- Сущность метода ручной дуговой сварки
- Схема оборудования для сварки покрытым электродом
- Дополнительное оборудование
- Покрытые электроды для дуговой сварки
- Техника и технология ручной дуговой сварки
- Ручная дуговая сварка стыковых швов в нижнем положении
- Ручная дуговая сварка угловых швов в нижнем положении
- Ручная дуговая сварка в вертикальном положении
- Ручная сварка в потолочном положении
- Ручная дуговая сварка: технология РДС и способы сварки труб, оборудование и преимущества
- Главное – дуга
- Что варим с помощью РДС
- Поговорим об электродах
- Снег, дождь и ветер
- Теперь ток
- Абзац про дефекты
- Пара слов о швах и их кромках
- Оборудование для РДС
- Варим трубы
- Плюсы РДС
- Минусы РДС
- Всё, что вы хотели знать о дуговой сварке
- Общая информация
- Достоинства и недостатки
- Разновидности
- Особенности сварки
- Подбор электродов
- Вместо заключения
- Технология ручной дуговой сварки
- Техника сварки
Ручная дуговая сварка — дуговая сварка с использованием покрытого металлического электрода, при которой операции подачи электрода, его перемещения вдоль оси шва и поперечные манипуляции выполняется сварщиком вручную. Наиболее старый и универсальный метод сварки, требующий хорошей квалификации и опыта сварщика.
Сущность метода ручной дуговой сварки
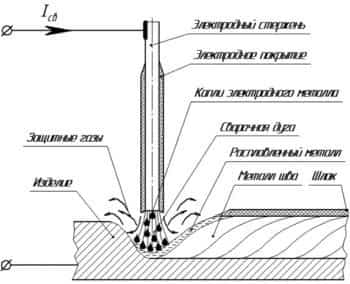
Сварка деталей покрытым металлическим электродом возможна благодаря высокой тепловой мощности сварочной дуги, под воздействием которой металлы расплавляются.
При сварке покрытым электродом сварная дуга расплавляет основной металл и, в то же время, металлический электрод. Участок расплавленного металла называют сварной ванной.
Капли электродного металла расплавляются и переносятся в сварную ванну, увеличивая ее объем, поэтому покрытый электрод является еще присадочным материалом.
Под воздействием сварочной дуги расплавляется покрытие нанесенное на поверхность электрода. В состав покрытия входят измельченные компоненты разного назначения — шлакообразующие, газообразующие, связывающие, раскислители и другие.
Шлак, полученный плавлением покрытия, обволакивает сварную ванну и защищает жидкий металл от взаимодействия из атмосферными газами. Считается, что при ручной сварке наблюдение за формированием шва ограниченное из-за наличия на поверхности сварной ванны шлака.
Также покрытие выделяет газы при расплавлении его компонентов, защищающие дугу и зону сварки от воздуха. Это способствует стабильному и стойкому горению дуги.
По мере того как сварщик формирует шов, перемещая электрод и дугу вдоль оси сварного соединения, сварная ванна с жидким металлом постепенно кристаллизуется. На поверхности кристаллизованного шва застывает шлак и превращается в шлаковую корку.
После обрыва сварочной дуги необходимо очистить шов от шлаковой корки при помощи специального молотка, кирки и/или щетки. Если были выбраны правильные режимы сварки без ошибок в техники выполнения шва, под шлаковой коркой получим сварной шов необходимой формы, качества и геометрических размеров. Качество сварного шва в значительной степени будет зависеть от профессионализма сварщика.
Схема оборудования для сварки покрытым электродом
Ручная дуговая сварки имеет наиболее универсальную и простую схему оборудования необходимого для сварки.
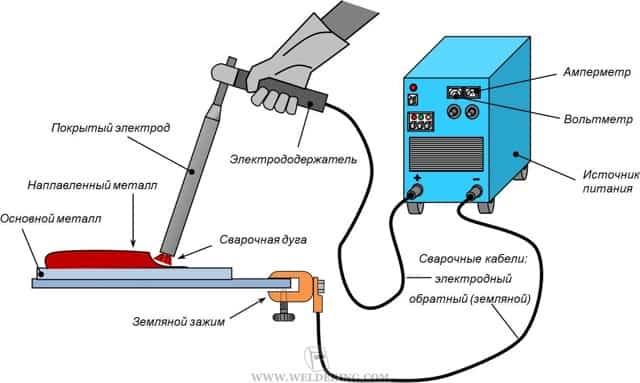
В комплект оборудования для сварки покрытым электродом входит источник питания сварочной дуги, комплект кабелей, электрододержатель и электропроводящий зажим подключаемый на кабель массы. Этого оборудования достаточно для выполнения работ.
В зависимости от используемого источника питания, вида сварочного поста и технологии сварки может применяться вспомогательной сварочное оборудование.
Сварка покрытым электродом может выполняться от источника питания постоянного и переменного тока. Для сварки переменным током используют сварочные трансформаторы, а для постоянного тока — выпрямители и преобразователи.
