- Назначение и сфера применения
- Конструкция
- Действующие стандарты
- Основные размеры
- Преимущества и недостатки
- Виды
- Для нарезания резьбы
- Для отрезки и обработки канавок
- C другими системами крепления
- Классификация державки
- Система крепления ISO C
- Система ISO D для станка по металлу
- Резец системы крепления ISO M
- Система ISO S
- Выбор с механическим креплением
- Режимы резания по металлу
- Цены на оборудование
- Виды отрезных резцов, маркировки, преимущества напаек
- Устройство отрезного токарного резца
- Виды и назначение отрезных резцов
- Особенности и преимущества отрезных инвертированных резцов
- Используемые маркировки
- Преимущества твердосплавных пластин для резцов
- Рекомендации по выбору отрезных резцов по металлу
- Как установить отрезной резец
- Резцы со сменными пластинами
- Виды токарных резцов со сменными пластинами
- Основные размеры
- Нюансы подбора резца
- Режимы резания
- Преимущества и недостатки резцов
- Рейтинг лучших токарных резцов на 2022 год
- Строение
- Углы
- Классификации
- Материалы
- Токарные резцы — дорогие или дешевые?
Резцы предназначены для снятия с заготовки лишнего слоя для придания детали необходимой формы, размера. Операция выполняется на токарном станке различной модификации резцами всевозможной конструкции.
В отличие от цельных вариантов, сменные пластины увеличивают срок службы оборудования, ускоряют процесс обработки.

Назначение и сфера применения
Токарные резцы принадлежат к основному виду инструментов металло- и деревообрабатывающих установок, работающих на высокой скорости, в том числе ЧПУ, ГПС, ГПМ, (даже на токарных станках с ручным управлением).
Заготовки приобретают необходимую форму, размер, контактируя с деталью. Классифицируются согласно типу обработки, способу присоединения, направлению подающего движения, назначения.
По сравнению с цельными вариантами, сменная пластинка, расположенная на режущей кромке, подлежит замене в случае износа или необходимости проведения другого типа работ. Это позволяет существенно ускорить производственный процесс, расширить диапазон взаимодействия с рабочими поверхностями.

Твердосплавными элементами проводятся следующие операции:
- обработка поверхности заготовки;
- нарезка резьбы;
- расточка внутренней поверхности;
- развертка;
- раскрой стекла, гетинакса, цветного металла;
- выборка канавок, выемок, пазов.
Конструкция
Токарный резец составляют две конструктивные части: державка, с помощью которой инструмент садится в посадочный паз станка, режущая головка. Держатель выполнен в прямоугольной или квадратной форме, является главной частью приспособления.
Головка состоит из заточенной под необходимым углом кромки и нескольких плоскостей, является рабочей частью приспособления, в процессе обработки придает заготовке требуемую форму. Угол заточки влияет на то, как снимет резец металл с заготовки.

По конструкции резцы разделяются на несколько видов:
- прямые: державка, рабочая головка расположены на одной оси, или на двух параллельных;
- изогнутые: при рассмотрении сбоку видна изогнутая державка;
- отогнутые: рассматривая инструмент сверху, отчетливо виден изгиб рабочей части;
- оттянутые: ширина державки больше рабочей, оттянутой влево или вправо, головки. Оси обеих частей детали при этом совпадают или смещены.
резцы токарные по металлу
Действующие стандарты
Требования к каждому виду изделия обозначены в Государственном стандарте:
- ГОСТ 19086–80 — характеризует стружколомы, опорные, режущие элементы;
- ГОСТ 19042–80 — классифицирует форму систему определений сменных пластин;
- ГОСТ 25395–90 — обозначены для производства пластин из твердых сплавов нескольких видов, крепящихся на державке резца напайным типом (резцы проходного, револьверного, расточного типа).
Основные размеры
Для державок ГОСТом предусмотрены следующие размеры.
- Прямоугольной формы (мм): 16х10; 20х12; 25х16; 25х20; 50х25; 40х32; 50х32; 50х40; 63х50.
- Квадратной формы (мм): 4х4; 6х6; 8х8; 10х10; 12х12; 16х16; 20х20; 25х25; 32х32; 40х40.

