- Какое сверло выбрать для сверления металла
- Можно ли сверлить металл сверлом по бетону ?
- Мощность и обороты при работе с металлом
- Как правильно сверлить металлические изделия
- Как сверлить листовой металл
- Как правильно делать отверстия в трубах
- Как сверлить алюминий
- Как сверлить нержавейку (нержавеющую сталь)
- Как сверлить отверстия большого диаметра
- Как не затупить сверло по металлу ?
- Как сверлить дрелью ?
- Сверление зависимость количества оборотов от диаметра сверла
- Все способы сверления металла
- Необходимые для работы инструменты
- Режим сверления
- Как проделать нужное отверстие
- Сквозное отверстие
- Глухое отверстие
- Сложные отверстия
- Отверстие большого диаметра
- Глубокое отверстие
- Безопасность и советы
- Коротко о главном
- режимы резания
- На каких оборотах сверлить металл дрелью?
- Число оборотов при сверлении различных видов металла
При работе с металлом, не обойтись без сверления отверстий. Работы с металлом относятся к сложным операциям. Это обуславливается, что детали из металла обладают высокой прочностью, для обработки которых нужно использовать специальное оборудование и технологии.

Сверлить отверстия может понадобиться в любой сфере и при выполнении работ на даче, дома или в гараже. Даже при ремонте машины, приходиться сверлить отверстия в металле. Если выполнять работу вы собираетесь не на рабочем месте, вам потребуется электрическая дрель или перфоратор с переходным патроном для сверла, а так же керно или метчик, для насечки центровки отверстия.
Если вам нужно сделать отверстия в небольших деталях, использовать лучше сверлильный станок. На нём вы будете уверены в правильном направлении сверла, и скорости сверления.
Какое сверло выбрать для сверления металла

Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При выборе сверл для сверления металлов, основные и ходовые являются сверла из быстрорежущей инструментальной стали, в магазине их можно найти по отметке HSS.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?

Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Однако, если победит заточить под правильным углом, сверлить металл возможно.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите.
Производить сверление металла нужно на низких или средних оборотах, не превышая 500-1000 оборотов.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Как правильно делать отверстия в трубах

Основной проблемой при высверливании отверстий в круглых трубах, является сложность перпендикулярного сверления. Это означает, что отверстие с которого началось сверление, не соответствует выходному. Что бы решить эту проблему, нужно применять сверлильный станок, или специальные направляющие, которые можно сделать самому или приобрести готовые.
Как сверлить алюминий
Кто работал с алюминиевыми деталями, знает, что это мягкий металл. Основная проблема при сверлении алюминия, заключается в обильном обертывании стружкой сверла. Из-за этого сверло перестает сверлить и застревает в металле. Что бы избежать этого, нужно чаще доставать сверло из отверстия и снимать стружку.
Как сверлить нержавейку (нержавеющую сталь)
Нержавейка относится к легированной стали, выполнять сверление который не простое дело. Для того, что бы сверление было комфортное, желательно выбирать сверла с кобальтовым наконечником.
Сверлить нержавейку нужно на минимальных оборотах, а именно 100-200 оборотов в минуту. Такие обороты дают нужную скорость реза нержавейки и хорошее качество.
Если на вашем инструменте нет регулировки оборотов вращения, стоит нажимать кнопку периодически на секунду-две, что не даст быстро разогнаться сверлу.
Если нужно сделать отверстие большого диаметра, нужно применять коронки по металлу, которые дают возможность сверлить только по наружному диаметру отверстия.
Как сверлить отверстия большого диаметра

Когда требуется сделать отверстия большого диаметра в металле, нужно использовать инструмент подходящий для этой цели.
- Предварительно нужно сделать отверстие меньшего диаметра. Можно использовать несколько сверл постепенно увеличивая диаметр отверстия. Таким способом сверлам будет легче проходить металл, особенно толстый.
- Использование ступенчатого сверла. Такие сверла могут называть конусными.
- Применение специальных коронок по металлу. Высверливание отверстий большого диаметра коронками дается очень легко за счёт сверления только наружного диаметра отверстия. Коронка состоит из центрирующего сверла, которые вначале просверливает металл в центре и в дальнейшем направляет коронку. Сверление коронкой нужно производить на очень малых оборотах.
Один из лучших способов-использование коронок по металлу. Минусом этого метода, является не регулируемый диаметр коронки(продаются и регулируемые коронки, но такие покупать не советуем из-за их плохого качества). Под каждый диаметр отверстия нужно иметь разные коронки.
Как не затупить сверло по металлу ?
Во время сверления, можно запросто сжечь(затупить) рабочую часть сверла. Это происходит из-за больших оборотов, из-за которых сверло нагревается и плавиться. Этого избегают за счёт низких оборотов или смазки сверла охлаждающей смазкой.