В последнее время, с развитием технологий, для сварки используют также инверторе источники питания.
Преимуществами сварочных инверторов являются меньшие габариты и вес оборудования, более стабильное горение дуги, простое регулирование силы тока, дополнительный функционал, — анти-залипание, горячий старт, пульсирующий ток. Появление и распространение инверторных источников питания сделало оборудование для дуговой сварки более мобильным.
Для сварки в местах где отсутствует сеть питания можно использовать сварочные агрегаты. Агрегаты позволяют вырабатывать электрический ток при помощи сварочного генератора и двигателя внутреннего сгорания.
К вторичной обмотке источника питания подключается комплект кабелей. В зависимости от силы тока сечение кабелей можно ориентировочно выбрать используя таблицу ниже.
Эдектрододержатель предназначен фиксирования сварочного электрода, его быстрой замены и подведения к нему тока, а также для комфортного управления дугой сварщику.
Токопроводящий зажим крепится к кабелю массы для подведения тока к изделию, хорошего контакта и крепления его с основным металлом.
Дополнительное оборудование
Дополнительно в электрическую цепь при сварке могут включаться балластный реостат и осциллятор.
С помощью балластного реостата можно ступенчато регулировать силу сварочного тока. Балластный реостат формирует падающую вольт-амперную характеристику источника питания, а также компенсирует постоянную составляющую тока при сварке от трансформатора.
Осциллятор предназначен для бесконтактного зажигания и стабилизации горения сварочной дуги.
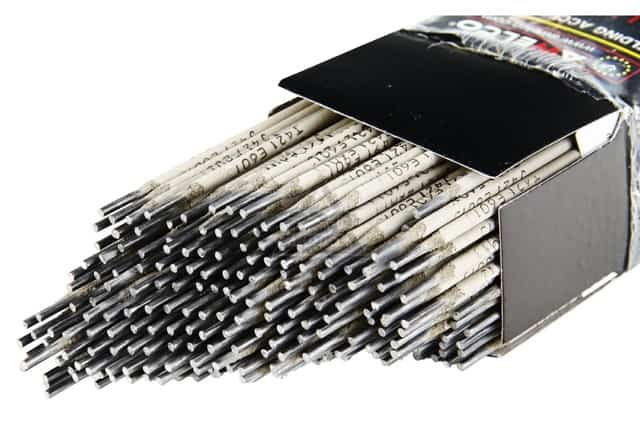
Покрытые электроды для дуговой сварки
Согласно истории развития сварки, до 1935 года использовались металлические электроды без покрытия или с тонким ионизирующим покрытием.
Основными функциям покрытых электродов являются: подведение тока к сварочной дуге; защита дуги, расплавленного металла и зоны сварки от атмосферных газов; дополнительная подача расплавленного металла для заполнения зазора между кромок и наплавки валика шва.
Существует большое количество марок сварочных электродов отличающихся химическим составом металлического стержня, покрытием, предназначением и т.д. Краткую классификацию покрытых электродов можно посмотреть на рисунках ниже.
Классификация покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов для ручной сварки, наплавки и резки
Техника и технология ручной дуговой сварки
По сравнению с другими видами сварки, ручная сварка требует больше навыков и умений от сварщика, так как все операции выполняются вручную.
Условно выполнение сварочного шва можно разделить на три этапа: зажигание дуги, выполнение шва, окончание сварки или заварка кратера.
Существует два способа зажигания сварочной дуги — касанием и чирканьем. По окончанию сварки нельзя сразу обрывать дугу, иначе в месте окончания образуется кратер.
Перед тем как оборвать дугу ее сначала перемещают на верхний край сварной ванны, а потом резко обрывают. При окончании сварки можно также использовать технику заварки кратера.

Техника выполнения шва зависит от пространственного положения, типа соединения, толщины сварных деталей, протяжности соединения и доступности шва. Во время сварки покрытым электродом от сварщика требуется одновременно перемещать электрод в трех направлениях.
Ручная дуговая сварка стыковых швов в нижнем положении
Сварка деталей толщиной до 4 мм встык выполняется без разделки кромок. При этом диаметр электрода подбирается равный толщине основного металла.
Стыковые соединения без скоса кромок толщиной до 6 мм выполняются односторонним швом.
Листы без скоса кромок толщиной от 2 до 8 мм можно сваривать двусторонним швом.
Если толщина металла более 8 мм необходимо выполнять разделку кромок.
Чтобы избежать прожогов при выполнении корневого шва или сварке тонких деталей используют съемные медные или стальные подкладки.
Ручная дуговая сварка угловых швов в нижнем положении
Сварка угловых швов в нижнем положении выполняется при сварке угловых, тавровых и нахлесточных соединений. Угловые швы в нижнем положении с катетом шва до 10 мм свариваются за один проход, электродами до 5 мм без колебательных движений концом электрода.
