- Устройство сварочного инвертора
- Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок
- Сетевой выпрямитель
- Помеховый фильтр
- Инвертор
- Выходной выпрямитель
- Схема запуска и реализация «мягкого пуска»
- Как сделать инверторную сварку своими руками: описание и схема +Видео- Обзор по его сборке для новичков
- Общие сведения о сварочном инверторе
- Технические показатели
- Элементы собираемой конструкции
- Инструменты необходимые для выполнения сборки
- Изготовление инверторной сварки своими руками
- Сбор блока питания
- Сбор силового блока
- Состав инверторного блока
- Приблизительная схема самодельного сварочного инвертора
- Описание основных неисправностей сварочного инвертора и его ремонт
- Элементы электрической схемы сварочных инверторов
- Виды источников тока
- Достоинства полуавтоматических аппаратов
- Инверторы для плазменно-дуговой резки
- Электрическая схема и ее нюансы
- Принцип работы, краткое описание
- Конструкция
- Диод на выходе и характеристика его работы
- Универсальность
- Как сделать инвертор?
- Защитные элементы
- Выводы
- Самодельная точечная сварка: как собрать прибор в домашних условиях (инструкция и схема)
- Сварочный процесс: схема изготовления
- Сварочный аппарат в домашних условиях
- Производство сварочного оснащения: инструкция
- Электроды для точечной сварки
Исповедь моей работы со сварочными аппаратами инверторного типа. Я телемастер имеющий 20 лет стажа, собрать любую схему не проблема, и вот появилось огромное желание поработать с инверторами. Схему начал с «бармалея». Собрал, заработало.
На испытаниях выдал 40 А на нагрузке 8 спиралей, но без резонанса и трансформатор намотан на 6 ферритах от телевизора результат — пшик. Обмотка ф2 в стеклоткани. Тут начало собственно, занялся изучением силовой электроники.
Делал разные схемы резонансные, мостовые, полумостовые с драйверами на трансформаторе, на IR2110, на NSPL3120. И везде изучение + ошибки и… результат один — могила для силовиков, после исправления поминок по погибшим транзисторам опять за работу… А вот результат: два готовых аппарата.
Один — сварка 160 А, другой — пускозаряд авто. Принципиальные схемы одинаковые, разница схем в трансформаторе, то есть количестве витков на вторичке.
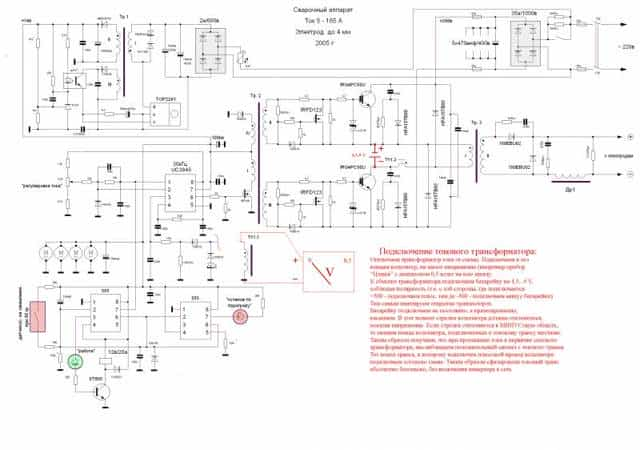
Даю рекомендации для опытных мастеров, но без понятия в силовой электронике. И не желающих заниматься изучением и расчетами. Кстати, если вы собрали любую схему, все точно и правильно и сразу в сеть — гарантия убой, могила 100%. Поэтому без небольшой теории не обойтись.
Начнём все по порядку, за основу взята схема «бармалея» генератор на uc3845 один к одному без переделки + стандартная схема драйверов на ир2110 + ключи irg4pc50ud, лучше 2х2 парами, на ваших испытаниях пары выдержат большие токи. Измененная схема пары транзисторов верна. Диоды 15тб60 рекомендую заменить на 25тв60. Эту схему рекомендую потому что она самая надежная.
