- Общая информация
- Особенности крепления рабочих инструментов
- Популярные крепежные инструменты
- Характеристики конусов Морзе
- Патроны для станков
- Особенности конструкции сверлильного патрона (видео)
- Патрон токарный: назначение, виды и особенности выбора
- Патрон сверлильный: виды, особенности, предназначение :
- Описание и применение патронов
- Быстрофункционирующий патрон сверлильный самозажимной
- Предназначение данных патронов
- Особенности и описание патрона 16 мм
- Для каких целей используются патроны
- Несколько слов в заключение
- Какие бывают сверлильные патроны
- Содержание
- Токарный патрон [ править | править код ]
- Цанговый патрон [ править | править код ]
- Патроны для сверлильных станков
- Виды сверлильных патронов
- Классификация патронов по способу смены насадок
- Классификация патронов способ крепежа патрона
- Классификация патронов по классу точности
- Разборка патрона
- Требования, предъявляемые к сверлильным патронам
- Патрон сверлильный
- Конструкция сверлильных патронов
- Виды фиксации инструмента
- Возможности применения
- Общие правила эксплуатации
- Действующие ГОСТы
- Применение станочного оборудования – это один из самых серьезных прорывов в сфере создания налаженной системы производства.
- Станки, в особенности сверлильные, используются практически повсеместно, так как сочетают в себе высокую мощность, точность и хорошую скорость работы.
Патрон для сверлильного станка
В последние несколько десятков лет они практически полностью заменили ручной труд с применением ручным инструментов. В этой статье пойдет речь и патронах для сверлильных станков ГОСТ 8522-79.
Общая информация
Сверлильный станок, как уже понятно из названия, используется для создания различного рода заготовок и деталей, в производстве которых необходимо разрабатывать отверстия с помощью сверления.
Существует множество моделей такого оборудования (станки 2М112, 2Н106П и т.д.). Причем каждая из них имеет свои уникальные особенности.
Так, модель 2М112 является скорее стационарной, а модель 2Н106П – это представитель настольного оборудования для нарезания отверстий и резьбы в средних заготовках. Их характеристики и свойства контролирует текущий ГОСТ.
Однако вне зависимости от типа конструкции и модели, сверлильный станок (не имеет значения, будет это образец 2М112, 2Н106П или любой другой прототип) будет иметь схожую конструкцию.

Патрон сверлильный и калибр-конус Морзе 2
Являет он собой жесткую конструкцию на стальной раме. На раме расположен двигатель, который передает усилия на свои движущиеся части и вращает шпиндель станка.
От вращения шпинделя в движение приходит сам рабочий элемент станка. Так как именно в шпинделе есть элементы резьбы или креплений.
В разных станках есть разные способы крепления шпинделей и рабочих элементов. Одним из самых распространенных считается конусный зажим типа Морзе, который взаимодействует с базовой оснасткой шпинделя.
«Где купить настольный сверлильный станок в Москве?».
к меню ↑
Особенности крепления рабочих инструментов
Непосредственно сверлильный станок работает за счет вращения сверла или элемента, что будет использоваться для нарезания резьбы, зенкования, расточки и т.д. Но для каждой такой работы необходимо применять разное оборудование. Так, для нарезания резьбы необходимо покупать резчики или метчики нужных размеров.
С их помощью можно создавать различные модификации стандартной резьбы, дотачивать ее или менять направления. Для выполнения расточки, зенкования и других подобных работ тоже необходимо применять уже свои, отдельные инструменты.
Для обычного сверления используют высокоточные или обычные сверла, что монтируются по зажимной или самозажимной технологии.
Проблема здесь в том, что все эти инструменты очень различны. Да и количество разновидностей станков тоже исчисляется сотнями (выше представленные модели 2М112, 2Н106П и т.д. являются всего лишь примерами, хоть и самыми удачными), а их особенности тоже стоит принимать во внимание.