Если специальной охлаждающей смазки для сверл нет, можно использовать машинное масло, которое снизит силу трения.
Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Тел: +7(495)-972-35-59Skype: GRAVBIZE-mail: gravbiz@mail.ru
Россия, 115516Москва, ул. Промышленнаяд. 11, стр. 2, офис 662
Посмотреть схему проезда
Сверление зависимость количества оборотов от диаметра сверла
При сверлении отверстий в металле важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об).
При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания.
Показатель правильного режима — красивая, длинная стружка.
Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
| Подача S0, мм/об | Диаметр сверла D, мм | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Скорость резания v, м/мин | ||||||||||
| При сверлении стали | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| При сверлении чугуна | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| При сверлении алюминиевых сплавов | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Таблица 2. Поправочные коэффициенты
| Наименование и марка обрабатываемого материала | Твёрдость НВ | Поправочный коэффициент | |
| Быстрорежущими свёрлами | Твердосплавными свёрлами | ||
| Сталь углеродистая качественная конструкционная | |||
| 10, 15, 20 | 156 | 1,2 | 1,2 |
| 30, 35, 40 | 143-207 | 1,3 | 1,2 |
| 170-229 | 1,2 | 1,3 | |
| 207-269 | 0,8 | 1,0 |
Таблица 4. Рекомендации при сверлении аустенитной стали (наиболее сложно обрабатываемой)
| Диаметр сверла, мм | Число оборотов, об/мин | Подача, мм/об |
| 1,59 | 1500 | 0,025 |
| 3,18 | 800 | 0,065 |
| 6,35 | 400 | 0,125 |
| 12,70 | 150 | 0,280 |
| 20,64 | 180 | 0,255 |
| 25,40 | 150 | 0,280 |
You have no rights to post comments
-

- ВИДЕО КАНАЛ ПОСМОТРЕТЬ КАК РАБОТАЮТ ГРАВИРОВАЛЬНЫЕ СТАНКИ
Все способы сверления металла
Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Высверливание отверстия в металле Источник kovkingorod.ru
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Сверла по металлу Источник skladom.ru
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Сверло с кобальтовым напылением Источник zakaz64.ru
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.
Регулировка оборотов на дрели Источник ytimg.com
Каталог компаний, что специализируются на реконструкции и перестройке домов
Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Сквозное отверстие в металлической заготовке Источник onarzedziach.pl
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Дрель с упором Источник icover.ru
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.
Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Коронка по металлу «Зубр» Источник maxmaster.ru
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео покажет, как просверлить отверстие большого диаметра в металле:
Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Сверление металла с применением СОЖ Источник alicdn.com
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:
Коротко о главном
При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.
режимы резания
Основными элементами режима резания при сверлении являются скорость резания, подача и глубина резания. Скоростью резания называется окружная скорость наиболее удаленной от центра сверла точки режущей кромки, измеряемая в метрах в минуту (м/мин).
Таблица 19
Скорости резания при сверлении (работа с охлаждением) конструкционных сталей
|
Диаметр сверла в мм | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Скорость резания в м/мин | |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Скорость резания v определяется по формуле
где D — диаметр сверла; n — число оборотов шпинделя в мин.; π = 3,14 — постоянное число. Число оборотов режущего инструмента определяется по формуле
При сверлении или развертывании отверстий важно правильно выбрать скорость резания, при которой инструмент будет работать нормально, т. е. наиболее эффективно. Таким образом, скорость резания режущего инструмента и подача его на один оборот составляют режим резания. Режим резания необходимо выбирать таким, чтобы сохранить инструмент от преждевременного износа с учетом максимальной производительности. Режимы резания можно выбирать по табл. 19 и 20. Таблица 20
Переводная таблица скоростей резания и чисел оборотов сверл в минуту
|
Скорость резания в м/мин | ||||||||||
| 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 100 | |
| Число оборотов в минуту | |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Зная диаметр сверла и материал обрабатываемой детали, находим по табл. 19 и 20 скорость резания, а по скорости резания и диаметру сверла определяем по переводной таблице (или по формуле) число оборотов сверла в минуту. Найденное число оборотов и значение подачи сопоставляют с фактическим числом оборотов шпинделя станка.
На каждом станке имеется таблица оборотов шпинделя и подач, которая прикреплена к станку. При работе сверлами из углеродистой стали величины скорости резания и подачи следует уменьшать на 30 — 40%. Для уменьшения трения и нагрева инструмента при сверлении применяют охлаждающую жидкость.