Угловые швы без скоса кромок с катетом более 10 мм выполняют за одни проход с поперечными колебательными движениями электрода треугольником с задержкой конца электрода в корне шва для лучшего провара. При этом дугу зажигают на горизонтальной полке, а не вертикальной, чтобы избежать натекания металла на холодную горизонтальную полку.
По возможности угловые швы рекомендуется сваривать в лодочку. Для избежания непроваров в таком положении лучше вести сварку опирая покрытие электрода на кромки. Сварку швов в лодочку лучше вести углом назад.
Сварка в симметрическую лодочку, когда между электродом и поверхностью детали образуется угол, примерно, 45 градусов.
В несимметрическую лодочку, когда угол между деталью и электродом по одной из сторон детали равняется, примерно, 30 градусам.
Ручная дуговая сварка в вертикальном положении
Сварка способом снизу вверх используется чаще всего. Это удобный и производительный метод сварки вертикальных швов, для которого используются электроды диаметром до 4 мм. Поперечные колебательные движения: полумесяцем, углом или елочкой. Дугу возбуждают в нижней части сварного шва. После этого колебательными движениями наплавляется полочка размером равным сечению шва. Наибольшая глубина плавления достигается при перпендикулярном положении электрода к основному металлу. Чтобы избежать стекания металла электрод наклоняют вниз.
Способ сверху вниз при ручной сварке используется редко. Его можно использовать для сварки тонкого металла до 5 мм с разделкой кромок.
Не все электроды позволяют вести сварку на спуск, поэтому необходимо смотреть информацию в паспорте на электроды. Дугу возбуждают в верхней части сварного шва.
Когда формируются капли жидкого металла необходимо наклонить электрод вниз, чтобы дуга направлялась на жидкий металл.
Ручная сварка в потолочном положении
При сварке в потолочном положении расплавленный металл пытается вытечь вниз из сварочной ванны, поэтому сварку выполняют только короткой дугой. Силу сварочного тока уменьшают на 15-20% по сравнению с нижним положением. Детали толщиной более 8 мм сваривают многопроходными швами.
Газы, которые выделяются при плавлении электродных покрытий, поднимаются вверх и могут остаться в сварном шве. Чтобы избежать этого используют только хорошо просушенные электроды.
Валики шва накладываются в разделку тремя способами: лесенкой, полумесяцем и обратно-поступательно.
Лесенкой. При сварке потолочных швов лесенкой электрод располагают к плоскости под углом 90-130 градусов, подносят к металлу и возбуждают дугу.
После образования небольшой капли металла электрод отводят на 5-10 мм от металла и возвращают. Возвращаясь необходимо перекрыть предыдущую порцию металла на 1/2 или 1/3 ее длины.
Такая техника позволяет постепенно кристаллизоваться металлу и избежать стеканию вниз.
Полумесяцем. Сварочный электрод располагают под углом 90-130 градусов, зажигают дугу и выполняют колебательные движения полумесяцем, беспрерывно заводя дугу на отвердевшую часть шва.
Обратно-поступательно. Сварщик возвращает конец электрода назад, на кристаллизовавшуюся часть шва, постоянно удлиняя. валик.
Сварку толстостенных конструкций невозможно выполнить однослойным швом за один проход, поэтому сварка металла большей толщины выполняется слоями за один проход или за несколько проходов.
Многослойный шов — шов выполняющийся несколькими слоями, каждый за один проход. Используется чаще для стыковых швов. Однопроходные швы рекомендуется использовать при ширине шва не более 14-16 мм. При таком подходе остаточные деформации наименьшие.
Многопроходный шов — шов выполняющийся за несколько проходов. Многопроходный шов является одновременно и многослойным. Подходит больше для угловых и тавровых соединений. При толщине шва более 15 мм не рекомендуется выполнять сварку каждого слоя за проход. Первый слой в металле такой толщине успевает остыть, и в нем возникают трещины.
Для равномерного нагревания конструкции по всей длине используют несколько техник наложения швов: двойным слоем, каскадом, блоками, горкой и поперечной горкой.
При способе двойного слоя сразу после наложения первого слоя и очистки соединения от шлака накладывают второй. Второй слой необходимо накладывать в обратном направлении на длину 200-400 мм.
Сварка каскадным методом требует предварительно разбить шов на короткие участки по 200 мм. После сварки первого участка его очищают от шлака. Второй слой необходимо начинать на втором участке и вести до полного перекрытия первого. Таким образом выполняется каждый следующий слой, перекрывающий предыдущие и не дающий им остыть.
Сварка горкой это техника похожая на каскадный метод, но для ее реализации необходимо участие двух сварщиков. В этом случае сварка ведется от середины сварного соединения до краев. В обоих случаях сварка обратно ступенчатая не только по длине, но и по сечению шва, а зона сварки всегда остается горячей.
Сварка блоками прежде всего предназначена для сталей склонных к закалыванию во время сварке. При сварке блоками шов накладывают отдельными ступенями по всей высоте сечения шва.