Преимущества и недостатки
Резцы со сменными пластинами выделяются следующими преимуществами:
- быстрая замена основной части детали;
- соответствие с большинством станков, приспособлений;
- возможность быстрой смены режущих элементов;
- износостойкость, высокая степень надежности при высоких скоростях;
- невысокая цена составляющих;
- унифицированность режущих элементов;
- повышение срока эксплуатации державки резца за счет применения съемных элементов из твердых сплавов.
Из недостатков отмечены:
- высокая стоимость деталей импортного производства, по сравнению с отечественными;
- неправильное крепление пластины приводит к поломке инструмента, снижает срок его эксплуатации.
Виды
Из множества разновидностей выделяют самые распространенные, различающиеся по функциональному назначению.
Для нарезания резьбы
Резьбовые инструменты круглой, прямой, изогнутой формы, предназначены для нарезки резьбы различного типа на деталях любого вида сечения как на внутренней, так и наружной стороне детали.
методы и особенности нарезания резьбы резцом на токарном станке.
Отличаются по типу, ширине рабочей части, выполняются по разной технологии с соблюдением соответствия режущей кромки, угла наклона резьбы. Угол заточки большинства моделей равен 60 градусов. В случае необходимости изменения угла проводят самостоятельную заточку детали на станке.

Для нарезания резьбы на токарном станке, а точнее внешней резьбы режущая пластина, установленная на инструмент, имеет форму копья, изготовлена из твердого сплава. Применяют обычно для метрической резьбы, при смене заточки создается резьба другого типа.
Для нарезки внутренней резьбы выбирают прибор с державкой в форме квадрата, внешне напоминающий приспособление для обработки глухих отверстий. Предназначено для нарезки резьбы в крупном проеме.
Для отрезки и обработки канавок
Используется для отрезания детали от заготовки под прямым углом, обработки торца. Для отрезного резца характерно тонкое основание с напаянным на него пластиной из твердого сплава. Разделяются, в свою очередь, на лево и правосторонние типы.
Также применяются для прорезки канавок различной глубины на металлических деталях.

C другими системами крепления
Наряду с проходными моделями, предназначенными для обработки вращающихся деталей цилиндрической формы, а также подрезных для вырезания уступов, обработки торцевой части детали, существуют универсальные резцы.
Отличаются сборным механизмом, позволяющей закрепить на державке режущие пластины различного типа, получить инструменты для работы с металлическими деталями под разными углами. Чаще всего применяют для расточки различного вида отверстий, точения по контуру, прочих специализированных операций на станках с ЧПУ.
Классификация державки
Токарные державки разделяются на несколько видов, в зависимости от типа фиксации.
Система крепления ISO C
Классическая система присоединения «Прижим сверху» для пластин без отверстий. Используется для наружной, внутренней черновой обработки, подрезки торца, точения вдоль заготовки. При использовании учитывается строение стружколома. Обеспечивает жесткое закрепление детали, хорошую повторяемость цикла.
Система ISO D для станка по металлу
Двойной прижим крепления кронштейном гарантирует прочную фиксацию пластинки, надежность позиционирования в резце. Применяется для пластин с отверстием для среза большого количества стружки.
Рекомендован для черновой, чистовой обработки, проведения операций по отделке отверстий большого диаметра. Обеспечивает беспрепятственный сход стружки, быструю замену пластины. Подходит для крепления керамических, твердосплавных деталей.
Резец системы крепления ISO M
Обозначает прижим сверху и поджим за отверстие. Позволяет закреплять односторонние пластины без задних углов. Обеспечивает надежный, жесткий прижим с одновременным давлением на пластину и внутреннюю часть гнезда.
Система ISO S
Крепление винтом применяется преимущественно для фиксации мелкогабаритных инструментов при растачивании небольших в диаметре отверстий. А также для наружной обработки деталей пониженной жесткости.
Наиболее компактная, надежная система крепления, обеспечивающая свободный сход стружки, не требует большого количества комплектующих (по сравнению со старым типом фиксации верхним прижимом).
Выбор с механическим креплением
При выборе инструмента для точения, с целью оптимизировать производство, учитывают следующие факторы.
- Форма, габариты детали, а также чистота обработки, ее точность, указывающие направление движения инструмента, последовательность выполнения процесса.
- Тип операции, влияющий на выбор режущей части: отрезание детали, нарезание резьбы, точение, обработка канавок и т.д.
- Строение режущей пластины, величина ввода, скорость вращения детали оказывает влияние на точность, степень шероховатости поверхности детали.
- Для наружной обработки и расточки изделий выбирают разные резцы и твердосплавные пластины.
- Жесткость крепления заготовки, инструмента, условия обработки детали. Например, в условиях вибрации обращают внимание навылет, размер приспособления, учитывают геометрию инструмента.
- Способ фиксации, размеры посадки инструмента, в зависимости от конструкции, габаритов станка, а также его мощности, технологических возможностей.
- Материал заготовки: чугун, нержавеющая, легированная или углеродистая сталь.
- Производительность, эффективность инструмента, оказывающие влияние на качество обработки. Размер партии, наличие простоя оборудования и т.д.
- Сохранение номенклатуры инструмента, применяемого на производстве, влияющая на уровень оптимизации.

