- Характеристики резьбы
- Приспособления для нарезания резьбы
- Параметры отверстия для резьбы
- Выбор диаметра сверла под резьбу
- Как делается нарезание резьбы
- Таблица размера сверла и отверстия под резьбу
- Параметры отверстия
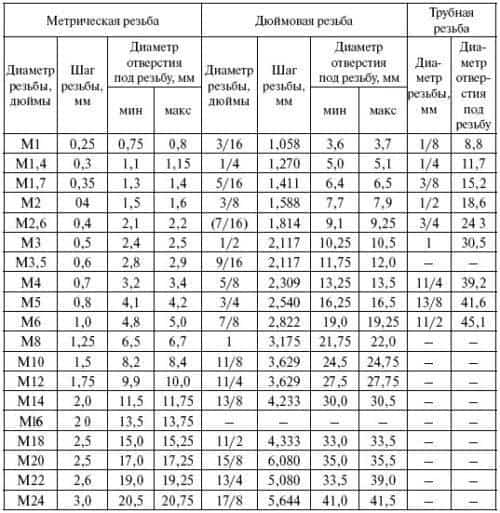
- Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Формула подбора сверлильного инструмента
- Какое сверло лучше использовать
- Диаметр сверла под резьбу (таблица)
- Как определить отверстие под резьбу без таблицы?
- Для каких материалов указаны значения в таблице?
- Диаметр сверла под резьбу для метчиков. Таблица
- Таблица рекомендуемых диаметров отверстий под резьбу, мм
- Диаметр сверла под метрическую резьбу: таблицы для нарезания отверстий (отв) по ГОСТу – rocta
- Размеры
- Размеры отверстий, используемые инструменты, процесс нанесения
- Основные параметры
- Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбы
- Используемые приспособления
- Как правильно наносить витки
- Подготовка
- Процесс создания наружной насечки
- Технология нанесения внутренней насечки
- Таблица подбора сверла под метчик с учетом его диаметров: сверление отверстий для нарезания резьбы
- Диаметр прута для наружной насечки
- Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Для компоновки сборочных единиц в единый узел применяются несколько различных типов соединений деталей. Широкое применение в промышленности и быту нашло резьбовое соединение деталей.
Этот тип сборки является разъемным, что означает, что сопрягаемые детали могут подвергаться многократной сборке и разборке без потери размерных значений и эксплуатационных характеристик.
Резьбовое соединение отличается высокой универсальностью и взаимозаменяемостью, относительной легкостью изготовления и невысокой стоимостью, простотой в обращении, надежностью и стойкостью к высоким рабочим нагрузкам.
По типу поверхности образования резьбы различают два их типа:
- внутренние (расположены в отверстии заготовки);
- наружные (образованы на наружности стержня).
Чаще возникает ситуация, когда необходимо получить отверстие с резьбой в детали и установить в него стандартный болт, винт или шпильку. Первым этапом получения резьбы будет сверление отверстия с заданным диаметром. В статье ниже подробно рассказано про то, какие отверстия сверлить под резьбу.
Характеристики резьбы
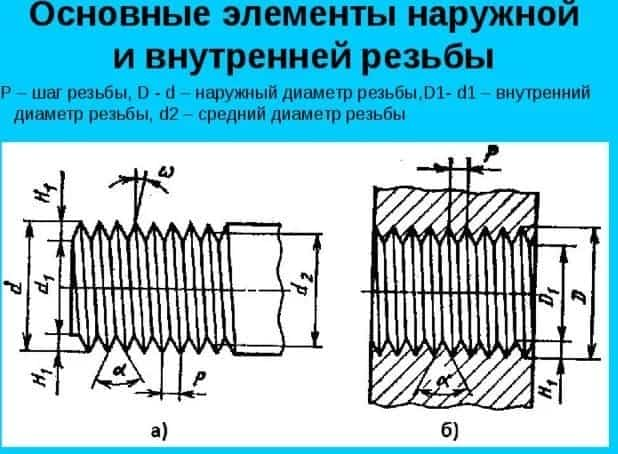
Резьба — это нарезанный в металле винтовой профиль в виде углубления или выступа, который образован соответственно на внутренней либо внешней поверхности детали. Чтобы образовать резьбу на внешней поверхности, используют специальный инструмент под названием плашка или лерка. Для получения внутренней резьбы используют метчики.
В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали.