Преимущества
- Универсальная и сравнительно недорогая схема оборудования для сварки.
- Мобильность оборудования.
- Сварка ручным дуговым методом выполняется во всех пространственных положениях и в местах с ограниченным доступом.
- Благодаря большому количеству различных марок электродов можно сваривать разные стали и металлы, а переход между свариваемыми материалами происходит очень быстро.
Недостатки
- Производительность труда и КПД по сравнению с другими видами сварки очень низкие.
- Качество сварных соединений зависит от квалификации сварщика.
- Дуговая сварка покрытыми электродами оказывает вредное воздействие на организм человека.
Обучающий видео фильм по ручной дуговой сварке.
Источник: http://osvarke.net/mma/
Ручная дуговая сварка: технология РДС и способы сварки труб, оборудование и преимущества

Знаменитая РДС – ручная дуговая сварка, народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная сварка – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.
 Чертеж ручной дуговой сварки.
Чертеж ручной дуговой сварки.
Итак, мы подожгли дугу касанием и отвели электрод на небольшое расстояние от свариваемой поверхности. Стержень электрода начинает плавиться от действия высокой температуры. Именно их этого плавящегося стержня формируется тот самый сварочный шов, ради которого затеяна вся суета вокруг.
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять. А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются дефекты.
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» – вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Конечно, в зависимости от состава металла меняется прочность шва. Она, например, снижается с повышением доли углерода в стальных сплавах. Иными словами, высокоуглеродистые стали варить методов РДС можно, но качество шва с точки зрения будет ниже.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше. Уж каких только сплавов и составов покрытий сейчас не делают – на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.
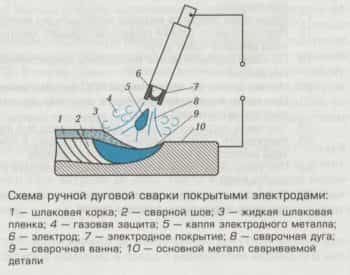 Схема ручной дуговой сварки покрытыми электродами.
Схема ручной дуговой сварки покрытыми электродами.
Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные электроды. Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
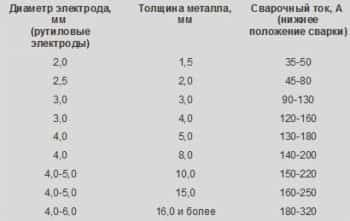 Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Абзац про дефекты
Дефекты, возможные по ходу работы РДС, делятся на два вида:
- Отклонения от нормы и стандартов вследствие кристаллизации или остывания металла.
Они могут возникнуть в виде пор, трещин, снижения качества шва и т.д. - Дефекты в результате нарушений правил или технологии.
В этом случае появляются прожоги, непровары, подрезы и т.д.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.
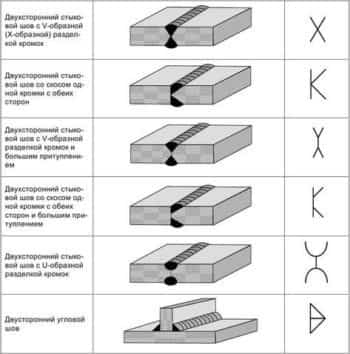 Разновидности сварочных швов.
Разновидности сварочных швов.
Сварочные швы также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх. Это непростой вид из-за стекания расплавленного металла вниз;
- потолочный тип, когда шов находится сверху по отношению к электроду;
При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Оборудование для РДС
Конечно же это аппараты ручной дуговой сварки. Метод дает широкие возможности для их выбора. Это может быть и традиционный трансформатор – ветеран сварочного движения, трансформатор в комбинации с выпрямителем и, наконец, герой нашего времени – аппарат для дуговой сварки под названием инвертор.
Последний вариант- самый популярный в силу дополнительных функций для облегчения работы сварщика: форсированной дуги и антизалипания. На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.
Есть, конечно, нюанс – относительно высокая стоимость инвертора. Но овчинка выделки стоит благодаря высокой надежности в святом деле качества шва. Сварочное оборудование ручной дуговой сварки предлагается в самых широких продуктовых линейках – на любой цвет и вкус.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.
Плюсы РДС
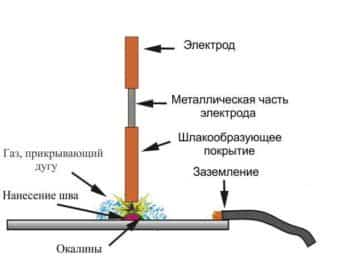 Схема сварки металла электродом.
Схема сварки металла электродом.