Пожгете ведро транзисторов, но сама схема будет целой. Диоды 150ebu02 тоже желательно ставить по 2 — это дороже, но расходов будет меньше на эксперименты. Ко всем рекомендациям, которые написаны у «бармалея», их надо обязательно изучить. Во время изучения кое-что у вас сразу прояснится. Добавляю свои, то есть те же самые, но более понятные.
Каждый мастер в конце строит свою технологию сваркостроения, а по сути принцип у всех одинаковый. Подробнее о доработке схем смотрите на форуме. Там же задавайте вопросы, если что не ясно.

Если вы не можете сделать простой импульсный блок питания на 15 В 2 А, за сварочный аппарата инверторного типа вам не стоит браться. Лично я на это потратил 3 мес. и 2000 руб. Самое важное — это тщательное изготовление силового трансформатора.
Вначале мотал любым проводом, что под рукой, с изоляцией бумажным скотчем на ферритах строчных, Ш20х28, Ш16х20 — везде пшик, пробой, даже лакоткань не спасает. Теперь рассказываю, как сделать его гарантированно рабочим. Обязательно брать эмаль-провод новый, осторожно обращаться, наматывая не царапать, лучше брать ф1,5 или ф2. Наматывать на катушках.
Делал катушки из гетинакса 0,5 на деревянных оправках. Каждый слой обмотки обжимается деревянными колодками в тисках, затем пропитывается эпоксидкой.
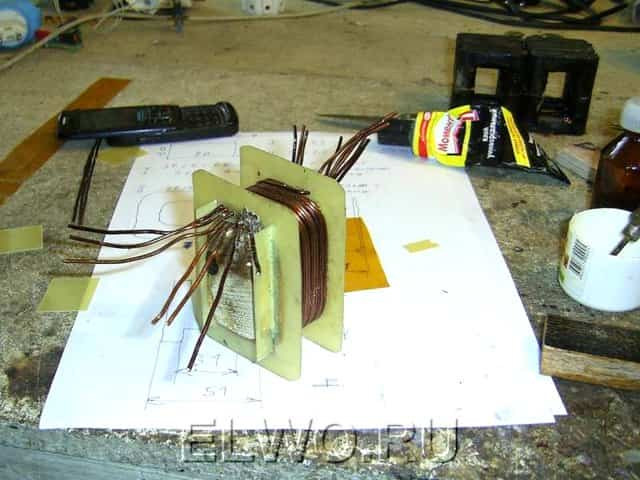
Когда эпоксидка начнет твердеть, обмотать лакотканью один слой, потом прижимаю пластинами из гетинакса, зажимаю в тисках и оставляю твердеть до конца. Гетинакс тонкий, но эпоксидка дает нужную прочность. Тонкая катушка дает разместить больше обмотки. Катушки делать обязательно. Без катушки – пробой обмотки на железо, ни какая изоляция не спасает — проверено.

Потом пластины гетинакса снимаю внутри катушки, оставляю только там, где выводы выходят — там толщина катушки не страшно. Расчет количества витков беру готовый, спецы этим занимаются, а уже потом, с опытом, сам чувствуешь сколько мотать. Но в основном расчет — сколько входит.
 Так на Ш20х28 окно 44х12 катушка окно 42х12 провод ф2 18 витков в два слоя по 9 витков с щелями меж витков. Мотал 24 витка, но такой трансформатор получается не насыщен и выдает мало тока — около 80 А. Рекомендации по «бармалею» — увеличить зазор феррита. Мне кажется лучше уменьшить число витков катушки, наматываются не в упор. Но опять вследствие малого числа витков имеем увеличение частоты резонанса, что хуже сказывается на транзисторах.
Так на Ш20х28 окно 44х12 катушка окно 42х12 провод ф2 18 витков в два слоя по 9 витков с щелями меж витков. Мотал 24 витка, но такой трансформатор получается не насыщен и выдает мало тока — около 80 А. Рекомендации по «бармалею» — увеличить зазор феррита. Мне кажется лучше уменьшить число витков катушки, наматываются не в упор. Но опять вследствие малого числа витков имеем увеличение частоты резонанса, что хуже сказывается на транзисторах.
