- Особенности производственного процесса
- Отличия от крупных предприятий
- Основное оборудование
- Бизнес план
- Расчет себестоимости, окупаемость
- Видео: Завод стальной арматуры успешно развивается на севере Казахстана
- Арматура стальная. Статья
- Арматура стальная. Области применения
- Арматура стальная. Особенности и достоинства
- Способы изготовления стальной арматуры
- Метод волочения
- Метод горячей прокатки
- Метод холодной деформации
- Технологии изготовления арматуры – Виды производства
- Какие методы производства существуют?
- Как протекает производственный процесс?
- Изготовление стеклопластиковой арматуры
- Сталь-Инвест гарант качества
- Производство Арматуры: оборудование, технология изготовления
- Анализ рынка
- Особенности продукта
- Используемые технологии
- Технология производства арматуры строительной
- Оборудование для производства строительной арматуры
- Сырье
- Юридическое оформление
- Помещения и персонал
- Каналы сбыта
- Финансовые расчеты
- Стартовые вложения
Возможности современных мини-заводов в секторе черной металлургии получили признание, что обусловливает их дальнейшее распространение. Особую популярность получили линии по производству арматуры, пользующейся спросом в строительной сфере. Поставляются они из Китая, Турции, Кореи. Есть признанные производители мобильных мини-заводов в России.
 Мини завод по производству арматуры
Мини завод по производству арматуры
Особенности производственного процесса
Анализируя разновидности технологических линий по производству арматуры, можно определить, что мини-заводы в этом направлении могут быть двух видов:
 Процесс работы линии по изготовлению арматуры
Процесс работы линии по изготовлению арматуры
- Предприятие, оснащенное только прокатным станом, использующее литые заготовки для получения арматуры. Это так называемые «передельные» небольшие заводы без плавильного оборудования.
- Мини-завод полного цикла, оснащенный всем необходимым оборудованием, чтобы получать запланированное разнообразие арматур, начиная с плавильной установки и заканчивая прокатным станом. Эта разновидность металлургических предприятий становится наиболее востребованной.
В структуре современного небольшого предприятия по арматуре находятся два цеха. Используемый в качестве сырья стальной лом направляется в сталеплавильный цех, где производится его переплавка в электропечи – дуговой или индукционной.
Дальнейший процесс разливки жидкого металла имеет непрерывный характер. Он поступает в сквозной кристаллизатор, охлаждаемый циркулирующей по каналам в стенках водой.
Также в кристаллизатор на начальном этапе процесса вводится затравка – временное дно.
 Как осуществляется выпуск композитной арматуры
Как осуществляется выпуск композитной арматуры
Охлаждаемый металл затвердевает на участках, находящихся у затравки и у стенок кристаллизатора, извлекаясь из него с проектной скоростью. Для сохранения уровня жидкого металла он подается в кристаллизатор постоянно на протяжении всего времени разливки. Извлекаемая заготовка нужного сечения, имеющая жидкую сердцевину, подвергается вторичному охлаждению водой, распыленной с помощью форсунок.
Собственная стальная продукция
Когда заготовка твердеет полностью, она разрезается на необходимое количество частей заданной длины, из которых на заключительном этапе производства изготавливается арматура методом прокатки.
Отличия от крупных предприятий
Популярность мини-заводов в секторе производства арматуры объясняется рядом преимуществ, отличающих их от интегрированных крупных металлургических комбинатов:
- Низкие затраты, благодаря небольшим производственным площадям. Снижению финансовой нагрузки также способствует возможность размещения небольших заводов в местах, где имеется достаточное количество сырья. При необходимости производственные линии обустраивать можно поблизости к основным потребителям арматуры, получая экономическую выгоду за счет уменьшения транспортных расходов и отпадения необходимости иметь большие склады для хранения продукции.
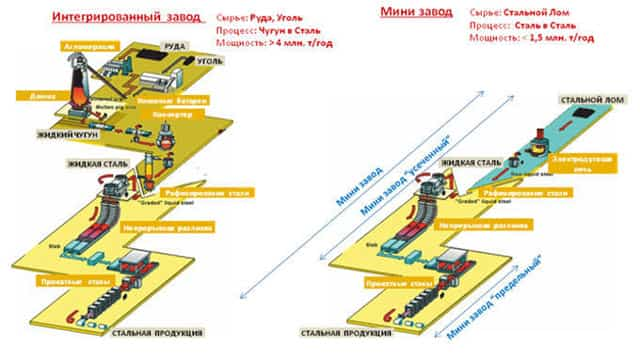 Схема производства на интегрированных и мини-заводах арматуры
Схема производства на интегрированных и мини-заводах арматуры - Нанесение меньшего вреда окружающей среде.
- Гибкость в использовании оборудования. Электродуговые печи позволяют выпускать запланированное количество продукции с последующей их остановкой. Последующий запуск производства не требует дополнительных инвестиций. Это обстоятельство позволяет оперативно реагировать на изменяющиеся потребности рынка.
