратов и способы их устранения
- Частые неисправности
- Устройство не запускается
- Залипание электрода (прерывание дуги)
- Самопроизвольное отключение
- Неисправности инверторных устройств
- Электрическая схема
- Особенности эксплуатации
- Порядок самостоятельного ремонта
- Что такое сварочный трансформатор
- Особенности конструкции сварочного трансформатора
- На чём основан принцип работы
- Холостой режим
- Особенности схемы и модификации аппарата
- Особенности расчёта трансформаторов для сварки
- Разновидности сварочных трансформаторов
- Возможные неисправности
- Как выбрать сварочный трансформатор
- Как сделать сварочный трансформатор своими руками
- Сварочный трансформатор — устройство, принцип работы и виды
- Устройство сварочного трансформатора
- Принцип работы сварочного трансформатора
- Холостой ход
- Схема сварочного трансформатора и ее модификации
- Отличия и разновидности оборудования
- Виды и устройство сварочных трансформаторов
- Конструкция
- Принцип работы
- Составные элементы
- Дополнительные узлы
- Разновидности
- Типы конструкции
- Холостой ход
- На что обращать внимание при выборе?
- Возможные неисправности
- Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки.
- Это устройства, предназначенные для преобразования напряжения из общегородской сети в оптимальное для сварочного аппарата.
- Трансформатор для сварки понижает напряжение до напряжения холостого хода и обеспечивает бесперебойную работу такого аппарата.
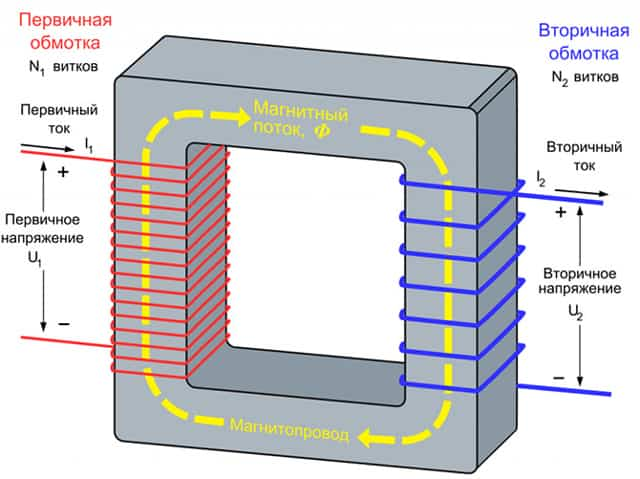
В основе этого процесса лежит простейший принцип электромагнитной индукции: разница между количеством витков в первичной и вторичной обмотке определяет коэффициент преобразования, а возможность управления рассеиванием магнитного поля путем перемещения подвижных частей прибора позволяет регулировать выходное напряжение.
Проходящий по магнитопроводу ток создает переменное напряжение в каждом витке катушки, которое на выходе суммируется в оптимальное напряжение.
Для быстрого проведения сложных сварочных работ профессионалы используют плазменную технологию сварки. Сварка плазмой достаточно сложный процесс, требующий соответствующих навыков и умений.
Для качественного проведения сварочных работ важно правильно подобрать расходные материалы. Читайте здесь о том, как выбрать проволоку сварочную нержавеющую.