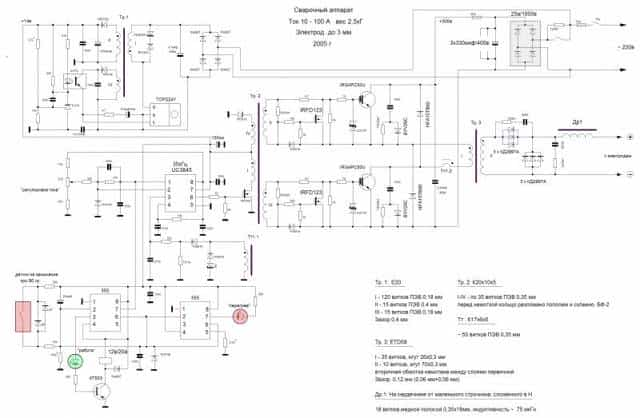
В сварочном инверторе РЕСАНТА трансформатор намотан на ЕПКОСЕ, первичка 12 витков ф1,6 в две жилы, вторичка — 4 витка в 4 жилы тем же проводом.
Дроссель на кольце таким-же проводом в 4 жилы, такой трансформатор выдает 190 А по паспорту. Проверить не мог — амперметра нет. Трансформатор склеен похоже без зазора. Даже в окне остается место! Вроде как соответствует.
Он намотан без пропитки с изоляцией лакотканью, но на хорошей катушке. На долго ли хватает — не знаю.
Свой мотал почти также 2 жилы ф1,5 18 витков, катушка была не проклеена, изоляция — лакоткань. Гетинакса половина, только внутри катушки и без пропитки. Вторичка — 6 жил ф1,5 6 витков в два слоя. Зазор 0.1 мм. Такой трансформатор выдал 150 ампер. При испытаниях сгорел один элетрод ф3 на максимальном токе и… пробило. После этого делаю катушки только с пропиткой. Можно даже провод без эмали, но тогда с промежутками между витками. У нас эмаль провод в розницу не найти, беру жилу в пвх изоляции в магазине, обрезаю и вперед. Кто-то делал промежутки тонкими шнурками между витков — тоже выход. Но у меня и так получилось. В общем мотаю лучший для меня вариант. Первичка 18 витков в 3 жилы ф1,5 сечением 5,29 в два слоя эмаль проводом без промежутков впритык на двух ш20х28 зазор 0.1 мм, потом оказалось, что этот трансформатор тоже не насыщен. Если он проклеен, не разобрать, то нужно увеличить зазор. Подбирается экспериментально по осциллограммам (загиб плавный, без ступеньки). Вторичка 6витков 9жил в три слоя провод ф1,5 по 3 жилы в слое, сечение 15,84. Такой трансформатор выдает 100 ампер, не греется, но без пропитки, боюсь что пробьет. Разобрал. Да и мощности маловато. Второй вариант на шести ферритах от твс110пц15, если у кого остались от деревянных телевизоров. Покупать на базаре дорого. Окно 30 на 20. Мотаю 3 жилы ф1,5 15 витков по 5 витков в 3 слоя, намотка в одну сторону, пропитка эпоксидка, затвердевание каждого слоя в лакоткани с зажимом в тисках в деревянных колодках. Потом витки соединяются последовательно снаружи трансформатора. Вторичка 5 витков 9 жил в 3 провода в 3 слоя соединение параллельно, все мотаются в одну сторону, пропитывать не стал — работает и так. Зазор 0,15 мм, один слой лакоткани. Такой трансформатор выдал 150 А и еще был не насыщен. Можно было увеличить зазор, но делать так не стал, у меня была одна пара транзисторов. Эксперименты оканчиваются дорого.
Для пускозарядника делаю трансформатор такой: один ш20х28, катушка из гетинакса 0,5. Первичка ф2 18 витков в 2 слоя проводом без эмали с промежутками с заливкой эпоксидкой с затвердеванием в лакоткани каждого слоя.