- Упрощение производства, благодаря тому, что отливаемые заготовки практически идентичны по основным размерам выпускаемой арматуре, поэтому на финишном этапе требуется лишь небольшая их доработка.
Благодаря короткому технологическому процессу, мини-завод позволяет ориентироваться на конкретного заказчика, выпуская небольшими партиями нужный ему ассортимент арматуры.
Основное оборудование
Оснащение компактных мини-заводов, предназначенных для производства достаточно обширного ассортимента стальных арматур, востребованных при строительстве разнообразных объектов, зависит от их типа.
Если это предприятие полного цикла, то в перечне оборудования будут присутствовать следующие агрегаты:
- сталеплавильные печи – дуговые или индукционные;
- опорный стенд для транспортировки ковша, расположенный на стальной прочной платформе, оснащенный фиксатором;
 Оборудование для производства композитной арматуры
Оборудование для производства композитной арматуры - разливочный ковш;
- качающийся кристаллизатор;
- устройство форсуночного типа, предназначенное для проведения вторичного охлаждения слитка, выходящего из кристаллизатора;
- тянуще-правильная машина, которая может иметь пять валков с регулируемой скоростью вращения;
- для проведения резания заготовки устанавливаются качающиеся гидравлические ножницы, хотя может использоваться газокислородная резка, если имеются подходящие условия;
- транспортируются заготовки в индукционный подогреватель, а затем в прокатный стан при помощи рольганга или посредством подъемного оборудования.
В технологической линии предусматривается наличие накопителя, оборудованного прижимным, а также фиксирующим механизмом. Здесь хранятся жесткие затравки. Когда фиксатор снят, затравка через систему вытяжных роликов поступает в кристаллизатор.
Если мини-завод не имеет непрерывной технологии по производству арматуры, тогда литье и прокат выполняются раздельно. В этом случае требуется установка нагревательной печи, в которой заготовки перед прокатным станом нагреваются до требуемой температуры, составляющей около 1200°С.
Запуск завода стальной арматуры
При необходимости комплектация может дополняться другими механизмами, например виткообразователем. Современные технологические линии имеют достаточно высокий уровень автоматизации.
Бизнес план
Планируя приобретение оборудования, необходимого для производства арматуры, необходимо тщательно проанализировать виды и источники поступления сырья. Учитывается, что мини-заводы, работающие в этом направлении, могут использовать для переработки несколько категорий металла.
Чушковый чугун с содержанием железа до 90-96%:
 Бизнес план по производству арматуры
Бизнес план по производству арматуры
- Кусковой лом стальной, относящийся к категории 3А, с минимальным весом каждого куска в 2 кг. В соответствии с ГОСТ 2787-75 максимальные его габариты составляют 80х50х50 см. Если это трубы, имеющие диаметр > 20 см, то они подаются в сплющенном или разрезанном виде.
- Восстановленное железо HBI/DRI.
- Шредерный лом, характеризующийся меньшим содержанием кремния и серы и более высокой насыпной плотностью, если сравнивать его с кусковым ломом.
- Тяжелый HMS1 лом в соответствии с классификацией ISRI, включающий промышленный, железнодорожный, заводской лом, а также автомобильные кузова и шасси.
Следующим шагом становится подписание договоров с потребителями готовой арматуры. Благодаря тому, что заготовки могут иметь различное поперечное сечение, ассортимент продукции привлекает достаточно широкий круг заказчиков.
 Арматура для строительства
Арматура для строительства
Персонал для мини-завода, обеспеченного высоким уровнем автоматизации, будет не очень многочисленным. В штате должен быть директор, инженеры, бухгалтер, табельщик, нормировщик, а также рабочие различных специальностей. В среднем общее количество персонала составляет 88 человек.
Расчет себестоимости, окупаемость
Для определения средних показателей себестоимости готовой продукции и окупаемости рассматривается мини-завод с объемом по производству различного вида арматур в 5400 т/месяц.
Капитальные вложения, с учетом строительства цехов, для чего потребуется площадь около 61 гектара, и приобретение оборудования у турецкой компании PIRMER MAKINA, составят примерно 958000 тысяч рублей.
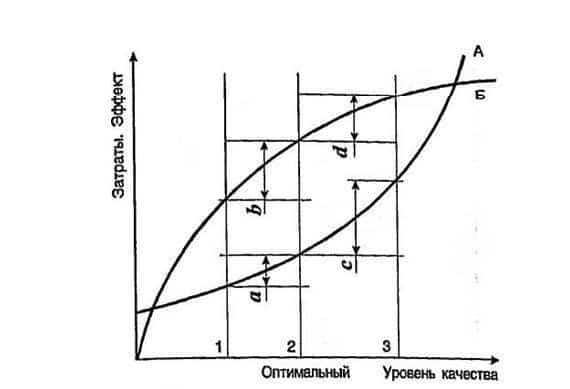 При обеспечении качества арматуры приходится нести определенные расходы на материалы
При обеспечении качества арматуры приходится нести определенные расходы на материалы
Организация работы – двухсменная по 12 часов в течение 25 дней в месяц. Выпускаться планируется арматура 35ГС. Чтобы получить эту марку, потребуются ферросплавы.