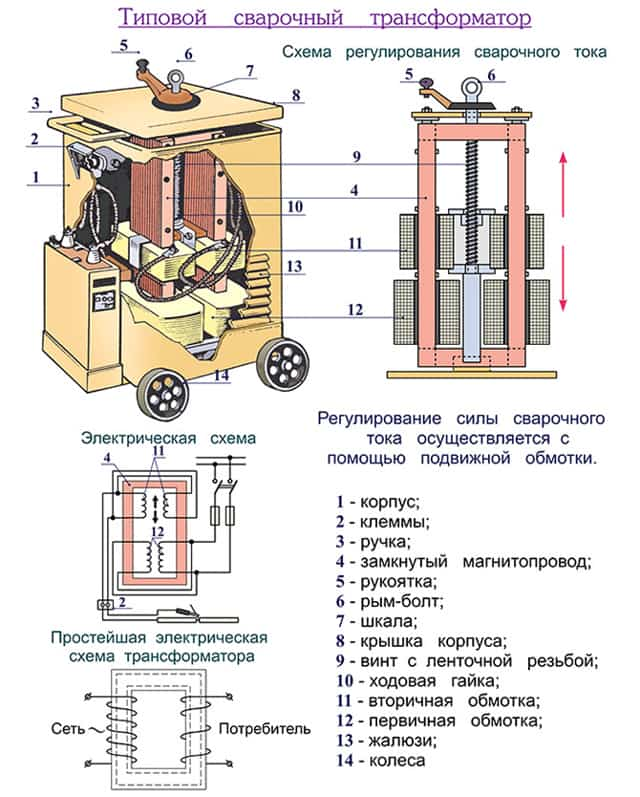
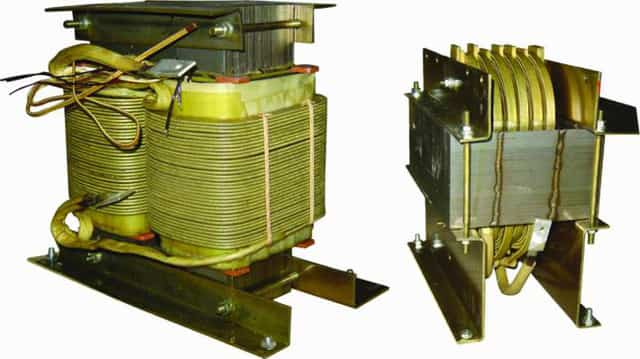
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать, а сделать сварочный аппарат для дома:
- Центральная часть – сердечник (магнитопровод), состоящий нескольких стальных пластин, изолированных друг от друга. Для самодельных сварочных аппаратов его советуют набирать из пластин электротехнической стали, взятых из «донорской» техники.
- На сердечнике размещают одну или несколько обмоток изолированным проводом. Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.
- Регулировка выходного напряжения в разных конструкциях достигается за счет движения ходового винта, проходящего через магнитопровод и обмотку, и движения подвижных обмоток (в большинстве конструкций неподвижной является сетевая обмотка).
- Корпус защищает устройство от повреждений.
- Дополнительные элементы (вентиляция, ручки, колеса для удобного перемещения тяжелых моделей).
Выбор сварочного стола
Самодельные конструкции
На любительских аппаратах выводы обмоток делаются просто на медные клеммы, фабричные варианты снабжены более надежными переключателями.
Подробная схема сварочного трансформатора зависит от типа сердечника (стержневой или тороидальный) и имеющихся в распоряжении мастера материалов.
Более сложное устройство имеет трансформатор для сварочного инвертора, отличие – в наличие нескольких преобразователей, на которых переменный ток преобразуется на первом этапе в постоянный, а затем – в переменный, но заданного напряжения. Кроме того, конструкция усложнена добавлением электроники, позволяющей более точно контролировать процесс.
Вес сварочного трансформатора переменного тока зависит от модели, самые легкие весят от 3 кг, но чаще на рынке можно встретить модели с весом от 10 кг.
Виды и характеристики сварочного трансформатора
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
Во время сварки мягких металлов есть опасность прожечь их насквозь. Сварка алюминия инвертором должна проводиться очень осторожно и с использованием соответствующих расходных материалов.
Простые гаражные сварочные работы можно проводить даже самостоятельно. Узнайте по этой ссылке, как работать полуавтоматической сваркой.
А если у вас нет соответствующего сварочного аппарата, можно воспользоваться холодной сваркой. Например, читайте тут можно ли холодной сваркой заварить глушитель.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
5 особенностей электродуговой сварки
Принцип действия
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Подбираете универсальный сварочный аппарат для работы с разными видами металлов? Воспользуйтесь сварочным полуавтоматом. Узнайте о том, как работать с горелкой для сварочного полуавтомата для проведения качественной сварки.