Режимы резания по металлу
Режим резания представляет собой набор величин, вычисляемые расчетным путем.
- Глубина, определяющая толщину снимаемого слоя за одну операцию. При обработке торца показатель глубины определяется диаметром детали, плоских деталей — используют длину.
- Скорость. Вычисляется путем умножения количества оборотов детали в минуту на ее диаметр. При этом учитывают тип выполняемой операции, вид инструмента, материал заготовки.
- Подача. Показатель движения резца за один оборот детали.После вычисления данные величины сравнивают с нормативными показателями, указанными в паспорте станка.
Также при расчете режима резания учитывают параметры токарного оборудования:
- мощность, скорость вращения шпинделя и другие.
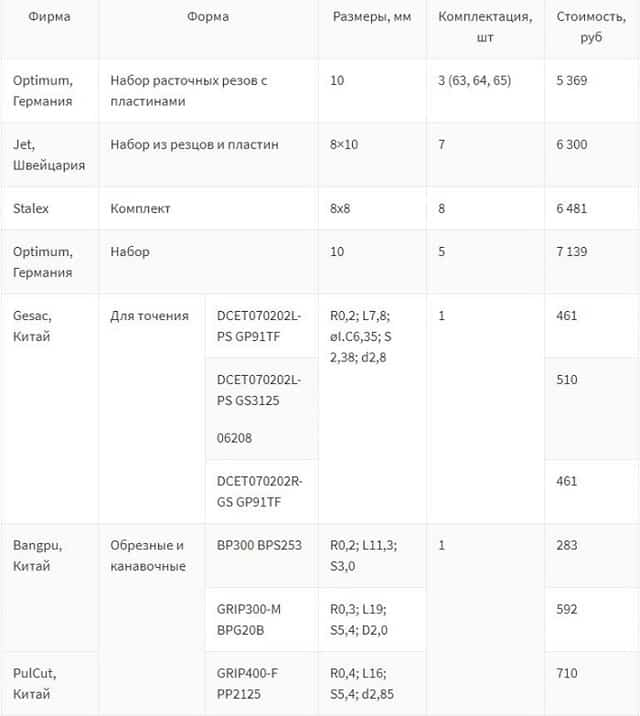
Цены на оборудование
Чаще всего к реализации представлены наборы, состоящие из резцов с пластинами. Как показывает практика, применение сменных элементов существенно экономит расходы на приобретение комплектующих. На стоимость влияет модификация, конфигурация, марка выпускаемой продукции.
- набор из резцов и пластин германского производства составляет 5 300-7 200 руб, в зависимости от размера;
- Китай предлагает от 283 до 710 руб за комплект;
- у Stalex и Jet (Швейцария) цена практически одинакова — около 6 400 руб.
При выборе резцов со сменными пластинами изучают маркировку державок, обращают внимание на качество, строение головки и держателя. Неправильно выбранный инструмент усложнит обработку деталей, негативно скажется на итоге выполненных работ.
Виды отрезных резцов, маркировки, преимущества напаек
Резец отрезной — это одна из разновидностей токарного инструмента, предназначенная для сквозного прорезания заготовки узкой и глубокой канавкой. Такие резцы чаще всего используют для отделения обработанной детали от прутка, подаваемого через отверстие в шпинделе.
По своей конструкции они отличаются от проходных, расточных, резьбовых и прочих токарных резцов по металлу, что обусловлено спецификой работы их режущей кромки. Отрезная операция занимает небольшую часть общего времени обработки детали, но, как правило, является последней в рабочем цикле, и поэтому от нее зависит качество торца детали.
Неправильный выбор углов заточки режущей пластины повышает риск появления на поверхности реза неравномерностей и сколов, что может привести к браку детали или невозможности ее дальнейшей обработки.
Одной из главных особенностей отрезного токарного инструмента является то, что его головная часть в процессе обработки погружена в узкую канавку, поперечный размер которой чуть больше ширины лезвия режущей кромки. Это создает определенные сложности для стружкоотвода и охлаждения инструмента и поэтому требует особых конструктивных решений.