Преимущества ручной дуговой сварки внятные, серьезные и весьма весомые:
- универсальность технологии в отношении применяемых материалов благодаря широчайшему выбору электродов на рынке;
- благодаря ручной подаче и ведению электродов сварку можно производить в любом положении, включая самые труднодоступные места;
- возможность быстро смены расходных и свариваемых материалов;
- удобная транспортировка оборудования;
- отличный способ варить трубы;
- метод по силам даже новичкам, если работать на инверторе.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
Источник: https://tutsvarka.ru/vidy/ruchnaya-dugovaya
Всё, что вы хотели знать о дуговой сварке
Ручная дуговая сварка (она же сварка MMA, РД, РДС) с угольным электродом была придумана еще в конце 19-го века российским изобретателем Николаем Бернардосом. Тогда же изобретатель запатентовал свою технологию во многих странах Европы. Позднее он же придумал контактную сварку и дуговую сварку в среде защитного газа.

С тех пор прошло немало времени, и технология ручной дуговой сварки прошла множество модификаций. Так, например, среди домашних умельцев получила распространение не классическая дуговая сварка угольным электродом, а сварка с применением плавящихся стержней. Также сварочные аппараты получили множество новых функций, а в производстве стали применяться металлы с особыми свойствами.
Поэтому технология дуговой сварки стала несколько сложнее. В этой статье мы вам подробно расскажем, что такое ручная дуговая сварка, какие достоинства и недостатки есть данного метода соединения металлов и как выполняется РД сварка металлоконструкций.
Общая информация
Ручная дуговая сварка MMA (MMA — общепринятое международное название) — это процесс формирования сварочного соединения с помощью электрической дуги.
Дуга зажигается между электродом и поверхностью металла, горит стабильно и формирует ровный шов.
Электроды для РДС изготавливаются из металлической проволоки и имеют специальное покрытие, защищающее сварочную зону от негативного влияния кислорода. В работе используются электроды, длиной до 45 сантиметров.
Дуга при ручной сварке зажигается либо методом постукивания (сварщик постукивает концом электрода о поверхность металла, не применяя силу), либо методом чирканья (по аналогии со спичечным коробком). Дуга плавит металл и одновременно с деталью плавится электрод. При плавлении электрода металл наплавляется и формируется шов. Допустимо незначительное разбрызгивание металла.
Ручная дуговая сварка MMA с помощью покрытых электродов — один из простейших видов сварки. Отсюда и множество нюансов в работе. При таком методе сварки рабочее время расходуется нерационально, много сил уходит на формирование шва, снижается производительность труда. Поэтому такая технология больше востребована у домашних умельцев, нежели на крупном заводе.
Зато с помощью РДС вам под силу наплавка валов, сварка многих типов металлов и относительно быстрый ремонт изделий из металла в домашних условиях. Также при наличии опыта и квалификации можно выполнить разные типы швов, в том числе трудоемкие, вроде потолочных.
Достоинства и недостатки
Ручная дуговая сварка плавящимся электродом не зря является самым популярным методом соединения металлов. С ее помощью можно выполнить несложный ремонт, сформировать короткие прочные швы, провести быстрое техническое обслуживание какого-нибудь оборудования. Но это еще не все плюсы.
По сравнению с другими технологиями сварочные аппараты для РДС сварки стоят недорого, они компакты и просты в использовании.
Также для работы не требуется дополнительная защита сварочной зоны с помощью газа или флюса, поскольку с этой задачей справляется электрод.
Еще один плюс — возможность работать практически в любых условиях: и на улице, и в цеху, и на ветру, и под палящим солнцем. А это важно, если нужно произвести быстрый ремонт в «полевых» условиях.

Не стоит забывать, что РДС подходит для сварки самых разных металлов: от углеродистых и легированных сталей до чугуна, алюминия и меди. При этом толщина деталей может достигать нескольких сантиметров и мощный сварочный аппарат справится с этой задачей. Также можно произвести сварку в любом пространственном положении, если это потребуется.
Теперь о недостатках. РД по металлу требует частых перерывов в работе. Они необходимы, чтобы заменить расплавленный электрод на новый. А его расход может быть очень большим при отсутствии опыта или при сварке толстых металлов. Если электрод достиг длины в 5 сантиметров и менее, то его тут же следует заменить.
Ручная сварка с применением электрода подразумевает образование шлака вокруг сварочной зоны и шва. С одной стороны, это хорошо, поскольку шлак дополнительно защищает сварочную ванну от кислорода. Но после работы шлак нужно удалить с поверхности металла. Этот процесс может быть трудоемким и отнимает немало времени.
Из-за этих двух недостатков ручная дуговая сварка считается одной из самых медленных. Она приводит к перерасходу времени и не идет ни в какое сравнение с конкурентами, вроде MIG сварки. Вы должны взять во внимание этот недостаток.
Из-за того, что в работе нельзя использовать электроды до конца, а принято часто заменять их на новые, происходит перерасход комплектующих. Выходит, что в работе используется не более 70% электрода, остальное считается огарком. Этот факт увеличивает себестоимость работ.

Несмотря на относительную универсальность, с помощью РДС не получится сварить олово или цинк. И вообще все металлы с низкой температурой плавления.
Это происходит из-за того, что коэффициент тепловложения слишком велик при сварке электрической дугой.