Затем приклеивается гетинакс пластины 0,5 и наматывается вторичка такая: В автомобильном магазине взял трубу медную для газа ф6х1,5 пол метра, расплющил, получилось сечение 2,5х8=20 мм2, намотал три витка. Сделать это можно в тисках с плоскогубцами, с подкладыванием на углах гетинакса. Так сказать формирование катушки.
Воздушный зазор между витков можно не замазывать — работает нормально, но конечно лучше лаком, только у меня лака нет. Такой трансформатор выдает 15 вольт, ток больше 150 ампер, поэтому на выходе ставится по два диода 150ebu02.
 Дроссели: Один на трех строчниках, двадцать витков провода в стеклоткани сечением 7х2, намотка интересная. Мотается 5 витков на себя соединение снаружи катушки с такими же витками, но они мотаются в другую сторону, потом соединение внутри катушки с третьими витками, снаружи и т д. Получается катушка 20 витков с намоткой в одну сторону. Катушку обмазал лаком.
Дроссели: Один на трех строчниках, двадцать витков провода в стеклоткани сечением 7х2, намотка интересная. Мотается 5 витков на себя соединение снаружи катушки с такими же витками, но они мотаются в другую сторону, потом соединение внутри катушки с третьими витками, снаружи и т д. Получается катушка 20 витков с намоткой в одну сторону. Катушку обмазал лаком.
Другой такой точно, провод — эмаль ф0,35, жил около 100, скручены в жгут 16 витков на железе размером, как силовой трансформатор. Жгут обмотан бумажным скотчем, лакоткани тогда не было, переделывать не стал. Зазор на железе — оргстекло 2мм. Обмотка в трансформатор не вошла, сжал в тисках и склеил. Сюда подходит петля размагничивания от телевизоров.
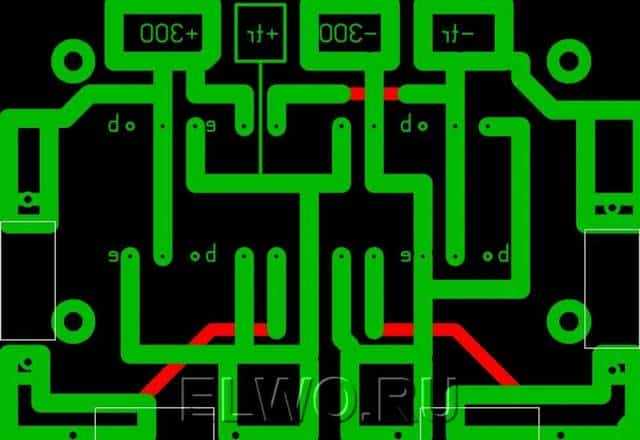
Прилагаю мои разработки печатных плат для сварочного аппарата: генератор, процессор, ключи для транзисторов irg4bac50w и irg4pc50ud. Скачать их можно в архиве.
На этой схеме питание процессора от крен12, красным – перемычки, цифры 1,2 две микрухи 555 — схема задержки питания, все по бармалею. Схема «бармалея» без изменений, только драйверы на IR2110. Боковинки катушки сделаны не правильно — отрезал, катушка не развалилась, эпоксидка склеила намертво зазор 0,15 1 слой лакоткани.
В углу фото катушка с изоляцией лакотканью — пробило после 5 электродов ф2,5. Видно тут около обмоток рядом первичка, соединение последовательно резистор токового трансформатора 4,6 ома, видимо из-за наводок от трансформатора. Плата генератора замазана лаком простым, мебельным.
Лак предохраняет от атмосферной влаги и пыли — вентиляторы все гонят внутрь.

Ток зашкаливает 100 А на нагрузке 8 спиралей от 1000 ватт, спирали 2 шт не эквивалент сварки, но для испытаний сгодится. Входные дроссели на кольцах по 8 витков, блок питания готовый, от видеомагнитофона.