Устройство отрезного токарного резца
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже).
В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза.
У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
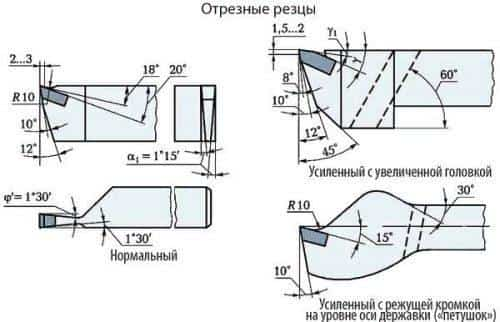
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Сбалансированность такому инструменту придают головки, имеющие округлый выступ вверху («петушковые»), что позволяет расположить режущую кромку на одной линии с осью державки (см. правый нижний чертеж на рис. выше).
Виды и назначение отрезных резцов
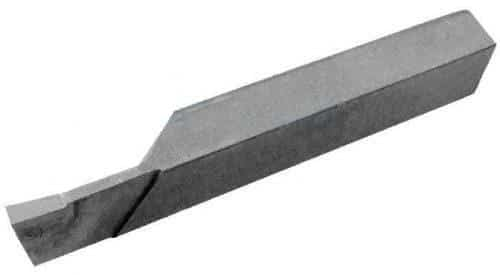
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73.
Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм.
У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки.
Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин.
Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже).
Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования.
К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией.
Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце.
Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
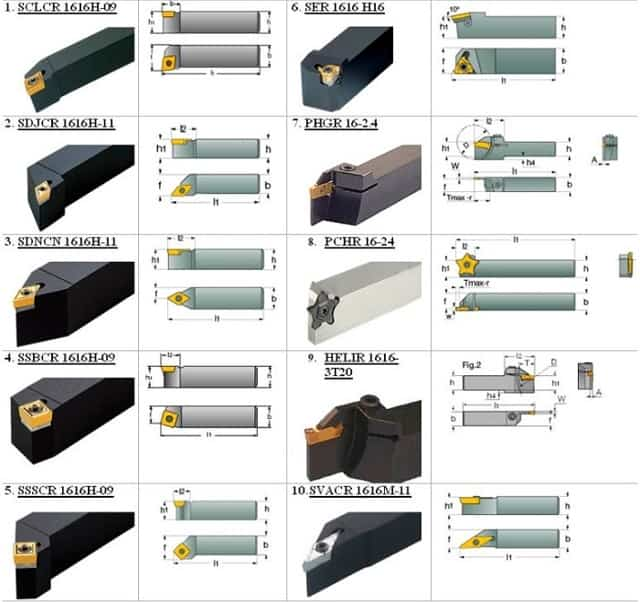
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно.
Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73.
Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание).
Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.

Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Стандарт ISO частично или полностью повторяют системы маркировок ведущих производителей режущего инструмента, а также новый российский ГОСТ ISO 5609-2015.

Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки.
Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками.
Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).

Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена.
В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением.
В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки.
В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали.
Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька.
Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в х к данной статье.
Резцы со сменными пластинами
Резцы со сменными пластинами – режущие инструменты, предназначенные для нарезки заготовок на металлообрабатывающем оборудовании.
Они оснащены механическими креплениями для установки пластин и державками, необходимыми для закрепления резца на станковом оборудовании.
Благодаря наличию твердосплавных пластин, можно быстро настроить оборудование под требуемый вид работ, что позволит увеличить производительность токарных станков.