Для изготовления одной тонны арматуры необходимо загрузить в плавильную печь 1057 кг шихты.
Примерные расходы ежемесячные, тыс. рублей:
- фонд заработной платы – 1760;
- лом стальной – 40000;
- ферросплавы – 4500;
- добавочные материалы (известь комковая, шпат плавиковый, коксик) – 330;
- расходные материалы (песок кварцевый, кислота борная, кварцит молотый, футеровка, масло для гидросистем, смазка) – 4425;
- электроэнергия, водоснабжение, сжатый воздух, кислород – 12160;
- ремонтный фонд, амортизация – 4700.
Итого производственная себестоимость составляет 67875 тысяч рублей в месяц.
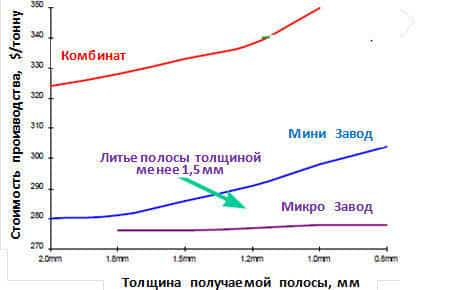 График себестоимости производства
График себестоимости производства
Доход рассчитывается, исходя из рыночной стоимости одной тонны арматуры диаметром в 12 мм, которая равна 26 тысяч рублей.
Общий доход:
- 26 ∙ 5400 = 140400 тысяч рублей.
Прибыль:
- 140400 – 67878 = 72525 тысяч рублей.
Чистая прибыль (учитывая 15%-ный налог):
- 72525 – 10878 = 61647 тысяч рублей.
Окупаемость:
- 958000 / 61647 ≈ 15,5 месяцев.
Как показывают расчеты, арматурные мини-заводы с крупными первоначальными финансовыми вложениями могут быть прибыльными при грамотном определении общей стратегии их функционирования.
Видео: Завод стальной арматуры успешно развивается на севере Казахстана
Арматура стальная. Статья
Процесс производства стальной арматуры регламентируется согласно ГОСТов. Способы получения готовой продукции различны. Существует три основных способа изготовления стальной арматуры: волочение, холодная деформация и горячая прокатка. Каждый из способов имеет своим преимущества и используется в зависимости от вида получаемой продукции.
Технология производства стальной арматуры методом волочения:
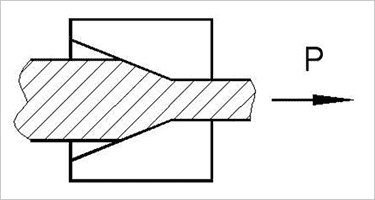
Методом волочения изготавливается гладкая арматура диаметром до 6 мм. Технология заключается в поочередной протяжке стальных заготовок через сужающееся отверстие (фильеру) определенных диаметров. Конфигурация отверстия определяет форму получаемого профиля.
Данный способ требует значительных энергетических затрат, а габариты оборудования требуют наличия достаточно больших производственных площадей. В процессе производства арматура поддается химической и термической обработкам. Продукция при выходе имеет повышенные показатели жесткости.
Технология производства стальной арматуры методом горячей прокатки:
Процесс горячей прокатки заключается в пропускании нагретой стальной заготовки в зазор между вращающимися гладкими или профилированными валками прокатных станов. Способом горячей прокатки изготавливают арматуру с периодичным профилем диаметром в диапазоне от 6 до 40 мм.
При температурах, воздействующих на кристаллическую решетку металлов, достигается увеличение производительности работы прокатного оборудования. Такой способ изготовления стальной арматуры обладает рядом преимуществ:
- в значительной мере уменьшено трение (энергопотребляемость процесса);
- благодаря попеременному воздействию валка на арматуру время его работы составляет всего лишь 1.5 процента от рабочего времени фильер, участвующих в процессе непрерывно (значительно увеличивается срок службы оборудования);
- при использовании данного метода изготовления арматуры нет надобности в нанесении смазочных материалов;
- отсутствует вероятность разрыва арматуры или проволоки, поскольку нет вектора, работающего на растяжения.
Технология производства стальной арматуры методом холодной деформации:
Данный метод является наиболее широко используемым методом изготовления стальной арматуры. Процесс холодной деформации заключается в пропускании холодной стальной заготовки в зазор между вращающимися гладкими или профилированными валками прокатных станов. Способ холодной деформации наиболее оптимален для изготовления гладкой и рифленой стальной арматуры диаметром от 4 до12 мм.