Цанговые патроны для сверлильного станка
Так, настольный станок 2Н106П предназначается для более простых работ. А вот высокоточные модели типа 2М112 уже могут выполнять практически весь спектр работ, начиная от нарезания резьбы, и заканчивая сверлением под разными диаметрами.
В каждом станке может быть свой тип шпинделя. В моделях 2Н106П и 2М112 они различаются, а ведь это продукция одной серии и одного завода. Причем шпиндели могут различаться не только по общей конструкции, но и по мелким параметрам. Все эти нюансы оказывают огромное влияние на оснастку станков.
Для их нормального функционирования было придумано огромное количество дополнительного оборудования, переходников, конусов по самозажимной технологии и т.д.
Все они предназначаются для того, чтобы иметь возможность на один шпиндель установить максимальное количество возможной оснастки.
На том же станке 2М112 можно пользоваться как креплениями типа В18 или В16, что монтируются по самозажимной технологии, так и конусом Морзе старой технологии, переходниками, переводчиками и т.д. к меню ↑
Популярные крепежные инструменты
Итак, существует множество моделей крепления для сверлильных инструментов. Все их положения регулирует текущий ГОСТ. Однако лучше от этого человеку не становится.
А все дело в том, что ГОСТ дает нам только примерные сведения о том, что такое этот инструмент, как он выглядит и где используется. Для получения большей информации приходится задействовать другие источники.
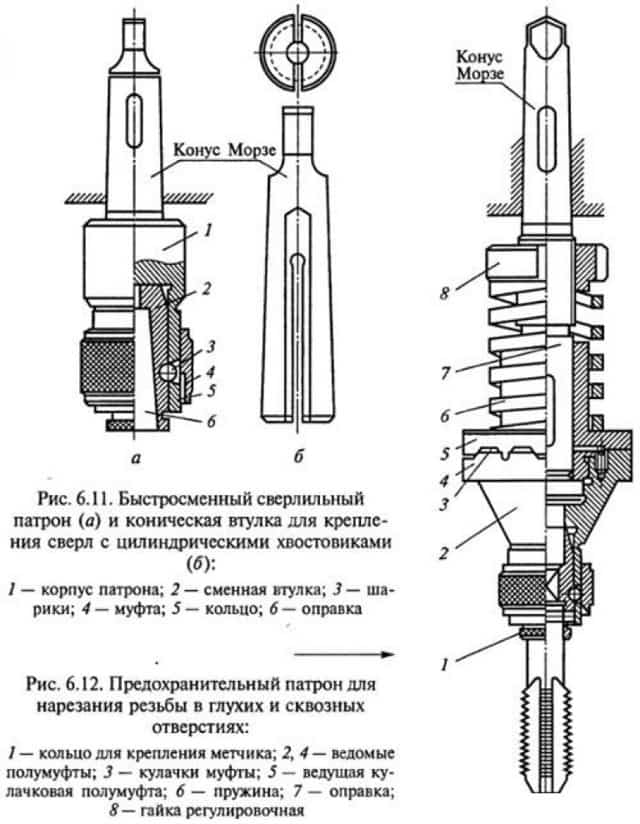
Схема крепления сверла в патроне
А ведь отличить тот же конус В18 от конуса В16 даже опытный мастер сможет не сразу. Простой же человек не сможет сказать, что такое конус Морзе, чем он отличается от конуса В18 или 16 (правильный ответ – ничем, ведь конусы В18 и 16 – суть одни и те же конусы Морзе, только под разные габариты).
И для чего они используются. Притом что ему в обязательно порядке еще придется проанализировать свойства своего станка. Например, станок 2М112 будет иметь отличные параметры шпинделя, если сравнивать с менее производительными моделями.
А ведь на рынке представлены еще и зажимной или самозажимной патрон ГОСТ 8522-79, а также различного рода переходники и другие подобные изделия. Для лучшего понимания сразу разграничим несколько понятий. к меню ↑
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Характеристики конусов Морзе
Конус Морзе – это специальный конический инструмент, что предназначается для крепления сверла или патрона внутри шпинделя.
Изобретен этот элемент Стивеном Морзе еще в позапрошлом веке. Изобретение Морзе стало настоящим прорывом в сфере промышленной обработки материалов.
Ведь теперь рабочим получалось намного быстрее менять оборудование на станке, а также без особых проблем приспосабливать разные инструменты для применения на нескольких типажах шпинделей.

Втулки переходные с конуса на конус Морзе
Со временем конус Морзе приобрел огромную популярность и стал выпускаться в большом количестве модификаций и разновидностей. Его разновидностями являются такие модели как:
Описывать их все мы не будем, так как на это уйдет слишком много времени. Только заранее отметим, что например, модели В16 и В18 отличаются друг от друга. Но сам показатель 16 не является полностью размерным.
То есть конус Морзе В16 не будет иметь длину 16 мм или высоту 16 мм, и даже диаметр в нем будет чуть больше 16 мм. Модель В16 – это конус под диаметр в 27 мм, что предварительно был сокращен и укорочен практически вдвое.
Дело в том, что изначально конусы Морзе были метрическими и выпускались в нескольких типоразмерах. Примером старых метрических конусов являются конусы Морзе:
- КМ-0;
- КМ-1;
- КМ-2;
- КМ-3 и т.д.
Последним ходовым образом был конус КМ-7. Однако с миниатюризацией производства и повышением мощности двигателей изменились и требования к станкам.
Тот же станок 2М112 является улучшенной моделью более древнего и старого станка, что был примерно в 2 раза больше и тяжелее. Соответственно изменились патроны ГОСТ 8522-79, шпиндели и другое зажимное оборудование.