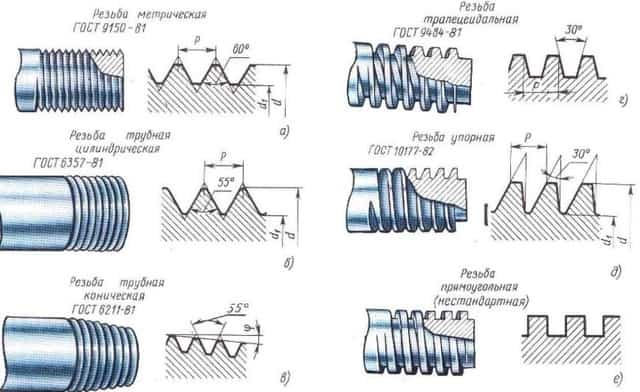
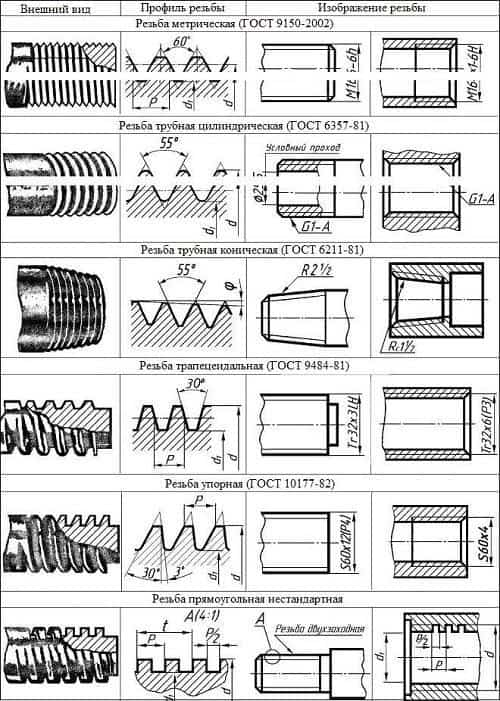
Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Если резьба образована на цилиндрической поверхности, то она называется цилиндрической. Если же поверхность отверстия имеет форму конуса, то полученная на ней резьба будет, соответственно, конического типа. Основные термины и понятия, касающиеся строения и характеристик резьб цилиндрического и конического типа, содержатся в стандарте ГОСТ 11708-82.
По виду профиля их разделяют на:
- треугольные;
- трапецеидальные;
- круглые;
- прямоугольные;
- специальные.
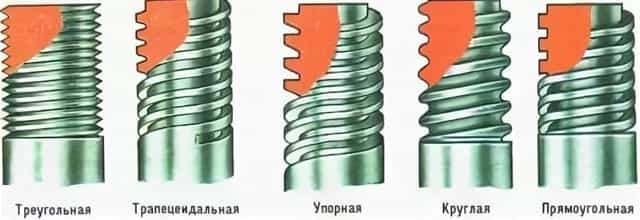
Круглые резьбы находят применение в пожарной арматуре и сантехнических деталях.
Трапецеидальные применяют в ходовых механизмах для передачи поступательного движения. Более всего распространены резьбы треугольные, о которых поговорим ниже.
Сверление под резьбу требует знания и иных ее характеристик. По движению вращения контура резьбы разделяют на правые и левые.
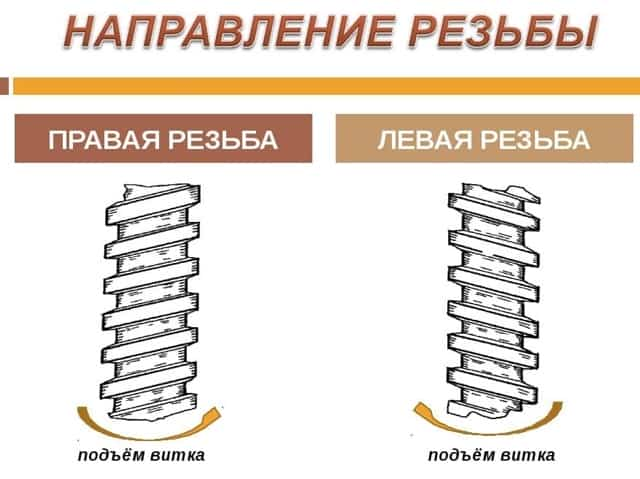
У правой резьбы проточка профиля образована вращением в правую сторону и продольным движением на удаление от точки захода. У левой резьбы вращение направлено в противоположную сторону.