Также ручная дуговая сварка плавящимся электродом не подойдет для соединения деталей из титана, тантала и любых других металлов, обладающих активными химическими свойствами. Электрод не сможет в должной мере защитить шов от окисления.
Ну и последний минус, который нужно упомянуть. В ручной дуговой сварке ток проходит по всей длине электрода, и если значение тока будет слишком велико, то стержень может перегреться и защитное покрытие разрушится.
Из-за этого вы просто не сможете установить высокие значения тока, чтобы хоть как-то ускорить работу.
Это еще одна причина, почему скорость работы при ручной сварке металлоконструкций может быть ниже, чем при использовании других методов сварки.
Разновидности
Нельзя выбрать какой-то один определенный способ сварки РДС, поскольку технология проста и не имеет дополнительной классификации.
Конечно, можно классифицировать ручную дуговую сварку по типу используемого электрода, по типу получаемого шва или по типу дуги. Но это лишь усложняет понимание сути технологии.
Поэтому предлагаем сразу приступить к изучению основ РД сварки, не вдаваясь в подробности классификации.
Особенности сварки
Понимая принцип ручной дуговой сварки плавящимся электродом можно приступить к самому сварочному процессу. Для начала разберемся, в каких случаях такая сварка целесообразна.
РД по металлу целесообразна том случае, если толщина детали начинается от 2 миллиметров и не превышает 50 миллиметров. Также целесообразна сварка легированных, углеродистых и нержавеющих сталей.
РДС отлично подойдет для мелкосерийного производства или для сварки штучных изделий. Если металлы толще и деталей много, то рекомендуем заменить ММА сварку на MAG.
Если детали будут слишком тонкими, то они будут плавиться слишком быстро. Это приводит к образованию дефектов, шов просто не успевает сформироваться. Даже если вы установите минимальное значение тока. Используйте другие технологии сварки тонкого металла, не рискуйте.
Выше мы писали, что возможна сварка деталей толщиной до 50 миллиметров. Но мы все же рекомендуем соединять металлы с толщиной максимум 20 миллиметров. Сварка толстых деталей экономически невыгодна при использовании технологии ручной дуговой сварки. Все эти правила не применимы к ситуации, когда нужно сварить короткий шов, чтобы произвести небольшой ремонт. Если участок сварки слишком мал, вы не будете использовать дорогостоящее оборудование, газ, флюсы и прочее. В таких ситуациях ручная дуговая сварка MMA вполне целесообразна при сварке деталей толщиной до 200 миллиметров.
Технология ручной дуговой сварки начинается с основ о пространственном положении. Мы писали, что ручная дуговая сварка плавящимся электродом возможна в любом положении. Это правда, но с оговорками.
Дело в том, что не все электроды позволяют выполнить сложные потолочные или вертикальные швы. Они плавятся слишком быстро и стекающий металл не позволяет сформировать шов.
Обратите на это внимание перед выполнением ответственной работы.
По этой причине наилучший результат достижим именно в нижнем или горизонтальном пространственном положении.
Такую работу сможет выполнить сварщик даже с низкой квалификацией, можно использовать электроды большего диаметра и установить на сварочном аппарате большую силу тока, чтобы ускорить рабочий процесс.
Так что если вы можете заменить потолочные швы на нижние — не отказывайтесь от такого решения.
Если вы используете метод ручной дуговой сварки покрытыми стержнями и вам все же нужно сделать потолочных шов, то выберите электроды небольшого диаметра и установите на аппарате минимальное значение сварочного тока. Работайте не медленно и не быстро, постарайтесь найти «золотую середину» в скорости ведения дуги. Ведите дугу уверенно и не отклоняйтесь в стороны.
Теперь поговорим о типе и полярности тока. Сварка ММА может производить на постоянке и на переменке, выбор режима зависит от электродов. Обязательно читайте упаковку ваших стержней перед работой, некоторые электроды могут быть предназначены только для работы на одном типе тока.
Одно известно точно — при постоянном токе дуга горит стабильнее, чем при переменном. Это заметно даже при использовании универсальных стержней, способных работать с любым родом тока. Словом, если вы начинающий сварщик, то приобретайте универсальные комплектующие и экспериментируйте с настройками.
Что касается полярности, то ее выбор зависит от того, какая скорость плавления электрода вам необходима. Если выберите обратную полярность и установите постоянный ток, то электрод будет плавиться медленнее и равномернее. Это наиболее приемлемый вариант. Есть электроды, которые работают одинокого хорошо с любой полярностью.
Ручная сварка железа или никеля имеет свои сложности. В работе металл может быть подвержен проблеме, называемой магнитным дутьем. Магнитное дутье — это когда дуга начинает непроизвольно отклоняться от сварочной ванны из-за магнитных свойств металла. Чтобы избежать этих проблем установите на сварочнике переменный ток, это может помочь.
Подбор электродов
Электроды так же важны, как и соблюдение технологии сварки. От их правильного выбора во многом зависит качество будущего шва. Нужно подбирать стержни в соответствии с металлом, который вы собираетесь варить. Многие характеристики электрода можно узнать по его маркировке. О том, как читать маркировку мы рассказывали в этой статье.