Вертикально сверлильный станок 2М112
В итоге рабочим пришлось переходить на новые стандарты. Но так как почти все шпиндели взаимодействовали с изобретением Стивена Морзе, то и конуса было решено приспособить.
Так и появились модели типа В16, В18 и т.д. Их попросту укорачивали почти в два раза, стараясь, таким образом, приспособить к новым стандартам.
В итоге конус В16 стал укороченной аналогией конуса КМ-2 с диаметром чуть больше 16 мм. А вот конус В18 во многом схож с моделью 16 образца, только он уже имеет диаметр 18 мм, так как изначально укорачивался с размера в 32 мм. к меню ↑
Патроны для станков
- Патроны – это уже следующий элемент зажимного механизма.
- Если конус взаимодействует непосредственно со шпинделем и его внутренностями (в первую очередь он должен идеально подходить к внутреннему отверстию шпинделя), то патрон ГОСТ 8522-79 уже взаимодействует с самим конусом, ну или шпинделем (но такое в наше время практикую редко).
- Более того, некоторые самозажимные патроны имеют хвостовую часть в виде конуса либо специально разрабатывались под идеальное с ним взаимодействие.
Такое решение совершенно оправдано. В первую очередь оно диктуется практически повсеместным переходом на использование конусов.
Голые шпиндели сейчас применяют только в кустарных производствах либо при отсутствии подходящего оборудования.

Стандартный патрон с простейшим зажимным механизмом
Также стоит учитывать, что при наличии конуса основное разрушительное воздействие от вращения переходит именно на него. Зажимной патрон ГОСТ 8522-79 же остается практически нетронутым.
При желании его можно быстро и легко снять. В то время как съемка патрона с целевого шпинделя или самого конуса со шпинделя – это довольно сложный процесс.
Некоторые рабочие у станка даже нарезают на внешней части конуса резьбу и накладывают гайку, чтобы иметь возможность убрать самозажимной элемент с помощью ключа.
К тому же зажимной патрон требует меньше манипуляций. Их можно регулировать, настраивать диаметр входного отверстия, диаметр зажима и т.д.
Внутри патронов расположено несколько вращающихся деталей, которые можно затягивать. Креплением для инструментов выступают Т-образны планки, расстояние которых тоже можно регулировать.
По сути, зажимной патрон – это универсальная зажимная насадка на станок. Однако без конуса Морзе использовать ее было бы практически невозможно. Именно поэтому многие патроны ГОСТ 8522-79 изначально сочетают с конусами, хотя такие решения нельзя назвать полностью положительными.

Цанговые патроны с хвостовиком под конус Морзе
Зажимной Патрон может иметь разные диаметры как внешние, так и внутренние. Средний такой инструмент способен использовать сверла диаметром от 16 до 30 мм. Но есть и куда более крупные модели.
Есть зажимной и самозажимной патрон. Зажимной необходимо изначально затягивать ключами и подтягивать в случае необходимости. Самозажимной подтягивается самостоятельно, за счет вращения шпинделя. Самозажимной образец часто используется в промышленности, а вот в быту от него больше вреда, чем пользы.
По типу крепления и зажима сверл и инструментов для нарезки резьбы он тоже разделяется на несколько подвидов. Тут уже основные различия есть между способами зажима элементов. Одни из них предполагают использование специальных ключей, а затем ослабление резьбы.
Другие же достаточно немного ослабить кулачковыми вставками, а затем повернуть на один или несколько оборотов.
Тут уже подбор ведется в зависимости от типа работ и используемого станка. Например, на модель 2М112 чаще выбирают самозажимные патроны с кулачковыми креплениями под сверло. к меню ↑
Особенности конструкции сверлильного патрона (видео)
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Главная страница » Сверлильные
Источник: https://ostanke.ru/sverlilnye/patron.html
Патрон токарный: назначение, виды и особенности выбора
Вернуться в список статей
Стремительное развитие металлообрабатывающего комплекса сложно представить без постоянного совершенствования станочного оборудования. Оно определяет скорость заточки деталей, соблюдение их геометрии, качество обработки поверхности.
Для прочной фиксации заготовки используется патрон для токарного станка, обеспечивающий необходимое зажимное усилие и точность центрирования. В этой статье рассмотрены основные вопросы, касающиеся выбора устройств:
В данной статье будут освещены следующие вопросы:

Патроны токарные устанавливаются на универсальных и специальных станках и используются для крепления деталей на оси шпинделя. Благодаря их применению достигается надежная фиксация и увеличивается зажимное усилие при большом крутящем моменте. Деталь не срывается, сохраняет правильное положение при работе, снижая риск поломки резца и обеспечивая высокую скорость изготовления изделия.
Патроны для токарных станков производятся из закаленной стали, реже – чугуна, и отличаются друг от друга конструкцией и назначением. В России разработано и утверждено восемь стандартов, описывающих требования к этим элементам. Например, согласно ГОСТ 1654-86, выделяется 4 класса точности: А (особо высокая), В (высокая), П (повышенная) и Н (нормальная).
Все используемые токарные патроны условно делятся на две группы: кулачковые и цанговые. Первые состоят из нескольких подвижных сегментов (кулачков), за счет которых и происходит фиксация детали.
Они применяются для большинства операций и отличаются друг от друга особенностями конструкции и назначением.
Цанговые патроны выпускаются с выдвижной, неподвижной или втягиваемой цангой, закрепляющей деталь в нужном положении.
Патрон токарный также классифицируется по:
- количеству кулачков (от двух до шести);
- особенностям крепления (по внешней или внутренней поверхности);
- специфике исполнения (цельные, сборные или накладные кулачки);
- используемому приводу (ручной или механический).
Каждый вид устройства имеет свои преимущества, особенности использования и предназначен для определенных функций.
2-х кулачковый патрон для токарного станка используется для крепления сложных фасонных деталей, нецилиндрических и несимметричных заготовок. Их особенность заключается в способности фиксировать в губках необработанные поверхности, обеспечивая достаточное сцепление.
Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость. Размеры стандартизированы: диаметр варьируется от 125 до 400 мм. К недостаткам устройств этого типа относят высокий риск нарушения центрирования из-за широкого зазора между направляющими.
Самый распространенный тип, встречающийся на промышленных производствах, в домашних мастерских, гаражах и сборочных цехах. Обычно оснащен тяговым приводом, позволяющим сократить время, требующееся на фиксацию на 30-80%.
Снижение временных затрат позволяет ускорить процесс, что особенно важно при большой загрузке, например, на серийных станках.
Механизированный привод обеспечивает еще одно немаловажное преимущество: постоянство зажимного усилия, за счет чего деталь не перекашивается и не вылетает при любых оборотах.
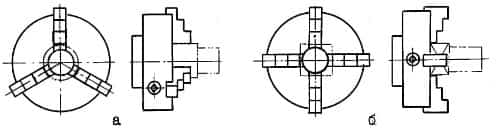
а — трехкулачковый патрон; б — четырехкулачковый патрон.
3-кулачковый патрон для токарного станка может быть спиральным и реечным. Спиральные конструкции появились одними из первых и применяются более 100 лет благодаря простоте и надежности.
К их достоинствам относится широкий диапазон хода фиксаторов, возможность зажима некруглых деталей и хороший КПД. Среди минусов: быстрый износ, при котом пропадает точность центрирующего механизма.
К быстрому выходу из строя приводит использование непрочной улитки, попадание грязи и металлической стружки в зазоры.
Реечный патрон на токарный станок частично лишен этих недостатков: из-за особенностей конструкции (венец приводит в движение вращающие рейки) есть возможность дополнительного закаливания зубцов.
Это повышает их универсальность и позволяет устанавливать на станках мелкосерийного или штучного производства.
Они точнее, чем спиральные устройства, и обеспечивают усиленный зажим, но при этом снижается КПД изделия и теряется возможность его фиксации в нескольких положениях.
Четырехкулачковый патрон токарный преимущественно выбирается для обработки несимметричных заготовок, если возникла необходимость заточить круглую деталь вне центра или для расточки отверстий по разным осям. Благодаря двум парам независимых держателей изделие крепится по взаимоперпендикулярным плоскостям таким образом, чтобы достичь полного совпадения оси шпинделя и зачищаемой поверхности.
Кулачок может быть цельным или сборным. Патрон для токарного станка со сборным узлом имеет основание и насадной кулачок. Он размещается в пазе основного элемента для свободного радиального перемещения без потери устойчивости. Так обеспечивается двойное шпоночное крепление. К преимуществам конструкции этого типа относится жесткость фиксации и простота применения.
Также в производстве можно встретить 6-кулачковые зажимы. Фиксирующее усилие в них распределяется между шестью отдельными кулачками, благодаря чему удается закрепить тонкостенную деталь без деформации.

Еще одна важная классификация устройств, отражающаяся на их конструкции и применении, касается сборки зажимного механизма. По этому параметру патроны для токарных станков делятся на следующие виды:
- Поводковые — наиболее простые, используются для обработки центра, в случае необходимости заточки боковых поверхностей выбираются зубчатые и штыревые узлы;
- Спиральные самоцентрирующиеся — центрирование происходит одновременно с фиксацией, что уменьшает время, необходимое для подготовки. Наиболее популярные токарные патроны, оснащаются двумя, тремя или шестью держателями;
- Рычажные — их особенность заключается в наличии тяги с муфтой, приводимые в движение гидравлическим приводом. За счет этого происходит крепление. Востребованы в мелкосерийных производствах;
- Клинореечные — этот токарный патрон по своим характеристикам похож на рычажный, но обеспечивает большую точность центрирования;
- Цанговые — способны фиксировать только прутковые образцы с небольшим диаметром. Несмотря на низкую универсальность, популярны из-за минимальных радиальных биений, позволяющих повысить качество работы;
- Сверлильные — предназначены для подключения к станку сверл и других инструментов;
- Термопатроны — используются на тех же станках, что и цанговые, но для них необходима горячая посадка для подключения инструмента;
- Гидропатроны — еще одна альтернатива цанговым устройствам. Патрон токарный зажимает инструмент за счет рабочего давления жидкости, что уменьшает усилие, требуемое для надежной фиксации.
Рассмотрим конструкцию и возможности наиболее популярных устройств подробнее.
Ключевым рабочим элементом является металлическая втулка, поделенная на 3,4 или 6 лепестков. От их количества зависит максимальный диаметр фиксируемой продукции: металлические пластины захватывают деталь, вставляемую внутрь втулки, и удерживают ее в течение всего рабочего процесса.
Конструкционно цанги делятся на два типа: подающие и зажимные. У первых стальная закаленная втулка имеет три неполных разреза, формирующих лепестки с концами, поджатыми друг к другу. В подающих цангах используются лепестки пружинящегося типа, и их количество варьируется, в зависимости от модели.
Когда цанга вдавливается в патрон, прорези сужаются, и сцепление между фиксатором и деталью возрастает.
Благодаря этому, данный тип патронов часто используется при вторичном креплении уже обработанного изделия: лепестки прочно удерживают его, но при этом не повреждают поверхность. Если профиль детали не соответствует форме цанги, используются специальные сменные вкладыши.