При обильном применении охлаждающей жидкости при сверлении стали можно увеличить скорость резания примерно на 30 — 35%. Кроме этого, обильное охлаждение облегчает удаление стружки из отверстия. Для нормального охлаждения необходимо к месту сверления подавать не менее 10 л охлаждающей жидкости в минуту.
При сверлении различных металлов и сплавов рекомендуется применять охлаждающие жидкости, приведенные в табл. 21.
Таблица 21
Рекомендуемые охлаждающие жидкости для различных металлов и сплавов
| Обрабатываемый материал | Охлаждающая жидкость |
| Сталь конструкционная и ин-струментальная | Мыльная эмульсия или смесь минерального и жир-ных масел (касторовое, сурепное) |
| Чугун | Мыльная эмульсия или всухую |
| Медь | Мыльная эмульсия или сурепное масло |
| Алюминий | Мыльная эмульсия или всухую |
| Дуралюминий | Керосин с касторовым или сурепным маслом. Мыль-ная эмульсия |
| Силумин | Мыльная эмульсия или смесь спирта со скипидаром |
Если во время работы режущая кромка сверла быстро затупляется, то это признак того, что скорость резания выбрана слишком большой и ее надо уменьшить. При выкрашивании режущих кромок следует уменьшить величину подачи.
Для предупреждения затупления и поломки сверла на выходе из отверстия рекомендуется уменьшать подачу в момент выхода сверла.
Для получения отверстий высокого класса точности развертки в шпинделе станка крепят на специальных качающихся оправках, которые дают возможность развертке занимать требуемое положение в отверстии. Этим устраняется «разбивание» отверстия.
Для получения высокой чистоты обработки отверстия при работе развертку следует смазывать растительным маслом. Скорость резания при развертывании отверстий в стали принимается равной от 5 до 10 м/мин, подача — от 0,3 до 1,3 мм/об. В табл. 22 приведены величины скорости резания при развертывании отверстий в различных металлах.
Таблица 22
Средние скорости резания развертками на сверлильных станках в м/мин
| Материал развертки | Обрабатываемый материал | ||||||||
| Сталь30 и 40 | Сталь50 |
|
Чугунмягкий | Чугунтвердый | Бронзамягкая | Бронзатвердая | Латунь | Алюминий | |
|
|
|
|
|
|
|
|
|
|
При сверлении отверстия диаметром более 25 мм рекомендуется производить предварительное сверление сверлом диаметром 8 — 12 мм , а затем рассверлить отверстие до требуемого диаметра.
Разделение обработки отверстия на два прохода — сверление и рассверливание способствует получению более точного по диаметру отверстия, а также уменьшает износ инструмента. При сверлении глубокого отверстия необходимо своевременно удалять стружку из отверстия и спиральных канавок сверла.
Для этого периодически выводят сверло из отверстия, чем облегчают условия сверления и улучшают чистоту обрабатываемого отверстия. При сверлении деталей из твердых материалов применяют сверла, оснащенные пластинками из твердого сплава.
Пластинки твердого сплава закрепляют пайкой на медь к державке, изготовляемой из углеродистой или легированной стали. Скорость резания такими сверлами достигает 50 — 70 м/мин.
| предыдущая страница | оглавление | следующая страница |
На каких оборотах сверлить металл дрелью?
- Нельзя точно сказать количество оборотов, так как это зависит от множества факторов (о чём расскажу ниже), а также, даже зная число оборотов, как вы их установите на дрели, ведь вроде ни одна дрель не определяет число оборотов, получается надо сверлить «на глаз», рекомендации дам в конце текста.
- От чего зависит скорость сверление металла?
- Вид металла
А именно какой металл вы будете сверлить, ведь их очень много и они все имеют разные физические параметры. Например алюминий мягче меди, а также эти два металла мягче железа.
Тип металла
У каждого вида металла есть ещё и свой тип, он зависит от способа изготовления и находящихся в сплаве примесей других металлов. Например бронза и латунь имеют разные свойства. А у стали множество типов от мягких до твёрдых.
- Обработка металла
- Тоже немаловажный фактор, так как обработка металла может смягчить или затвердить металл, так закалка металла настолько увеличивает прочность, что необходимо использовать специальные свёрла или отпускать металл.
- Качество сверла
- Свёрла также изготавливаются из различных материалов и имеют различные наконечники, от качества во многом зависит и способ сверления.
- Форма и вид заточки сверла
- Под каждый вид и тип металла существуют свои формы сверла и способ их заточки, например для мягких металлов необходимо обеспечить свободный отход стружки.
- Диаметр сверла
- От этого параметра во многом зависит выбираемая скорость сверления, даже для средних значений, при неправильно выбранной скорости сверло либо сломается, либо будет «гореть».