Виды токарных резцов со сменными пластинами
Выделяют следующие виды режущих инструментов со сменными пластинами:
- Расточные резцы: обладают державкой в форме конуса и механическим креплением для проделывания сквозных и глухих отверстий в деталях. Они также могут использоваться для нарезания внутренней и внешней резьбы в изделиях цилиндрической формы. При проделывании глухих отверстий режущая кромка должна располагаться под углом 90°, для сквозных – под углом 60°.
- Проходные: применяются во время наружной обработки металлических деталей. Их режущая кромка располагается под углом 45°.
- Фасонные: необходимы для обработки фасонных поверхностей. Эти режущие инструменты способны обеспечить идентичность формы и точность размера обрабатываемых заготовок. Фасонные резцы изготавливаются из высококачественных быстрорежущих сталей.
- Отрезные резцы: используются для разрезки заготовок на несколько частей.Применяются при обработке маленьких и крупных прутковых деталей. Главная режущая кромка инструмента находится под углом 90°.
- Резцы с многогранными твердосплавными пластинами: оснащены пластинами, имеющими форму многогранника.
- Канавочные: предназначения для прорезки канавок в цилиндрических и конических изделиях. Они отличаются высокой жесткостью конструкции и высокой производительностью.Данные инструменты способны выдерживать высокие нагрузки во время проведения токарных работ.
Выбор типа резьбовых резцов со сменными пластинами зависит от разновидности технических операций, выполняемых во время обработки металлических деталей. Качество работы инструмента зависит от точности изготовления и профессиональных навыков мастера.
Основные размеры
Оптимальный размер сечения резцов по металлу – 10 x 10. В следующей таблице представлены главные размерные характеристики различных видов режущих инструментов со сменными пластинами:
| Размерные характеристики | Виды резцов | |||
| Расточные | Проходные | Отрезные | Фасонные | |
| Сечение державок, мм | 8×8 | 10×10 | 6×6 | 12×12 |
| Длина, мм | 162025 | 16
|
16
|
304050 |
| Ширина, мм | 162025 | 10
|
10
|
152030 |
| Толщина пластин, мм | 4–8 | 4–18 | 1,5–6 | 8–12 |
Размеры режущих инструментов указаны в следующих нормативных документах: ГОСТ 18879-73, ГОСТ 18874-73, ГОСТ 18875-73 и ГОСТ 18882-73.
Скачать ГОСТ 18874-73
Скачать ГОСТ 18875-73
Скачать ГОСТ 18879-73
Скачать ГОСТ 18882-73
Нюансы подбора резца
При покупке режущих инструментов необходимо обращать внимание на следующие критерии:
- Разновидность режущего инструмента. Разные типы резцов отличаются формой профиля, определяемый техническими особенностями твердосплавных пластин.
- Размерные характеристики. Различные габариты изделий, обрабатываемых на токарном станка, определяютразмеры режущего инструмента. К современным типам резцов можно подобрать заготовки с отличительными размерными характеристиками.
- Значение заднего угла. Этот показатель влияет на точность чистовой обработки материала. Чистота нарезания поверхности прямо пропорциональна значению заднего угла. Этот параметр учитывается при токарной обработке металлических заготовок с мягкими поверхностями.
- Класс точности. Данный параметр используется для расчета точности выполненной нарезки. Согласно ГОСТу 9253-59, установлены 3 основных класса точности для пластин. При измерении этого параметра можно производить нарезание заготовок инструментами с различными значениями допуска.
Если не учитывать эти критерии, то резьбовые резцы не смогут прочно закрепиться на токарном станке и производить точную обработку металлических деталей.