В основе конструкции этого устройства кроется рычаг с двумя плечами, который приводит в движение держатели с зажимами. Обычно привод механизирован для ускорения процесса установки и уменьшения нагрузки на оператора.
Друг от друга отличаются количеством кулачков. Выбирая этот параметр, появляется возможность работы со сложными фасонными деталями.
Их фиксация становится сложным и длительным процессом, поэтому рычажный патрон для токарного станка не подходит для крупносерийных производств – увеличиваются временные затраты на вспомогательные работы, падает производительность труда. Однако это вполне подходящий инструмент для мелкосерийных фабрик при выпуске единичных товаров.
Переналадить устройство этого типа можно при помощи ключа (происходит одновременное смещение кулачков) или регулируя положение каждого узла в отдельности. После закрепления детали может наблюдаться незначительный люфт, отражающийся на геометрии будущей детали, поэтому обычно рычажные изделия выбирают для черновой резки.
Клиновые патроны для токарных станков представляют собой более совершенную модификацию рычажных конструкций. В них для регулирования положения зажимов применяется несколько отдельных приводов. В результате можно зафиксировать детали сложной формы и задать любую ось вращения. К другим преимуществам можно отнести:
- минимальный процент погрешности, точное соблюдение геометрии при выточке продукции;
- равномерное усилие на каждом кулачке;
- прочная фиксация на разных оборотах.
При этом существенно увеличивается сложность настройки и время предварительной подготовки. Часто патрон для токарного станка имеет специальную модель зажима, адаптированную для работы с блоком ЧПУ.
Характеристики выбранного устройства напрямую влияют на возможность работы с формой, точность геометрии будущего изделия, качество поверхности.
Также токарный патрон определяет скорость производства, максимальное количество выпускаемых деталей за смену. Неправильно подобранная конструкция увеличивает количество брака, может привести к поломке станка.
Согласно ГОСТ подключение должно осуществляться с учетом следующих параметров:
- Расчетная нагрузка. Патрон для токарного станка может работать с деталями определенного внутреннего и внешнего диаметра, формы и массы. При превышении максимально допустимых размеров, устройство выйдет из строя (особенно при работе на больших оборотах);
- Тип фиксации изделия на оси шпинделя. Для крепления может использоваться центрирующий поясок или фланец, зажим Кэмлок или поворотная шайба;
- Размеры крепежных отверстий и их положение на корпусе;
- Пределы частот. Показывают, на каких максимальных оборотах работает патрон для токарного станка;
- Количество кулачков, их разновидность (накладные или составные), твердость и используемый метод крепления, тип перемещения – все это определяет, насколько удобно будет работать с фиксатором, и какое время потребуется для его переналадки;
- Точность патрона.
Чтобы не ошибиться при выборе изделия, предварительно рекомендуется получить профессиональную консультацию. Сделать это можно у сотрудников нашей компании по контактным телефонам. Мы порекомендуем подходящие патроны токарные с учетом специфики вашего производства.
Источник: https://www.frrm.ru/articles/tokarnye-patrony/
Патрон сверлильный: виды, особенности, предназначение :
Использование станочных агрегатов считается серьезным прорывом в области становления налаженной структуры производства. Станки, тем более сверлильные, применяются практически везде, благодаря своей высочайшей мощности, неплохой производительности и точности. За последнее время они почти целиком заменили ручной труд.
Описание и применение патронов
Патрон сверлильный применяется для осуществления сверления как ручным инструментом (сюда входит дрель либо шуруповерт и перфоратор), так и на различных станках. Данные патроны выпускаются по европейским и отечественным стандартам.
Приборы обязаны соответствовать требованиям жесткости крепления, радиальному биению типового размера, нужного для осуществления сверления, в зависимости от размеров сверла, а также плотности материала. Чем она жестче, тем, значит, больше будет нагрузка на сверло.
А если же патрон подобрали неверно, то сверло сломается.
Патроны для сверлильного станка подразделяются на 2 большие группы по типу крепления:
- Патроны, соответствующие крепежному отверстию в токарном станке для конусных креплений.
- Патроны, имеющие резьбовое сцепление со станком.
Быстрофункционирующий патрон сверлильный самозажимной
Механизм стандартных патронов не гарантирует хорошего центрирования и прочного крепления зажимаемого режущего приспособления, что, конечно, вызывает затраты времени при частой смене инструмента во время работы.