- _______________________
- Под каждое сверло составляется своя таблица скорости сверления, например такого формата:
- Из таблицы видно, что чем меньше диаметр сверла и мягче металл, тем скорость сверления выше, и наоборот, чем больше диаметр сверла, а соответственно размер срезаемой поверхности тоже больше, и металл более твёрдый, тем скорость сверления меньше.
- _________________________
- Если вы не знаете какой у вас тип металла, но хотя бы вид определили, а также не понимаете какое сверло и какой у него угол заточки, тогда воспользуйтесь следующей рекомендацией.
- При установке в дрель сверла диаметром 12-16 миллиметров, начинайте сверление на самых малых оборотах и постепенно наращивайте их, в тот момент, когда будет визуально видно, что металл лучше всего режет сверло, примерно на этих оборотах и останавливайтесь.
Если сверло диаметром 6-10 миллиметров, то начинайте со средних оборотах, ближе к 11 уменьшите ниже средних, ближе к 6-ти увеличивайте. Также надо визуально оценивать, как сверлится металл, если горит или свистит сверло, тогда уменьшайте обороты, а если сверло не даёт стружку, то увеличивайте.
От 5-ти миллиметров в диаметре и ниже устанавливайте обороты ближе к высоким, но не начинайте сверление на высоких оборотах, так как сверло может сразу затупиться.
Во время сверления поливайте место водой или смесью воды и масла, просто охлаждать время от времени сверло в воде не рекомендую, надо охлаждать именно место сверления.
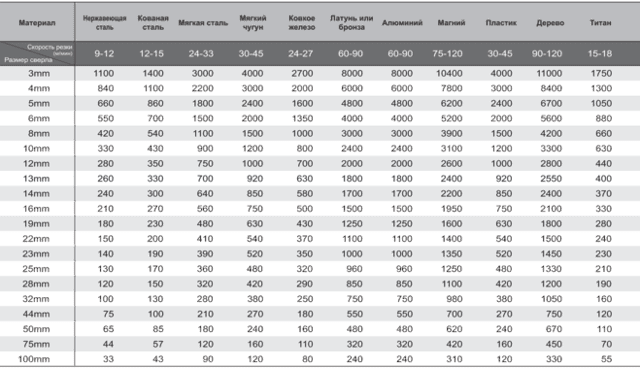
Число оборотов при сверлении различных видов металла
22 апреля 2019
Рекомендации по числу оборотов при сверлении различных видов металла в зависимости от диаметра сверла:
| Нелегированная сталь | 4780 | 1910 | 960 | 640 | 480 | 26-30 |
| Листовая сталь | 4480 | 1780 | 890 | 590 | 440 | 26-28 |
| Нелегированния инструментальная сталь | 4460 | 1780 | 890 | 590 | 440 | 26-28 |
| Легированная инструментальная сталь | 3980 | 1600 | 800 | 530 | 400 | 12-14 |
| Нержавеющая сталь | 2390 | 960 | 480 | 320 | 240 | 14-16 |
| Пружинная сталь | 1450 | 570 | 290 | 190 | 140 | 8-10 |
| Серый чугун | 4460 | 1780 | 890 | 590 | 450 | 25-30 |
| Ковкий чугун | 4460 | 1780 | 890 | 590 | 450 | 25-30 |
| Стальное литье | 3500 | 1400 | 700 | 460 | 350 | 20-24 |
| Легированный алюминий | 7950 | 3180 | 590 | 1060 | 790 | 50-60 |
| Легированная медь | 4780 | 1910 | 960 | 640 | 480 | 28-30 |
| Бронза | 7960 | 3180 | 1500 | 1060 | 790 | 40-60 |
| Латунь | 7960 | 3180 | 1500 | 1080 | 790 | 40-60 |
Рекомендуемое охлаждение при сверлении любого из материалов — сверлильная эмульсия, либо охлаждающее масло, кроме сверления чугуна и бронзы — где сверление необходимо производить всухую.
Сверла с покрытием TIN — для повышенных нагрузок на промышленном производстве и в мастерской. Титан-нитридное покрытие снижает трение при сверлении и тем самым повышает производительность.
Сверла кобальтовые HSS Co (Р6М5К5) — эксперт по высокоточной стали. Легирование кобальтом обеспечивает жаростойкость и в месте с тем высокую износостойкость. Идеальное решение для высокоточного сверления в корозионно — и жаростойких сталях с пределом прочности при растяжении до 1000 Н/мм2.
При сверлении по металлу в любом случае рекомендуется применять охлаждение. Но поскольку выполнение данной рекомендации не всегда представляется возможным, спиральные сверла сконструированы таким образом, что бы оптимальный результат достигался за счет быстрого отвода стружки.