Во время приобретения режущих инструментов важно правильно выбрать пластины. Эти детали изготавливаются из твердых металлических сплавов. Соотношение металлов определяет особенности эксплуатации режущего инструмента. Существует 2 основных разновидности пластин:
- С повышенной прочностью. Они устойчивы к воздействию вибраций, ударов и других физических нагрузок, возникающих во время нарезания. Рекомендуется приобретать эту категорию пластин, если требуется отрезать большое количество металла с обрабатываемого изделия.
- С увеличенной теплостойкостью. Они могут переносить высокие температуры, возникающие во время длительной обработки заготовок и воздействия силы трения. Теплостойкие пластины фиксируются механическим методом. Они применяются при работе на высоких скоростях.
Материалы изготовления указываются на маркировке твердосплавных пластин. Каждому сплаву соответствует уникальное изображение. При изготовлении режущих деталей обязательно используют вольфрам, обладающий высокой прочностью и устойчивостью к большимперепадам температур. Дополнительно могут применяться карбид титана или кобальт.
Пластины из керамических материалов используются во время проведения чистовой или получистовой обработки металлических изделий. Они могут применяться для нарезания заготовок из жаропрочных сплавов. Процентное соотношение этих компонентов определяет категорию сменных пластин. На маркировке титан обозначается буквой “Т”, кобальт – символом “К”.
Пример маркировки: Т14К7 (процентное содержание карбида титана – 14%, кобальта – 7%).
Для больших объемов токарных работ рекомендуется приобретать набор токарных резцов со сменными пластинами, что позволит быстро настраивать инструмент во время проведения различных технологических операций. При выборе наборов важно учитывать марку производителя. Наибольшей популярностью на рынке пользуются сменные пластины от следующих компаний:
- ООО “Инструмент-Сервис”: украинская компания, изготавливающая детали для режущих инструментов.
- Интерпайп: является крупнейшей организацией по изготовлению трубных и резьбовых соединений на территории Восточной Европы. Продукция производится на Новомосковсокм трубном заводе, расположенном в украинском городе Днепр.
- BDS-Machinen: немецкая компания, производящая устройства и детали для магнитных сверлильных станков.
- Proxxon: организация, разрабатывающая детали для нарезания малогабаритных заготовок. Производство осуществляется на территории Германии.
- Ceratizit: фирма по производству металлорежущих инструментов и их основных комплектующих. Штаб-квартира находится на территории Люксембурга.
Стоимость набора токарных резцов зависит от затрат производителя и финансовой политики поставщиков. Наибольшей ценой обладают импортные детали. Средняя цена набора составляет 15 000 руб. Дополнительно можно приобретать отдельные виды пластин. Их средняя цена равняется 164 руб.
Режимы резания
Режимы резания – совокупность параметров, определяющих условия обработки деталей при помощи токарного резца. На процесс нарезания влияют следующие факторы:
- Скорость резания –путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки в единицу времени. Измеряется в м/мин или в м/с. На чертежах обозначается латинской буквой V.
- Подача – путь, пройденный режущей кромкой за 1 ход или оборот обрабатываемой заготовки. Измеряется в мм/об. На чертежах маркируется латинским символом S.
- Глубина резания – расстояние между обработанной и обрабатываемой поверхностями. Она показывает величину снимаемого слоя металла. На схемах обозначается латинской буквой t.
- Площадь сечения срезаемого слоя – произведение глубины резания на подачу. Является номинальной величиной и влияет на наличие шероховатостей. На схемах обозначается латинским символом f.
Данные параметры являются табличными значениями и указаны в ГОСТ 25762—83.
Скачать ГОСТ 25762-83
Каждой разновидности режущих инструментов с механическим креплением пластин соответствуют дополнительные режимы резания. Отрезные резцы осуществляют поперечные движения, расточные двигаются продольно относительно поверхности обрабатываемой детали. Во время работы средняя скорость режущих кромок составляет десятые доли мм. Подача равняется 0,1 мм/об.
Преимущества и недостатки резцов
Резьбовые резцы со сменными пластинами обладают следующими достоинствами:
- невысокая стоимость:стоят меньше резцов цельного типа;
- позволяют экономить большое количество временных ресурсов во время подготовки режущего инструмента к разным технологическим операциям;
- пластины способны выдерживать высокие нагрузки, потому что они изготовлены из твердосплавных материалов;
- отрезные резцы могут применяться для обработки деталей с небольшими габаритами и неровным рельефом;
- режущий инструмент можно переналаживать при необходимости;
- высокий срок службы державок, что позволяет прочно закреплять инструмент на токарном станке;
- не требуют дополнительных заточек или пайки;
- во время обработки снижают силу резания и температуру на 35 – 40%;
- предоставляют возможность изменять режимы резания на ходу;
- унификация всех моделей резцов: позволяет подобрать нужную пластину для обработки заготовок из определенных видов металлов.
Эксперты выделяют следующие недостатки резцов со сменными пластинами:
- из-за наличия множества креплений для твердосплавных пластин увеличивается общий вес режущего инструмента;
- резцы не способны обеспечить оптимальные геометрические параметры режущей кромки из-за различной формы пластин и особенностей их крепления;
- высокая сложность изготовления режущего инструмента.