В технике более распространены правые резьбы и в их кодировке это подразумевается по умолчанию и не обозначается дополнительно. В маркировке левой резьбы появляются знаки LH.
По количеству заходов резьба бывает однозаходной и многозаходной (обычно не более чем двух- и трехзаходные). Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Важными критериями, влияющими на выбор сверла под резьбу, являются ее номинальные диаметр, а также шаг. Диаметр соответствует фактическому диаметру внешнего профиля.
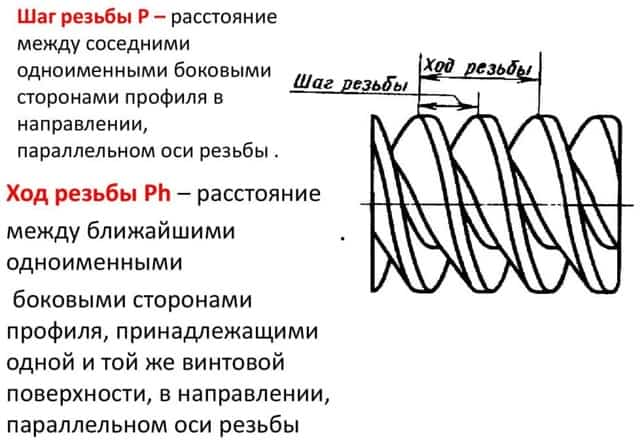
Шаг резьбы — это значение дистанции между вершинами ближайших двух вершин профиля. Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Для подбора сверла для резьбы также нужно знать, что по совокупности параметров резьбы классифицируют на несколько основных видов:
- Метрическая. Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
- Дюймовая резьба в ходу в странах, где принята дюймовая система измерения размеров. Обозначают размер в дюймах – ½”.
- Трубная цилиндрическая резьба нашла применение в сантехнике для разъемного соединения узлов, деталей и арматуры. Ее размеры определяются по ГОСТ 6357-81. В обозначении стоит буква G и размер в дюймах – G ¾, G 1.
- Дюймовая коническая резьба по ГОСТ 6111-52 используется в трубопроводах невысокого давления.
- Коническая метрическая резьба применяется в соединениях трубопроводов и определяется по ГОСТ 25229-82.
- Трапецеидальные резьбы используют в подвижных механизмах для передачи поступательного движения.
- Круглая резьба определяется по ГОСТ 13536-68 и используется в сантехнической арматуре.
Приспособления для нарезания резьбы
Для образования в детали внутренней резьбы применяют специализированный инструмент – метчики. Они представляют собой цилиндрические стержни с нарезанным профилем резьбы в зеркальном отражении.
Но перед применением метчика необходимо получить в заготовке отверстие с нужным диаметром. Какие должны быть диаметры сверл под резьбу мы поясним ниже, а в этом разделе опишем резьбонарезной инструмент.

Кроме винтового профиля на цилиндрической поверхности метчика имеются продольные канавки, которые по размеру выходят за рабочую часть инструмента. Эти канавки предназначены для вывода металлической стружки из рабочей зоны. Кроме того эти осевые канавки делят стержень метчика на несколько элементов — гребенок.
Острые их грани являются основными рабочими элементами метчика. Хвостовая часть и квадрат инструмента предназначены для фиксации в шпинделе и патроне станка либо в воротке. Рабочая область метчика делится на нарезающую и калибровочную части.
Нарезающая или заборная часть вырезает в отверстии проточку, а калибровочная приводит размеры профиля резьбы в точное соответствие требуемым.
Если для нарезки применяют один универсальный метчик, то по своей длине он будет иметь несколько областей с различными характеристиками рабочего профиля. Это позволяет одновременно вырезать слой металла, убирать заусенцы и неровности, а также приводить размеры к необходимому значению. Метчики, у которых рабочий профиль имеет постоянные размеры, применяются для обновления поврежденного профиля уже имеющейся внутренней резьбы. Но чаще на практике применяют несколько метчиков, которыми работают по очереди.
Черновой метчик вырезает на внутренней цилиндрической поверхности проточку незначительной толщины, то есть такая канавка является подготовительной. Затем чистовым метчиком канавка дорезается до нужной глубины, а также зачищается и выравнивается.
Для больших диаметров и сложного профиля резьбы может применяться еще и переходной метчик. При ручной нарезке резьбы пользуются специальными держателями – воротками. В них закрепляется хвостовик резьбонарезного инструмента. Также вороток за счет рычага позволяет снизить усилие ручного воздействия на инструмент.