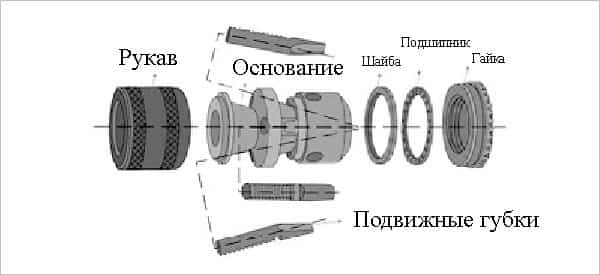
Патрон сверлильный состоит из следующих элементов: корпуса, в котором, благодаря гайке, имеются обойма, а также винтового хвостовика с левой резьбой. Между гайкой и хвостовиком расположен шарикоподшипник.
В обойме на равных друг от друга промежутках профрезерованы 3 паза, в них помещены кулачки.
На верхней части винта прорезаны 3 радиальных Г-образных паза, предусмотренных для подвижного радиального соединения кулачков с винтом.
При вращении хвостовика по отношению к корпусу патрона, винт развинчивается либо завинчивается и передает кулачкам осевой, а также радиальный ход, принуждая их скользить и внутри корпусного конуса, и по бортику обоймы. Данным методом осуществляется совмещенное аксиальное, а также радиальное передвижение кулачков и совершается зажим либо освобождение прибора.
При сверлении хвостовик проворачивается в корпусе сверлильного патрона по часовой и выворачивает винт, смещающий кулачки и усиливающий зажим сверла. При смене сверла нужно, поддерживая хвостовик, вращать остов против часовой, при этом винт перемещает кулачки и совершает их разжим. С использованием шариковой опоры можно быстро совершить разжим, даже когда деталь сильно затянута.
Предназначение данных патронов
Сверлильные патроны разделяются на несколько видов. Они бывают с механическим зажимом либо самозажимные, кроме того, они различаются в зависимости от закрепляемого режущего прибора:
- Патрон сверлильный с конусом подразделяется на несколько видов: B16, В18, В24, В32 и т. д. А в случае необходимости взаимодействия конуса со шпинделем (сначала он обязан точно подойти к внутреннему отверстию последнего), данный патрон уже совмещается с ним. Кроме всего, некоторые сверлильные самозажимные патроны с конусом в хвосте специально производились под точное соединение.

- Патрон сверлильный самозажимной – это очень точный прибор, который может самопроизвольно зажать режущий аппарат с хвостовиком в виде конуса. Данные патроны используются и на станках с числовым программным управлением, а также на координатно-расточных и вертикально-сверлильных станках.
- Патроны, взаимодействующие с корончатыми сверлами. Они применяются для закрепления сверл корончатого вида. По сравнению со спиральными, названные высверливают отверстия большого диаметра за очень короткое время. Процесс при этом происходит не только быстро, но и очень точно.

Особенности и описание патрона 16 мм
Отдельно рассмотрим быстрозажимной патрон сверлильный 16 мм. Он специально спроектирован для высокоточных станков, работающих на больших оборотах. Внутренний конус этого патрона в диаметре равен 16 мм.
Его особенностью является то, что, благодаря добавочным оправкам, предназначающимся для расположения на сверлильных патронах, он дает возможность установить патрон с конусом внутри на патрон с конусом снаружи.

Для каких целей используются патроны
Патроны сверлильные предназначаются для зажима и крепления несимметричных сложных заготовок цилиндрической и нецилиндрической формы. При этом выделяют самоцентрирующиеся патроны для деталей, имеющих осесимметричную форму, а также патроны с независимыми кулачками — для несимметричных.
- Цанговые используются для крепления сверл малого диаметра с хвостовиком в виде цилиндра.
- Переходные конусообразные втулки – используются для закрепления аппарата с хвостовиком в виде конуса, если номер конуса хвостовика прибора не соответствует номеру конуса в шпинделе агрегата.
- Быстросменные – применяются для моментальной смены режущего механизма во время обработки, это сокращает время и повышает производительность работы при изготовлении отверстий.
- Самоустанавливающиеся – используются при изготовлении заранее сделанных отверстий, предоставляют возможность центрировать агрегат по оси обтачивающего отверстия.