Для каждого вида сварочных работ придуманы разные типы сварочных аппаратов, детальнее в этой публикации.
Во время проведения сварочных работ не забывайте о защите. Читайте по адресу, о преимуществах использования щитков сварщика хамелеон.
Возможные неполадки в работе трансформатора для сварки
2 разновидности сварочных технологических приспособлений
Самая частая причина неполадок – замыкание в цепи между элементами устройства, что может вызывать отключение прибора.
Для устранения этой неисправности сварочного трансформатора следует разобрать устройство и заменить неисправный элемент, если причина замыкания очевидна (часто источником неприятностей является клеммная колодка и обмотка возле нее).
Еще одна часто встречающаяся проблема – чрезмерный нагрев. Его вызывает установка тока большего, чем рекомендовано, значения.
Постоянный чрезмерный нагрев может привести к тому, что выйдет из строя ключевой элемент устройства – может потребоваться перемотка сварочного трансформатора полностью или частично проводом того же сечения.
Сильное гудение говорит о том, что внутри корпуса разболтались болт или гайка. Для исправления нужно просто разобрать изделие и подтянуть все соединения.
- После ремонта нужно провести испытание сварочного трансформатора, если устройство работает в нормальном режиме, можно продолжать его использовать.
- Устройство сварочного трансформатора отличается простой, а сам прибор – надежностью и доступностью.
- Сварочные трансформаторы широко применяются любителями для дуговой сварки, с их помощью можно соединить тонкие листы металла и выполнить практически любой необходимый непрофессионалу ремонт металлических деталей.
- Термокарандаш для сварки Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при […]
- Сварочные выпрямители Так как источником тока для сварочных инверторов является переменный ток, то для преобразования переменного тока в постоянный или высокочастотный […]
Источник: https://metallmaster.org/shkola-svarschika/svarochnye-transformatory.html
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
- К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
- Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
- Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
- После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
- При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
- В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
- В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
- Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
- Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
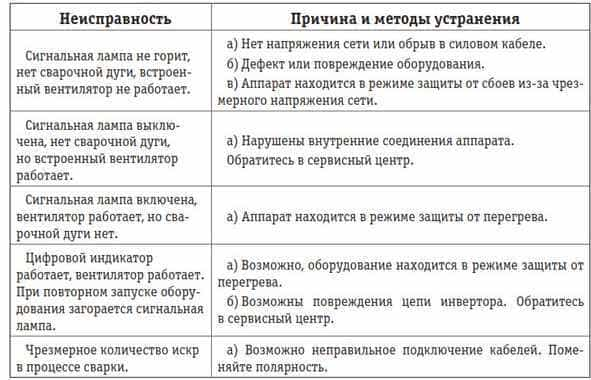
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
- Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
- В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
- Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
- В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
- При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
- Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
- Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
- Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
- В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
- При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник: https://svaring.com/welding/apparaty/remont-svarochnyh-apparatov
Что такое сварочный трансформатор
Сварочный трансформатор – трансформатор, получивший широкое применение в производственной сфере и в быту для электродуговой сварки. Рассмотрим особенности конструкции сварочных трансформаторов, принцип их работы и разновидности данного оборудования.