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента.
Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода.
Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик.
Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения.
Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Выбор диаметра сверла под резьбу
Размер сверла должен строго соответствовать номинальному диаметру резьбы. Наиболее достоверные величины отверстий под метрическую резьбу даны в ГОСТ 19257-73.
В данном стандарте представлены размеры отверстий для любого диаметра резьбы, учитывая шаг резьбы и применяемое поле допуска.
При работе удобно иметь под рукой таблицу сверл под резьбу, в которой должны быть собраны данные по отверстиям для самых применяемых типоразмеров резьб.
Размер сверла под резьбу, когда в нужный момент нет таблицы, можно определить следующим методом. От диаметра резьбы нужно отнять значение шага. Сверло под резьбу М6 с основным шагом, будет с диаметром 5 мм.
Это вычисляется вычитанием из диаметра 6 мм значения шага 1,0 мм: 6 мм – 1,0 мм = 5,0мм. Сверло для резьбы М4 с основным шагом будет иметь диаметр 3,3 мм: 4 мм – 0,7 мм = 3,3 мм. Таким образом, можно определить диаметр сверла для резьбы любого номинального диаметра.
Для проверки такого расчета лучше заглядывать в таблицу ГОСТа.

Чтобы по таблице определить какое отверстие сверлить под резьбу М10, нужно посмотреть на последнюю строку. При крупном шаге 1,5 мм нам необходимо просверлить отверстие диаметром 8,5 мм.
Для определения того, какое отверстие сверлить под резьбу М8, смотрим на последний столбец соответствующей строки и видим диаметр 6,7 мм.
Более подробные таблицы представлены в ГОСТ 19257-73.
Часто возникает вопрос, какие сверла под резьбу следует использовать. Тут все зависит от марки обрабатываемого материала.
Для обычной низколегированной стали используют стандартные спиральные сверла, изготовленные из быстрорежущей стали. Для работы с нержавеющей и высоколегированной сталью рекомендуется использовать сверло под резьбу, изготовленное из стали, легированной кобальтом и вольфрамом.
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки.
Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков.
Сам процесс нарезания не отличается от технологии ручной работы.
Таблица размера сверла и отверстия под резьбу
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
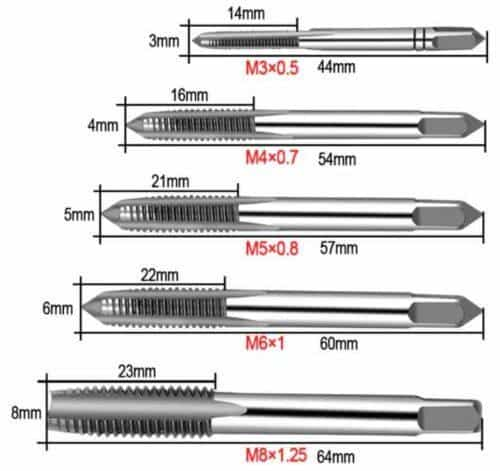
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
- Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
-
- Купить набор винтовой резьбовой с AliExpress от 105 рублей →
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
| Резьба | Ø сверла, мм | Резьба | Ø сверла, мм |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Резьба | Ø сверла, мм | Резьба | Ø сверла, мм |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как определить отверстие под резьбу без таблицы?
Предположим, требуется нарезать резьбу М10х1.5.
1. Номинальный диаметр резьбы: 10 мм. 2. Номинальный шаг резьбы: 1.5 мм 3. Диаметр резьбы минус ее шаг: 10-1.5=8.5 мм
4. Результат — 8.5 мм
Используя данный метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Диаметр сверла под резьбу для метчиков. Таблица

При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
- Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
- Dотв = диаметр — P
- На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской.
Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия.
На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Диаметр сверла под метрическую резьбу: таблицы для нарезания отверстий (отв) по ГОСТу – rocta
06Дек
Содержание статьи
Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика и вы будете знать, какое отверстие сверлить. Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Размеры
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
- представляет собой целый комплект различных документов;
- задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
- регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1—2 мм уже необходимого сечения. Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать прибор в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.
Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
- Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
- Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.
- Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
- Характер развития витков – правый или левый.
- Расположение относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.
- Форма создаваемой поверхности – с расширением к шляпке, в виде конуса, как у самореза, или одинаковая по всей детали, как у винта.
- Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
- М – метрическая СИ, согласно ГОСТ 9150-2002.
- BSW, NPT, UTS – дюймовая.
- МК – коническая нарезка, в соответствии со стандартом 6211-81.
- MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81.
- Tr – трапециевидная, по нормативному акту 9484-81.
- Кр – округлая, находит применение главным образом в сантехнике.
- S – упорная, обусловлена ГОСТ 10177-82.
- E – с эдисоновским профилем.
- R и G – трубная.
- S45 – усиленная.
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.
Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбы
Сначала нелишним будет привести немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
- отсчитайте 10 ниток;
- проверьте, сколько миллиметров на отрезке от первой до десятой;
- разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по оборотам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2—3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
А вот и таблица с размерами, что поможет проследить зависимость от диаметра отверстия для нарезания под метрическую резьбу по ГОСТу.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева.
Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа.
Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями.
Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка.
Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.
Как правильно наносить витки
Выбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться.
Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
В процессе труда следует:
- перемещать инструмент медленно и плавно, без рывков;
- по завершении внимательно осматривать изделие, даже если оно простой формы, и не лениться его шлифовать;
- выполнять предварительный нагрев заготовки, в тех случаях, когда это требуется;
- регулярно проворачивать лезвие в обратную сторону, обламывая таким образом стружку и предотвращая заклинивание воротка.
Подготовка
Прежде чем браться за работу, тщательно счистите ржавчину, маслянистые разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит так:
| Средство | Материал | |||||
| Средство | Сталь | Алюминий | Латунь | Медь | Чугун | Бронза |
| Мыльная вода | + | + | + | + | Лучше поддаются обработке «насухую» | |
| Льняное масло | + | – | + | – | ||
| Покупная эмульсия | + | + | + | + | ||
| Керосин | – | + | – | – | ||
| Скипидар | – | – | – | + | ||
| Сало и минеральное, машинное масла | Способствует налипанию стружки из-за своей вязкой структуры, поэтому практически не подходит |
Процесс создания наружной насечки
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно.
С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже.
Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нанесения внутренней насечки
Поступаете сходным образом:
- надежно зажимаете деталь;
- выполняете дыру и шлифуете ее края;
- наносите смазку и вводите двухпроходное черновое приспособление, вкручивая его постепенно и медленно, регулярно обламывая стружку; затем используете чистовой прибор.
Порядок работ хорошо показан в ролике ниже.
Ну а теперь еще немного полезной статистики.
Таблица подбора сверла под метчик с учетом его диаметров: сверление отверстий для нарезания резьбы
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
| Режущий инструмент | Шаг | Окружность | Спираль | |
| Мелкий | Крупный | |||
| мм | ||||
| 1,6 | 0,25 | 0,4 | 1,75 | 2 |
| 5 | 0,5 | 1 | 5,5 | 6 |
| 8,5 | 0,5 | 1,5 | 9,5 | 10 |
| 12 | 0,5 | 2 | 13,5 | 14 |
| 15,4 | 0,5 | 2,5 | 17,5 | 18 |
| 19,4 | 0,5 | 2,5 | 21,5 | 22 |
| 26,4 | 0,75 | 3,5 | 29,2 | 30 |
| 31,9 | 1 | 4 | 35 | 36 |
| 37,4 | 1 | 4,5 | 41 | 42 |
| 42,8 | 1 | 5 | 47 | 48 |
Диаметр прута для наружной насечки
| Спираль | Шаг | Мин-макс сечение |
| мм | ||
| 6 | 1 | 5,8 |
| 8 | 1,25 | 7,8-7,9 |
| 10 | 1,5 | 9,75-9,85 |
| 12 | 1,75 | 11,76-11,88 |
| 14 | 2 | 13,7-13,82 |
| 16 | 2 | 15,7-15,82 |
| 18 | 2,25 | 17,7-17,82 |
| 20 | 2,25 | 19,82-19,86 |
| 22 | 2,25 | 21,72-21,86 |
| 24 | 3 | 23,65-23,79 |
| 27 | 3 | 26,65-26,79 |
| 30 | 3,5 | 29,6-29,74 |
Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Она нужна для быстрого перевода российской маркировки в западную.
| Окружность спирали | Сечение инструмента, мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,75 | 41,6 |
| 1,5 | 45 |
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла.
Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий.
Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для сверления нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей.
Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону.