Качество резьбового резца зависит от вида обработки и режима резания. Резец дольше сохраняет свои преимущества при низкой скорости резания и во время внутреннего поперечного точения.
Режущий инструмент изнашивается быстрее при наружном продольном точении. Для увеличения его стойкости используются смазочно-охлаждающие среды.
Также повысить жесткость инструмента можно при увеличении площади державки.
Рейтинг лучших токарных резцов на 2022 год
Токарные резцы – инструмент, обеспечивающий обработку деталей из разных материалов, любых форм. Анализируя рейтинг лучших токарных резцов на 2022 год, можно выбрать подходящий вариант к любому типу оборудования, уровню профессионализма мастера.
Строение
Состоит из двух главных составляющих:
- Рабочая головка – затачиваются под разными углами.
- Державка (тело) – фиксируется в резцедержателе.
Основную часть работы выполняет главная режущая кромка. Поверхности рабочей части: передняя, две задние.

Углы
Располагаются в главной секущей плоскости, перпендикулярной главной режущей кромке, основной плоскости.
Выделяют четыре основных угла:
- Заострения.
- Резания.
- Передний.
- Главный задний.
Обозначаются греческими буквами (альфа, бета, гамма).
Классификации
Существуют классификации по конструкции, способу изготовления, сечению стержня, обработки, установки.
По конструкции выделяют:
- прямые – составляющие расположены на одной оси, на двух параллельных;
- изогнутые – изогнутая форма державки;
- оттянутые – шириной рабочей головки больше ширины державки;
- отогнутые – рабочая головка отогнута от оси.
По способу изготовления:
- несъемные (приваренные) – самые распространенные;
- цельные;
- сборные (универсальные) – съемные пластины закрепляются винтами (прижимами), выполняют разные функции.
По типу обработки заготовки:
- отрезные – торцевание, разрезание заготовок;
- проходные – обработка наружных поверхностей конических, цилиндрических форм;
- расточные – есть проходные и упорные, выполняют растачивание сквозных, глухих отверстий;
- прорезные (канавочные) – наружные, внутренние канавки цилиндрических изделий, разрезка под прямым углом;
- фасонные – обтачивание фасонных поверхностей, формирование фасонных канавок, выступов;
- резьбовые – оснащение внутренней, наружной резьбой;
- фасочные – снятие фасок (обработка кромок);
- галтельные – обработка желобков, выемок.
По сечению: квадратные, прямоугольные, круглые.
По установке: радиальные (перпендикулярно к обрабатываемой площади), тангенциальные (автоматы, полуавтоматы – касательное расположение).