Особенности конструкции сварочного трансформатора
Данный агрегат комплектуется следующими элементами и узлами:
- магнитопровода (сердечника);
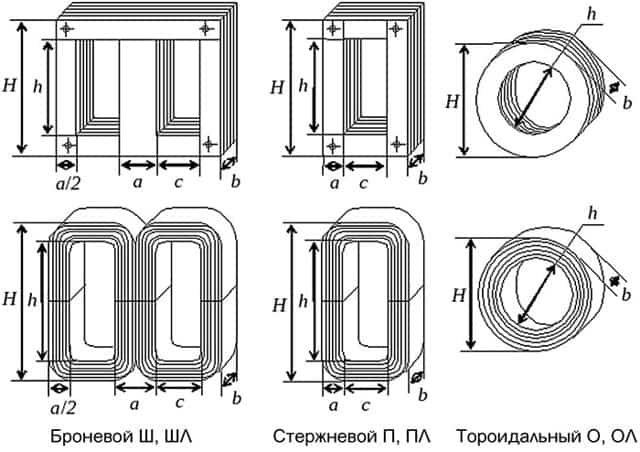 Виды магнитопроводов
Виды магнитопроводов - первичной обмоткой, выполненной стационарно с использованием изолированных проводов;
- подвижной катушки вторичной обмотки, иногда выполненной из оголённых проводов, чтобы увеличить интенсивность отвода тепла;
- регулировочным винтом с резьбой ленточного типа, расположенным вертикально;
- гайкой для передвижения винта, закреплённой к выходной катушке;
- рукояткой, управляющей винтом;
- зажимными устройствами, предназначенными для крепления контактов;
- кожухом с зазорами для обеспечения отвода тепла.
 Сварочный трансформатор
Сварочный трансформатор
Параметры силы электротока не зависят от конструкции сердечника. Но данный узел необходим для возбуждения магнитного потока и комплектуется из пакета пластин, изготовленных из трансформаторной стали.
- Изготовление сердечника в виде цельного элемента нецелесообразно по причине большого количества потерь в величине магнитного поля за счёт образования вихревых токов, снижающих индукцию.
- Чтобы агрегат работал тихо, важно плотно стянуть пакет пластин, исключив вибрацию между ними в процессе эксплуатации трансформатора.
- Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
 Принцип работы трансформатора
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.
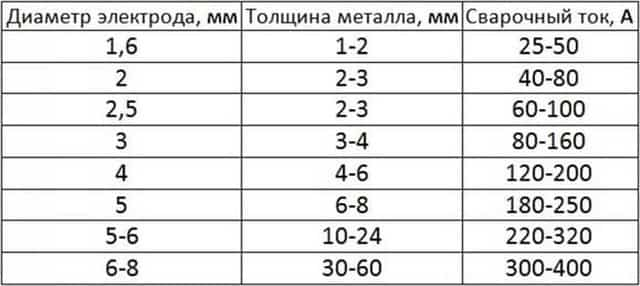 Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:
- нагрузочном;
- холостого хода.
В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
Особенности схемы и модификации аппарата
Кроме стандартных устройств, в сварочном трансформаторе могут применяться дополнительные элементы, совершенствующие конструкцию агрегата. Схема может выполняться с использованием:
- нескольких катушек на выходе;
- конденсаторов;
- импульсных стабилизаторов;
- тиристорных преобразователей.
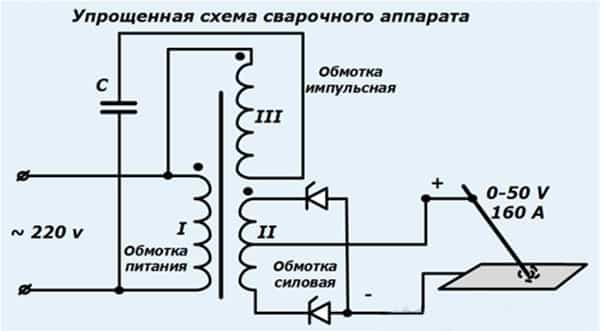
Схема может дополняться резисторами, регулирующими силу тока, если изменение расстояния между катушками не позволяет добиться необходимых характеристик. Эти элементы могут потребоваться, если предполагается сварка тонкого металла, или мощность оборудования чрезмерно велика.
Особенности расчёта трансформаторов для сварки
Понижение характеристик тока обеспечивается расчётом количества витков на первичной и вторичной обмотках. Параметры напряжения на выходе понижаются относительно входного на величину от 10 до 100 раз.