Метод холодного деформирования схож с методом горячей прокатки. Основным его отличием является использование температурных режимов, которые не влияют на кристаллическую решетку и на химические свойства обрабатываемых металлов, при этом достигается увеличенная прочность арматуры, что увеличивает ее сопротивляемость на разрыв.
Арматура стальная. Области применения
Арматура стальная является наиболее востребованным материалом в строительной сфере. Её применяют в монолитном строительстве, в производстве всех видов железобетонных изделий, при сооружении различных металлоконструкций, перекрытий, в кладочных работах. При этом строительная арматура играет роль связующего элемента.
В зависимости от механических свойств арматура стальная подразделяется на классы. Чем выше класс арматуры, тем выше ее прочность. От класса применяемой арматуры зависит эффективность ее использования в различных сферах строительства и промышленности.
Арматуру класса A-1 и А-2 применяют для обычной (ненапрягаемой) арматуры. В основном арматуру этого класса используют в качестве монтажной, конструктивной и рабочей (поперечной) арматуры.
Ненапрягаемую арматуру классов A-1 и А-2 рекомендуется применять для сварки сеток и каркасов. Арматуру класса A-3 широко используют в качестве рабочей арматуры при производстве обычных железобетонных конструкций.
Арматура данного класса диаметром 6-10 мм идет на изготовление сварных каркасов и сеток как плоских, так и рулонных. Стержневую арматуру класса A-4 в основном используют в качестве напрягаемой арматуры, но можно применять ее и как обычную, подобно арматуре класса А-3.
Арматуру классов А-5 и A-6 следует использовать в качестве напрягаемой арматуры в длинномерных конструкциях пролетом свыше 12 м.
В предварительно напряженных железобетонных конструкциях, эксплуатируемых в агрессивных средах, изготовленных из шлакопемзобетона или на основе шлакопортландцемеита, следует применять арматурную сталь, стойкую против коррозионного растрескивания, классов Ат-4K, Aт-5CK и Aт-6K.
Арматура стальная. Особенности и достоинства
В зависимости от физико-механических показателей или химического состава арматура стальная имеет ряд особенностей. Арматура обыкновенная подразделяется на классы от A-1 до A-6. Термически упрочненная арматура подразделяется на классы: Ат-3, Ат-4, Aт-5, Aт-6, Aт-7.
В зависимости вида от профиля (поперечного сечения) арматура стальная подразделяется на:
- гладкую;
- с периодическим профилем.
В зависимости от принципа использования в конструкции из железобетона арматура стальная бывает:
- напрягаемая;
- не напрягаемая.
Помимо разделения по форме, поверхности и диаметру отличают также по классам прочности:
- горячекатаный термоупрочненный;
- механически термоупрочненный.
И составу изделия:
- арматура с маркировкой «Г» содержит марганец;
- арматура с маркировкой «С» содержит кремний.
При этом цифры, входящие в состав маркировки, означают процент соотношения элементов в сплаве. Помимо выше описанных маркировок, армированная сталь имеет следующие маркировки:
- «В» — указывает на наличие в изделии вытяжки;
- «Т» — означает, что при изготовлении продукции, для придания ей особой прочности, был использован термический метод (А800т);
- «С» — обозначает свариваемую арматуру, прочность которой была достигнута термическим методом (А500С);
- «К» — обрамляет изделия, стойкие к коррозии (А600К);
- «КС» — данное обозначение относится к свариваемым изделиям, стойким к коррозии.
Способы изготовления стальной арматуры
 Арматурой принято называть широко распространенную сейчас разновидность сортового длинномерного проката в виде металлических изделий, из которых создается каркас для усиления прочности конструкции или сооружения. Как правило, это вспомогательный элемент, помогающий эффективному распределению нагрузки и повышающий несущую способность объекта. Преимущественно арматура 25 мм и другого диаметра производится из углеродистой стали, легированной кремнием и марганцем для усиления прочности и антикоррозийной защиты. Получить готовую стальную арматуру с необходимыми характеристиками можно разными способами, регламентированными соответствующими ГОСТами.
Арматурой принято называть широко распространенную сейчас разновидность сортового длинномерного проката в виде металлических изделий, из которых создается каркас для усиления прочности конструкции или сооружения. Как правило, это вспомогательный элемент, помогающий эффективному распределению нагрузки и повышающий несущую способность объекта. Преимущественно арматура 25 мм и другого диаметра производится из углеродистой стали, легированной кремнием и марганцем для усиления прочности и антикоррозийной защиты. Получить готовую стальную арматуру с необходимыми характеристиками можно разными способами, регламентированными соответствующими ГОСТами.
Метод волочения
По такой технологии изготавливают арматуру с гладкой поверхностью диаметром до шести миллиметров.
Стальные заготовки поочередно протягиваются через фильеру – специальное прокатное устройство с сужающимся отверстием необходимой формы и диаметра, определяющих характеристики профиля будущего готового изделия. Это достаточно энергозатратное производство, включающее термическую и химическую обработку.