Несколько слов в заключение
Все описываемые патроны сверлильные применяются для зажима инструмента при сверлении различных отверстий на всевозможных станках — сверлильных, токарных и так далее. Все описанное в нашей статье обязательно поможет найти правильные, подходящие инструменты лично для себя и для производства.
Источник: https://www.syl.ru/article/325286/patron-sverlilnyiy-vidyi-osobennosti-prednaznachenie
Какие бывают сверлильные патроны
Зажимно́й патро́н (тока́рный патро́н, сверли́льный патро́н, ца́нговый патро́н) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Содержание
Токарный патрон [ править | править код ]
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
На оси шпинделя патрон может крепиться:
- тип 1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье «планшайба»);
- тип 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус);
- тип 3 — с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Патрон имеет три гнезда для ключа, однако для работы используется всегда один, помеченный «0». Обычно, если нулевое гнездо расположить сверху, то внизу будет 1-й кулачок (или 3-й в некоторых импортных патронах). Номер кулачков обычно помечен на их нерабочей части, так же его можно узнать, первый имеет самую близкую к центру гребёнку, второй — на шаг дальше и т. д.
По количеству кулачков подразделяются на:
- двухкулачковые;
- трехкулачковые;
- четырёхкулачковые.
Цанговый патрон [ править | править код ]
Цанговый патрон для ручной дрели
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закалённую втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка.
Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка.
При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм.
Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами.
В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка.
Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счёт своей формы, упруго деформируется, обжимая инструмент.
Читать также: Фторопласт что это такое
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей.
Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг.
При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Существует Безостановочный цанговый патрон (патрон Батроханова) — Преимущества патрона в том:переустановка деталей занимает несколько секунд.Замену деталей можно производить даже при вращающемся шпинделе станка, сохраняется постоянно высокая точность установки детали. [1]
Источник: https://morflot.su/kakie-byvajut-sverlilnye-patrony/
Патроны для сверлильных станков

Предназначенный для сверлильного станка патрон представляет собой небольшую по размерам деталь, выполненную из высокопрочной цементированной стали, основное предназначение которой заключается в обеспечении крепежа сверла на оси передней бабки станка (шпинделя). Сверлильный патрон необходим не только для надёжного соединения наконечника станка, но и облегчения процесса смены насадок.
Согласно действующему нормативному документу ГОСТ 15935-88 твёрдость комплектующих патрона является строго оговорённой величиной: так, для корпуса значение по Роквеллу составляет 51 HRC, а для кулачков – 54 HRC. Несмотря на то, что в упомянутом документе стоит обозначение «HRCэ», указанные значения являются верными, так как обе аббревиатуры стали равнозначными (в ближайшее время буква «э» будет исключена из обозначения).
Указанные значения указывают способность того или иного образца металла (или сплава) сопротивляться вдавливанию специального алмазного тестового конуса впрямую в поверхность (заменителем конуса может выступать металлический шарик). Максимальное значение по шкале «С» составляет 100 единиц.
Патрон является своеобразным посредником между конусом Морзе – элементом, крепящимся непосредственно на шпинделе, и сверлом, осуществляющим обработку заготовки. В некоторых случаях патрон может быть снабжён конусообразным хвостовиком, который обеспечивает лучшую связь между ним и конусом за счёт идеальной посадки (так как все размеры являются стандартизированными, подобрать требуемую деталь не составит труда). Вдобавок к этому конус берёт на себя часть нагрузки, передаваемой от вращения вала, потому разрушительное воздействие, оказываемое непосредственно на патрон, значительно снижается.
Виды сверлильных патронов
На сегодняшний день существует несколько классификаций, которые делят существующие сверлильные патроны на группы: в первой основным признаком деления выступает способ смены насадок, во второй – способ крепежа патрона на станке, в третьей – класс точности. Конечно, иностранные компании-производители предлагают свои собственные способы деления данных деталей, однако перечисленные являются универсальными и позволяют подобрать необходимый под конкретные задачи патрон без каких-либо проблем.
Классификация патронов по способу смены насадок
Согласно первой классификации выделяются следующие группы:
- Ключевые патроны, которые имеют в своей задней части хвостовик и позволяют устанавливать на себя сменные насадки через использование специальных ключей. Подобные патроны устанавливаются на современных ручных дрелях;
- Цанговые патроны требуют закрепления свёрл с помощью переходных цанг, которые представляют собой вытянутые стальные переходники двух диаметров. Используется такой тип патронов для обеспечения крепежа инструмента малого диаметра (до 40 мм), снабжённого хвостовиком. Обычно поставляются в комплекте с конусом Морзе и переходными цангами;
- Быстрозажимные патроны отличаются тем, что позволяют оператору сменить насадку на инструменте без использования каких-либо ключей (отсюда и название). Данная группа дополнительно подразделяется на две других.
- Крепёж быстросменных патронов осуществляется через их фиксацию с помощью конического хвостовика. Вдобавок подобные детали всегда снабжены особой сменной втулкой для насадных свёрл;
- Прецизионные патроны отличаются от описанных выше тем, что созданы для работы на соответствующих сверлильных станках, обеспечивают сокращения радиального биения до значения в 0.6 мм (а современные модели могут похвастать ещё меньшим значением – в 0.04 мм).