При работе с ручной дуговой сваркой обращайте внимание на свойства выбранных вами электродов. Свойства зависят от типа покрытия. У электродов для РДС чаще всего рутиловое или основное покрытие. Мы не будем утверждать, какое из них лучше. Просто перечислим их положительные и отрицательные стороны.
Электроды с рутиловым покрытием часто используют новички, поскольку проще зажечь и вести дугу. Они представлены в широком ассортименте, есть и бюджетные, и дорогие марки. Мы не рекомендуем покупать слишком дорогие электроды для домашней сварки, поскольку они просто не раскроют весь свой потенциал.
Из недостатков рутилового покрытия можно выделить повышенное содержание водорода в сварном соединении, что несколько ухудшает качество шва. Но зато металл практически не разбрызгивается при сварке, что очень важно. Новичкам рекомендуем электроды марки МР-3, как одни из самых бюджетных и распространенных.
Электродами с основным покрытием — выбор опытных профессиональных сварщиков. С такими стержнями довольно трудно работать, поскольку дуга зажигается неохотно и в процессе сварки должна быть очень короткой. Все это требует опыта.
Но если вы новичок не бойтесь применять такие электроды в своей практике. Так вы сможете быстрее научиться. Электроды с основным покрытием обеспечивают отличное качество шва.
Если вам нужно сварить относительно тонкий металл, то выбирайте электроды с основным покрытием.
Также электроды подбираются исходя из экономических факторов. При таком медленном способе сварки как РДС важно знать скорость наплавки стержня, чтобы определить, сколько времени и электродов понадобится на формирование шва. Существуют специальные высокопроизводительные стержни, с ними работе идет быстрее. Но ими, как правило, можно варить только горизонтальные швы.
Выше мы писали, что электрод нужно использовать на 70% процентов, оставляя примерно 5 сантиметров стержня. Некоторые новички намеренно устраивают перерасход электродов, используя их лишь наполовину.
Многие объясняют это тем, что просто беспокоятся о длине электрода и предпочитают оставить стержень с запасом. Мы не рекомендуем так делать в своей практике.
Вам придется еще чаще прерывать сварку и менять электроды на новые.
Вместо заключения
Ручная дуговая наплавка покрытыми электродами — классический и проверенный годами метод соединения деталей из металла. Она проста, не требует использования дополнительных комплектующих и ее основы понятны даже людям, далеким от сварки.
Чтобы обучиться этому делу, прочтите на нашем сайте дополнительные материалы по сварке. Также у нас вы найдете руководства на сварочные работы, обучающие статьи и полезную информацию по изготовлению самодельных сварочников и комплектующих. Делитесь свои опытом в х, он наверняка будет полезен для начинающих сварщиков. Желаем удачи в работе!
Источник: https://svarkaed.ru/svarka/svarka-metallov/vsyo-chto-vy-hoteli-znat-o-dugovoj-svarke.html
Технология ручной дуговой сварки
Выбор режима.
Под
режимом сварки понимают совокупность
контролируемых параметров, определяющих
условия сварки. Параметры режима сварки
подразделяют на основные и дополнительные.
К основным параметрам режима ручной сварки относят диаметр электрода,
величину, род и полярность тока, напряжение
на дуге, скорость сварки.
К дополнительным
относят величину вылета электрода,
состав и толщину покрытий электрода,
положение электрода и положение изделия
при сварке.
Диаметр электрода
выбирают в зависимости от толщины
металла, катета шва, положения шва в
пространстве.
Примерное соотношение
между толщиной металла S
и диаметром электрода dэ при сварке в
нижнем положении шва составляет:
S,
мм……1-2 3-5 4-10 12-24 30-60
dэ, мм….2-3 3-4 4-5 5-6 6-8
Сила тока в основном
зависит от диаметра электрода, но также
от длины его рабочей части, состава
покрытия, положения сварки. Чем больше
ток, тем больше производительность,
т.е. большее количество наплавленного
металла:G=нIсвt,
где G
— количество наплавленного металла, г;
н
— коэффициент наплавки, г/(А•ч);
Iсв-
сварочный ток, А; t-время,
ч.
Однако
при чрезмерном токе для данного диаметра
электрода электрод быстро перегревается
выше допустимого предела. Что приводит
к снижению качества шва и повышенному
разбрызгиванию. При недостаточном токе
дуга неустойчива, часто обрывается, в
шве могут быть непровары.
Величину тока
можно определить по следующим формулам:
при сварке конструкционных сталей для
электродов диаметром 3-6 мм Iд=(20+6dэ)dэ;
для электродов диаметром менее 3 мм
Iд=30dэ,
где dэ диаметр электрода, мм. Сварку швов
в вертикальном и потолочном положениях
выполняют, как правило, электродами
диаметром не более 4 мм.
При этом сила
тока должна быть на 10- 20 %
ниже, чем для сварки в нижнем положении.