Для производства методом волочения арматуры больших габаритов требуется наличие немалых производственных площадей. Тем не менее, готовый продукт пользуется спросом благодаря своим повышенным показателям жесткости.
Метод горячей прокатки
Данный процесс создания стальной арматуры заключается в пропускании разогретой углеродистой заготовки через зазор между профилированными и гладкими валками прокатных станов.
По такой технологии изготавливается пользующаяся сейчас повышенным спросом арматура 32 мм с периодическим (ребристым) профилем, которая обеспечивает лучшую сцепку с бетоном и высокую надежность всей конструкции.
Также на современном строительном рынке представлены арматурные прутья диаметром 6-40 миллиметров.
- Изготовление стальной арматуры методом горячей прокатки имеет ряд важных преимуществ:
- ● за счет уменьшения трения снижается энергопотребление проката;
- ● увеличивается срок эксплуатации прокатных валков, которые действуют на стальную заготовку попеременно, что по времени занимает только полтора процента от времени работы фильер, участвующих в процессе постоянно;
- ● не требуется нанесение смазочных материалов;
- ● отсутствие прилагаемого усилия на растяжение исключает вероятность разрыва прутка или арматурной проволоки.
- Кроме того, температурное воздействие на кристаллическую решетку железа повышает эффективность работы прокатного оборудования.
Метод холодной деформации
Это достаточно распространенная технология производства стальной арматуры. Стальную заготовку также пропускают через зазор между профилированными и гладкими валками прокатных станов, но в отличие от предыдущего метода она не нагревается.
На выходе получаются гладкие или рифленые изделия диаметром 4-12 миллиметров. Методы горячей прокатки и холодной деформации очень похожи.
Но при деформации в холодном состоянии кристаллическая решетка металла остается без изменений, сохраняя свою первоначальную прочность, а также обладая увеличенными показателями сопротивляемости на разрыв.
Выгодно купить арматуру предлагает компания «Астим». Быстро сделать заказ вы можете через специальный интерфейс на сайте as-tim.ru или по телефону. Также можно заказать обратный звонок. Кроме того, вы можете лично посетить офис или один из складов компании в Москве.
Оплатить покупку можно наличными по факту получения заказа или по безналичному расчету. Служба доставки в столице и Московской области работает круглосуточно семь дней в неделю.
На всю продукцию имеются соответствующие сертификаты, при необходимости предоставляется полноценный документооборот.
Технологии изготовления арматуры – Виды производства
Технология изготовления арматуры происходит по четко отлаженным регламентам. В результате получается продукт, способный усилить металлоконструкцию, наделить ее долговечностью, конструкционной прочностью, добавить жесткость, а также защитить от нагрузок, деформаций.
Арматурные прутки – постоянные составляющие металлических конструкций, легких и тяжелых. Главная сфера применения – строительство. Большая ответственность при возведении крупных, малых сооружений, в том числе, мостов, накладывает определенный отпечаток. Качество произведенных металлопрофилей должно быть высоким.
Технология изготовления арматуры происходит по четко отлаженным регламентам. В результате получается продукт, способный усилить металлоконструкцию, наделить ее долговечностью, конструкционной прочностью, добавить жесткость, а также защитить от нагрузок, деформаций. Жесткий металлический стержень бывает нескольких видов: от конкретной разновидности выбирается определенный вид производства.
Какие методы производства существуют?
Как и трубный прокат, виды изготовления арматуры являются развитым направлением. Это обусловлено широким спектром применения металлоизделий.
Различают три технологии производства, которые полностью одобрены и предусмотрены государственными регламентами: волочение, прокатка, деформация. Кратко рассмотрим каждый вариант.
Волочение: так производится гладкие прутки, диаметром до 6 мм.
Технология заключается в протягивании заготовок друг за другом через фильтры заданного диаметра. Требуются большие территории завода, так как оборудование габаритное, наблюдается большое энергопотребление. Далее происходит обработка химическим, термическим методом, чтобы на выходе получить продукцию требуемой жесткости.
Прокатка считается самым эффективным методом в условиях конкурентного рынка, который использует большинство современных заводов-изготовителей.
Одно из главных преимуществ – небольшое энергопотребление за счет минимизирования трения. Сам процесс упрощен: оборудование служит долго, при производстве не требуется никаких смазочных материалов, отсутствует вектор на растяжение. Последний аргумент объясняет, почему при изготовлении прокаткой не случается разрыва, истончения металла.
Деформация широко распространена для изготовления стальной арматуры самых популярных типоразмеров по сечению 4-12 мм.
На выходе получаются металлопрофили с гладкой, рифленой поверхностью.
Как протекает производственный процесс?
- приемка сырья;
- отборка стали;
- транспортировка на правку;
- чистка;
- нарезка стержней;
- сгибание;
- сварка каркасов при необходимости.