Классификация патронов способ крепежа патрона
По способу крепежа патрона на станке деление очень простое:
- Установка может осуществляться при помощи хвостовика и конуса Морзе, которые буквально надеваются друг на друга, осуществляя сцепку. В некоторых случаях в них могут быть проделаны соответствующие друг другу резьбовые отверстия для обеспечения хорошего качества крепежа;
- Также крепёж может быть основан на резьбовом сцеплении со станком.
Операторы некоторых предприятий могут самостоятельно изменить заводскую деталь следующим образом: на внешней части конуса Морзе нарезается резьба, которая должна соответствовать по размерам хвостовику, плюс, дополнительно накладывается гайка, дабы было возможно убрать зажимающий инструмент при помощи обычного сменного ключа. Подобные операции в обязательном порядке согласовываются с вышестоящим руководством.
Классификация патронов по классу точности
По классу точности представленные на рынке сверлильные патроны разделяются на две группы: существуют изделия I класса и II.
Перед выпуском в продажу осуществляется оценка класса при помощи замера радиального биения, оказываемого на контрольной оправке, что находится в закреплённом состоянии в зажимных элементах патрона.
Патроны второго класса допускают чуть большее отклонение, нежели изделия первого (например, для оправки с диаметром в 2-4 мм и длиной в 40-50 мм значения радиального биения для первого и второго класса соответственно составляют 0.05 мм и 0.1 мм).
Кстати, тесты над контрольной оправкой проводятся трижды, а за результат принимают среднее арифметическое получившихся значений отклонения (это необходимо для разносторонней проверки работы детали). В случае, если результаты являются пограничными, проводится ещё один комплекс тестов, при оставшихся «плавающих» значениях детали присваивается худший класс.
Полностью ознакомиться с допускными значениями классов можно в нормативном документе ГОСТ 15935-88.
Следует отметить, что ранее абсолютно все патроны, использовавшие на сверлильных станках, были зажимными, однако сейчас в промышленности всё большую популярность обретают самозажимные патроны, которые подтягиваются за счёт вращения шпинделя. Зажимные патроны постепенно отходят на второй план и используются активно только в быту в обычных ручных дрелях. Кстати, использование самозажимных патронов в непромышленных масштабах специалистами не рекомендуется.
Разборка патрона
Как и любой инструмент, для продолжения своей нормальной работы патрон может потребовать чистку, для чего его будет необходимо разобрать. Разборка может осуществляться несколькими способами.
Если патрон не представляет собой монолитную деталь, состоящую из цельного куска какого-либо металла или сплава, то разбор можно осуществить с помощью ударного способа через постукивание молотка по его задней стороне (внешнее кольцо в этом случае съезжает с внутреннего зубчатого венца, что позволяет после полностью разобрать деталь).
Термический способ подразумевает поэтапный процесс разборки.
- 1. в обязательном порядке необходимо убрать внутрь сдерживающие кулачки (так, чтобы они были вровень с поверхностью самого патрона),
- 2. после чего установить патрон вращающимся кольцом в тиски
- 3. затем следует нагреть строительным феном (или какой-нибудь горелкой) до 250о зажатое кольцо, предварительно внутрь аккуратно поместив холодный влажный бинт (или марлю).
- 4. после того, как кольцо хорошо прогрелось, основание патрона необходимо выбить (само кольцо так и останется в тисках) в сторону кулачков.
Следует обратить внимание на толщину металла, дабы при ударе не произошла деформация детали.
Обратная сборка патрона должна производиться также под нагревом. Использование смоченной в холодной воде ткани обязательно, так как она способствует охлаждению детали изнутри; если нагрев производится слишком долго, следует обеспечить подвод воды извне.
Требования, предъявляемые к сверлильным патронам
Несмотря на то, что данная деталь представляет собой относительно простую конструкцию, список требований, предъявляемых к ней, достаточно обширен.
Патрон должен соответствовать всем пунктам, указанным в нормативных документах ГОСТ 15935-88, ГОСТ 9953-82 и ГОСТ 15593-70 (основные параметры уже были перечислены выше).
При этом каждая заводская деталь в обязательном порядке должна иметь маркировку, которая должна содержать:
- Чётко различимый знак компании-производителя;
- Типоразмер детали;
- Диапазон зажима сверла;
- Условное обозначение патрона.
Например: условные обозначения в Российской Федерации являются стандартизированными величинами, потому на рынке достаточно легко найти требуемую деталь.
Так, обозначение ПСК 3-16 говорит покупателю о диаметре в мм сверла, обозначение В16 – о диаметре соединительного отверстия конуса в мм.
Таким же способом подписываются значения диаметров других инструментов.
Источник: http://www.m-deer.ru/osnastka/patrony-dlya-sverlilnyh-stankov.html
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
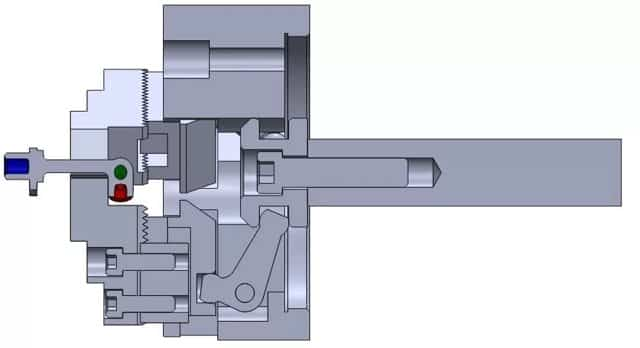
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
- Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
- При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
- Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
- Перед сверлением отметьте керном центр будущего отверстия.
- При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм. Для высокоточного сверления используйте прецизионные патроны.
- Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
- Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
- При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
Источник: https://mekkain.ru/library/patron-sverlilnyij.html