Напряжение дуги изменяется в сравнительно
узких пределах-16-30 В.
Техника сварки
Дуга может
возбуждаться двумя приёмами: касанием
впритык и отводом перпендикулярно вверх
или «чирканьем» электродом как спичкой.
Второй способ удобнее. Но неприемлем в
узких и неудобных местах.
В процессе сварки
необходимо поддерживать определённую
длину дуги, которая зависит от марки и
диаметра электрода. Ориентировочно
нормальная длина дуги должна быть в
пределах Lд=(
0,5-1,1)dэ,
где Lд
— длина дуги, мм; dэ
— диаметр электрода, мм.
Длина дуги оказывает
существенное влияние на качество
сварного шва и его геометрическую форму.
Длинная дуга способствует более
интенсивному окислению и азотированию
расплавляемого металла, увеличивает
разбрызгивание, а при сварке электродами
основного типа приводит к пористости
металла.
В процессе сварки
электроду сообщается движение в трёх
направлениях. Первое движение —
поступательное, по направлению оси
электрода. Этим движением поддерживается
постоянная (в известных пределах) длина
дуги в зависимости от скорости плавления
электрода.
Второе
движение-перемещение электрода вдоль
оси валика образования шва. Скорость
этого движения устанавливается в
зависимости от тока, диаметра электрода,
скорости его плавления, вида шва и других
факторов. При отсутствии поперечных
движений электрода получается так
называемый ниточный валик, на 2-3 мм
больший диаметра электрода, или узкий
шов шириной е1,5dэ.
Третье движение
— перемещение электрода поперёк шва для
получения шва шире, чем ниточный валик,
так называемого уширенного валика.
Рис. 5. Траектория
движения конца электрода при ручной
дуговой сварке.
определяются
формой разделки, размерами и положением
шва, свойствами свариваемого материала,
навыком сварщика. Для широких швов,
получаемых с поперечными колебаниями,
e=(1,55)dэ.
-
Для повышения
работоспособности сварных конструкций,
уменьшения внутренних напряжений и
деформаций большое значение имеет
порядок заполнения швов. -
Под порядком
заполнения швов понимается как порядок
заполнения разделки шва по поперечному
сечению, так и последовательность сварки
по длине шва. -
По протяжённости
все швы условно можно разделить на три
группы: короткие — до 300 мм, средние-300-1000,
длинные — свыше 1000 мм.
Короткие швы
выполняют на проход — от начала шва до
его конца. Швы средней длины варят от
середины к концам или обратно ступенчатым
методом. Швы большой длины выполняют
двумя способами: от середины к краям
(обратноступенчатым способом) и вразброс.
При обратноступенчатом
методе весь шов разбивается на небольшие
участки длиной по150-200 мм, на каждом
участке сварку ведут в направлении,
обратном общему направлению сварки.
Длина участков обычно равна от 100 до 350
мм.
В зависимости от количества проходов
(слоёв), необходимых для выполнения
проектного сечения шва, различают
однопроходный (однослойный) и многопроходный
(многослойный) швы (рис.30).
С
точки зрения производительности наиболее
целесообразными являются однопроходные
швы, которые обычно применяются при
сварке металла небольших толщин (до
8-10 мм.) с предварительной разделкой
кромок.
Сварку соединений
ответственных конструкций большой
толщины (свыше 20-25 мм.), когда появляются
объёмные напряжения и возрастает
опасность образования трещин, выполняют
с применением специальных приёмов
заполнения швов «горкой» или «каскадным»
методом.
При сварке «горкой»
сначала в разделку кромок наплавляют
первый слой небольшой длины 200-300 мм,
затем второй слой, перекрывающий первый
и имеющий в 2 раза большую длину. Третий
слой перекрывает второй и длиннее его
на 200-300 мм.
Так наплавляют слои до тех
пор, пока на небольшом участке над первым
слоем разделка не будет заполнена. Затем
от этой «горки» сварку ведут в разные
стороны короткими швами тем же способом.
Таким образом, зона сварки всё время
находится в горячем состоянии, что
позволяет предупредить появление
трещин. «Каскадный» метод является
разновидностью горки.
Соединения под
сварку собирают в приспособлениях, чаще
всего с прихватками. Сечение прихваточного
шва составляет примерно 1/3 от сечения
основного шва, длина его 30-50 мм. Угловые
швы сваривают «в угол» или «в лодочку»
(рис.7).
а) – сварка в
симметричную «лодочку», б) – в
несимметричную «лодочку», в) – «в угол»
наклонным электродом, г) — с оплавлением
кромок.
При сварке «в угол»
проще сборка, допускается большой зазор
между свариваемыми деталями (до 3 мм),
но сложнее техника сварки, возможны
дефекты типа подрезов и наплывов, меньше
производительность, так как приходится
за один проход сваривать швы небольшого
сечения (катет
Источник: https://studfile.net/preview/4012592/page:5/