На крупных заводах наблюдается абсолютная автоматизация каждого этапа. Небольшие предприятия частично задействуют ручной труд, отсюда – удорожание конечной стоимости продукта. Длины, диаметры стержней строго соответствуют нормам. Хранится металлопродукция на специальных стеллажах.
Изготовление стеклопластиковой арматуры
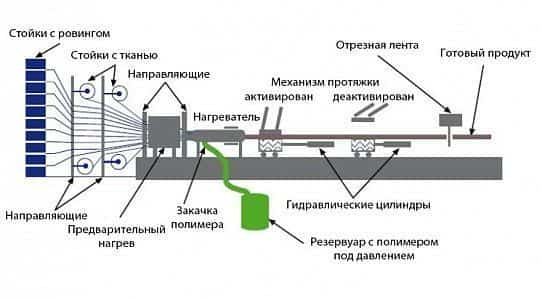
Новый технологический шаг – скрепление волокон с полимером. Так производится стеклопластиковый профиль.Технология полностью отличается от производства металлической арматуры. Здесь отсутствует варка, скрепление происходит хомутами. Для получения материала берется стекложгут, эпоксидная и фенолформальдегидная смолы, этиловый спирт, ацетон, сплеточная нить. Состав варьируется, полиэфирная связка обеспечивает продукту хорошие электрические способности.
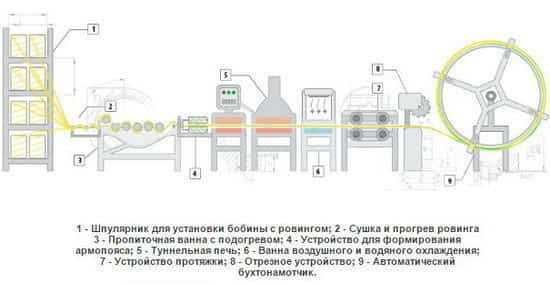
Волокна пропитываются связующими элементами в специальной ванне. Далее нити в виде жгутов пропускают через фильтры – так на поверхности появляется рельеф. Стеклопрофили полимеризуются в трубчатой печи, происходит сушка, охлаждение. Каждый этап отлажен, полностью компьютеризован, удается всегда получать безопасный, высококачественный продукт.
Сталь-Инвест гарант качества
Металлобаза «Сталь-Инвест» реализует металлопродукцию от крупного завода-изготовителя – в розницу, оптом. Осуществляется доставка и резка металла под параметры заказчика.
Выгодные расценки обусловлены простой схемой контроля, отправки без посредников. С завода партии металлопрофилей поступают на базы компании, далее – непосредственно заказчикам на объекты.
Чтобы оставить заявку, позвоните по многоканальному телефону, указанному на сайте
Производство Арматуры: оборудование, технология изготовления
Арматура из стали используется в монолитном строительстве для армирования железобетонных конструкций. Учитывая стабильный спрос на арматурный прокат, открытие собственного бизнеса по его производству имеет хорошие перспективы.
Анализ рынка
Арматура из стали – один из видов металлопроката, нашедший применение в монолитном строительстве зданий гражданского и общественного назначения, дамб, мостов, плотин и прочих объектов.
Стальные сетки и стержни предотвращают появление трещин и растяжений в железобетонных конструкциях.
Основными производителями арматурного проката являются крупные металлургические предприятия, среди которых можно выделить:
- «Евраз»;
- Западно-Сибирский, Челябинский, Магнитогорский металлургические комбинаты;
- «Северсталь»;
- «Регионметпром».
Выпуская широкий ассортимент металлопроката, они не покрывают полностью имеющегося спроса на строительную арматуру. Это дает «зеленый свет» современным мини-заводам, имеющим узкую специализацию и способным предложить потребителям продукцию высокого качества. Конкурентной цены удается добиться за счет уменьшения финансовой нагрузки:
- мини-производствам не требуются большие площади (выпускается ограниченный ассортимент продукции);
- разместить завод можно в месте, где нет проблем с сырьем и в непосредственной близости находятся основные потребители (отпадает необходимость в больших складских площадях, снижаются транспортные расходы).
Другие преимущества мини-заводов:
- меньший, чем в случае с крупными предприятиями, вред для окружающей среды;
- в случае остановки электродуговых печей по причине отсутствия заказов последующий запуск не потребует больших инвестиций (это дает возможность выпускать необходимое количество продукции в требуемом заказчикам ассортименте и своевременно реагировать на изменения рынка).
Поскольку размер заготовок, отливаемых на собственном производстве полного цикла, почти идентичен параметрам конечного продукта, на финишном этапе выполняется небольшой объем работ по их доработке.
Особенности продукта
Арматурный прокат усиливает и улучшает свойства бетона. По технологии производства он бывает холоднокатаным и горячекатаным, по области применения – поперечным и продольным. В строительстве находят применение:
- хомуты;
- монтажная, распределительная, рабочая арматура.