Материалы
Токарные резцы — дорогие или дешевые?
День открытых дверей токарной школы. Фотограф Валерий Дрыгин.День открытых дверей токарной школы. Фотограф Валерий Дрыгин.
Есть два вопроса, которые волнуют все человечество. Первый вопрос, что появилось раньше, курица или яйцо? Второй вопрос, какие токарные резцы покупать, дешевые или дорогие?
На самом деле, такие споры ведутся постоянно. Одни утверждают, что нет смысла платить за бренд, если можно работать дешевым “китаем”, или резцами из напильников.
Другие хотят только лучшее что есть на рынке. Одни скажут, что важнее всего результат, и не важно каким способом или каким инструментом он достигнут.
А кто то считает что получать удовольствие от работы хорошим инструментом — это тоже результат.
И еще есть токари, которые делают свои резцы, работают ими, и продают их другим токарям, и утверждают, что их резцы — самые лучшие.
Какими критериями должен обладать резец, чтобы токарь мог сказать про него, что это хороший инструмент? В первую очередь, это качество металла, из которого сделан сам резец. Как известно, требование к металлу для токарных резцов такие — это жаростойкость и износостойкость. Из этого вытекают другие требования — способность держать заточку и терпимость к перегреву.
Фотограф Илья Фильченков.Фотограф Илья Фильченков.
В настоящее время стандартом качества токарных резцов, стало наличие на них надписи — HSS. Такая аббревиатура показывает, что резец изготовлен из легированной стали, в народе прозванной “быстрорез”.
Легированная сталь — это сталь в которую, помимо стандартных компонентов, вводятся такие элементы, которые обеспечивают ей необходимые физические и механические свойства. Из этого следует, что состав стали у разных резцов может быть разным.
Это может быть даже дешевая порошковая сталь.
И после этого резцы с обычной углеродистой сталью осторожно откладываем в сторону, так как они уже проигрывают в конкуренции с резцами из “быстрореза”. Это и различные старые, дедовские резцы, и раритетные импортные и конечно, кустарного производства. Сюда же мы и положим резцы с Али Экспресс.
Но есть ли большая разница в этих резцах? Кто то скажет, что дерево, все равно мягче металла, какой марки бы он не был. И будут отчасти правы. Если Вы новичок в токарном деле, то Вам может быть понадобиться несколько лет чтобы научиться чувствовать разницу.
Фестиваль столярного дела в Москве. Фотограф Федор Щербаков.Фестиваль столярного дела в Москве. Фотограф Федор Щербаков.
Но разница все таки есть. В процессе работы кончик резца, при контакте с деревом может нагреваться до 250 градусов. Это ведет к изменению структуры металла и как следствие, к его свойствам.
Часто на рабочей части резца появляются черные пятна, свидетельствующие о том, что металл подвергался высоким температурам. Если это высоколегированная сталь, то проблем не будет, а если нет, то на рабочей части могут появиться невидимые глазу микротрещины и сколы.
Все это приводит к тому, что резец быстро тупится и перестает резать дерево.
Еще больше нюансов возникает при заточке резцов. Неопытный токарь может легко перегреть сталь при заточке, и обычная сталь при посинении или покраснении теряет совсем свои свойства — такие места перегрева необходимо переточить заново. Со сталью HSS проще — при перегреве такому резцу надо дать остыть на воздухе, он не теряет своих свойств.
Помимо качества стали, есть еще такие критерии как сбалансированность, форма, вес, толщина стали и т.д. Все эти параметры могут или упрощать работу на токарном станке или наоборот мешать работе.
И к тому и другому можно привыкнуть и не замечать неудобств. На первом месте конечно стоит мастерство и опыт токаря. То что может делать со своими старыми резцами опытный токарь никогда не сможет ученик с ультра крутыми резцами из Англии.
Но здесь, как раз находиться поворотная точка этого сюжета.
Все дело в мотивации.
Мотивация первая — заработок. Минимум вложений — больше отката. Получил заказ, сделал работу, деньги в карман и привет.
Мотивация вторая — постижение мастерства.
Каждый человек, который только учиться работать на токарном станке обладает следующими недостатками — это неправильное положение резца, неправильная высота подручника, неправильная техника.
Все это объединяется одним словом — рукожопие. И все это исправимо, ученик учиться и ошибок становиться все меньше и меньше, но если к этому добавить еще плохой инструмент, то процесс обучения может затянуться.
И если человек твердо настроен на обучение и он может себе позволить самый лучший инструмент, то логичнее выбрать лучшее, для быстрого достижения результата.
В нашем мире лучшее, это еще не значит самое дорогое. Но именно с токарным инструментом это так. Так уж исторически сложилось, что центр мировой металлургии родом из Англии. Английская инструментальная сталь до сих пор считается лучшей в мире. Английские заводы производят эту сталь не только для своих торговых марок, но и для других мировых брендов.
Поколения за поколениями уже на протяжении 400 лет частные компании производят столярный, токарный, плотницкий, садовый и другой инструмент. Традиции помогают им сохранять секреты внутри семейных фирм. Отсутствие серьезных политических изменений, революций и войн на территории Англии позволили им развиваться беспрерывно до наших дней.
И конечно, такой опыт позволяет им делать самый лучший инструмент для работы с деревом.
Я не фанат и не поклонник иностранных брендов. И выбрал я эти бренды не потому что так решил. Просто географически я живу в том регионе, где люди могут себе позволить покупать дорогой инструмент. Но я родился и вырос в деревне. И начинал свое знакомство с токарной обработкой дерева, работая самодельными резцами и самыми дешевыми. И заработал я на хороший инструмент работая дешевым.
В заключении хочу сказать, что я никого ни к чему не призываю. Если бы я жил в другом регионе и работал дешевым и самодельным инструментом, то я был бы так же счастлив. Потому что я люблю то что делаю. И мне нравиться рассуждать на такие темы и делиться с другими.
Токарные резцы — дорогие или дешевые?
Желаю всем успеха в своем ремесле и своем творчестве. Напишите в х, чем работаете Вы. Есть ли разница между дорогим и дешевым инструментом?
Я в vk, you tube, ярмарка мастеровЕще интересно: Как быстро стать хорошим токарем по дереву.