Конденсаторов в сумме 2000 мкф. Дроссель 16 витков провод 0,35. Реле какое то из запасов. Сверху трансформатора первичка — 18 витков в 2 слоя в 3 жилы ф1.
5, вторичка 3 слоя по 3 жилы ф1,5 по 6 витков параллельно, намотка в одну сторону, зазор 0,1 трансформатор не насыщен, ток 80 А — буду переделывать когда нибудь. Ключи резисторы 2 вт х 7 шт 300 ом, всего 42 ома.
Ключи на медных пластинах с диодами под прокладками, генератор драйвер на IR2110 не убиваемый, выдержал сгорание 12-ти транзисторов. Дроссель — 20 витков сечения 2х7 на трех ферритах от строчников. Конденсаторы от русского телевизора, 12 по 100 мкф 350 вольт.
Многооборотный резистор на 10 к — резонанс. Резистор 2к2 — регулятор тока. Холостой ход, плавный спуск со ступенькой — не насыщен трансформатор, надо или уменьшить витки, или увеличить зазор. Резонанс на 40 вольтах, при превышении напряжения синусоида искажается — причина в ненасыщеном трансформаторе. Если схема у вас собрана без ошибок, приступаем к настройке. Сеть должна быть включена через ЛАТР, осциллограф включаем на резонанс. Подключаем на дроссель, как на токовый трансформатор. Через дроссель пропущен провод – плюс силового трансформатора. Осциллограммы и более подробное описание шагов вы можете посмотреть на форуме.
Напряжение поднимаем до 20 вольт — появляется рваная синусоида. Многооборотным резистором синусоиду делаем красивой — это сделать важно, без резонанса — сгорит.
Можно поднять напряжение до 40 вольт, если у вас включена нагрузка — на амперметре появляется ток. Подправляем синусоиду.
При дальнейшем увеличении напряжения синусоида исказится — это говорит о ненасыщенном силовом трансформаторе, что не страшно, аппарат будет работать.
Еще важный момент — регулятор тока на минимум, поднимаем напряжение примерно на 40, а рост тока должен остановиться, поднимаем напряжение на максимум. А ток все равно 40 А. Если этого нет, надо подобрать ограничивающий резистор 1,6-2,2 ома, как расчет по «бармалею», 100 витков токового трансформатора делим на 50 А — максимальный ток транзистора, и получаем 2 ома резистора. Но у каждого в своей схеме будет отличие. В моей последней, резистор был 4,6 ома.
Регулятором тока добавляем ток до 60 А — это уже сварка, на выходе замыкаем электроды, токовый импульс должен сузиться по горизонтали по осциллографу, если нет, то опять подбираем этот резистор. Этот момент тоже важен.
Если этого не сделать, при замыкании электрода ток будет максимальным — транзисторы сгорят сразу. Интересно, что если транзисторы стоят по два в паре, то вылетает только 2 из 4-х, остальные целы, можно продолжить эксперименты.
Но для работы лучше поставить всё равно четыре.
Ну все, выходим на улицу и приступим к сварке. Аппарат без корпуса, держак, железка, маска. Включили. Зеленый светодиод показал — все в норме. Регулятор тока на минимум. Пробовали зажечь дугу — не получилось, только искры — это нормально. Выключили, пощупали радиаторы, резисторы, понюхали — все холодное. Добавляем ток, варим, выключили пощупали — ОК. Ставим в корпус и можно обмывать:) Примерно такая моя технология самостоятельного изготовления сварочного инвертора, и она работает! Автор статьи: гнекуцй.
Форум по сварочным аппаратам
Схемы преобразователей
Источник: https://elwo.ru/publ/skhemy_preobrazovatelej/svarochnyj_apparat_invertornogo_tipa/10-1-0-548
Устройство сварочного инвертора
Реальная практика ремонта электроники
- В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
- Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
- Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164.
В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165.
Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
- 1. Выпрямление переменного напряжения электросети 220V;
- 2. Преобразование постоянного напряжения в переменное высокой частоты;
- 3. Понижение высокочастотного напряжения;
- 4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
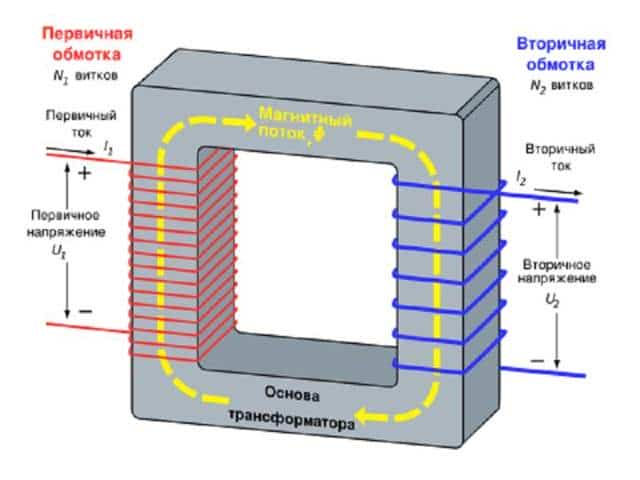
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка.
При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора.
За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза.
А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами.
В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте.
Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц.
Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата.
К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164.
Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
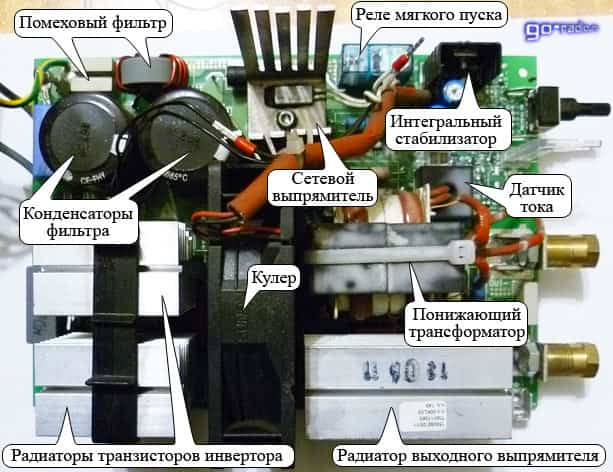
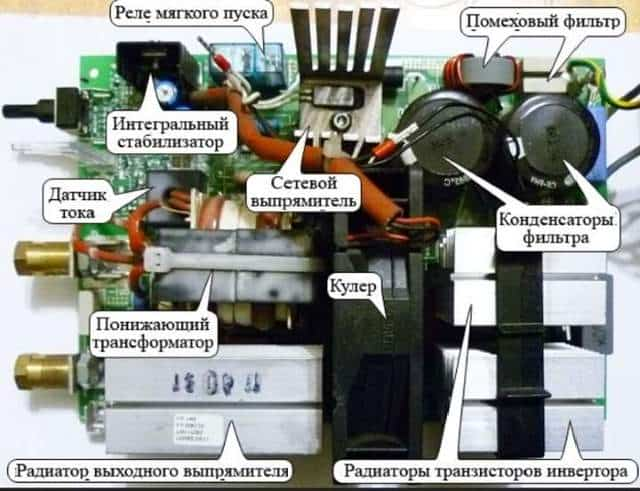
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
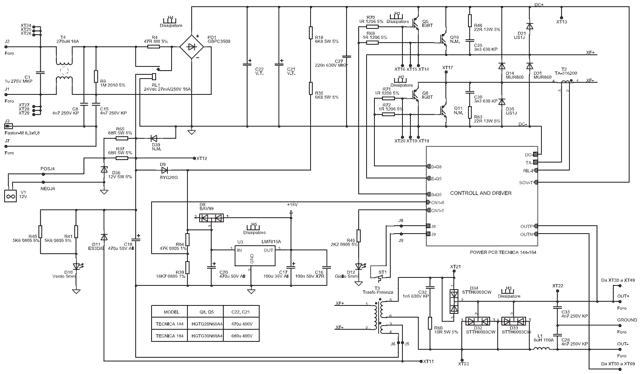
Сетевой выпрямитель
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами.
Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя.
Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста.
Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V).
Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор.
Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0.
Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости.
На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility).
Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET.
Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла.
Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют.
Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3.
Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска»
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор.
Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W).
Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
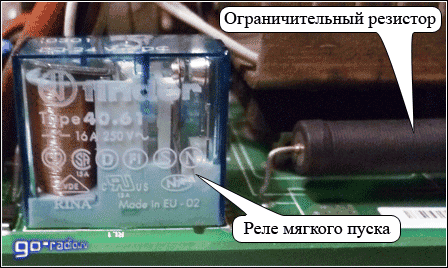
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Источник: https://go-radio.ru/ustroystvo-svarochnogo-invertora.html
Как сделать инверторную сварку своими руками: описание и схема +Видео- Обзор по его сборке для новичков
 Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Общие сведения о сварочном инверторе
- Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
- Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
- К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
 Напряжение 220В.
Напряжение 220В.- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
 первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
- Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
- Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
- Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя.  Частое падение сварочной дуги.
Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение.- Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
- Akson.ru- это интернет-гипермаркет строительных и отделочных материалов!
- homex.ru- HomeX.ru предлагает большой выбор качественных отделочных, материалов, света и сантехники от лучших производителей с быстрой доставкой по Москве и России.
- Instrumtorg.ru – это интернет – магазин строительного, автомобильного, крепежного, режущего и другого инструмента, необходимого каждому мастеру.
- Qpstol.ru — «Купистол» стремится предоставить лучший сервис своим клиентам. 5 звёзд на ЯндексМаркет.
- Lifemebel.ru- гипермаркет мебели с оборотом более 50 000 000 в месяц!
- Ezakaz.ru- Представленная на сайте мебель изготавливается на собственной фабрике в Москве, а так же проверенными производителями из Китая, Индонезии, Малайзии и Тайваня.»
- Mebelion.ru- – крупнейший интернет-магазин по продаже мебели, светильников, интерьерного декора и других товаров для красивого и уютного дома.
Источник: https://domsdelat.ru/instrumenty/invertornaya-svarka-svoimi-rukami-sxema-i-opisanie.html
Элементы электрической схемы сварочных инверторов
Аналогичную аппаратуру все чаще покупают домашние мастера для выполнения специфических работ в гараже или на даче. Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Современная аппаратура инверторного типа — это изделия, отличающиеся широким набором функциональных возможностей, потому что при их производстве использовались передовые технологии. Начинающие сварщики быстро становятся асами в проведении подобных работ на даче или в частном доме, потому что инвертор довольно прост в эксплуатации.
Виды источников тока
Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи. Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т.п.
К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Электрическая схема и ее нюансы
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы.
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
Электронные составляющие инвертора выдают не только улучшенные характеристики, но и оригинальные функции, помогающие новичкам быстрее освоить премудрости сварки.
К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.
Конструкция
Примерная базовая схема:
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Как сделать инвертор?
Для сборки аналогичного изделия надо знать, что схемы инверторов сварки рассчитаны на потребление напряжения 220 V с силой тока 32 А. После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
Чтобы собрать конструкцию, нужны такие составляющие:
- Трансформатор с ферритовым сердечником.
- Первичная и три варианта вторичной обмотки.
Надо приобрести и такие компоненты:
- провода с медными жилами;
- стеклоткань, чтобы обеспечить надежную изоляцию обмоток;
- небольшой лист текстолита с печатными платами;
- сталь для электротехнических работ;
- хлопчатобумажную ткань.
После закупки всего необходимого смело приступайте к сборке изделия по схеме, которую легко найти в интернете.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства.
От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC.
Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Выводы
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением 220 V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/skhema-invertora.html
Самодельная точечная сварка: как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Сварочный процесс: схема изготовления
- При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
- Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
- Виды контактной сварки:
В точечной сварке технология аппарата основана на тепловом воздействии тока.
Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Устройство и применение сварочного трансформатора
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция
Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Источник: https://prosvarku.info/apparaty/samodelnaya-tochechnaya-svarka