Хомут связывает стержни в единый каркас. Рабочая арматура минимизирует напряжение от веса блока и снижает влияние внешних нагрузок, распределительная – распределяет нагрузку, монтажная (штучная или в виде сетки) – используется для сборки каркаса и армирования плит.
Поставляется арматурный прокат в прутках и мотках. Термически упрочненная арматура получается путем закалки. Горячекатаный металлопрокат не нуждается в упрочнении (прочность обеспечивается химическим составом). Холодная обработка выполняется двумя методами:
- волочение подразумевает многократное протягивание через фильер (отверстие, имеющее конусообразную форму);
- силовая калибровка заключается в растяжении материала на 6-8% (используется специальная установка).
В первом случае прочность повышается на 60%, во втором – на 20-25%. Арматура маркируется буквами:
- упрочненная вытяжкой – «В»;
- термически прочная – «Т»;
- устойчивая к коррозии – «К»;
- выдерживающая сварку – «С».
По форме выделяют металлоизделия гладкие (насечки на поверхности отсутствуют) и периодического профиля (с насечками или рифлением, улучшающими сцепление с материалом).
Используемые технологии
Мини-предприятия бывают двух типов:
- «передельные» заводы не имеют собственного плавильного оборудования, в качестве сырья используются литые заготовки;
- заводы полного цикла оснащаются плавильным и прокатным оборудованием, сырьем служит стальной лом.
Второй тип производств наиболее востребован. В общих чертах процесс изготовления продукции выглядит следующим образом:
- в сталеплавильном цеху лом переплавляется в электропечи (индукционной или дуговой);
- расплавленный металл подается в сквозной кристаллизатор, в который на подготовительном этапе вводится временное дно (затравка);
- слиток охлаждается водой, циркулирующей по проложенным в стенках каналам;
- заготовки затвердевают возле стенок и дна, извлекаются и охлаждаются до полного застывания сердцевины;
- металл продолжает поступать в кристаллизатор до окончания разливки;
- заготовки разрезаются в соответствии с заданной длиной и отправляются на прокатный стан, где из них изготавливается арматура.
Если производство не оборудовано сталеплавильной печью, то нагрев заготовок до 1200°С осуществляется перед их поступлением на прокатный стан (используется нагревательная печь).
Технология производства арматуры строительной
Рассмотрим более подробно виды арматуры по способу их установки и технологию их производства.
Штучная арматура бывает прутковой, и состоит из круглых стержней. Еще штучная арматура может быть жесткой (состоять из профильной прокатной стали: швеллеров, уголков, рельсов, труб).
Штучную арматуру собирают путем сварки на месте, где будет происходить бетонирование. Её объединяют в арматурный каркас или арматурную конструкцию из нескольких отдельных элементов.
Применять штучную арматуру лучше всего при малом объеме работ, или когда нужно пригнать стержень по месту в маленькой бетонируемой конструкции.
Арматурная сетка состоит из взаимно перекрещивающихся стержней, соединенных в местах пересечений сваркой или вязкой. Арматурную сетку применяют в основном для армирования плит.
В состав арматурных каркасов входит продольная арматура и соединяющие их решетки. Они еще называются плоскими каркасами.
Другая разновидность арматурных каркасов это пространственные каркасы, собранные сразу из нескольких плоских каркасов или плоских сеток. Арматурные каркасы чаще всего применяют для армирования балок, колонн и т. д.
Для изготовления арматурных каркасов применяют круглую, горячекатаную, холоднокатаную, сталь из периодического профиля.
Стержневую арматуру получают путем проката стали на металлургических заводах. Проволочную же получают путем холодной протяжки прокатных стержней, через систему, которая представляет собой последовательно уменьшающиеся отверстия. В результате такой многократной протяжки диаметр стержня уменьшается, а его длина. увеличивается.
Такая технология производства арматуры изменяет структуру стали, что значительно повышает ее прочность на разрыв. В зависимости от того каким способом упрочили стержневую арматура она делится на несколько видов.
Может быть упрочненной термически, а именно быть подвергнутой термической обработке или упроченной вытяжкой, а именно быть подвергнутой вытяжке в холодном состоянии.
Также нужно отметить, что, кроме металлической, еще производят и неметаллическую арматуру.
Арматура делится по профилю на круглую, гладкую и периодического профиля. Гладкая не имеет на себе ни какого рифления, в отличие от арматуры периодического профиля. Арматура периодического профиля состоит из стержней с равномерным рифлением для лучшего сцепления с бетоном.
Арматура может быть как поперечной, так и продольной. Поперечная это арматура, которая препятствует образованию наклонных трещин от скалывающих напряжений вблизи опор. И еще она связывает бетон сжатой зоны с арматурой в растянутой зоне.