Чтобы обеспечить необходимые характеристики, число витков на обмотках должно быть тщательным образом рассчитано. Величина погрешности допускается в пределах 3 %.
Каждый аппарат характеризуется собственной величиной коэффициента трансформации, определяемом как частное величины силы тока на входе и выходе. Учитывая расчётные данные, создаётся оборудование с характеристиками, в зависимости от предполагаемых режимов работы и параметров сварочных соединений.
Расчёт выполняется с учётом следующих характеристик и нюансов:
- эксплуатационных показателей – типа подключённой электросети, регулировочного диапазона, фактической мощности, продолжительности непрерывной работы;
- диаметра электрода, на который рассчитан аппарат;
- условий эксплуатации;
- коэффициента полезного действия агрегата.
Отдельные характеристики из указанных взаимосвязаны между собой.
Разновидности сварочных трансформаторов
Данное оборудование выпускается различных типов, исходя из условий эксплуатации и назначения. Аппараты могут различаться следующими характеристиками:
- массой и габаритными размерами – от компактных моделей, переносимых на наплечном ремне, до промышленных агрегатов, перемещаемых на колёсах или грузоподъёмными механизмами;
- величиной напряжения на холостом ходу – в диапазоне от 48 до 70 В;
- силой тока в пределах от 50 до 400 А. На масштабных производствах могут использоваться модели с величиной данной характеристики до 1000 А;
- количества фаз электрической сети – модели с одной и тремя фазами;
- подачей электротока – непрерывно или импульсно;
- диаметром электродов, на использование которых рассчитан аппарат – от 2 до 6 мм.
Современная промышленность выпускает множество разновидностей сварочных трансформаторов. Бытовой потребитель может подобрать изделие, исходя из особенностей предполагаемой эксплуатации и учитывая ценовую политику производителя.
Цены на бытовые модели сварочных трансформаторов колеблются в пределах от 4 до 20 тысяч рублей, в зависимости от характеристик и изготовителя. Выбор потребителя зависит от его финансовых возможностей и назначения устройства.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надёжное и неразъёмное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Возможные неисправности
Как выбрать сварочный трансформатор
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.
Кроме класса и величины тока при выборе аппарата следует учитывать номинальное напряжение, на которое он рассчитан. Бытовые сети предполагают величину напряжения 220 В, с возможностью отклонения в ту или иную сторону до 15 процентов.
Еще один важный фактор – стоимость. Каждый должен выбирать, исходя из цены, зависящей от перечисленных ранее критериев и политики изготовителя.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надежное и неразъемное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Как сделать сварочный трансформатор своими руками
Источник: https://OFaze.ru/elektrooborudovanie/svarochnyj-transformator
Сварочный трансформатор — устройство, принцип работы и виды
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов.
Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения.
В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией.
Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля.
За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции.
На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока.
Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
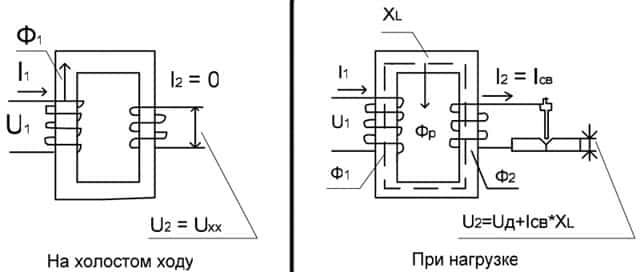
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения.
Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки.
Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата.
Это востребовано при работе с тонким металлом или очень мощными моделями оборудования.
Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками.
Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%.
Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Источник: https://svarkalegko.com/oborudovanie/vse-o-svarochnom-transformatore.html
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности.
Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу.
Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла.
Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих.
Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры.
По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт.
Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети.
Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе.
Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное.
Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях.
Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В.
Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление.
Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Источник: https://ProTransformatory.ru/vidy/svarochnyi