Видео как делают — прокат рифленой:
Продольная арматура применяется для того чтобы не образовывались вертикальные трещины в растянутой зоне железобетонных конструкций. Продольная арматура берет на себя некоторую нагрузку, работая совместно с бетоном.
Оборудование для производства строительной арматуры
Чтобы сэкономить на выполнении монтажных и пусконаладочных работ, а также на обучении персонала стоит выбирать поставщика, предлагающего эти услуги в комплексе с оборудованием. Для полного цикла работ потребуются:
- сталеплавильные печи;
- разливочный ковш и опорный стенд;
- кристаллизатор;
- устройство, охлаждающее слитки;
- накопитель для хранения жестких затравок;
- тянуще-правильная машина;
- гидравлические ножницы для резки заготовок;
- подъемное оборудование для транспортировки заготовок на прокатный стан;
- газовая печь;
- полунепрерывный мелкосортный прокатный стан;
- дополнительное оборудование (виткообразователь и пр.).
С момента оформления разрешения на строительство срок ввода мини-завода в эксплуатацию составляет 8-12 месяцев.
Сырье
Мини-производства могут работать только с несколькими категориями металлического лома – это:
- чушковый чугун (90-96% железа);
- лом HMS1 (тяжелый плавящийся), шредерный (с высокой насыпной плотностью) или стальной кусковой (категория 3А);
- восстановленное железо ПВЖ/ГВЖ.
Помимо лома необходимы коксик, ферросплавы, молотый кварцит, шпат плавиковый, известь комковая, борная кислота, кварцевый песок, футеровка, а также прочие расходные материалы.
Юридическое оформление
Чтобы заниматься производством строительной арматуры из нелегированной и легированной стали, необходимо зарегистрировать бизнес, обратившись в налоговую инспекцию по месту своего жительства.
Поскольку металлопрокат требует серьезных инвестиций, а для его сбыта придется заключать сделки с оптовыми поставщиками и покупателями, целесообразно открыть ООО, АО – статус юридического лица вызывает больше доверия у заказчиков и банков, чем ИП. Для оформления потребуются:
- правоустанавливающий документ, подтверждающий права на владение недвижимостью по юридическому адресу;
- копии уставных документов и их оригиналы;
- квитанция об оплате госпошлины (4 000 руб.).
Важно! Если доход завода за отчетный период не превышает 150 млн., а штат составляет менее 100 человек, то оптимальной будет упрощенная система налогообложения (15% от прибыли или 6% от дохода). В противном случае (если доход выше, штат больше) придется выбрать ОСНО.
Код ОКВЭД 25.1 – производство строительных металлических конструкций. Для оптовой торговли указывается ОКВЭД 46.74. В своей деятельности придется руководствоваться ГОСТ:
- 34028-2016 – прокат арматурный для ж/б конструкций;
- 5781-82 – горячекатаная сталь для армирования ж/б конструкций.
В соответствии с российским законодательством обязательной сертификации строительная арматура не подлежит (ПП № 982 от 01.12. 09 г.), но можно оформить сертификат на добровольной основе. Это повысит степень доверия к продукции.
Помещения и персонал
Помимо сталеплавильного и прокатного цехов, а также склада потребуются служебно-подсобные и административные помещения. Должна быть проведена стандартная проверка службами санитарно-эпидемиологической службы и пожарного надзора. В штат мини-завода входят:
- директор;
- нормировщик, табельщик, бухгалтер;
- инженеры;
- рабочие;
- менеджеры по сбыту;
- охранники;
- заведующий складом.
Каналы сбыта
Заготовки имеют различное сечение, что позволяет привлечь широкий круг заказчиков. Для расширения целевой аудитории организуется рекламно-маркетинговая компания с использованием СМИ.
Проводятся переговоры с потенциальными мелко- и крупнооптовыми покупателями – производителями железобетонных изделий, строительными организациями.
Также продукция реализуется через электронные торговые площадки.
Финансовые расчеты
Производство строительной арматуры из стали требует значительных вложений на старте – точный их размер подсчитать сложно. Затраты зависят от того, организуется завод полного цикла или дело ограничится обработкой готовых заготовок. Имеют значение такие факторы, как месторасположение завода, планируемые объемы производства, количество штатных единиц.
Стартовые вложения
Приобретение земли промышленного назначения, строительство цехов, покупка комплекса оборудования обойдется примерно в 400 млн. руб. (точная сумма зависит от расположения участка и от ценовой политики производителя оборудования).
Чтобы изготовить 1 т арматуры необходимо загрузить в печь 1057 кг шихты. Если планируется выпуск 1 000 т продукции расходы на сырье будут следующими:
| Сырье | Стоимость, руб. |
| Лом на переплавку | 450 000 |
| Ферросплавы | 50 000 |
| Коксик, плавиковый шпат, известь | 40 000 |
| Молотый кварцит и прочие расходные материалы | 10 000 |
Итого: 550 000 руб.





